玻璃及模具-1
材料密度表

0.00000785 0.00000785 0.00000785 0.00000785 0.00000785 0.00000785 0.00000785 0.00000785 0.00000785 0.00000785 0.00000785 0.00000785 0.00000785 0.00000785 0.00000785 0.00000785 0.00000785 0.00000785 0.00000785 0.00000785 0.00000825 0.00000825 0.00000825 0.00000825 0.00000825 0.00000825 0.00000825 0.00000825 0.00000825 0.00000825 0.00000825 0.00000825 0.0000135
优质碳素结构钢 优质碳素结构钢 优质碳素结构钢 优质碳素结构钢 优质碳素结构钢 优质碳素结构钢 碳素工具钢 碳素工具钢 碳素工具钢 碳素工具钢 碳素工具钢 碳素工具钢 碳素工具钢 碳素工具钢 碳素工具钢 碳素工具钢 碳素工具钢 碳素工具钢 碳素工具钢 碳素工具钢 高速工具钢 高速工具钢 高速工具钢 高速工具钢 高速工具钢 高速工具钢 高速工具钢 高速工具钢 高速工具钢 粉末高速钢 粉末高速钢 粉末高速钢 钨钢/硬质合金
35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67
25 30 35 40 45 50 T7 T8 T9 T10 T12 T13 T7A T8A T9A T10A T11A T12A T13A T8MnA SKH-9 SKH-51 MH51 XYM1 M2 M42 M35 CPM10V W6Mo5Cr4V2 ASP-23 ASP-30 ASP-60 YG20
塑胶模具设计规范-1
一:材料规格选取:1.模仁材料:1.1.产品为高亮面,模仁中有斜销、滑块等结构,产品表面需咬花,采用STAVAX S136,热处理硬度45~52 HRC1.2.产品为亮面,且加工中需要放电结构较多,采用日本大同NAK80,硬度为HB 370~4001.3.对于快速模具,模仁材料通常选用P20,对于有亮面要求的选用国产NAK80 即可2.模仁尺寸:1.1厂内常用规格为有两种:120mm*160mm, 对应模架规格为2025(A=50,B=90),模腔深度为:24.5mm;150mm*210mm, 对应模架规格为2530(A=50,B=90),模腔深度为:24.5mm;150mm*250mm, 对应模架规格为2535(A=50,B=90),模腔深度为:24.5mm;如需特殊规格,根据实际情况决定1.2规格选用:模仁边缘距产品(包含骨架)尺寸需大于25mm;模仁厚度T与产品区深度H,T≧2H。
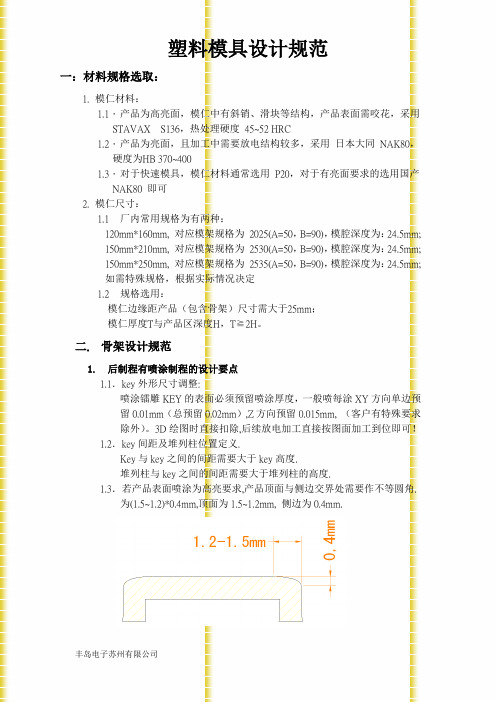
二. 骨架设计规范1. 后制程有喷涂制程的设计要点1.1.key外形尺寸调整:喷涂镭雕KEY的表面必须预留喷涂厚度,一般喷每涂XY方向单边预留0.01mm(总预留0.02mm),Z方向预留0.015mm, (客户有特殊要求除外)。
3D绘图时直接扣除,后续放电加工直接按图面加工到位即可!1.2.key间距及堆列柱位置定义.Key与key之间的间距需要大于key高度.堆列柱与key之间的间距需要大于堆列柱的高度.1.3.若产品表面喷涂为高亮要求,产品顶面与侧边交界处需要作不等圆角.为(1.5~1.2)*0.4mm,顶面为1.5~1.2mm, 侧边为0.4mm.2. 后制程有印刷制程的设计要点2.1.不可有任何凸出物高于印刷面,防止凸出物刮伤网板,3.确定进(出)胶方式:按键类产品须有进胶口和出胶口,其方式主要有直接进(出)胶和搭接进(出)胶两种,进胶方式决定于产品结构:①, 产品侧边允许有毛边,或者产品周边有裙边,通常采用直接进胶.②, 产品侧边不允许有毛边,且无裙边的产品通常采用搭接进胶.C.进(出)胶位置及数量:①按键类产品如果进(出)胶选择在长边,长边尺寸小于14mm,尽量做1个进胶1个出胶的方式;(进出胶需错位) 长边尺寸大于14mm,可采用1个进胶2个出胶的方式;②按键类产品如果进(出)胶选择在短边, 采用1个进胶1个出胶的方式即可.(进出胶无需错位)③对于圆环型产品需要做1进3出,分别均匀分布在产品四周.D. 进(出)胶口尺寸:㈠对于直接进出胶:进(出)胶口宽度尺寸设计,视KEY的形状而定,通常进胶比出胶口大0.5~1.0mm。
常见汽车玻璃品质缺陷及原因-1
尺寸、吻合度、拱高
检具
一、外形尺寸 1、基准边:产品上预先确定的定位边。我公司产品 是将检 具的下边和左边定为基准边 2、验收标准: 2.1、前后风挡尺寸偏差(图一) 2.2、侧窗制品的外形尺寸偏差(图二) 3、缺陷产品的处理:尺寸小只能报废
图一
长边的长度的L
基准
种类 边 偏差 钢化 零配 夹层 玻璃 -1 -1.5 -1.5 +0.5 L≤1200 纵向 0 横向 0
表一
边长L
种类
300<L≤600
600<L≤1200
L>1200
钢化玻璃
2.0
2.5
3.0
表二
边长L
种类 L≤1200 1200<L≤1800 L>1800
夹层玻璃
2.5
3.5
4.0
浅弯 钢化玻璃 深弯
2.5
3.5
4.0
3.0
3.5
4.0
注: 1)当成品长度小于、等于1200mm,但面积大于0.7M2时,其吻合度符全长边长度在1200~1800mm范围内的要求。 2)对加工难度大的制品吻合度参照GB17340另行制定。
注:
尺寸偏差表中所列横向偏差为左右二侧偏差总和,尺寸偏差表所列纵
向偏差为上下二侧偏差总和。即对齐一侧检别一侧的偏差值。
二、吻合度 1、定义:表示变型玻璃与检验模具的贴合程度,以 玻璃与模具的间隙值来表示。 2、验收标准: 2.1、侧窗制品的吻合度、弧度尺间隙(表一) 2.2、前后风挡制品的吻合度(表二) 3、缺陷产品的处理:吻合度超标,热弯或钢化工序 可返工重烧。
常见汽车玻璃品质缺陷及 原因
(适用于零售产品)
外观质量
外观质量包括玻璃表面质量和印刷质量
模具设计教程(1)
模具设计教程(1)
模具设计
概论2、模具的分类 按制品的材质分类: 金属模:锻造模(冷<温>锻,热锻);铸造模;冷冲 压铸模;粉末压制模;注射模;挤出模… 橡胶模:热压模;注射模…… 塑料模:注射模;挤出模;压制模;吹塑模;吸塑模 模…… 其 他:蜡模;石膏模;玻璃模……
模具的概述
概论
合理的模具设计,主要体现在所成型的塑料制品的
质量(外观质量及尺寸稳定性),使用时的安全可靠和
便于维修,在注塑成型时有较短的成型周期和较长的使
用寿命以及具有合理的模具制造工艺性等方面。
在做模具设计时须知,一个产品它可以同时拥有几
种不同的设计方法,衡量每一种方法的优缺点,再选择 最理想的方法进行设计。对于一些重开模,也必须考虑 在原来的基础上是否做改善。
模具设计教程(1)
• 成型零件的结构形式与设计
型腔的结构形式: 1.整板式型腔 2. 整体式型腔 3. 局部镶拼式型腔 4. 拼块式
5. 瓣合式型腔
模具设计教程(1)
采用镶拼式型腔的优点: 简化了复杂型腔的加工工艺 减少了热处理变形 有利于排气 节约了贵重的模具钢。 缺点: 型腔的精度、装配的牢固性会受影响 在产品上留下镶拼的痕迹
模具设计教程(1)
• 细水口模架
导套 Guide Bush
拉杆 Support Pin
水口推板 Stripper Plate
模具设计教程(1)
• 大水口与细水口模架的不同
相同之处:动模部分 不同之处:顶板和A板之间无固定用的螺钉。
顶板和A板之间可移动一定的距离。 顶板要比底板厚。
定模部分有拉杆导柱和拉杆导套。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
B.机械成形。因为人工成形劳动强度大,温度高,条件差, 所以,除自由成形外,大部分已被机械成形所取代。机械成 形除了压制、吹制、拉制外,还有(1)压延法,用来生产厚 的平板玻璃、刻花玻璃、夹金属丝玻璃等。(2)浇铸法,生 产光学玻璃。(3)离心浇铸法,用于制造大直径的玻璃管、 器皿和大容量的反应锅。这是将玻璃熔体注入高速旋转的模 子中,由于离心力使玻璃紧贴到模子壁上,旋转继续进行直 到玻璃硬化为止。(4)烧结法,用于生产泡沫玻璃。它是在 玻璃粉末中加入发泡剂,在有盖的金属模具中加热,玻璃在 加热过程中形成很多闭口气泡这是一种很好的绝热、隔音材 料。此外,平板玻璃的成形有垂直引上法、平拉法和浮法。 浮法是让玻璃液流漂浮在熔融金属(锡)表面上形成平板玻 璃的方法,其主要优点是玻璃质量高(平整、光洁),拉引 速度快,产量大。
(二)玻璃器皿的质量检验
基本要求是:具有正确的规格和形状,必要的坚
固性和耐热性,外形美观,图案清晰。
1、规格 2、结构 3、色泽 4、耐温急变性 5、耐水性 6、外观缺点
四、玻璃生产工艺流程介绍
玻璃的生产工艺包括:配料、熔制、成形、退火等工序。
1.配料,按照设计好的料方单,将各种原料称量后在一混料机 内混合均匀。玻璃的主要原料有:石英砂、石灰石、长石、纯碱、 硼酸等。 2.熔制,将配好的原料经过高温加热,形成均匀的无气泡的玻 璃液。这是一个很复杂的物理、化学反应过程。玻璃的熔制在熔 窑内进行。熔窑主要有两种类型:一种是坩埚窑,玻璃料盛在坩 埚内,在坩埚外面加热。小的坩埚窑只放一个坩埚,大的可多到 20个坩埚。坩埚窑是间隙式生产的,现在仅有光学玻璃和颜色玻 璃采用坩埚窑生产。另一种是池窑,玻璃料在窑池内熔制,明火 在玻璃液面上部加热。玻璃的熔制温度大多在1300~1600゜C。 大多数用火焰加热,也有少量用电流加热的,称为电熔窑。现在, 池窑都是连续生产的,小的池窑可以是几个米,大的可以大到 400多米。
热反射玻璃具有以下性能特点: (1)对太阳辐射热有较高的热反射能力。
(2)具有单向透视的特性。
由于热反射玻璃具有以上两个特点,在建筑工程中特别 适用于高层建筑物幕墙(玻璃幕墙)。
(2) 中空玻璃
中空玻璃是以同尺寸两片或多片平板玻璃、镀膜玻 璃、彩色玻璃、压花玻璃、钢化玻璃等,四周用高强、 高气密性粘结剂将其与铝合金框或橡皮条、玻璃条胶 结密封而成,是一种很有发展前途的新型节能建筑装 饰材料。
(五)化学稳定性 玻璃具有较高的化学稳定性。 玻璃的化学稳定性是指玻璃抗耐气体、水、酸、碱或 其他化学试剂、药物溶液等侵蚀的能力。 一般玻璃具有极好的化学惰性,但成分中的Na2O及 其他金属离子能溶于水,而导致玻璃的侵蚀及与其接触 的溶液的pH值发生变化。
玻璃 碱
水
酸
潮湿空气
(六)玻璃的光学性能 玻璃既能透过光线,又能反射光线和吸收光线。 玻璃有优异的光学性能,其光学性质包括折射、 反射和透射。 取决于玻璃的组成,与制造工艺与光的波长有关。 对于玻璃容器,透明的玻璃包装可以促进产品的 销售。 可见光与紫外光的穿透可加速玻璃容器中有些产 品的变质。
具有优良的保温、隔热和降噪性能。
(4) 饰面玻璃
饰面玻璃是用于建筑物表面装饰的玻璃制品的总称, 包括板材和砖材,有玻璃马赛克、釉面玻璃、玻璃面 砖、矿渣微晶玻璃砖等。 可制成各种色彩和尺寸,可拼镶成各种图案,广泛 用于建筑物内外墙装饰。
4.玻璃器皿
(一)玻璃杯
(1)吹制玻璃杯
(2) 压制玻璃杯
硬度是固体材料抵抗另一种固体深入其内部而不产生残余
形变的能力。 玻璃的硬度主要决定于原子半径、电荷大小及堆积密度。
2.机械强度
玻璃是一种脆性材料 • 其机械强度一般用 耐压、抗张、 抗冲击 强度等表示。 • 分理论强度和实际 强度。
(三)玻璃的粘度
粘度:是表征流体内摩擦力或者 表示阻碍液体流动性质的物理量。 f=η.A.(dv/dy) 比例系数η叫做内摩擦系数或粘 y 度。 η=(f/A)/(dv/dy)=τ/(dv/dy) 式中: τ—粘性液体流动时的剪 切应力 η— 粘度,单位泊(P),或用 Pa .s表示。
后急剧冷却而形成的。在形成的过程中,如加入某些辅
助原料,如助熔剂、着色剂等可以改善玻璃的某些性能。
1. 常用玻璃介绍:
(1)日常生活中应用的玻璃大多是以SiO2为主要成分 的硅酸盐玻璃,属Na2O-CaO-SiO2系统。 普通玻璃组成含有Na2O(12%~16%),CaO (6% ~12%), SiO2(66%~75%),还有少量Al2O3, MgO 等氧化物,属钠钙系玻璃。 又称Na, Ca, Si 玻璃(苏打玻 璃,石灰玻璃)、瓶罐玻璃,器皿玻璃。 主要特点: 玻璃中成本最低,易熔制、加工, 耐热性、化学稳定性好, 适宜于没有特殊要求的容器。
各类玻璃密度相差甚大。 • 密度最小的石英玻璃为2.21g/cm3 • 含有大量氧化铅的重燧石玻璃密度达6.5g/cm3 • 普通玻璃密度在2.5g/cm3左右
(二)力学性质 玻璃的力学性质取决于化学组成、制品形状、表面性 质和加工方法。 玻璃的主要力学性能是抗拉强度和脆性指标。玻璃的 实际抗拉强度为30~60MPa。普通玻璃的脆性指标(弹性 模量与抗拉强度之比)为1300~1500。脆性指标越大, 其脆性越大。 1.硬度
(二)玻璃酒杯
(三)玻璃冷水瓶
(四)玻璃花瓶
(五)玻璃糖缸
(六)制品质量控制
(一)玻璃材料的质量检验
1、玻璃板材的检验 外观质量主要是检查平整度,观察有无气泡、夹杂物、 划伤、线道和雾斑等质量缺陷,存在此类缺陷的玻璃,在 使用中会发生变形,降低玻璃的透明度、机械强度和玻璃 的热稳定性,工程上不宜选用。由于玻璃是透明物体,在 挑选时经过目测,基本就能鉴别出质量好坏。玻璃加工制 品的检验,除按平板玻璃的要求检测外,还应检验其加工 质量,检测规格尺寸是否标准、加工精度及图案清晰度等 是否符合要求,同时边部不允许有残缺。
4. 退火,玻璃在成形过成中经受了激烈的温度变化和形 状变化,这种变化在玻璃中留下了热应力。这种热应力会 降低玻璃制品的强度和热稳定性。如果直接冷却,很可能 在冷却过程中或以后的存放、运输和使用过程中自行破裂 (俗称玻璃的冷爆)。为了消除冷爆现象,玻璃制品在成 形后必须进行退火。退火就是在某一温度范围内保温或缓 慢降温一段时间以消除或减少玻璃中热应力到允许值。 此外,某些玻璃制品为了增加其强度,可进行刚化处理。 包括:物理刚化(淬火),用于较厚的玻璃杯、桌面玻璃、 汽车挡风玻璃等;和化学刚化(离子交换),用于手表表 蒙玻璃、航空玻璃等。刚化的原理是在玻璃表面层产生压 应力,以增加其强度。
3 声、光、热控制玻璃
(1) 热反射玻璃
在无色透明的平板玻璃上,镀一层金属(如金、银、 铜、铝、镍、铬、铁等)或金属氧化物薄膜或有机物薄 膜,使其具有较高的热反射性,又保持良好的透光性 能,这种玻璃称热反射玻璃,亦称镀膜玻璃。 镀膜的方法很多:一种是通过喷涂、真空蒸镀、阴 级溅射等方法;一种是采用电浮法或等离子交换方法。
3.玻璃的种类 按其化学成分可分为钠钙玻璃、铝镁玻璃、
钾玻璃、铅玻璃、硼硅玻璃和石英玻璃等;
按功能和加工工艺分为普通窗用玻璃(普通 平板玻璃)、热反射玻璃、异形玻璃、钢化玻璃、 夹层(丝)玻璃等。
4.玻璃的性能特征 (一) 密度 决定于 • 构成玻璃的原子质量 • 也与原子的堆积及配位数有关。 • 玻璃结构紧密,密度增大。反之,则降低。
玻璃成型及其模具 第一讲 报告人:孙 德 勤 常熟理工学院机械工程系
内容概要
1.
2.
玻璃介绍 玻璃的基本成形方法
一、玻璃介绍
广义包括:无机玻璃和有机玻璃两大类。 这里玻璃指无机玻璃。
玻璃是一种具有无规则结构的非晶态固体。它没有固定 的熔点,在物理和力学性能上表现为均质的各向同性。
大多数玻璃都是由矿物原料和化工原料经高温熔融,然
(3) 夹丝玻璃
夹丝玻璃也称防碎玻璃。系以压延法生产的玻璃, 当玻璃经过两个压延辊的间隙成型时,加入预先加热 处理的金属丝或金属网,使之压于玻璃板中加工而成。 夹丝玻璃强度大,不易破碎,即使破碎,碎片附着 在金属丝网上,不易脱落,使用比较安全。夹丝玻璃 受热炸裂后,仍能保持原形。 当发生火灾时能起到隔绝火势的作用。故又称防火 玻璃。
5. 玻璃的发展与应用
玻璃的用途除采光、透视、隔声、隔热外, 还有艺术装饰作用。特种玻璃还兼有吸热、保 温、耐辐射、防爆等特殊功能。
古埃及玻璃制品
清乾隆白地套红玻璃双合瓶
现代建筑离不开玻璃的装 饰和采光
二、常见玻璃制品
1.平板玻璃
习惯上将窗用玻璃、压花玻璃、磨砂玻璃、磨光玻璃、 有色玻璃等统称为平板玻璃。
3.成形,是将熔制好的玻璃液转变成具有固定形状的固体制 品。玻璃首先由粘性液态转变为可塑态,再转变成脆性固态。 成形方法可分为人工成形和机械成形两大类。 A.人工成形。又有(1)吹制,用一根镍铬合金吹管,挑 一团玻璃在模具中边转边吹。主要用来成形玻璃泡、瓶、球 (划眼镜片用)等。(2)拉制,在吹成小泡后,另一工人用 顶盘粘住,二人边吹边拉主要用来制造玻璃管或棒。(3)压 制,挑一团玻璃,用剪刀剪下使它掉入凹模中,再用凸模一 压。主要用来成形杯、盘等。(4)自由成形,挑料后用钳子、 剪刀、镊子等工具直接制成工艺品。
(2) Na,B ,Si 玻璃(医用玻璃) 中性玻璃。 主要成分: SiO2 67-75%, Na2O 6.4-11.5% B2O3 6-9%, Al2O3 4-8.5% 主要特点: 耐水、耐热、耐酸、碱性均比前者强,长期贮 存中性液体其PH值不变。
2. 玻璃具有一系列非常可贵的特性:
透明、坚硬、良好的化学稳定性; 可通过化学组成的调整,大幅度调节玻璃的物理和 化学性能,以适应各种不同的使用要求; 可以用吹、压、拉、铸、槽沉、离心浇注等多种成 形方法,制成各种形状的空心和实心制品; 可以通过焊接和粉末烧结等加工方制成形状复杂、 尺寸严格的器件。 制造玻璃的原料丰富,价格低廉。