冲压模具常用标准件
(整理)冷冲压模具常用零件标准
冷冲压模具常用零件标准一、弹簧与橡胶的选用1.橡胶橡胶允许承受的载荷较大,占据的空间较小,安装调整比较灵活方便,而且成本低,是中小型冷冲模弹性卸料、顶件及压边的常用弹性元件。
选用橡胶时,应主要确定其自由高度、预压缩量及截面积。
其计算公式及步骤可由表1确定。
表1 卸料橡胶计算公式2.弹簧弹簧常用圆柱螺旋压缩弹簧和碟形弹簧可按表2至表4选用。
表2 圆柱螺旋压缩弹簧注:1. 材料:65Mn、60Si2Mn,热处理硬度40~48HRC,表面磷化处理。
2. 带“*”的系细长比大于3.7,应考虑设置心轴或套筒。
3. 标准:GB/T2089-1994。
表3 碟形弹簧系列A3.0;/206000;4.0;1820==≈≈μmm N E t h tD系列B3.0;/206000;75.0;2820==≈≈μmm N E t h tD系列C3.0;/206000;3.1;4020==≈≈μmm N E t h tD注:1. 材料:60Si2MnA 或50CrV A ,硬度42~52HRC 。
2. 摘自GB/T1972-1992。
表4 碟形弹簧的主要计算公式注:表中—一个弹簧在压缩量等于0.75h 0时的最大允许负荷; 0h —弹簧的极限行程(mm );n —装置中一组弹簧的总数;z —组合弹簧中每叠的弹簧数(图b 中3=z ); h —一个弹簧的高度(mm );δ—弹簧板厚度(mm ),dD h --=)(2t a n δϕ。
二、模具常用螺钉与销钉冷冲模零件的连接与紧固常用圆柱头内六角螺钉和沉头螺钉(表5和表6),零件的定位常用圆柱销(表7)。
表5 圆柱头内六角螺钉注:1. 标准:GB/T70.1-20002. 材料:35钢。
表6开槽沉头螺钉注:1. 标准:GB/T5279;2. 材料:Q235。
2. 材料:Q235,35,45。
三、模具上有关螺钉孔得尺寸1. 螺钉通过孔的尺寸见表8。
2. 螺钉旋进的最小深度、窝座最小深度以及圆柱销配合长度见下图所示。
冷冲压模具常用零件标准

冷冲压模具常用零件标准冷冲压模具常用零件标准一、弹簧与橡胶的选用1.橡胶橡胶允许承受的载荷较大,占据的空间较小,安装调整比较灵活方便,而且成本低,是中小型冷冲模弹性卸料、顶件及压边的常用弹性元件。
选用橡胶时,应主要确定其自由高度、预压缩量及截面积。
其计算公式及步骤可由表1确定。
表1 卸料橡胶计算公式序号计算步骤及计算公式说明1 确定自由高度H0.3~0.25修磨工HHH+=工H—冲模的工作行程(mm)。
对冲裁模而言,1+=tH工修磨H—预留的修磨量。
一般取5~10mm2 确定预H和装H0.15~0.10HH)(预=预自装HHH-=预H—橡胶的预压缩量装H—冲模装配好以后橡胶的高度3 确定橡胶的横F—所需卸料力(N)截面积(mm 2) pFAp —橡胶在预压缩状态下的单位压力:约0.26~0.5MPa2.弹簧弹簧常用圆柱螺旋压缩弹簧和碟形弹簧可按表2至表4选用。
表2 圆柱螺旋压缩弹簧dDtP sD xmaxD TminH 0 n P ’ F S F 1 F 2 L 0.541.7511.42.95.1126.5 1.487.70 1.54 6.16 107 22 12.5 0.772 14.8 2.96 11.8 182 26 14.5 0.665 17.2 3.44 13.8 207 63.167.624.57.514 4 0.714 10.7 2.14 8.56 113 22 6.5 0.440 17.3 3.46 13.8 160 0.862.3428.74.27.8134.5 4.16 6.91 1.385.53 123 20 7.5 2.50 11.5 2.30 9.21 179 32* 12.5 1.50 19.2 3.84 15.4 273 38*14.5 1.29 22.3 4.46 17.8 311 83.53 21.66.29.818 4.5 1.76 12.3 2.46 9.84 163 1.030* 7.5 1.06 20.5 4.10 16.4 239 3.12 40.9 6 10 20 5.5 3.51 11.7 2.34 9.36 189 30* 8.5 2.27 18.0 3.60 14.1 264 104.3132.78122042.4713.32.6610.618912 24 3.5 1.63 16.7 3.34 13.4 207 35 7.5 1.32 24.8 4.96 19.8 2981.6 10 3.55 126 7.4 12.624 5.5 11.8 10.7 2.14 8.56 23635 8.5 7.61 16.6 3.32 13.3 330 12 4.41 105 8.4 15.622 4 9.36 11.2 2.24 8.96 22632 6.5 5.76 18.3 3.66 14.6 320 16 6.59 78.8 12.4 19.630 4 3.95 20.0 4.00 16.0 30240 5.5 2.87 27.5 5.50 22.0 37648 6.5 2.43 32.4 6.48 25.9 42760* 8.5 1.86 42.4 8.48 33.9 52870* 10.5 1.50 52.4 10.5 41.9 6282.0 12 4.11 192 8 1624 4.5 20.3 9.48 1.90 7.58 24535 7.5 12.2 15.8 3.16 12.6 358 16 5.74 144 12 2028 4 9.46 15.0 3.00 12.0 30238 5.5 7.01 20.6 4.12 16.5 37748 7.5 5.14 28.1 5.62 22.5 47855 8.5 4.54 31.8 6.36 25.4 52865* 10.5 3.67 39.3 7.86 31.4 72975* 12.5 3.09 46.8 9.36 37.4 729 18 6.74 128 14 2255 7.5 3.61 35.5 7.10 28.4 53765 8.5 3.19 40.3 8.06 32.2 54975* 10.5 2.58 49.8 9.96 39.8 707 20 7.85 115 15 2540 4.5 4.39 26.3 5.26 21.0 40848 5.5 3.59 32.2 6.44 25.8 47165 7.5 2.63 43.9 8.78 35.1 59775* 8.5 2.32 49.7 9.94 39.8 66090* 10.5 1.88 61.4 12.3 49.1 785d D t P s D xmax D Tmin H0 n P’F S F1 F2 L2.020 7.85 115 15 25 120*14.5 1.36 84.8 17.0 67.8 10372.5 16 5.40 273 11.5 20.530 4.5 20.9 13.0 2.60 10.4 32740 6.5 14.5 18.8 3.76 15.0 42748 7.5 12.6 21.5 4.34 17.4 47865* 10.5 8.97 30.4 6.08 24.3 62875* 12.5 7.53 36.2 7.24 29.0 729 22 7.98 1.98 16.5 27.538 4 9.06 21.9 4.38 17.5 41550 5.5 6.59 30.1 6.02 24.1 51858 6.5 5.57 35.7 7.12 28.5 58765 7.5 4.83 41.1 8.22 32.9 65775 8.5 4.26 46.5 9.30 37.2 72690* 10.5 3.45 57.5 11.5 46.0 8643.0 16 5.33 454 11 21 45 7.5 26.0 17.4 3.48 13.9 47818 5.94 403 13 23 65* 10.5 18.6 24.4 4.88 19.5 628 75* 12.5 15.6 29.1 5.82 23.3 729 35 4.5 30.5 13.2 2.64 10.6 368 45 6.5 21.1 19.1 3.82 15.3 481 58 8.5 16.1 25.0 5.00 20.0 594 70* 10.5 13.1 30.9 6.18 24.7 7073.5 18 5.94 619 12.5 23.532 4 63.5 9.75 1.95 7.80 34040 5.5 46.2 13.4 2.68 10.7 42452 7.5 33.9 18.3 3.66 14.6 537 20 6.51 557 13.5 26.538 4.5 41.2 13.5 2.70 10.8 40850 6.5 28.5 19.6 3.92 15.7 53458 7.5 24.7 22.6 4.52 18.1 59775* 10.5 17.6 31.6 6.32 25.3 785 22 7.14 506 15.5 28.538 4 34.8 14.6 2.92 11.7 41548 5.5 25.3 20.2 4.00 16.0 51862 7.5 18.6 27.3 5.46 21.8 65770 8.5 16.4 30.9 6.18 24.7 7264.0 20 6.63 831 13 2745 5.5 57.5 14.5 2.90 11.6 47158 7.5 42.5 19.7 3.94 15.8 59765 8.5 37.2 22.4 4.48 17.9 66080* 10.5 30.1 27.6 5.52 22.1 785 22 7.18 756 15 2948 5.5 57.5 17.5 3.50 14.0 51855 6.5 48.6 20.7 4.14 16.6 58770 8.5 37.2 27.1 5.42 21.7 72685* 10.5 30.1 33.4 6.68 26.7 864 25 8.11 665 18 3245 4.5 36.0 18.5 3.70 14.8 51155 5.5 29.4 22.6 4.52 18.1 58970 7.5 21.6 30.9 6.18 24.7 746d D t P s D xmax D Tmin H0 n P’F S F1 F2 L4.0 25 8.11 665 18 32 80 8.5 19.0 35.0 7.00 28.0 825 30 9.92 554 23 3785 7.5 12.5 44.4 8.88 35.5 89595* 8.5 11.0 50.3 10.1 40.2 990115*10.5 8.92 62.2 12.4 49.8 1178140*12.5 7.49 74.0 14.8 59.2 13674.5 25 8.16 947 17.5 32.542 4 64.8 14.6 2.92 11.7 47155 5.5 47.1 20.1 4.02 16.1 58960 6.5 39.9 23.8 4.75 19.0 66870 7.5 34.6 27.4 5.48 21.9 746 30 9.76 789 22.5 37.545 3.5 42.9 18.4 3.68 14.7 51852 4.5 33.3 23.7 4.74 18.9 61380 7.5 20.2 39.5 7.89 31.6 8955.0 25 8.29 1299 17 3355 5.5 71.8 18.1 3.62 14.5 58965 6.5 60.8 21.4 4.28 17.1 66870 7.5 52.7 24.7 4.93 19.7 74680 8.5 46.5 28.0 5.59 22.4 825 30 9.74 1083 22 3850 4 57.1 18.9 3.79 15.2 56565 5.5 41.6 26.1 5.21 20.8 70775 6.5 35.2 30.8 6.16 24.6 80185 7.5 30.5 35.5 7.10 28.4 895 35 11.5 928 26 4460 4.5 32.0 29.0 5.80 23.2 71575 5.5 26.2 35.5 7.09 28.4 82585 6.5 22.1 41.9 8.38 33.5 93595 7.5 19.2 48.4 9.67 38.7 1045注:1. 材料:65Mn、60Si2Mn,热处理硬度40~48HRC,表面磷化处理。
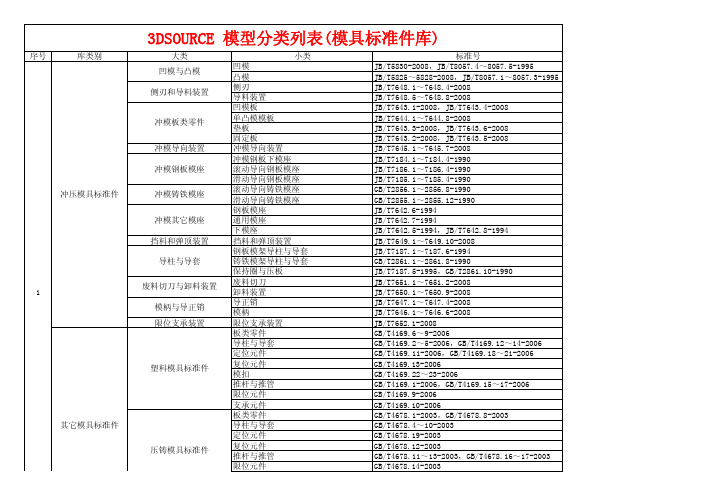
模具行业标准件库

标准号 JB/T5830-2008,JB/T8057.4~8057.5-1995 JB/T5825~5828-2008,JB/T8057.1~8057.3-1995 JB/T7648.1~7648.4-2008 JB/T7648.5~7648.8-2008 JB/T7643.1-2008,JB/T7643.4-2008 JB/T7644.1~7644.8-2008 JB/T7643.3-2008,JB/T7643.6-2008 JB/T7643.2-2008,JB/T7643.5-2008 JB/T7645.1~7645.7-2008 JB/T7184.1~7184.4-1990 JB/T7186.1~7186.4-1990 JB/T7185.1~7185.4-1990 GB/T2856.1~2856.8-1990 GB/T2855.1~2855.12-1990 JB/T7642.6-1994 JB/T7642.7-1994 JB/T7642.5-1994,JB/T7642.8-1994 JB/T7649.1~7649.10-2008 JB/T7187.1~7187.6-1994 GB/T2861.1~2861.8-1990 JB/T7187.5-1995,GB/T2861.10-1990 JB/T7651.1~7651.2-2008 JB/T7650.1~7650.9-2008 JB/T7647.1~7647.4-2008 JB/T7646.1~7646.6-2008 JB/T7652.1-2008 GB/T4169.6~9-2006 GB/T4169.2~5-2006,GB/T4169.12~14-2006 GB/T4169.11-2006,GB/T4169.18~21-2006 GB/T4169.13-2006 GB/T4169.22~23-2006 GB/T4169.1-2006,GB/T4169.15~17-2006 GB/T4169.9-2006 GB/T4169.10-2006 GB/T4678.1-2003,GB/T4678.8-2003 GB/T4678.4~10-2003 GB/T4678.19-2003 GB/T4678.12-2003 GB/T4678.11~13-2003,GB/T4678.16~17-2003 GB/T4678.14-2003
冲压模具常用标准件.docx
冲压模具常用标准件一、冲压模架的型号与选择《冲模模架》标准是1991年5月1日由国家技术监督局批准并颁布实施的。
该标准是在原《冷冲模》国家标准基础上修订的新标准。
其中,模架产品标难(GB/T 2851.1、GB/T3851.3~7、GB/T2852.1~4)共10个。
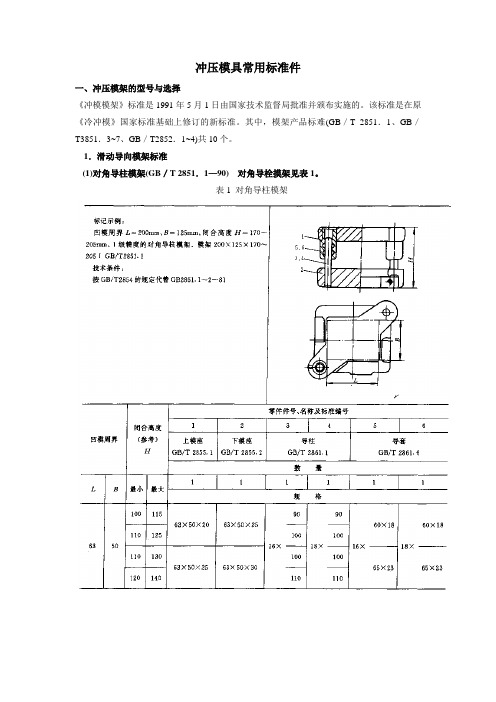
1.滑动导向模架标准(1)对角导柱模架(GB/T 2851.1—90) 对角导栓摸架见表1。
表1 对角导柱模架后侧导柱模架(GB/T2851.3——90)后侧导柱窄形模架(mm)中间导柱模架(mm)中间导柱圆形模架(mm)(续)(续)四导柱模架(GB/T 2851.7—90)(mm)(续)二、导柱导套美文欣赏1、走过春的田野,趟过夏的激流,来到秋天就是安静祥和的世界。
秋天,虽没有玫瑰的芳香,却有秋菊的淡雅,没有繁花似锦,却有硕果累累。
秋天,没有夏日的激情,却有浪漫的温情,没有春的奔放,却有收获的喜悦。
清风落叶舞秋韵,枝头硕果醉秋容。
秋天是甘美的酒,秋天是壮丽的诗,秋天是动人的歌。
2、人的一生就是一个储蓄的过程,在奋斗的时候储存了希望;在耕耘的时候储存了一粒种子;在旅行的时候储存了风景;在微笑的时候储存了快乐。
聪明的人善于储蓄,在漫长而短暂的人生旅途中,学会储蓄每一个闪光的瞬间,然后用它们酿成一杯美好的回忆,在四季的变幻与交替之间,散发浓香,珍藏一生!3、春天来了,我要把心灵放回萦绕柔肠的远方。
让心灵长出北归大雁的翅膀,乘着吹动彩云的熏风,捧着湿润江南的霡霂,唱着荡漾晨舟的渔歌,沾着充盈夜窗的芬芳,回到久别的家乡。
我翻开解冻的泥土,挖出埋藏在这里的梦,让她沐浴灿烂的阳光,期待她慢慢长出枝蔓,结下向往已久的真爱的果实。
4、好好享受生活吧,每个人都是幸福的。
人生山一程,水一程,轻握一份懂得,将牵挂折叠,将幸福尽收,带着明媚,温暖前行,只要心是温润的,再遥远的路也会走的安然,回眸处,愿阳光时时明媚,愿生活处处晴好。
5、漂然月色,时光随风远逝,悄然又到雨季,花,依旧美;心,依旧静。
模具行业标准件库.pdf
标准号 JB/T5830-2008,JB/T8057.4~8057.5-1995 JB/T5825~5828-2008,JB/T8057.1~8057.3-1995 JB/T7648.1~7648.4-2008 JB/T7648.5~7648.8-2008 JB/T7643.1-2008,JB/T7643.4-2008 JB/T7644.1~7644.8-2008 JB/T7643.3-2008,JB/T7643.6-2008 JB/T7643.2-2008,JB/T7643.5-2008 JB/T7645.1~7645.7-2008 JB/T7184.1~7184.4-1990 JB/T7186.1~7186.4-1990 JB/T7185.1~7185.4-1990 GB/T2856.1~2856.8-1990 GB/T2855.1~2855.12-1990 JB/T7642.6-1994 JB/T7642.7-1994 JB/T7642.5-1994,JB/T7642.8-1994 JB/T7649.1~7649.10-2008 JB/T7187.1~7187.6-1994 GB/T2861.1~2861.8-1990 JB/T7187.5-1995,GB/T2861.10-1990 JB/T7651.1~7651.2-2008 JB/T7650.1~7650.9-2008 JB/T7647.1~7647.4-2008 JB/T7646.1~7646.6-2008 JB/T7652.1-2008 GB/T4169.6~9-2006 GB/T4169.2~5-2006,GB/T4169.12~14-2006 GB/T4169.11-2006,GB/T4169.18~21-2006 GB/T4169.13-2006 GB/T4169.22~23-2006 GB/T4169.1-2006,GB/T4169.15~17-2006 GB/T4169.9-2006 GB/T4169.10-2006 GB/T4678.1-2003,GB/T4678.8-2003 GB/T4678.4~10-2003 GB/T4678.19-2003 GB/T4678.12-2003 GB/T4678.11~13-2003,GB/T4678.16~17-2003 GB/T4678.14-2003
冲压模具基础知识
工艺性分析
OK?
N O
YES
毛坯排样
冲切刃口设计
工序优化成组
工序排样
工序排样图
工艺计算
结构概要设计
压力机
不合适 备料,毛坯粗加工
价格,周期 评测 合适
结构详细设计
零件设计
零件明细表
外购件明细 标准件明细
装配图
模具零件加工
零件图
四、冲压模具常用钢材及表面处理: Steels and surface treatment
二、冲压模具的基本结构: Basic structure
復 合 模 (彈簧脫料) 結 構 圖 例
CP
要釆用綠色彈簧
TM( 25*55)日產彈簧
PRL
所有模具必須作限位塊 以作下死點保護
要釆用紅色彈簧 TM( 25*30)日產彈簧
5 UDS 4
UBP 15
PP
23
UDP
8
16 17
USP
6
19 18
HRC62-64 HRC62-64
HRC 62-64 Nitriding >>TD Coating 渗氮甚至TD处理 HRC58-62 HRC54-58 -
Cr12/D2
Stainless steel plate 不锈钢板 Self lubricating and copper base 铜座、自给润滑 A3/45/Q235
Cr12MoV/D2/SKD11/DC53/SKH-9
Surface Treatment / HARDNESS 表面处理及硬度
HRC62-64、
Cr12MoV/D2/SKD11/DC53/SKH-9 SKD11/DC53/SKH-9 A3/45 45 D2/SKD11/DC53 D2/SKD11/DC53 Cr12MoV/D2/SKD11 45/Cr12
冲压模具标准件选用与设计指南

冲压模具标准件选用与设计指南冲压模具是一种用于将金属板料加工成所需形状的工具。
为了使冲压模具能够更好地发挥作用,选用和设计标准件是至关重要的。
以下是冲压模具标准件的选用和设计指南。
选用标准件时,需要考虑以下几个方面:1.材料:冲压模具标准件的材料应具有良好的耐磨性、耐腐蚀性和较高的硬度。
常见的材料有合金钢、碳素钢等。
同时,还需要考虑材料的可焊性和可切削性,方便后续的修整和加工。
2.尺寸准确性:冲压模具标准件的尺寸需要与其他模具配合使用,所以尺寸的准确性是十分重要的。
一般来说,标准件的尺寸公差要控制在较小的范围内以确保装配的精度。
3.寿命和耐磨性:冲压模具标准件经常受到较大的力和磨损,所以寿命和耐磨性也是选用时需要考虑的因素。
一般来说,应选用耐热、耐磨损的材料,并采取适当的热处理措施来提高其硬度和寿命。
4.可维修性:在冲压模具使用过程中,标准件可能会受到损坏或磨损,所以需要考虑标准件的可维修性。
一般来说,应选用容易更换和修理的标准件,以减少停机时间和维修成本。
在设计冲压模具标准件时,可以遵循以下几个指南:1.尺寸一致性:为了实现模具的互换性,冲压模具标准件的尺寸应一致。
设计时要严格按照标准规范的尺寸进行。
2.结构简单性:冲压模具标准件的结构应尽可能简单,以便制造和维修。
同时,应尽量减少标准件的数量,降低模具的复杂程度。
3.压力均衡性:冲压模具标准件受到的压力应均匀分布,以减少应力集中和变形。
在设计时,通过增加支撑和增强结构等方式来实现压力的均衡分布。
4.润滑性能:为了减少摩擦和磨损,冲压模具标准件的表面需要具有良好的润滑性能。
可以通过表面处理、加润滑油等方式来改善润滑条件。
5.系统集成性:冲压模具标准件应考虑其与其他模具部件的配合性和集成性。
设计时需要充分考虑模具的整体布局和组装方式,以便更好地实现模具的功能。
总之,选用和设计冲压模具标准件需要考虑材料、尺寸、寿命、可维修性等多个因素。
合理选用和设计冲压模具标准件,可以提高模具的性能和使用寿命,有助于提高生产效率和降低生产成本。
冲压模具材料、螺钉、销钉、加工精度的选用

表 1 冲模部件的资料和热办理硬度部件名称资料热办理硬度 HRC 凸模凹模t≤ 3mm ,形状简单T10A、 9Mn2V 58~60 60~62 t≤ 3mm ,形状复杂CrWMn 、 Cr12、Cr12MoV 、 Cr6WV 58~60 60~62 T>3mm ,Cr6WV、 CrWMn 、 9CrSi 54~56 56~58 冲裁高强度资料冲裁65Cr4W3Mo2VNb(65Nb) 56~58 58~60模的硅钢板冲裁Cr12MoV 、Cr4W2MoV 、 CT35 60~62 61~63凸模、CT33、 TLMW50、 YG15、 YG20 66~68 66~68 凹模、特大量量CT35、 CT33、 TLMW50、YG15、 YG20 66~68 66~68 凸凹( t≤ 2mm )模修长凸模T10A、CrWV、9Mn2V 、 Cr12、 Cr12MoV 56~60,尾部回火 40~50 及其精细冲裁Cr12MoV 、 W18Cr4V 58~60 62~64 镶块大型模镶块T10A、 9Mn2V 、 Cr12MoV、58~60 60~62加热冲裁3Cr2W8、 5CrNrMo 、 6Cr4Mo 、48~52 3Ni2WV(GG-2)棒料高速剪切6CrW2Si 55~58 上、下模板HT400、ZG310-570、Q235、 45 ( 45)调质 28~32模柄一般Q23542~48 浮动45导柱、导套滑动20 ( 20)渗碳淬火 56~62 转动GCr15 62~66固定板、卸料板、推件板、45 42~48顶板、侧压板、始用挡块承料板Q235导料板Q235、 45 ( 45)调质 28~32 一般45 42~48垫板T7A、9Mn2V 52~55重载CrWMn 、 Cr6WV、 Cr12MoV 60~62顶杆、推杆、一般45 42~48 拉杆重载CrWMn 、 Cr6WV 56~60挡料销、导料销45 42~48 导正销T10A 50~549Mn2V 、 Cr12 52~56 侧刃T10A、 Cr6WV 58~609Mn2V 、 Cr12 58~62 废料切刀T8A、 T10A、 9Mn2V 58~60侧刃挡块45 42~48 T8A、 T10A、 9Mn2V 58~60斜楔、滑块、导向块T8A、T10A、 CrWMn 、Cr6WV、58~62 限位块45 42~48 锤面压圈、凸球面垫块45 42~48支承块Q235钢球保持圈H62弹簧、簧片65Mn 、 60Si2MnA 42~48 扭簧65Mn 44~50销钉45 42~48 T7A 50~55螺钉、鞋料螺钉45 35~40螺母、垫圈、压圈Q235表 2冲压模部件的加工精度及其互相配合配合部件尺寸精度及配合配合部件名称精度及配合导柱与下模座H7/r6 固定挡料销与凹模H7/n6 或 H7/m6 导套与上模座H7/r6 活动挡料销与卸料板H9/h8 或 H9/h9导柱与导套H6/ h5 或 H7/h6 、H7/f7 圆柱销与凸模固定H7/n6 板、上、下模座等模柄(带法兰盘)螺钉与螺杆孔~1mm( 单边 )H8/h8、 H9/h9 卸料板与凸模或凸凹与上模座~0.5mm( 单边 )模凸模(凹模)与上、H7/h6 顶件板与凹模~0.5mm( 单边 )下模座(镶入式)推杆(打杆)与模柄~1mm( 单边 )凸模与凸模固定板H7/m6 、 H7/k6 销售(顶销)与凸模~0.5mm( 单边 ) 固定板表 3冲模部件的表面粗拙度表面粗拙度表面粗拙度使用范围使用范围Ra/umRa/um1)内孔表面——在非热办理抛光的成型面及平面部件上的配适用2)底板平面1)压弯、拉深、成形的凸模和1)不磨加工的支承,定位和凹模工作表面紧固表面(用于非热办理零2)圆柱表面和平面的刃口件)3)滑动和精准导向的表面2)底板平面1)成形的凸模和凹模刃口~ 不与冲制件及冲模部件接触2)凸模凹模镶块的接合面的表面3)过盈配合和过渡配合的表面(用于热办理部件)4)支承定位和紧固表面(用25 粗拙的不重要的表面于热办理部件)5)磨加工的基准平面6)要求正确的工艺基准表面冲模用螺钉的采纳原则在模具设计中,采纳螺钉时应注意以下几个方面。