海德汉 iTNC530 建议刀具系统
海德汉iTNC 530-适用于铣、钻、膛和加工中心的多功能轮廓加工数控系统

– 用KinematicsOpt校准旋转轴
电子手轮定位
– 准确移动机床轴
... 如果发生故障?
– 海德汉数控系统的诊断
一览表
– 用户功能,附件,选装项,技术参数,数控系统比较
4 6 8 10
16
24 26 28 30
34
39 42
48 49 50 51 52 53 3
应用广泛 – 最佳的多功能数控系统
iTNC 530是多功能数控系统。它能最佳地 满足您的要求,无论是生产单件零件还是 批量生产,是简单零件还是复杂零件,也 无论是“定制”生产还是集中化生产,无 一例外。
iTNC 530非常灵活。您喜欢在机床上还是 在编程工作站上编程?用iTNC 530都同样 简单,它提供便捷的车间编程能力,就像 使用外部编程系统一样: 在机床上,您能用数控系统的对话式编程 功能编写传统铣、钻和镗加工程序。iTNC 530的smarT.NC或Klartext海德汉对话式编 程语言为您提供最佳的支持-还包括大量
几何特性 •• 倾斜加工面 •• 圆柱面加工 •• 刀具中心点管理(TCPM) •• 3-D刀具补偿 •• 快速的程序段处理速度使轮廓加工
Heidenhain iTNC 530 数控系统技术参数
2. 数控系统
2.1 数控系统配置与功能的要求
(1)数控系统中文界面
(2)控制轴数≥10
(3)联动轴数≥5
(4)系统分辨率≤0.0001毫米
(5)程序处理器≥32位微处理器
(6)硬盘≥25G,内存≥256MB
(7)程序数据断电保护功能和突然断电机床自动保护功能
(8)可实现零件表面质量、加工效率、零件精度自适应调整功能
(9)自由编程按键,用于快速选择内容及操作次序的快捷键
(10)系统有可设置机床使用权限的智能钥匙
(11)具备图形对话式编程功能
(12)系统参数备份与恢复功能
(13)彩色液晶显示器≥19英寸
(14)直角坐标和极坐标坐标系
(15)对于任何三维排列加工平面的定义
(16)一面视图,三面视图,可三维仿真显示
(17)具备以太网接口和USB接口
(18)每个数据表可处理刀具数量:≥30,000把
(19)具有网络远程诊断及技术服务功能
(20)故障监控、诊断与报警功能
(21)报警及操作历史记忆功能
(22)自动适应轮廓速度的加速控制
(23)超差报警功能
(24)预览至少99条程序段以监测方向变化,根据机床动态特性自动调节进给速度
(25)行程极限的软件、硬件限位功能
(26)手持单元(含电子手轮)
(27)示教功能
(28)具有系统软件可持续升级的能力
(29)具有碰撞监控功能
2.2 数控系统编程功能要求
(1)直线插补功能
(2)圆弧插补功能
(3)螺旋插补功能
(4)具备参数编程功能和子程序功能
(5)旋转、镜像、缩放功能
(6)用户自定义M指令功能
(7)刀具补偿功能:刀具圆弧半径补偿、长度补偿功能。
1226海德汉530系统编程和操作说明书

百度文库 - 让每个人平等地提升自我NC 软件340 420-xx用户手册HEIDENHAIN会话格式可视显示器上的控制器切换屏幕布局在加工或编程模式之间切换选择屏幕上功能的软键切换软键行输入字母和符号的打字键盘文件名注释ISO程序机床操作模式手动操作电子手轮通过MDI进行定位单步程序运行连续程序运行编程模式编程和编辑试运行程序/文件管理器TNC功能选择或删除程序或文件外部数据传输在程序中输入程序调用MOD功能显示NC错误信息的帮助文本袖珍计算器移动高亮区直接到程序块循环和参数功能移动高亮区直接到程序块循环和参数功能进给速度/主轴速度倍率控制旋钮编程路径移动切入/切出轮廓FK自由轮廓编程直线圆的中心/极坐标极心圆及圆心圆及半径相切连接的圆弧倒角圆角刀具功能输入和调用刀具长度和半径循环子程序和程序段重复定义和调用循环输入和调用子程序和程序段重复标号程序中间程序停止在程序中输入探头功能坐标轴和编号输入和编辑选择坐标轴或输入坐标轴到程序中编号小数点改变算术符号极坐标增量尺寸Q 参数捕捉实际位置跳过对话问题删除字确认输入并恢复对话结束块清除数字输入或清除TNC错误信息中止对话删除程序段百度文库 - 让每个人平等地提升自我TNC 型号软件和特性本手册说明了TNC按以下NC软件号提供的功能和特性TNC型号NC软件号iTNC 530 340 420-xxiTNC 530E 340 421-xx后缀E表示TNC的出口版本TNC的出口版本具有以下限制可同时在不超过4个轴上进行直线移动机床制造商通过设置机床参数修改机床TNC可用特性本手册中描述的一些功能可能在您的机床上没有提供您的机床上可能没有提供的TNC功能包括3维探头探测功能使用TT 130进行刀具测量攻丝刚性在中断后返回轮廓请与您的机床制造商联系以熟悉您的机床的特性许多机床制造商以及HEIDENHAIN提供TNC的编程课程我们推荐这些课程因为这是提高您的编程能力和与其他TNC用户共享信息和想法的有效途径探头循环用户手册在另外手册中描述了所有探头功能如果需要该用户手册的拷贝请与HEIDENHAIN联系手册ID编号369 280-xx使用地点TNC遵守EN55022规范对A类设备的限制并主要用于工业化区域百度文库 - 让每个人平等地提升自我HEIDENHAIN iTNC 530I。
海德汉_HEIDENHAIN_iTNC_530_编程操作手册1012

1基本技能(文件管理器/刀具表)2直角坐标路径功能3极坐标4钻孔循环循环5铣型腔、凸台和槽的循环6加工阵列孔的循环7SL 循环8坐标变换循环9重复运行的程序块编程技巧10子程序11嵌套12相关信息+Z+Z+Z基本轴旋转轴平行轴X A U Y B V ZCWX键盘TE 420TE 5301字母键盘用于输入文本和文件名,以及ISO 编程。
双处理器版本: 提供其他的按键用于Windows 操作。
2文件管理器、计算器、MOD 功能和HELP (帮助)功能3编程模式4机床操作模式5编程对话的初始化6方向键和GOTO 跳转命令7数字输入和轴选择8鼠标触摸板: 仅适用于双处理器版本124376518432765显示单元1软键区2软键选择键3软件行切换键4设置屏幕布局5加工和编程模式切换键6预留给机床制造商的软键选择键7预留给机床制造商的软键行切换键13423675123345屏幕布局编程模式显示机床操作模式显示机床操作模式(后台)编程操作模式、对话、出错信息(显示在前台)程序机床功能的软键软键区机床操作模式、对话、出错信息(显示在前台)编程模式(后台)程序或位置显示机床功能的软键机床状态软键区操作模式键操作模式功能程序编辑 编写及修改程序(RS-232-C/ V.24数据接口)试运行 静态测试 / 有图形模拟或无图形模拟几何尺寸是否相符数据是否缺失手动 移动机床轴显示坐标轴值设置原点手轮 用电子手轮移动设置原点手动数据输入定位(MDI) 输入定位步骤或输入可以立即执行的循环 将输入的程序段保存为程序程序运行-单程序段 分段运行程序,用Start(开始)按钮分别启动各段...开始程序运行-全自动 按START EXT(机床启动按钮)后连续运行程序文件管理驱动器1以太网RS-232接口 RS-422接口 TNC的硬盘当前路径或文件名3文件信息文件名:保存在当前目录下的文件及文件类型字节:以字节为单位的文件大小状态:M:“程序运行”模式下所选择的文件。
海德汉系统刀具寿命管理
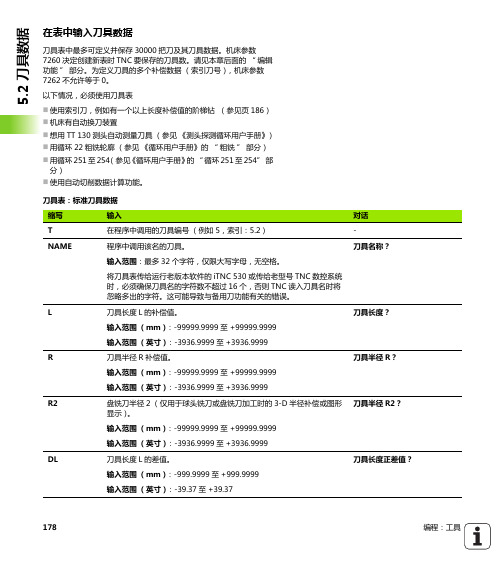
5.2 刀具数据在表中输入刀具数据刀具表中最多可定义并保存30000把刀及其刀具数据。
机床参数7260决定创建新表时TNC 要保存的刀具数。
请见本章后面的“编辑功能”部分。
为定义刀具的多个补偿数据(索引刀号),机床参数7262不允许等于0。
以下情况,必须使用刀具表⏹使用索引刀,例如有一个以上长度补偿值的阶梯钻 (参见页186)⏹机床有自动换刀装置⏹想用TT 130测头自动测量刀具(参见《测头探测循环用户手册》)⏹用循环22粗铣轮廓(参见《循环用户手册》的“粗铣”部分)⏹用循环251至254(参见《循环用户手册》的“循环251至254”部分)⏹使用自动切削数据计算功能。
刀具表:标准刀具数据缩写输入对话T 在程序中调用的刀具编号(例如5,索引:5.2)-NAME程序中调用该名的刀具。
输入范围:最多32个字符,仅限大写字母,无空格。
将刀具表传给运行老版本软件的iTNC 530或传给老型号TNC 数控系统时,必须确保刀具名的字符数不超过16个,否则TNC 读入刀具名时将忽略多出的字符。
这可能导致与备用刀功能有关的错误。
刀具名称?L刀具长度L 的补偿值。
输入范围(mm):-99999.9999至+99999.9999输入范围(英寸):-3936.9999至+3936.9999刀具长度?R刀具半径R 补偿值。
输入范围(mm):-99999.9999至+99999.9999输入范围(英寸):-3936.9999至+3936.9999刀具半径R?R2盘铣刀半径2(仅用于球头铣刀或盘铣刀加工时的3-D 半径补偿或图形显示)。
输入范围(mm):-99999.9999至+99999.9999输入范围(英寸):-3936.9999至+3936.9999刀具半径R2?DL刀具长度L 的差值。
输入范围(mm):-999.9999至+999.9999输入范围(英寸):-39.37至+39.37刀具长度正差值?5.2 刀具数据DR刀具半径R 的差值。
1-226海德汉530系统编程和操作说明书

NC 软件340 420-xx用户手册HEIDENHAIN会话格式可视显示器上的控制器切换屏幕布局在加工或编程模式之间切换选择屏幕上功能的软键切换软键行输入字母和符号的打字键盘文件名注释ISO程序机床操作模式手动操作电子手轮通过MDI进行定位单步程序运行连续程序运行编程模式编程和编辑试运行程序/文件管理器TNC功能选择或删除程序或文件外部数据传输在程序中输入程序调用MOD功能显示NC错误信息的帮助文本袖珍计算器移动高亮区直接到程序块循环和参数功能移动高亮区直接到程序块循环和参数功能进给速度/主轴速度倍率控制旋钮编程路径移动切入/切出轮廓FK自由轮廓编程直线圆的中心/极坐标极心圆及圆心圆及半径相切连接的圆弧倒角圆角刀具功能输入和调用刀具长度和半径循环子程序和程序段重复定义和调用循环输入和调用子程序和程序段重复标号程序中间程序停止在程序中输入探头功能坐标轴和编号输入和编辑选择坐标轴或输入坐标轴到程序中编号小数点改变算术符号极坐标增量尺寸Q参数捕捉实际位置跳过对话问题删除字确认输入并恢复对话结束块清除数字输入或清除TNC错误信息中止对话删除程序段TNC 型号软件和特性本手册说明了TNC按以下NC软件号提供的功能和特性TNC型号NC软件号iTNC 530 340 420-xxiTNC 530E 340 421-xx后缀E表示TNC的出口版本TNC的出口版本具有以下限制可同时在不超过4个轴上进行直线移动机床制造商通过设置机床参数修改机床TNC可用特性本手册中描述的一些功能可能在您的机床上没有提供您的机床上可能没有提供的TNC功能包括3维探头探测功能使用TT 130进行刀具测量攻丝刚性在中断后返回轮廓请与您的机床制造商联系以熟悉您的机床的特性许多机床制造商以及HEIDENHAIN提供TNC的编程课程我们推荐这些课程因为这是提高您的编程能力和与其他TNC用户共享信息和想法的有效途径探头循环用户手册在另外手册中描述了所有探头功能如果需要该用户手册的拷贝请与HEIDENHAIN联系手册ID编号369 280-xx使用地点TNC遵守EN55022规范对A类设备的限制并主要用于工业化区域HEIDENHAIN iTNC 530I。
海德汉HEM1000(TNC530)
fmt R 9 arcrad # Arc Radius
fmt 11 sweep # Angle between start and end of arc
# --------------------------------------------------------------------------
# --------------------------------------------------------------------------
fs 1 +1.3ln
fs 2 +1^4n
fs 3 3 0
fs 6 2 0ln
# --------------------------------------------------------------------------
# Spindle Speeds & Feedrate output formats
# --------------------------------------------------------------------------
fmt 4 seqinc # Sequence No.Increment
fmt 4 n # Main Program Seq No's
# --------------------------------------------------------------------------
# Axis output formats - Circular
# --------------------------------------------------------------------------
iTNC530多功能轮廓加工数控系统
iTNC530多功能轮廓加工数控系统
佚名
【期刊名称】《《现代制造》》
【年(卷),期】2008(000)014
【摘要】海德汉iTNC530是一个多功能的,面向车间的铣、钻、镗等机床和加工中心的轮廓加工控制器。
它具有集成的变频器,实现数字驱动控制,使在很高的加工速度下仍能保证很高的工件轮廓精度。
iTNC530最高可控制13个进给轴和1个主轴。
程序段处理时间0.5ms。
用硬盘做为程序存储介质。
硬件选项还有双处理器可供选择,双处理器版本的iTNC530为用户提供了Windows2000操作系统界面,使用户可以同时运行Windows应用程序。
iTNC530还支持远程编程,【总页数】1页(P92)
【正文语种】中文
【中图分类】TG659
【相关文献】
1.iTNC530数控系统中使用标准循环与变量编程实现矩形椭圆的漏斗型加工 [J], 吴榜洲
2.TNC640轮廓加工数控系统 [J],
3.基于FANUC数控系统的内轮廓曲线宏程序车削加工 [J], 陈龙波;叶达佳
4.基于FANUC数控系统的内轮廓曲线宏程序车削加工 [J], 陈龙波;叶达佳
5.基于FANUC Oi数控系统的宏程序在零件轮廓倒圆角铣削加工中的应用 [J], 金伟丰
因版权原因,仅展示原文概要,查看原文内容请购买。
海德汉530_MP参数手册
主题 编码器和机床 定位 速度前馈控制 跟随误差控制 速度和电流综合控制 主轴 内置PLC 数据接口 3-D测头 用触发式测头测量刀具 攻丝 编程和显示 颜色 加工和程序运行 硬件
如果一个功能的输入值有一个以上(例如每个轴都有一个单独的输入),那么 用一个索引号扩展参数号。索引0总为轴1,索引1为轴2,依此类推。
(参见用户手册)。可用密码123访问的机床参数在参数列表中用符号 CN123表示。 退出机床参数编辑器,用“END”键。
不输入密码也可以访问一些机床参数。 用MP7330.x定义16个以内机床参数和用MP7340.x定义相应的对话。当按 下“用户参数”软键时,显示对话(最多37个字符) 选择MOD功能“用户参数”。
MP7224.0输入值 =
二进制格式 十六进制格式 十进制格式
%00101000 $28 40 (32+8)
September 2006
机床参数的输入和输出
4–5
特殊情况:输入公式
现在只有MP1054.x(电机转一圈直线距离)和运动特性说明表中的MP7530。
可以输入公式,而不输入固定值。输入公式时,必须注意字母大小写(大写或 小写)。函数用小写,变量用大写。函数:
2006 年 9 月
机床参数是什么?
4–3
进入“OEM.SYS”文件,设置轴数的关键字“AXISNUMBER =”使系统只显 示必要的索引参数。 对其它机床参数,用户可以激活特定功能。这时,这些功能的参数起开关作 用。这些参数都是数据位编码的。每个数据位被分配给一个轴或一个功能。
4.2 “机床参数编辑”操作模式
+ – · / log log10 exp () ^
加 减 乘 除 对数 基底为10的对数 幂 括号表达式 指数计算
海德汉 iTNC530 建议刀具系统
45mm(1.77”) ”
20mm(.787”)
”
”
6
CUTTING COMPARISON DATA 2
WORK PIECE DIE STEEL
SKD (HRC45)
CUTTER
OSG
FX-MG-EBD (R1 BALL END-MILL
COOLANT
WATER SOLUBLE (FLOOD)
CUTTING CONDITION
BODY COLLET CHUCK
BODY: BT40-SLK12-45 COLLET: CR12-3-35
R1mm (.039”)
23mm(.906”) R1mm (.039”)
7
35mm(1.38”) 23mm(.906”)
CUTTING COMPARISON DATA 3
WARK PIECE : DIE STEEL SKD61 (HRC50)
What is the specialty of the Slim Line? Slim Line super slim body is able to avoid works and jig fixture interference as much as possible. A slim line has stable and high chucking accuracy, rigidity and chucking torque. Therefore, it is useful for difficult applications. Compare to collet chucking holder, Slim line has 2 – 3 times stronger chucking torque. Slim Line 1,500 combinations is able to satisfy customer needs. Standard carbide cutter with normal shank tolerance is able to fit for Slim Line. Also, 3mm also can be used by Slim Line. As a new concept, Slim Line collet allows custom processing.
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
BODY COLLET CHUCK
BODY: BT40-SLK12-45 COLLET: CR12-3-35
R1mm (.039”)
23mm(.906”) R1mm (.039”)
7
35mm(1.38”) 23mm(.906”)
CUTTING COMPARISON DATA 3
WARK PIECE : DIE STEEL SKD61 (HRC50)
3
ɹRIGIDITY COMPARISON
6mm(.236") BT40-SLK12-75 CUTTER PROJECTION 24mm(.945")
COLLET HOLDER
SLIM LINE
13mm (.51")
Collet Length
Effective Length
Cutter Projection PRESSURE = kgf
CUTTER : KOBELCO MIRACLE END-MILL VC-2MB (R0.2 BALL END-MILL)
COOLANT: WATER SOLUBLE (CUTTER TROUGH Ad
Rd
PROJECTION
mm in
S (rpm)
F
f
Ad
(mm/min) (mm/min)
(in/min)
D
DTB12
ɹCHUCKING TORQUE COMPARISON CTA 10
SLK 12
D
D
D
CHUCKING TORQUE COMPARISON
Chucking Torque DTB12
D= Cutter Diameter(mm)
2
ɹRIGIDITY COMPARISON
SLIM LINE
CHUCKING ACCURACY COMPARISON
SLIM LINE
VS
CONVENTIONAL HOLDERS
Effective Length 160mm(6.3”)
110mm(4.33”)
4D
mm(.39”)
D
mm(.39”)
D
COLLET HOLDER
COLLET HOLDER &
1 0(.393”) R1mm (.0393”)
9
55mm(.196”) 45mm(1.771”)
SLIM LINE Q & A
What is the slim line concept? The Slim Line chucks a carbide cutter directory, therefore there will be a great advantages which conventional holders are difficult have such as…
5
CUTTING COMPARISON DATA 1
WORK PIECE CUTTER COOLANT
DIE STEEL SKD61 HRC40 OSG ULUTRA FX FX-MG-EBD (BALL END-MILL) WATER SOLUBLE (FLOOD)
60 CONVENTIONAL
45mm(1.77”) ”
20mm(.787”)
”
”
6
CUTTING COMPARISON DATA 2
WORK PIECE DIE STEEL
SKD (HRC45)
CUTTER
OSG
FX-MG-EBD (R1 BALL END-MILL
COOLANT
WATER SOLUBLE (FLOOD)
CUTTING CONDITION
3mm(.118") BT40-SLK12-75 CUTTER PROJECTION 12mm(.472")
COLLET HOLDER
SLIM LINE
13mm (.51")
Collet Length
Effective Length
Cutter Projection PRESSURE = kgf
DEFLECTION EFFECTIVE LENGTH = COLLET LENGTH-13mm(.51")+CUTTER PROJECTION
R0.2mm(.0079”)
” R0.2mm(.0079”) 8
55mm(2.17”) 50mm(1.97”)
CUTTING COMPARISON DATA 4
WORK : CARBON STEEL S55C
CUTER : OSC ULUTRA FX FXS-MFE 10
COOLTANT : WATER SOLUBLE (FLOOD)
EXTENTHION ARBOR (SET SCREW TYPE)
Effective Length 160mm(6.3”)
4D=40mm(1.57”)
5
Effective Length 160mm(6.3”)
4D=80mm(3.14”)
3D=30mm(1.18”)
D=20mm(.787)
1
mm(.39”)
EDM SLIM LINE
PROJECTION
mm in
S (rpm)
45 1.771
2000
F
f
Ad
Rd
mm/min mm/flute mm
mm
in/min
in/flute
in
in
220 8.661
0.05
5
0.1
.002
.1969 .0039
TIME hour
12
1
BODY: A63-SLK12-75 COLLET: CS12-8-55
2.36 20 SLIM LINE .79
4800 5600
mm/min in/min
700 27.56 1300 51.18
mm/flute in/flute
0.07 .0028
0.1 .0039
mm in 0.3 .0118 0.3 .0118
mm in 0.3 .0118 0.3 .0118
TIME min
(in/min)
Rd
TIME
min
50
2,000
0.05
0.05
0.2
COLLET HOLDER
20000
-
1,270
78.74
.002
.002
.37
50
2,000
0.05
0.05
0.2
SLIM LINE
20000
-
1,270
7.8.74
.002
.002
.37
BODY: BT40-CTH10-60
BODY: BT40-SLK12-45 COLLET: CF12-3-55
COLLET HOLDER
SLIM LINE
projection mm in 23 .905 23 .905
S 18000 18000
F mm/min in/min
1800 70.86 1130 44.49
f mm/flute in/flute
0.05 .002 0.03 .0012
Ad mm in 0.02 .0008 0.06 .0024
Disadvantages Shrink fitting time Difficult operation. Need many bodies. Need space to put holders.
10
SLIM LINE Q & A
What are advantages and disadvantages of solid type and two piece systems (as Slim Line)?
Two Piece System
Solid Type
Solid type
Advantages High rigidity High accuracy
What is the specialty of the Slim Line? Slim Line super slim body is able to avoid works and jig fixture interference as much as possible. A slim line has stable and high chucking accuracy, rigidity and chucking torque. Therefore, it is useful for difficult applications. Compare to collet chucking holder, Slim line has 2 – 3 times stronger chucking torque. Slim Line 1,500 combinations is able to satisfy customer needs. Standard carbide cutter with normal shank tolerance is able to fit for Slim Line. Also, 3mm also can be used by Slim Line. As a new concept, Slim Line collet allows custom processing.
DEFLECTION EFFECTIVE LENGTH = COLLET LENGTH-13mm(.51")+CUTTER PROJECTION
4
ɹRIGIDITY COMPARISON