注塑模具简介分析解析共112页
注塑模具介绍及典型结构分析
注塑模具介绍及典型结构分析注塑模具是在注塑机上使用的一种工具,用于将熔融的塑料注入到模具腔中,冷却并形成所需的产品形状。
它是塑料注塑成型过程中不可缺少的组成部分。
注塑模具通常由模具基板、进料系统、冷却系统、腔体、顶出系统和模具腔板等部分组成。
1.模具基板:模具基板是模具的主要支撑结构,通常由钢材制成。
它具有足够的刚度和强度来抵抗注塑过程中的压力和热应力。
2.进料系统:进料系统是将熔融的塑料从注塑机送入模具腔体的通道。
它通常包括喷嘴、导流槽和进料孔。
进料系统的设计对产品的填充、流动和冷却有着重要影响。
3.冷却系统:冷却系统用于从注射模具中引出热量并加快产品冷却。
它通常由冷却孔和水管组成。
冷却系统的设计应使塑料能够均匀冷却,以防止产品缩短、翘曲和变形。
4.腔体:模具腔体是产品的实际成型空腔。
它的形状和尺寸应与所需产品的形状和尺寸相匹配。
模具腔体由腔板和芯棒组成。
腔板是模具的主要成型部分,芯棒是用于形成产品中的内部结构的部分。
5.顶出系统:顶出系统用于将成型产品从模具腔体中顶出。
它通常包括顶针和顶出板。
顶出系统的设计应使产品能够顺利顶出,同时避免产品损坏。
注塑模具的典型结构可以根据产品形状和要求的不同而有所变化,下面是一些常见的注塑模具结构:1.平板模具:平板模具是最简单和最常见的注塑模具结构,适用于产品形状简单、尺寸较小的情况。
它由两个平板组成,中间夹着模具腔板。
2.滑块模具:滑块模具适用于具有复杂形状、有空心结构或需要多个材料注塑的产品。
它包括一个或多个滑块,通过滑动来形成产品中的空心部分或添加附加材料。
3.悬挂模具:悬挂模具适用于需要动态脱模的产品。
它的结构类似于滑块模具,但模具腔板安装在一个悬挂板上,可以以一定的角度进行移动,以便更容易顶出成型产品。
4.热流道模具:热流道模具适用于要求填充均匀、减少废品产生的高精度产品。
它包括热流道系统,通过加热来控制塑料的流动和冷却过程。
总之,注塑模具在塑料注塑成型过程中起到至关重要的作用,通过不同的结构设计,可以满足不同产品的形状、尺寸和要求。
注塑模具简介
体积电阻率( .cm) : 1.5x103
第 3章
塑料注射成型模具的设计
拟定模具结构形式
确定型腔数目及排列方式 每一副模具中,型腔的数目的多少与下列条件有关 1)塑件的尺寸精度 2)模具的制造成本 4)制造难度 型腔越多时,精度也相对降低。 多腔模的制造成本高于单腔模,但不是简单的倍数比。 从最经济的条件上考虑一模的腔数
件配固定孔过近,以免影响固定板的强度。 3、推杆分布要合理,使推出塑料制品使受力均匀,以保证塑料制品不变形。 4、塑料制品靠近主流道处的内应力大,易碎裂,因此,在主流道处应尽量不设推 杆。 5、为了避免推杆与侧抽芯机构发生冲突,推杆要避开侧抽芯处,如果必须设计推 杆时,应考虑复位机构。 6、推杆与推杆孔的配合间隙不能大于所用塑料的溢边值, 溢边值一般为 0.02~0.08。 7、推杆截面形状,应根据塑料制品的几何形状而定。 8、推杆和推杆孔的配合应灵活可靠,不发生卡住现象。 二、推板结构设计 推板一般适用于塑料制品比较高, 难于脱模的塑料注射模具。 有时推板与推杆联合 使用。推板与凸模接触部分应设有一定斜度,一般为 3~5°,这样可减少推板与凸模壁 的摩擦。 高壳、薄壁类塑料制品和小型多孔塑料制品常用推板脱模机构。对于,骨架类塑料 制品,一般采用斜导柱开模,滑块在推板滑槽内滑动,推板由定距螺钉推动推出制品。
3)注塑成型的生产效益 维修,影响生产。 本设计的模具为单型腔模。
多型腔的制造男队比单型腔模大,当其中某一腔先损坏时,应立即停机
注射机型号的确定
由于塑件的材料为 PA1010 (尼龙 1010) , 故可选用卧式注射机且注射方式为螺杆式。
产品图见 2-1
图 2-1 虽然此件注射量不大,可选小型注射机,但它的锁模力很大,为满足其锁模力,可 选注射机型号为 SZY-300。 注 射 量 为 :320cm3 ; 锁 模 力 为 :1500KN; 顶 出 形 式 :中心及上、下两侧设有顶杆、机械顶出; 最大开模距离:340 ������������
注塑模具简介与发展
一,什么事注塑模具注塑模具是一种生产塑胶制品的工具;也是赋予塑胶制品完整结构和精确尺寸的工具。
注塑模具由动模和定模两部分组成,动模安装在注射成型机的移动模板上,定模安装在注射成型机的固定模板上。
在注射成型时动模与定模闭合构成浇注系统和型腔,开模时动模和定模分离以便取出塑料制品。
模具的结构虽然由于塑料品种和性能、塑料制品的形状和结构以及注射机的类型等不同而可能千变万化,但是基本结构是一致的。
模具主要由浇注系统、调温系统、成型零件和结构零件组成。
其中浇注系统和成型零件是与塑料直接接触部分,并随塑料和制品而变化,是塑模中最复杂,变化最大,要求加工光洁度和精度最高的部分。
浇注系统是指塑料从射嘴进入型腔前的流道部分,包括主流道、冷料穴、分流道和浇口等。
成型零件是指构成制品形状的各种零件,包括动模、定模和型腔、型芯、成型杆以及排气口等。
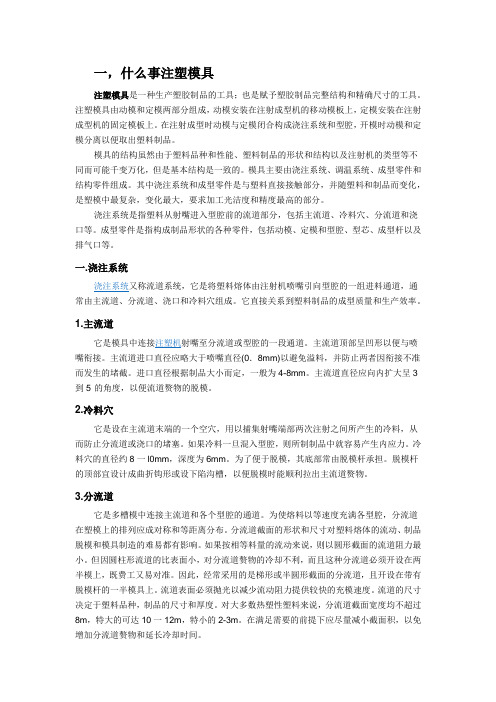
一.浇注系统浇注系统又称流道系统,它是将塑料熔体由注射机喷嘴引向型腔的一组进料通道,通常由主流道、分流道、浇口和冷料穴组成。
它直接关系到塑料制品的成型质量和生产效率。
1.主流道它是模具中连接注塑机射嘴至分流道或型腔的一段通道。
主流道顶部呈凹形以便与喷嘴衔接。
主流道进口直径应略大于喷嘴直径(0.8mm)以避免溢料,并防止两者因衔接不准而发生的堵截。
进口直径根据制品大小而定,一般为4-8mm。
主流道直径应向内扩大呈3°到5°的角度,以便流道赘物的脱模。
2.冷料穴它是设在主流道末端的一个空穴,用以捕集射嘴端部两次注射之间所产生的冷料,从而防止分流道或浇口的堵塞。
如果冷料一旦混入型腔,则所制制品中就容易产生内应力。
冷料穴的直径约8一l0mm,深度为6mm。
为了便于脱模,其底部常由脱模杆承担。
脱模杆的顶部宜设计成曲折钩形或设下陷沟槽,以便脱模时能顺利拉出主流道赘物。
3.分流道它是多槽模中连接主流道和各个型腔的通道。
为使熔料以等速度充满各型腔,分流道在塑模上的排列应成对称和等距离分布。
注塑模具简介
蒸汽模的应用:
汽车等厚壁外壳及外观零件; 各类家电产品的外壳或机壳; 大型LCD透光板,大口径塑件
镜头等光学仪器用零件; 薄的外壳注塑品; 精密注塑成型品。
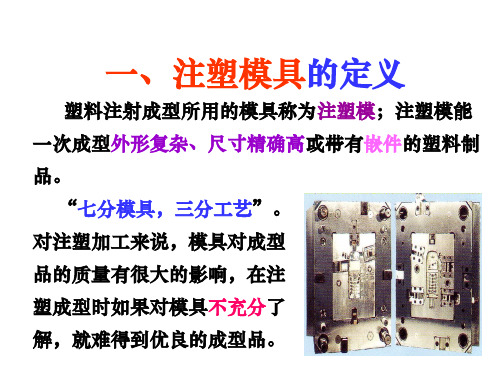
一、注塑模具的定义
塑料注射成型所用的模具称为注塑模;注塑模能 一次成型外形复杂、尺寸精确高或带有嵌件的塑料制 品。
“七分模具,三分工艺”。 对注塑加工来说,模具对成型 品的质量有很大的影响,在注 塑成型时如果对模具不充分了 解,就难得到优良的成型品。
二、注塑模具的结构及组成
1、成型零件
赋予成型材料形状、结 构、尺寸的零件,通常由 型芯(凸模)、型腔(凹 模)以及螺纹型芯、镶块 等构成。
注塑模的分类方法很多,按其所用注塑机的类 型可分为卧式注塑机用注塑模、立式注塑机用注塑 模、角式注塑机用注塑模及双色注塑机用注塑模等; 按模具的型腔数目可分为单型腔和多型腔注塑模; 按分型面的数量可分为单分型面和双分型面或多分 型面注塑模;按浇注系统的形式可分为普通浇注系 统和热流道浇注系统注塑模;另外还有气辅注塑模 具、蒸汽模具、重叠式模具(叠模)。
导套
流道板 导向锁 型腔板 型芯板 回锁(弹弓) 隔片 卸器保护板 卸板 底夹板
六角螺丝
六角螺丝
顶夹板
导套(1) 主流道板 导套(2) 水口拉板 导向锁 型腔板 型芯板 回锁(弹弓) 隔片 卸器保护板 卸板 底夹板 六角螺丝
六角螺丝
三板模
四板模
热流道结构
热流道结构
热流道模具
重叠模具结构图
双色模具图
5、抽芯机构
对于有侧孔或侧凹的塑件,在被顶出脱模之前,须先 进行侧向抽芯或分开滑块(侧向分型),方能顺利脱模。
6、模温调节系统 ★
为了满足注射成型工艺对模具温度的要求,需要有 模温调节系统(如:冷却水、热水、热油、蒸汽、冷 风及电热系统等)对模具温度进行调节的装置。
注塑(塑胶)模具介绍及典型结构分析
2.2 单分型面注塑接具
2.3 双分型面注塑接具
•
双分型面注塑模具具有两个分型面,如 图所示。标有A--A符号处为第一次分型面, B—B符号处为第二次分型面。第一次分型 的目的是拉出浇道的凝料,第二次分型拉 断进料口使浇道的凝料与塑件分离,从而 顶出的塑件不需要再进行去除浇道凝料的 处理。 • 双分型面注塑模具常用于点浇口进料的 单型腔或多型腔模具。点浇口直径通常为 1mm左右。
5.3 注塑机与注塑模具的关系
• 如图所示,注塑模具的动模板4与注塑机动
模座2用压板螺钉相联,定模板7和定模座8 用螺钉与注塑机相联。
5.3.1 注塑量与塑件质量的关 系
• 1.理论注塑量 • 理论注塑量是指注塑机在对空注塑的条件下,
注塑螺杆(柱塞)作一次最大注塑行程时,注塑装 置所能达到的最大注出量。理论注塑量一般有两 种表示方法:一种规定以注塑聚苯乙烯(Ps)塑料 (密度约为18/cm3)的最大克数为标准,称之为 理论注塑质量;另一种规定以注塑塑料的最大容 积(cm3)为标准,称之为理论注塑容量。 2.实际注塑量(质量或容量) 根据实际情况,注塑机的实际注塑只是理论注塑 量的80%左右
4.2.4 其他形式的模架
4.3 注塑模具标准模架的选用
• 模架的选用与塑件的尺寸大小、形状及模
具设计师的设计风格以及模具制造所具有 的生产设备有关。此处以图4—7所示的具 体的塑料件为例,来说明怎样选用模架。
• 若浇注系统采用点浇口进料,手动脱落浇
口则可选择小水口的EA,EB,EC,ED型号 模架,模架尺寸的大小及各板的厚度都可 以根据塑件的尺寸自己选定,根据所选个 同类型的模架,设计的模具结构大致如图 4—8所示,由于图形较简单,省略了剖面 线。
注塑模具介绍及常见问题分析

直流道 分流道
主流道 直流道 浇口
注塑成型的全过程为:把塑料颗粒通过进料斗加入到 一筒内逐渐加热到一定温度并保持一定时间,并在一 定的搅拌强度(转速)下均匀(塑化)→在一定压力 (推力)及速度下推注到模具内(注塑成型)→在压 力作用下(保压),进行冷却(控制冷却速度)→当 塑料达到一定温度时,在一定速度下打开模具(开模) →在一定的速度及作用力下把成品顶出模具(出模) →成品进行检查、修除飞边
成型问题-发脆
产品发脆是指制件在某些部位出现容易开裂或折断。发脆主要是由于材料降 解导致大分子断链,降低了大分子的分子量,从而使聚合物的整体物理性能 下降。
发脆原因分析 •干燥条件不适合 •注塑温度设置不对 •浇口和流道系统设置不恰当 •螺杆设计不恰当 •熔接痕强度不高 •使用过多的回收料
成型问题- 烧焦/焦痕
焦痕是指由于型腔内气体不能及时排走,导致在流动最末断产生烧黑现象。
焦痕形成原因 ➢型腔空气不能及时排走 ➢材料降解
过高熔体温度 过快螺杆转速 流道系统设计不当
成型问题-飞边/毛边
飞边/毛边是指在模具分型面或顶杆等部位出现多余的塑料,使制件在上述
地方出现不规则的边角。
飞边产生原因
合模力不足
注塑过程中如果合模力过小,不
成型问题-银丝/水花
银纹是指水分、空气或炭化物顺着流动方向在制件表面呈现发射状分布的一 种表面缺陷。
银纹产生的原因分析 原料中水分含量过高 原料中夹有空气 聚合物降解
• 材料被污染 • 料筒温度过高 • 注塑量不足
成型问题-缩痕
注塑模具知识概述

精加工
对模具进行精细加工,确保模 具型腔和结构的精度和表面质 量。
设计阶段
根据产品需求进行模具结构设 计,考虑模具的强度、寿命、 脱模等要素。
粗加工
对模具进行粗加工,初步形成 模具型腔和结构。
组装与调试
将各部分组装在一起,并进行 试模、调整,确保模具正常工 作。
制造材料
钢材
高强度、耐磨性好的钢材是制 造注塑模具的主要材料,如 Cr12、718等。
注塑模具知识概述
目 录
• 注塑模具简介 • 注塑模具的设计 • 注塑模具的制造 • 注塑模具的使用与维护 • 注塑模具的发展趋势与未来展望
01 注塑模具简介
定义与作用
定义
注塑模具是一种用于生产塑料制品的 成型工具,通过高温、高压将塑料熔 融并注入模具型腔,冷却固化后得到 所需形状的塑料制品。
作用
模具调试
在生产前对模具进行试模,检查模具的成型效果、尺寸精度和浇注系统是否符合要求,并进行必要的调整。
模具使用注意事项
控制注射压力和速度
注意模具清洁
注射压力和速度对模具的成型效果和 产品质量有重要影响,应合理选择和 控制。
定期清理模具表面和内部,保持模具 干净整洁,防止杂物和积垢影响成型 效果。
保持模具温度
THANKS FOR WATCHING
感谢您的观看
注塑模具是塑料制品生产的关键设备 ,能够高效、精确地生产出各种形状 和规格的塑料制品,广泛应用于家电 、汽车、电子、包装等领域。
注塑模具的组成
动模和定模
型腔
浇注系统
顶出系统
冷却系统
注塑模具由动模和定模 两部分组成,动模随注 塑机移动,定模固定。 动模和定模闭合形成型 腔,熔融塑料注入型腔 后冷却固化。
注塑模具简介-052810
熱澆道工藝:
優點: 缺點:
1).節約冷料回收費與人工. 2).節約切除冷料的修整工序. 3).縮短注射總周期,有利於快速注射
成型工藝之發展. 4).減少壓力損失,利於保證品質.
1).結構復雜. 2).要求嚴格的溫度控制. 3).制造成本高,不適於小批量生產.
常見模具結構:
冷卻系統
冷卻系統:
模具的有效冷卻將熱熔融狀態的塑料傳給 模具的熱量盡可能迅速地全部導出.
一.概念 二.模具組成系統介紹 三.模具結構介紹
注射模概念:
利用人力或傳送裝置將物料輸送到注射機的料 筒內,物料受熱呈熔融狀態,然后在螺杆或活塞的推 動下經噴嘴和模具的進料系統進入型腔,經充分冷卻 后,物料於型腔內硬化定型.這個成型過程所需的成 型工具.
模具結構組成:
由定模(母模)﹑動模(公模)﹑頂出﹑導向﹑冷卻﹑流道﹑ 支撐七個部分組成
三板模(小水口)結構介紹
與二板模(大水口)相比較﹐在上固定板與母模板之間增加了可定距 移動的剝料板﹐可讓塑件與料頭從兩個不同的分型面取出。
定位環 注口襯套
大拉杆
上固定板剝料板料頭源自小拉杆撥塊開閉器 公模仁
滑塊
公模板 上頂出板 下頂出板
支撐柱
母模板 母模仁 定位塊 成品 導柱 回位銷 定位塊
模腳
下固定板
氣體來源: 1).進料系統和型腔中存在的空氣. 2).塑料所含水分蒸發. 3).塑料分解產生氣體. 4).塑料中某些添加劑分解或發生化學反應.
為保證成品質量,在不影響成型的情況下開設排氣結構. 1).在PL面開排氣結構. 2).中心頂杆排氣. 3).頂針排氣. 4).成型芯排氣 5).側型芯排氣
常見模具結構:
谢谢大家!
結構叫做---倒裝模
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2、要冒一次险!整个生命就是一场冒险。走得最远的人,常是愿意 去做,并愿意去冒险的人。“稳妥”之船,从未能从岸边走远。咖啡,喝起来是苦涩的,回味起来却有 久久不会退去的余香。
注塑模具简介分析解析 4、守业的最好办法就是不断的发展。 5、当爱不能完美,我宁愿选择无悔,不管来生多么美丽,我不愿失 去今生对你的记忆,我不求天长地久的美景,我只要生生世世的轮 回里有你。
46、我们若已接受最坏的,就再没有什么损失。——卡耐基 47、书到用时方恨少、事非经过不知难。——陆游 48、书籍把我们引入最美好的社会,使我们认识各个时代的伟大智者。——史美尔斯 49、熟读唐诗三百首,不会作诗也会吟。——孙洙 50、谁和我一样用功,谁就会和我一样成功。——莫扎特