FA506细纱机的生产工艺实践
FA506型细纱机设计牵伸倍数配置分析

( 齐齐哈尔大学)
~ = 耄 ~ ~ ~
一 一 一 一 ~ ~ 一 一
出 一 一 ~ 一 ~ 一 ∞ 一 - 三 ~
㈣ 咖
摘要 : 探讨 F A 5 0 6 型细纱机两种牵伸传动机构设计牵伸倍数配置特点。分析了两种牵伸传动机构特
点, 应 用计算机处理全部牵伸设计数值 , 绘制频次分布 图并进行 对比分析 。指 出: F A 5 0 6型细纱机 的两种 牵伸传 动机构在总牵伸倍数 、 后 区牵伸倍数 以及 相关的适应性方 面存在一定差异 , 表现 出不 同特点 , 各有 所长。两种 牵 伸传动机构在总牵伸倍数 2 4倍 以下时均 可获得精度较 高、 效果较为理想的 牵伸倍数 调节效果。 实际生产 中, 牵
F A 5 0 6型细纱 机 牵 伸 传 动 机构 称 为 F A 5 0 6 — 0型 。
作者简介 : 刘铁山( 1 9 5 5 一 ) , 男, 教授 , 齐 齐 哈尔 , 1 6 1 0 0 6 收 稿 日期 : 2 O l 3 - 0 6 0 - 4
2 7 1 0 4。
3 7
FAS 0 6 S pi n ni ng Fr a me De s i g ne d Dr a f t Mu l t i p l e Co n ig f u r a t i o n Ana l y s i s
. 砌 y . , 一 = 耄 Ⅶ 一 ~ 蛔 e 鲫 出 一 _ . 磊 ~ . 一 _ m g ~ _ g 一 妻 m 耋 嘞 一 一
F A 5 0 6 — 1型机牵伸 传动 系统 见图 1 。
到9 7 t e x , 牵伸 机构 中配 置 了多个 变 换 齿轮 , 允 许 总 的牵倍 数在不 超过 5 0倍之 内选择 , 能完 全适 应 纺纱 的需 要 。 目前 可 以 见 到两 种 F A 5 0 6型 细 纱
FA506型细纱机空心罗拉紧密纺改造效果分析

摘要: 探讨空心罗拉紧密纺改造的纺纱效果。阐述了空心罗拉紧密纺机构原理以及在 F A S 0 6型细纱机
上实施 改造 的方法, 并与普通环锭 纺、 三罗拉 紧密纺、 四 罗拉 紧密纺进行 了纺纱对 比。结果表明 , 该改造 方式成 纱条 干好 、 毛羽少 , 强力稍低于 网格圈式紧密纺。认 为, 该改造方式具有成 纱质量较好 、 运行 成本 较低的特 点, 有
Ab s t r a c t S p i n n i n g e f e c t o f h o l l o w r o l t e r c o mp a c t s p i n n i n g mo d i i f c a t i o n wa s d i s c u s s e d .P in r c i p l e o f h o l l o w r o l l e r c o mp a c t s p i n n i n g a n d me t h o d o f mo d i i f c a t i o n o n F A S 0 6 s p i n n i n g la f me we r e i n t r o d u c e d .T h e s p i n n i n g e f f e c t w a s c o n t r a s — t e d t o t r a d i t i o n a l i r n g s p i n n i n g , t h r e e — r o l l e r c o mp a c t s p i n n i n g a n d f o u r — r o l l e r c o mp a c t s p i n n i n g .T h e r e s u h s h o w s t h a t e v e n n e s s o f t h e y a m s p u n b y t h e mo d i i f c a t i o n i s b e t t e r , t h e h a i in r e s s i s l e s s , t h e s t r e n g t h i s l o w e r s l i g h t l y t o l a t t i c e a p r o n c o mp a c t s p i n n i n g .I t i s c o n s i d e r e d t h a t q u a l i t y o f t h e y m a s p u n b y t h e mo d i i f c a t i o n i s b e t t e r , t h e o p e r a t i n g c o s t i s l o we r ,
FA506细纱机的生产工艺实践

FA506细纱机的生产工艺实践杨蓓红(南通第三棉纺织厂)我厂于2000年12月购买山西经纬纺织机械厂的FA506型细纱机22台,通过一段时间的使用,熟悉了该机的机械性能、工艺性能和其配套状况。
FA506型细纱机纺纱适应性广,工艺部件设计合理,设备性能可靠,成纱质量稳定,特别是在降低成纱条干CV%值方面显得尤为突出。
一、FA506型细纱机的特点FAS06型细纱机全机齿轮统一采用两个模数的钢齿轮,齿轮传动精度高,有利提高纺纱质量、齿轮、凸轮等运动表面采用自动滴油装置,运转时无需人工加油,减少保全保养工作,导纱板升降采用位叉延时结构,导纱板动程大,大纱时最小气圈高度增加,减少大纱时断头,牵伸装置采用弹簧摇架加压,滚针罗拉轴承,罗拉连接采用了精度配合,上罗拉采用双列滚珠轴承,前、后罗拉采用等分、斜齿结构,有利于提高成纱质量。
二、FA506型纺纱工艺探讨了解该机型特点以后,工艺上进行了一些参数选择试验,为了摸清FA506型细纱机的最佳工艺,我们在C14.5tex品种上采用L4(23)三因素二水平正交试验,及其它品种上不同的有关工艺试验。
细纱主要工艺配置情况见表1L4(23)三、试验结果(见表2)表2 C14.5tex试验结果从上表的试验结果来看,方案2工艺较全面反映FA506型细纱机成纱质量水平,为了更进一步地进行工艺试验,提高成纱的内在质量,我们在提高半制品质量的前提下,不断在细纱机上挖潜力,在原方案2的工艺试验的基础上,再进一步进行细纱改变后区牵伸试验,由原来的1.20倍调整到1.10倍,生产稳定正常,成纱质量又得到了一定的提高,条干水平达到了97乌斯特公报的25%水平。
目前已大面积采用此工艺。
在后区工艺改变使质量改观后,我们又在细纱皮辊上做文章,目前,细纱皮辊来提高细纱的条干水平是最行之有效的办法,我们采用如车马塘的NFR-888和进口皮辊ArmstrongJ-63进行同锭对比试验,条干CV%从17.0l%改进至16.28%,该品种目前稳定在97乌斯特公报5%~25%水平。
506细纱机工艺说明书

506细纱机工艺说明书细纱机工艺说明书一、细纱机工艺的概述细纱机是一种用于制造高质量纺织品的重要设备,它通过纱线的拉伸和织造技术,将原材料转化为柔软、细腻的织物,广泛应用于衣物、家居用品等领域。
细纱机工艺是指操作人员根据要求设置机器参数、调整各部件,以及监控生产过程中的关键指标,确保产品质量和生产效率的过程。
二、细纱机工艺的具体步骤1. 原材料准备:在细纱机工艺中,首先需要选择合适的原材料,如棉纱、化纤纱等。
操作人员应确保原材料的质量符合标准,并按照工艺要求进行预处理,如浸渍、平整等操作。
2. 机器参数设置:根据产品的要求和工艺流程,操作人员需要设置细纱机的各项参数,包括纱线张力、纱嘴间距、织造速度等。
这些参数的合理设置能够影响产品的质量和生产效率。
3. 各部件调整:细纱机是由多个关键部件组成的复杂机器,操作人员需要对这些部件进行精确的调整,以确保纱线的平稳通过和正常的织造过程。
这些部件包括卷绕器、织造筘、织布剑等。
4. 监控生产过程:细纱机工艺需要操作人员对生产过程进行实时监控。
通过观察机器运行状态、检查织物质量、测量关键指标等,可以及时发现并解决潜在问题,确保产品的一致性和合格率。
5. 质量检验:在细纱机工艺中,质量检验是一个至关重要的环节。
操作人员应定期抽样检验织物的物理性能和外观质量,并与标准进行对比,以确保产品符合质量要求。
三、细纱机工艺的注意事项1. 安全第一:操作人员在进行细纱机工艺时,应始终关注安全问题。
遵守相关操作规程,正确使用防护设备,确保人身安全。
2. 熟练掌握技术:细纱机工艺是一项高要求的技术活,操作人员应熟练掌握各项技术要点,并进行不断的学习和提高。
只有通过丰富的经验和专业知识,才能更好地应对各种问题和挑战。
3. 环保生产:在细纱机工艺中,应尽量采用环保的生产工艺和原材料。
减少废弃物的产生,合理利用资源,保护环境。
4. 维护保养:细纱机是一台复杂的机器,操作人员应按照操作手册进行定期的维护保养,包括清洁、润滑、更换易损件等。
FA506型细纱机电气说明书(二)
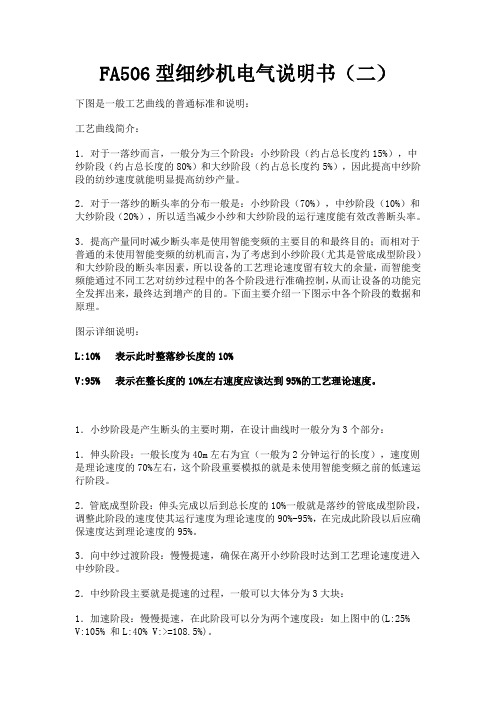
FA506型细纱机电气说明书(二)下图是一般工艺曲线的普通标准和说明:工艺曲线简介:1.对于一落纱而言,一般分为三个阶段:小纱阶段(约占总长度约15%),中纱阶段(约占总长度的80%)和大纱阶段(约占总长度约5%),因此提高中纱阶段的纺纱速度就能明显提高纺纱产量。
2.对于一落纱的断头率的分布一般是:小纱阶段(70%),中纱阶段(10%)和大纱阶段(20%),所以适当减少小纱和大纱阶段的运行速度能有效改善断头率。
3.提高产量同时减少断头率是使用智能变频的主要目的和最终目的;而相对于普通的未使用智能变频的纺机而言,为了考虑到小纱阶段(尤其是管底成型阶段)和大纱阶段的断头率因素,所以设备的工艺理论速度留有较大的余量,而智能变频能通过不同工艺对纺纱过程中的各个阶段进行准确控制,从而让设备的功能完全发挥出来,最终达到增产的目的。
下面主要介绍一下图示中各个阶段的数据和原理。
图示详细说明:L:10% 表示此时整落纱长度的10%V:95% 表示在整长度的10%左右速度应该达到95%的工艺理论速度。
1.小纱阶段是产生断头的主要时期,在设计曲线时一般分为3个部分:1.伸头阶段:一般长度为40m左右为宜(一般为2分钟运行的长度),速度则是理论速度的70%左右,这个阶段重要模拟的就是未使用智能变频之前的低速运行阶段。
2.管底成型阶段:伸头完成以后到总长度的10%一般就是落纱的管底成型阶段,调整此阶段的速度使其运行速度为理论速度的90%-95%,在完成此阶段以后应确保速度达到理论速度的95%。
3.向中纱过渡阶段:慢慢提速,确保在离开小纱阶段时达到工艺理论速度进入中纱阶段。
2.中纱阶段主要就是提速的过程,一般可以大体分为3大块:1.加速阶段:慢慢提速,在此阶段可以分为两个速度段:如上图中的(L:25% V:105% 和L:40% V:>=108.5%)。
2.最高速纺纱阶段:一般来说,纺纱速度达到最高是在整个长度的40%-50%出现,持续总长度的20%左右,此时的速度一定至少要达到108%的工艺理论速度,经过实测和多个厂家的反馈情况,最高速度一般能提高到110%以上。
国产FA506和FA507细纱机采用紧密纺技术的探讨

就关键部位对国产 F 5 6 F 0 A 0 、A5 7细纱 机进行改造 , 使之接近或
达到国外产 品的效果 , 这样既 能提高产 品质量又减 少 了设备 投 资, 是一种 比较行之 有效 的方法 。
1 紧密 纺机构 原 理及 国外成功机 型 简介
所谓紧密纺技 术是 在环锭细 纱机上 开发 的一种新 型装置 , 在细纱机牵伸装置前区增加 了一个纤维凝 聚 区, 消除前 罗拉 至
的纤维束 , 因此纺纱三角区基本上不存 在 , 以纺纱三角 区中的 所 纤维全部被凝 聚加捻成纱 , 且不存在 内外 纤维 张力的差异 , 并 从 而改进纱线 的强力 、 毛羽 、 伸长率等 纱线性 质 、 提高 细纱机工 并 作效率 。
( 特别是毛羽)纱 线强力和弹性 、 、 纺纱运行性能 ( 断头 ) 和游离 飞 花( 环境洁净度) 的影响 , 等 以提高成纱质量 。 比如绪森 E ie l 紧密纺环锭细纱机上增 加了辅助 的前 上罗 T 拉及开有槽缝的空心异形 吸风管 , 上面覆盖有 可 回转 运动带 细 孔 的皮圈 , 当纤维束经过牵 伸系统后 , 即到达集 束部 分 , 槽 立 带 缝吸管的负压气流经过 覆盖在异 形吸管带 孔的皮 圈 , 流使离 气 开前 罗拉钳 口的纤维受到集束控制 , 使纺纱三角 区减少 或消除 ,
FA506型细纱机实施赛络纺改造的实践

摘 要 : 探 讨细纱机赛络 纺改造方法和效果 。阐述 了赛络 纺纱技 术的原 理及其 优点 . 绍 了 F 5 6型 细 介 A0
纱机 的 赛 络 纺 改 造 方 法和 步骤 , 对 赛 络 纱 、 统 环锭 纱 及 传 统 环 锭 纺 股 线 的 性 能进 行 了比 较 分 析 , 果 表 明 : 并 传 结 在 相 同 配 棉 条 件 下 , 络 纺 纱 的条 干 和 强 力 比 相 同线 密度 股 线 稍 差 或 基 本 相 当 , 明 显 优 于 相 同 线 密 度 的 传 统 赛 但
原 有 的 F 5 6型细 纱 机 进行 了赛 络纺 改 造 , A0 并进
1 赛 络 纺 的 纺 纱 原 理 及 特 点
随着 纺 纱行 业 竞 争 的 加 剧 , 络 纺 纺 纱 技 术 赛
行 了小批 量试 纺 。 因为赛 络纺 织物 有较 好 的透气
性 和 丝 状 手 感 , 外 观 上 有 较 好 的 光 泽 , 有 较 好 在 并 的悬 垂 性 和 挺 括 性 。 运 用 这 些 特 殊 性 能 可 以 开 发 出 常 规 纺 织 品 所 不 能 比 拟 的 中高 档 织 物 及 具 有 各
第3 9卷
第 1期
辞 蝠织 技 术
Co t n Te te Te h oog to x i c n l y l
21年 1 01 月
F 5 6型 细 纱 机 实 施 赛 络 纺 改 造 的 实 践 A0
苏旭 中 徐 耀 林 谢 春 萍 吴登 鹏 马 英 洁
( 南 大学 , 苏 双 山集 团股 份 有 限 公 司 ) 江 江
( in n n Unv ri ,Ja gu S u n sa o p So k C . Ld ) Ja g a iest in s h a gh n Gru tc o , t 。 y
HFJA506紧密纺加工纤维素纤维纱生产实践

2H J 5 6 置 特 点 及 产 品 适 纺 性 FA 0 装
分 析
H J 56 FA 0 紧密装置 主要定位 在现有设备 的
改造 ,并 能够 兼顾 同现 有各 个 厂家 的新 机配套 。 传 动形式 采用 了网格 圈积极 传 动方式 , 异 型截 在
面 负压 吸管 内加装 一根 带齿 小 罗拉 , 带齿 小 罗拉
选 择集 聚工 艺 , 其 应 该 充 分 考 虑 细度 、 度 、 尤 长 强力 、 抱合 力 等相关 因素对气 流 场 的影响 。纤维
了华 方 紧密纺纱 装 置纺 制高 档纤 维素 纤维纱 线 。
从生 产实践来看 , 达到 了较 为满 意 的效果 。
1 维 素 纤 维 的 特 点 及 对 紧 密 集 聚 纤
次 污染 车间 , 同时 采用 流 量控 制 技 术 , 保 车 头 确
l. 1 15
6
1 5
44 25 .2 7
普通纺
表3天 丝质 量数据 .
条干
98 .9 1.8 12 11 2 _8
亟=强 ) H =塑 纺 f [ 互二 紧密
4 5 .7
备注
Io 4 8
@
江苏 织J N  ̄ E TL 纺 I G U XI A ¥T E
l 技】 科
的转 动通过 过桥 齿轮 由带 齿前 罗 拉传 动 , 网格 圈 的运 动 是 通过 小 罗 拉 和紧 密 纺胶 辊 的钳 口夹持
表2Mo e 量数 据 . dl 质
条 干 细 节  ̄ d18 5 1.0 oe 1. O 1 0 1.0 09 1 M dl48 1.0 oe1. 07 O 粗节 2 2 5 棉结 1 4 1 0 l 5 H 强力 ( ) 备注 紧密 纺 普通纺 紧密纺 34 3O .9 8 42 3O . 2 6 28 20 . 5 9
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
FA506细纱机的生产工艺实践
杨蓓红(南通第三棉纺织厂)
我厂于2000年12月购买山西经纬纺织机械厂的FA506型细纱机22台,通过一段时间的使用,熟悉了该机的机械性能、工艺性能和其配套状况。
FA506型细纱机纺纱适应性广,工艺部件设计合理,设备性能可靠,成纱质量稳定,特别是在降低成纱条干CV%值方面显得尤为突出。
一、FA506型细纱机的特点
FAS06型细纱机全机齿轮统一采用两个模数的钢齿轮,齿轮传动精度高,有利提高纺纱质量、齿轮、凸轮等运动表面采用自动滴油装置,运转时无需人工加油,减少保全保养工作,导纱板升降采用位叉延时结构,导纱板动程大,大纱时最小气圈高度增加,减少大纱时断头,牵伸装置采用弹簧摇架加压,滚针罗拉轴承,罗拉连接采用了精度配合,上罗拉采用双列滚珠轴承,前、后罗拉采用等分、斜齿结构,有利于提高成纱质量。
二、FA506型纺纱工艺探讨
了解该机型特点以后,工艺上进行了一些参数选择试验,为了摸清FA506型细纱机的最佳工艺,我们在C14.5tex品种上采用L4(23)三因素二水平正交试验,及其它品种上不同的有关工艺试验。
细纱主要工艺配置情况见表1
L4(23)
三、试验结果(见表2)
表2 C14.5tex试验结果
从上表的试验结果来看,方案2工艺较全面反映FA506型细纱机成纱质量水平,为了更进一步地进行工艺试验,提高成纱的内在质量,我们在提高半制品质量的前提下,不断在细纱机上挖潜力,在原方案2的工艺试验的基础上,再进一步进行细纱改变后区牵伸试验,由原来的1.20倍调整到1.10倍,生产稳定正常,成纱质量又得到了一定的提高,条干水平达到了97乌斯特公报的25%水平。
目前已大面积采用此工艺。
在后区工艺改变使质量改观后,我们又在细纱皮辊上做文章,目前,细纱皮辊来提高细纱的条干水平是最行之有效的办法,我们采用如车马塘的NFR-888和进口皮辊ArmstrongJ-63进行同锭对比试验,条干CV%从17.0l%改进至16.28%,该品种目前稳定在97乌斯特公报5%~25%水平。
进口皮辊因价格昂贵,购买数量不多。
我们主要采用国产的W888皮辊,从使用情况可以认为,质量稳定,信誉较好。
最近,我们还在半制品质量上进行一些工艺试验,如提高粗纱捻系数,减少意外牵伸,充分发挥FA506型牵伸,加压机构的作用,不断提高产品质量。
纺纱的过程是一个系统工程,一定要从原料的性能和设备的状态以及其它有关因素、各机配件的多重考虑,才能选择较为完整、合理的工艺参数上车。
目前,我们在进一步探讨各种品种的不同工艺,为提高我厂的成纱质量水平和充分挖掘FA506型细纱机的纺纱特点而努力。