注塑模具标准件
misumi塑胶模具标准件
misumi塑胶模具标准件在塑胶模具制造行业中,选择合适的标准件对于模具的设计和制造至关重要。
misumi作为全球领先的模具标准件供应商,其产品质量和技术水平备受业内认可。
本文将对misumi塑胶模具标准件进行介绍,希望能为模具设计制造人员提供一些参考和帮助。
首先,misumi塑胶模具标准件的种类繁多,涵盖了模具设计和制造中的各个方面。
无论是模具的定位、夹持、导向还是冷却、排气等功能,misumi都能提供相应的标准件产品。
这些产品不仅规格齐全,而且质量可靠,能够满足不同类型模具的需求。
其次,misumi塑胶模具标准件的设计精良,具有较高的通用性和可替代性。
这意味着设计师可以更加灵活地选择标准件,而无需受到特定模具结构的限制。
同时,misumi的标准件产品经过精密加工,尺寸精准,安装方便,能够有效提高模具的装配效率和加工精度。
再次,misumi作为一家具有丰富经验和技术实力的企业,其塑胶模具标准件不仅在产品质量上有所保障,而且在技术支持和售后服务方面也做得非常到位。
无论是对于标准件的选型、使用说明,还是对于模具设计制造中的技术难题,misumi都能够提供专业的解决方案和支持。
最后,misumi塑胶模具标准件在全球范围内都有销售网络和服务体系,能够为客户提供及时的产品供应和技术支持。
无论客户身处何地,都能够享受到misumi的优质产品和服务。
总之,misumi塑胶模具标准件以其丰富的产品种类、优良的产品质量、灵活的设计替代性和完善的技术支持体系,成为了模具设计制造领域的不可或缺的合作伙伴。
相信通过本文的介绍,读者对misumi的产品和服务有了更深入的了解,希望能够对大家的工作和生产有所帮助。
塑胶模具标准件有哪些

塑胶模具标准件有哪些塑胶模具标准件是塑胶模具制造中不可或缺的一部分,它们在塑胶模具的设计和制造过程中起着至关重要的作用。
塑胶模具标准件通常是指在模具制造中使用频率较高,具有标准化尺寸和规格的零部件,其作用是为了提高模具的生产效率、降低成本、保证模具的质量和精度。
在塑胶模具制造过程中,选择合适的塑胶模具标准件对于模具的质量和生产效率具有重要意义。
首先,塑胶模具标准件主要包括模具基础件、模具定位元件、模具导向元件、模具固定元件等。
模具基础件是模具的基础构件,包括模具板、模具座、模具柱等,它们承载着模具的整体结构,保证模具的稳定性和刚性。
模具定位元件用于模具的定位和对位,保证模具的加工精度和装配精度。
模具导向元件用于模具的导向和引导,保证模具的移动和装配精度。
模具固定元件用于固定模具的各个部件,保证模具的装配稳定性和可靠性。
其次,常见的塑胶模具标准件包括模具导向柱、模具导套、模具弹簧、模具螺母、模具螺栓等。
模具导向柱用于模具的导向和定位,通常安装在模具的固定板和活动板上,保证模具的定位精度和稳定性。
模具导套用于模具的导向和保护,通常安装在模具的活动件上,保证模具的导向精度和使用寿命。
模具弹簧用于模具的顶出和复位,通常安装在模具的顶出板上,保证模具的顶出力和复位精度。
模具螺母和模具螺栓用于模具的固定和连接,通常安装在模具的固定板和活动板上,保证模具的装配稳定性和可靠性。
最后,选择合适的塑胶模具标准件对于模具的设计和制造具有重要意义。
首先,合理选择和使用塑胶模具标准件可以降低模具的设计和制造成本,缩短模具的制造周期,提高模具的生产效率。
其次,合理选择和使用塑胶模具标准件可以提高模具的加工精度和装配精度,保证模具的质量和稳定性。
最后,合理选择和使用塑胶模具标准件可以提高模具的使用寿命和维护周期,降低模具的维护成本和更换周期。
综上所述,塑胶模具标准件在塑胶模具制造中具有重要的作用,合理选择和使用塑胶模具标准件对于提高模具的生产效率、降低成本、保证质量具有重要意义。
注塑模具CAD技术-标准件-2
4、Gooling Fittings(冷却系统标准件)
在冷却系统标准件类型中仅有喷嘴Connector Plug, 喷嘴是冷却系统的冷却液的入口。喷嘴的一般结构形 式如图所示。
5、滑动
标准件库中的滑 动标准件仅有一 种,即单斜导柱 滑块标准件。它 主要用于产品的 侧抽芯脱模。单 斜导柱滑块Angle Pin-APD标准件, 如图所示。
H=h+t H=100+30=130mm
(10)选取模板标准尺寸 (11)选定模架基本型号
350×400mm B
(12)确定A、B、C板厚度 130mm、40mm、110mm
(13)选择标准模架 B-3540- 130×40×110 GB/T12555-2006
(14)计算模架闭模高度
H=2×H1+H2+H3+A+B+C =2×30+ 45+35 +130+40+110 =420mm
第4章 注塑模具CAD技术-标准件
1 标准模架 2 定位环、浇口套 3 浇注系统 4 冷却系统 5 滑动机构
一、模架
T板 A板 B板 U板
E板
C 板
F板
L板
S板:推件板
动、定模座板 固定板 支承板 垫块
模架具体由四部分组成:
1. 定 模 部 分 2. 动 模 部 分 3. 导 向 部 分 4. 连 接 固 定 部 分
4.垫块
作用:形成推出机构所需的推出空间,调节模具闭合高度。 安装要求:两边垫块高度应一致,保证模具上下表面平行。 材料:中碳钢45
大水口系统模架
工字板 A板 推板 B板
托板
方铁 底针板 底板
塑料注射模标准模架与标准结构零件
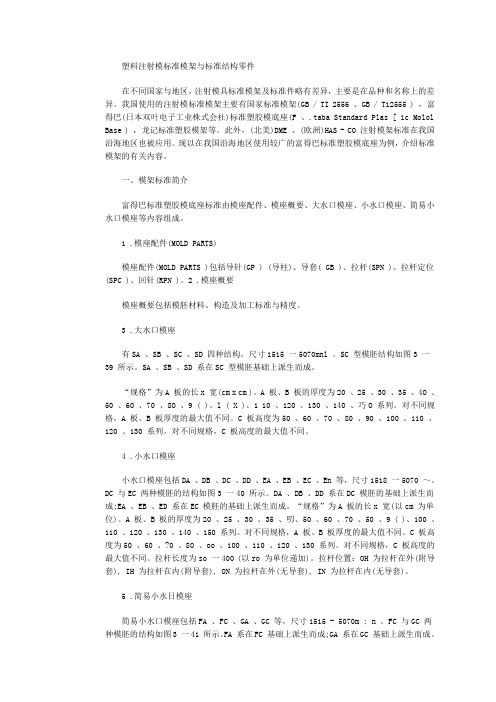
塑料注射模标准模架与标准结构零件在不同国家与地区,注射模具标准模架及标准件略有差异,主要是在品种和名称上的差异。
我国使用的注射模标准模架主要有国家标准模架(GB / TI 2556 、GB / T12555 ) ,富得巴(日本双叶电子工业株式会社)标准塑胶模底座(F 、.taba Standard Plas [ ic Molol Base ) ,龙记标准塑胶模架等。
此外,(北美)DME 、(欧洲)HAS - CO 注射模架标准在我国沿海地区也被应用。
现以在我国沿海地区使用较广的富得巴标准塑胶模底座为例,介绍标准模架的有关内容。
一、模架标准简介富得巴标准塑胶模底座标准由模座配件、模座概要、大水口模座、小水口模座、简易小水口模座等内容组成。
1 .模座配件(MOLD PARTS)模座配件(MOLD PARTS )包括导针(GP ) (导柱)、导套( GB )、拉杆(SPN )、拉杆定位(SPC )、回针(RPN )。
2 .模座概要模座概要包括模胚材料、构造及加工标准与精度。
3 .大水口模座有SA 、SB 、SC 、SD 四种结构,尺寸1515 一5070mnl 。
SC 型模胚结构如图3 一39 所示。
SA 、SB 、SD 系在SC 型模胚基础上派生而成。
“规格”为A 板的长x 宽(cm x cm )。
A 板、B 板的厚度为20 、25 、30 、35 、4O 、50 、60 、70 、8O 、9 ( )、l ( X )、1 10 、120 、130 、140 、巧O 系列。
对不同规格,A 板、B 板厚度的最大值不同。
C 板高度为50 、60 、70 、80 、90 、100 、110 、120 、130 系列。
对不同规格,C 板高度的最大值不同。
4 .小水口模座小水口模座包括DA 、DB 、DC 、DD 、EA 、EB 、EC 、En 等,尺寸1518 一5070 ~。
DC 与EC 两种模胚的结构如图3 一40 所示。
DME标准件中文版J1(3)(注塑模具设计)

顶针和司筒参照表
3
英制
尺寸
尽管以下大多数信息在后面的各单页中有详细的说明,但此处仍 特别列出作为快速比较参考。
说明 EX顶针 EX2 (1/32)至EX8 (7/64 ) EX顶针 EX9 (1/8)至EX32 (31/64) 长度-6英寸至18英寸
■ 将编号前缀与字母"M"以及所要的长度(M尺 寸)结合一起。
■ 增加一个后缀,以表示所要台肩的类型
— 无台肩则使用后缀NS(例如EX3M6NS, EX7M10NS)
— 对于1/2英寸台肩,则使用后缀12SH(例 如EX3M612SH, EX7M1012SH)
— 2英寸台肩则不应使用后缀(例如EX3M6, EX7M10)
表面65-74洛氏硬度 芯体50-55洛氏硬度 表面65-74洛氏硬度 芯体50-55洛氏硬度
芯体50-55洛氏硬度
表面处理 氮化处理
最小.001深
氮化处理 最小.001深
氮化处理 最小.001深
氮化处理 最小.001深
氮化处理 最小.001深
氮化处理 最小.001深
氮化处理 最小.001深
外径65-74洛氏硬度 内径30-35洛氏硬度
27/64 (.421) 11/16
7/16 (.437) 11/16
29/64 (.453) 11/16
15/32 (.468) 3/4
31/64 (.484) 3/4
1/2 (.500) 3/4
17/32 (.531) 3/4
9/16 (.562) 13/16
5/8 (.625) 7/8
11/16 (.687) 15/16
注塑模具标准件

表2-7 标准复位杆(摘自GB/T 4169.13—2006)
mm
表面粗糙度以微米为单位
未注表面粗糙度Ra=6.3um。 a 可选砂轮越程槽或R0.5mm~R1mm圆角。 b 端面允许留有中心孔。 标记示例:直径D=10mm、长度L=100mm的复位杆: 复位杆 10×100 GB/T 4169.13—2006
未注表面粗糙度Ra=6.3μm;未注倒角1mmX45°. a 可选砂轮越程槽或R0.5mm~R1mm圆角。 b 允许开油槽。 c 允许保留两端的中心孔。 d 圆弧连接,R2mm~R5mm。 标记示例:直径D=12mm、长度L=50mm、与模板配合长度L1=20mm 的带头导柱:带头导柱 12×50×20 GB/T 4169.4—2006
盲孔会增加模具闭合时的阻力,并使模具不能紧密
闭合,带导套的模具应采用带肩导柱。生产实际中
使用的导套如所示。
图1-5 导套实例
导套常用的结构形式也有两种,一种不带安装
凸肩,另一种带安装凸肩,相应地称为直导套和带
头导套,GB/T 4169.2—2006和GB/T 4169.3—
2006分别规定了他们的尺寸规格和公差,同时给出了
mm
注:① 材料由制造者选定,推荐采用4Cr5MoSiV1、3Cr2W8V。 ② 硬度45HRC~50HRC。 ③ 淬火后表面可进行渗碳处理,渗碳层深度为0.08mm~ 0.15mm,心部硬度40HRC~44HRC,表面硬度≥900HV。 ④ 其余应符合GB/T 4170--2006的规定。
四、推板
表1-2 标准带肩导柱(摘自GB/T 4169.5—2006)
mm
表面粗糙度以微米为单位
未注表面粗糙度Ra=6.3um;未注倒角1mmX45°. a 可选砂轮越程槽或R0.5mm~R1mm圆角。 b 允许开油槽。 c 允许保留两端的中心孔。 d 圆弧连接,R2mm~R5mm 标记示例:直径D=16mm、长度L=50mm、与模板配合长度L1=20mm 的带肩导柱:带肩导柱 16×50×20 GB/T 4169.5—2006 .
模斯堡的塑胶模具标准件资料
模斯堡的塑胶模具标准件资料模斯堡的塑胶模具标准件是专门为成型产品配套的,其作用是保证产品质量,从而延长模具的使用寿命。
而作为注塑机的关键零件,一般都采用不锈钢,在高温下不能正常工作。
而且在模具上也会留下很多痕迹。
所以一般情况下选择不锈钢就可以了。
它具有耐高温和耐腐蚀以及耐疲劳等特性。
可应用于注塑模具中,可以提高产品精度和质量,所以使用较多。
1、不锈钢垫片在注塑模具上采用垫片的目的是减少冲压模时的摩擦力,防止跑料和压坏模具。
其材质多选用不锈耐酸钢、黄铜、镍基合金等。
一般的垫片有以下几种:弹簧垫片、丝接垫片、油压垫片、螺母垫片、凹模垫片、压实模垫片、插销垫片等。
这些垫片均属于压铸塑胶模具标准件的一类。
其作用是使模具和塑料注塑料紧密结合、减少跑料及压坏模具。
另外通过垫片可以有效降低模具运行成本,延长模具寿命及生产周期:而不用时,需要换垫片。
一般情况下采用无铅、耐酸不锈钢材料作填装料和密封材料。
2、不锈钢螺栓常用的不锈钢螺栓有圆头不锈钢螺栓、六角头不锈钢螺栓、六角头不锈钢螺栓等。
圆头不锈钢螺栓多用于机械连接方面的螺栓。
六角头不锈钢螺栓又分为螺纹钢六角螺栓、斜形螺栓、圆锥螺栓、锥形不锈钢螺母紧固螺栓等几种系列,常用规格有:25、30、45及60 mm等。
螺纹公差可从0.05~2级;螺纹公差为0.08~0.020 mm左右;材质分为304和316两个等级,材质主要为HT270A为主,而其他材质为RB60,RB60、不锈钢等。
这种螺栓一般是用于冷热成型产品连接以及机械连接方面的应用。
不锈钢法兰适用于低压大扭矩紧固件,以确保机械运转正常。
其作用是通过其独特的结构和优质耐腐蚀性来实现产品间相互配合并具有良好的粘结力,以实现紧固及调整零件之间的配合,保证机械设备之间工作通畅平稳和可靠的连接要求和工作状态。
3、螺钉螺钉是以金属制成的通用性的非直线形状的螺钉,用于拧紧和固定。
主要用来紧固、固定。
可用于加工成各种形状的螺钉,其作用是固定和紧固。
注塑模具标准件手册
注塑模具标准件手册注塑模具是一种广泛应用于工业制造中的模具,它们通常由许多标准件组成。
这些标准件在模具设计和制造中起着至关重要的作用,因此我们有必要对注塑模具标准件进行深入了解和学习。
本手册将为您介绍注塑模具标准件的相关知识,帮助您更好地应用和制造注塑模具。
首先,让我们来了解一下注塑模具标准件的种类和作用。
注塑模具标准件包括导柱、导套、弹簧、螺丝等,它们在模具中起着定位、导向、支撑、传动等作用。
这些标准件的选用和安装对模具的精度和寿命有着重要影响,因此在模具设计和制造中需要格外注意。
其次,我们将详细介绍注塑模具标准件的选用原则和注意事项。
在选用标准件时,需要根据模具的具体要求和工作环境进行合理选择,以确保模具的稳定性和可靠性。
同时,在标准件的安装和使用过程中,需要注意维护保养,及时更换损坏的标准件,以保证模具的正常运行和延长使用寿命。
接下来,我们将介绍注塑模具标准件的常见故障和解决方法。
在模具使用过程中,标准件可能会出现磨损、断裂、变形等故障,这将直接影响到模具的工作效率和产品质量。
因此,我们需要及时发现并解决这些故障,以保证模具的正常运行。
在解决故障时,需要根据具体情况采取相应的修复措施,以确保模具的正常使用。
最后,我们将介绍注塑模具标准件的设计和制造技术。
在模具设计和制造过程中,需要充分考虑标准件的选用和安装,以确保模具的性能和质量。
同时,需要结合实际情况,采用合理的加工工艺和工艺装备,以提高标准件的加工精度和表面质量。
通过合理的设计和制造,可以提高模具的使用寿命和生产效率。
总之,注塑模具标准件是注塑模具中不可或缺的重要组成部分,它们直接影响着模具的性能和质量。
通过本手册的学习,相信您对注塑模具标准件有了更深入的了解,能够更好地应用和制造注塑模具。
希望本手册能够对您有所帮助,谢谢阅读!。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
4.导柱布置
一副模具最少要用两根导柱,模板外形尺寸大 的模具,可最多用4根导柱。为了使模具在使用、 维修时的拆装过程中不会发生动、定模认错方向, 导柱的布置可采取如下几种方案: (1)2根直径相同的导柱不对称布置; (2)2根直径不同的导柱对称布置; (3)3根直径相同的导柱不对称布置; (4)4根直径相同的导柱不对称布置; (5)两组直径不同的导柱各两根,对称布置。 5种布置方案分别如图(a)、(b)、(c)、(d)、(e) 所示,可根据模具大小和总体结构选用。
图1-2 带肩导柱与导套的安装尺寸一致
图1-3 带头导柱挠曲时不易卸下
(2)导柱尺寸的确定 导柱直径尺寸随模具 分型面处模板外形尺寸而定,模板尺寸愈大,导柱 间的中心距应愈大,所选导柱直径也应愈大。除了 导柱长度按模具具体结构确定外,导柱其余尺寸随 导柱直径而定。表列出导柱直径推荐尺寸与模板外 形尺寸关系数据。
表1-2 标准带肩导柱(摘自GB/T 4169.5—2006)
Hale Waihona Puke mm表1-2 标准带肩导柱(摘自GB/T 4169.5—2006)
mm
注: ① 材料由制造者选定,推荐采用T10A、GCr15、20Cr。 ② 硬度56HRC~60HRC。 20Cr渗碳0.5mm~0.8mm,硬度56HRC~60HRC。 ③ 标注的形位公差应符合GB/T 1184—1996的规定, t为6级精度。
mm
注:① 材料由制造者选定,推荐采用T10A、GCr15、20Cr。 ② 硬度52HRC~56HRC。20Cr渗碳0.5mm~0.8mm,硬度56HRC~60HRC 。 ③ 标注的形位公差应符合GB/T 1184—1996的规定,t为6级精度。 ④ 其余应符合GB/T 4170-2006的规定。
图8-6 直导套安装方法
表1-2 标准带肩导柱(摘自GB/T 4169.5—2006)
mm
表面粗糙度以微米为单位
未注表面粗糙度Ra=6.3um;未注倒角1mmX45°. a 可选砂轮越程槽或R0.5mm~R1mm圆角。 b 允许开油槽。 c 允许保留两端的中心孔。 d 圆弧连接,R2mm~R5mm 标记示例:直径D=16mm、长度L=50mm、与模板配合长度L1=20mm 的带肩导柱:带肩导柱 16×50×20 GB/T 4169.5—2006 .
导柱设计
导柱可以安装在动模一侧,也可以安装在定 模—侧,但更多的是安装在动模一侧。因为作为成 型零件的主型芯多装在动模一侧,导柱与主型芯安 装在同—侧,在合模时可起保护作用。生产实际中
使用的导柱如所示。
图1-1 导柱
标准带头导柱(摘自GB/T 4169.4—2006)mm
表面粗糙度以微米为单位
材料指南和硬度要求,规定了标记方法,如所示。
表1-4 标准直导套(摘自GB/T 4169.2—2006)
mm
未注表面粗糙度Ra=3.2um;未注倒角1mm×45° 标记示例:直径D=12mm、长度L=15mm的直导套: 直导套 12×15 GB/T 4169.2—2006
表1-4 标准直导套(摘自GB/T 4169.2—2006)
未注表面粗糙度Ra=6.3μm;未注倒角1mmX45°. a 可选砂轮越程槽或R0.5mm~R1mm圆角。 b 允许开油槽。 c 允许保留两端的中心孔。 d 圆弧连接,R2mm~R5mm。 标记示例:直径D=12mm、长度L=50mm、与模板配合长度L1=20mm 的带头导柱:带头导柱 12×50×20 GB/T 4169.4—2006
mm
注:① 材料由制造者选定,推荐采用T10A、GCr15、20Cr。 ② 硬度52HRC~56HRC。20Cr渗碳0.5mm~0.8mm,硬度56HRC~60HRC。 ③ 标注的形位公差应符合GB/T 1184—1996的规定,t为6级精度。 ④ 其余应符合GB/T 4170-2006的规定。
表1-5 标准带头导套(摘自GB/T 4169.3—2006)
表1-3 导柱直径d与模板外形尺寸关系
导柱安装时模板上与之配合的孔径公差按H 7 确定,安装沉孔直径视导柱直径可取D-(1~2)。 导柱长度尺寸应能保证位于动、定模两侧的型 腔和型芯开始闭合前导柱已经进入导孔的长度不小 于导柱直径,如图1-4所示。
图1-4 导柱长度的确定
2.导套设计
导向孔可带有导套,也可以不带导套,带导套 的导向孔用于生产批量大或导向精度高的模具。无 论带导套或不带导套的导向孔,都不应设计为盲孔,
标准浇口套尺寸(摘自GB/T 4169.19—2006) mm
注:① 材料由制造者选定,推荐采用45钢。 ② 局部热处理,SR19mm球面硬度38 HRC~45 HRC。 ③ 其余应符合GB/T 4170--2006的规定。
标准定位圈(摘自GB/T 4169.18—2006)mm
注:① 材料由制造者选定,推荐采用45 ② 硬度28HRC~32HRC。 ③ 其余应符合GB/T 4170--2006的规定。
表面粗糙度以微米为单位
mm
未注表面粗糙度Ra=6.3um;未注倒角C1。 a 可选砂轮越程槽或R0.5~R1mm圆角。 标记示例:直径D=12mm、长L=20mm的带头导套: 带头导套12×20 GB/T4169.3-2006。
表1-5 标准带头导套(摘自GB/T 4169.3—2006)
mm
表1-5 标准带头导套(摘自GB/T 4169.3—2006)
盲孔会增加模具闭合时的阻力,并使模具不能紧密
闭合,带导套的模具应采用带肩导柱。生产实际中
使用的导套如所示。
图1-5 导套实例
导套常用的结构形式也有两种,一种不带安装
凸肩,另一种带安装凸肩,相应地称为直导套和带
头导套,GB/T 4169.2—2006和GB/T 4169.3—
2006分别规定了他们的尺寸规格和公差,同时给出了
标准带头导柱(摘自GB/T 4169.4—2006)
mm
表1-1 标准带头导柱(摘自GB/T 4169.4—2006)
mm
注:① 材料由制造者选定,推荐采用T10A、GCr15、20Cr。 ② 硬度56HRC~60HRC。20Cr渗碳0.5mm~0.8mm,硬度56HRC~60HRC。 ③ 标注的形位公差应符合GB/T 1184—1996的规定,t为6级精度 ④ 其余应符合GB/T 4170~2006的规定。