变形镁合金及其成形工艺
ZK61M变形镁合金铸造工艺研究
ZK61M变形镁合金铸造工艺研究周江;刘科研;金龙兵;张宏伟;张燕飞【摘要】ZK61M变形镁合金铸造过程中经常出现铸锭表面开裂.据此试验研究了合金成分(Zn、Zr含量)对铸锭组织和性能的影响,铸造工艺参数(铸造温度、冷却强度、铸造速度、结品器)对铸锭质量和开裂缺陷的影响,铸锭均匀化丁艺参数对铸锭组织和加工塑性的影响.确定了ZK61M镁合金的成分范嗣,w(Zn)=5.3%~5.5%,w(Zr)=0.6%~0.8%;优化了铸造工艺参数,防止熔体过热,铸造温度695℃~705℃,铸造速度36 mm/min~40 mm/min,改进结晶器,减少二次水冷却强度;铸锭均匀化工艺参数390℃ 12 h.这样形成了ZK61M镁合金铸锭稳定的生产工艺,大大减少了铸锭表血开裂.【期刊名称】《轻合金加工技术》【年(卷),期】2010(038)008【总页数】4页(P13-16)【关键词】ZK61M变形镁合金;铸锭开裂;铸造工艺【作者】周江;刘科研;金龙兵;张宏伟;张燕飞【作者单位】东北轻合金有限责任公司,黑龙江,哈尔滨,150060;东北轻合金有限责任公司,黑龙江,哈尔滨,150060;东北轻合金有限责任公司,黑龙江,哈尔滨,150060;东北轻合金有限责任公司,黑龙江,哈尔滨,150060;东北轻合金有限责任公司,黑龙江,哈尔滨,150060【正文语种】中文【中图分类】TG292根据生产工艺不同,镁合金可分为铸造镁合金和变形镁合金。
由于镁合金属于密排六方结构,塑性变形能力差,很难加工成板、带、棒、型材和锻件,因此当前应用较广的是铸造镁合金,采用铸件作为结构材料使用。
变形镁合金的生产难度很大,技术也不完善,成为限制镁合金广泛应用的主要问题。
本课题针对ZK 61M变形镁合金铸造过程中经常出现的表面开裂问题进行系统分析,深入分析ZK61M镁合金的强韧化机理,通过对合金成分、铸造工艺以及均匀化工艺展开全面研究,确定合金成分的合理配比,优化熔铸工艺,保证铸锭质量,制定均匀化处理制度,减少开裂,提高成品率,最终形成稳定、成熟的铸造生产工艺。
镁合金的冲压成形工艺

镁合金的冲压成形工艺近年来镁合金发展速度很快,每年都以20%~30%的速度增长。
镁合金广泛用于汽车、摩托车、自行车等一些交通工具领域内,采用最多的加工方法是模具冲压成形。
冲压生产相比其它成形加工方法来说,具有生产率高,操作简单,零件表面光洁,尺寸精度高,强度和刚度大等优点。
因此,特别适合于车辆的内外壳板、承载零件、散热片、挡泥板等之类零件。
它的冲压性能和成形方法有别于钢板和铝板的成型工艺。
要扩大镁合金的应用范围,研究镁合金板材冲压技术具有重要义。
镁合金的冲压成形冲压加工是借助于常规或专用冲压设备的动力,使板料在模具里直接受到变形力并进行变形,从而获得一定形状,尺寸和性能的产品零件的生产技术。
板料,模具和设备是冲压加工的三要素。
冲压加工是一种金属冷变形加工方法。
所以,被称之为冷冲压或板料冲压,简称冲压。
它是金属塑性加工(或压力加工)的主要方法之一,也隶属于材料成型工程技术。
冲压所使用的模具称为冲压模具,简称冲模。
冲模是将材料(金属或非金属)批量加工成所需冲件的专用工具。
冲模在冲压中至关重要,没有符合要求的冲模,批量冲压生产就难以进行;没有先进的冲模,先进的冲压工艺就无法实现。
冲压工艺与模具、冲压设备和冲压材料构成冲压加工的三要素,只有它们相互结合才能得出冲压件。
与机械加工及塑性加工的其它方法相比,冲压加工无论在技术方面还是经济方面都具有许多独特的优点。
主要表现如下。
(1)冲压加工的生产效率高,且操作方便,易于实现机械化与自动化。
这是因为冲压是依靠冲模和冲压设备来完成加工,普通压力机的行程次数为每分钟可达几十次,高速压力要每分钟可达数百次甚至千次以上,而且每次冲压行程就可能得到一个冲件。
(2)冲压时由于模具保证了冲压件的尺寸与形状精度,且一般不破坏冲压件的表面质量,而模具的寿命一般较长,所以冲压的质量稳定,互换性好,具有“一模一样”的特征。
(3)冲压可加工出尺寸范围较大、形状较复杂的零件,如小到钟表的秒表,大到汽车纵梁、覆盖件等,加上冲压时材料的冷变形硬化效应,冲压的强度和刚度均较高。
镁合金搅拌摩擦焊接工艺及其接头成形机理研究
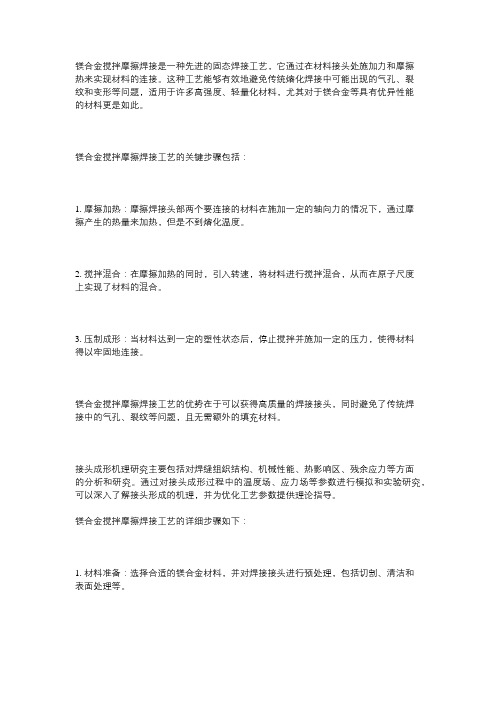
镁合金搅拌摩擦焊接是一种先进的固态焊接工艺,它通过在材料接头处施加力和摩擦热来实现材料的连接。
这种工艺能够有效地避免传统熔化焊接中可能出现的气孔、裂纹和变形等问题,适用于许多高强度、轻量化材料,尤其对于镁合金等具有优异性能的材料更是如此。
镁合金搅拌摩擦焊接工艺的关键步骤包括:1. 摩擦加热:摩擦焊接头部两个要连接的材料在施加一定的轴向力的情况下,通过摩擦产生的热量来加热,但是不到熔化温度。
2. 搅拌混合:在摩擦加热的同时,引入转速,将材料进行搅拌混合,从而在原子尺度上实现了材料的混合。
3. 压制成形:当材料达到一定的塑性状态后,停止搅拌并施加一定的压力,使得材料得以牢固地连接。
镁合金搅拌摩擦焊接工艺的优势在于可以获得高质量的焊接接头,同时避免了传统焊接中的气孔、裂纹等问题,且无需额外的填充材料。
接头成形机理研究主要包括对焊缝组织结构、机械性能、热影响区、残余应力等方面的分析和研究。
通过对接头成形过程中的温度场、应力场等参数进行模拟和实验研究,可以深入了解接头形成的机理,并为优化工艺参数提供理论指导。
镁合金搅拌摩擦焊接工艺的详细步骤如下:1. 材料准备:选择合适的镁合金材料,并对焊接接头进行预处理,包括切割、清洁和表面处理等。
2. 摩擦加热:将两个要连接的镁合金材料端面互相接触,并施加一定的轴向力。
然后,在这种状态下,通过旋转工具(例如圆柱形钎焊头)施加一定的摩擦力,使材料端面之间产生摩擦,并产生大量的热量。
3. 搅拌混合:随着摩擦加热的继续,材料开始变软且具有塑性。
在此阶段,继续旋转工具并施加压力,使工具沿接头方向进行横向搅拌混合。
这样可以将材料的晶粒结构重新排列,从而实现了材料的混合。
4. 压制成形:当材料达到一定的塑性状态时,停止搅拌并继续施加一定的压力。
这将使得材料得以牢固地连接,并形成焊接接头。
压力的大小和持续时间要根据具体材料和工艺进行调整。
通过以上步骤,可以实现镁合金材料的搅拌摩擦焊接。
镁合金的塑性变形及再结晶热处理对其组织性能的影响

4
轧制前的平均晶粒尺寸约40um, 15%压下量轧制并退火后平均晶粒
3.3 EX-AZ31B: tensile properties on different directions
TD 45
TD
orientation
σb/ MPa
σ0.2/ MPa
δ/ %
ED
280.0
200.4
13.2
ED
45°
258.0
125.2
19.0
TD
276.0
107.4
16.2
ED
350
➢ 有色金属材料制品中70%以上是板、带材,轧制变形 镁合金板材的研究和加工技术的突破对开发变形镁合 金产品有重要促进作用。
2、变形镁合金塑性变形原理
➢ 镁合金的塑性变形特征:HCP晶体结构及c/a轴比值造成镁的 塑性变形困难。
➢ 塑性变形机制:滑移、孪生、超塑性; ➢ 板材塑性加工方法:热加工、温加工、冷(常温)加工;
压下量
14
退火工艺
15%
30%
45%
55%
12
200度退火1h
8.9um
6.9um
5.8um
4.9um
10
400度退火5min
12.1um
8.2um
7.5umum
9.2um
7.8um
7.0um
6
annealing1h at 2000c annealing1h at 3500c
0.01 s-1
0.1 s-1
1 s-1
5s-1
10s-1
1
σ
1 0.0227
l 82
n
Z 5.5 5 1 01 2
镁合金板材超塑性成形性能及变形失稳

镁合金板材超塑性成形性能及变形失稳文章研究了轧制AZ31B镁合金板材的超塑性与变形失稳,对镁合金板材进行了超塑性拉伸试验和超塑性凸模胀形试验。
通过对AZ31B镁合金进行超塑性单向拉伸(初始应变比?籽00)实验,研究其在不同加载途径下变形过程中板平面内的两主应变(?着1,?着2)的分布和最小截面处的应变路径变化。
结果表明:在一定变形速度与温度下,工业态AZ31B镁合金板材具有优良的超塑性;在变形温度为573K中温条件下的超塑性成形性合乎成形零件的基本要求。
标签:AZ31B镁合金;超塑性;成形性能;变形失稳Abstract:The superplasticity and deformation instability of rolled AZ31B magnesium alloy sheet were studied in this paper. The superplastic tensile test and the bulging test of superplastic convex die were carried out on the magnesium alloy sheet. The superplastic uniaxial tensile test (initial strain ratio ρ00)were carried out on AZ31B magnesium alloy. The distribution of two principal strains (?著1,?着2)and the variation of strain path at the minimum cross section in the plate plane during different loading paths are studied. The results show that the industrial AZ31B magnesium alloy sheet has excellent superplasticity at a certain deformation rate and temperature,and the superplastic formability at a deformation temperature of 573K meets the basic requirements of forming parts.Keywords:AZ31B magnesium alloy;superplasticity;formability;deformation instability目前,工业中的铝、钛等合金零件的生产多使用超塑性成形工艺,而超塑性成形工艺较少用于镁合金零件的生产过程。
热处理工艺对镁合金材料的成形性和耐腐蚀性的改善

热处理工艺对镁合金材料的成形性和耐腐蚀性的改善镁合金是一种轻质高强度材料,具有优良的物理和机械性能,广泛应用于航空、汽车、电子等领域。
然而,镁合金材料在成形性和耐腐蚀性方面存在一定问题。
通过热处理工艺可以有效改善镁合金材料的成形性和耐腐蚀性。
首先,热处理工艺可以改善镁合金材料的成形性。
镁合金材料的塑性低,容易形成裂纹和变形,限制了其在复杂形状的成型工艺中的应用。
常用的热处理工艺包括固溶处理、固溶时效处理等。
固溶处理可以使镁合金材料的晶粒尺寸变小,晶界粘结性增强,提高了其塑性和韧性。
固溶时效处理通过在固溶后进行时效处理,可以进一步改善材料的成形性能。
热处理后的镁合金材料具有较好的塑性,可以通过挤压、压铸等复杂成形工艺加工成各种复杂结构。
另外,热处理工艺也可以改善镁合金材料的耐腐蚀性。
镁合金材料在大气环境和潮湿条件下易被氧化、腐蚀,影响其使用寿命。
热处理工艺可以通过改变材料的晶体结构和表面特性,提高其耐腐蚀性。
例如,热处理可以使镁合金材料晶粒细化,晶界变得清晰,减少了腐蚀介质对材料的侵蚀。
同时,热处理工艺还可以通过形成表面氧化层提高镁合金材料的耐腐蚀性。
氧化层能够起到隔离和保护作用,减少腐蚀介质对镁合金材料的侵蚀。
此外,热处理工艺对镁合金材料的热稳定性和机械性能也有一定影响,进一步改善了材料的成形性和耐腐蚀性。
热处理过程中的加热和冷却过程可以调控材料的晶粒尺寸和组织结构,使其具有较好的热稳定性。
热处理还可以改善镁合金材料的硬度、强度和韧性,提高材料的抗拉、抗压等机械性能,从而进一步提高材料的成形性。
综上所述,热处理工艺可以改善镁合金材料的成形性和耐腐蚀性。
通过热处理工艺可以使材料的晶粒尺寸变小,晶界粘结性增强,提高材料的塑性和韧性,从而改善了其成形性。
同时,热处理工艺还可以形成表面氧化层,提高材料的耐腐蚀性。
热处理工艺对镁合金材料的热稳定性和机械性能也有一定影响,进一步提高了材料的成形性和耐腐蚀性。
镁合金材料的制备与性能优化

镁合金材料的制备与性能优化镁合金是一种重要的结构材料,具有轻质、高强度和优良的机械性能等特点,在航空航天、汽车制造以及电子设备领域有着广泛的应用。
本文将探讨镁合金材料的制备方法及性能优化的相关研究。
一、镁合金制备方法镁合金的制备方法多种多样,常见的有熔炼法、粉末冶金法和挤压工艺等。
熔炼法是将镁及其合金化元素加热至熔点,通过浇铸、压力铸造等方法制备成型。
粉末冶金法则是将镁合金粉末与合金元素粉末混合,经过压制和烧结等工艺制备成型。
挤压工艺是将镁合金坯料放入挤压机中,通过挤出模具塑性变形得到所需形状。
二、镁合金材料性能优化1. 合金元素控制镁合金的性能优化离不开合金元素的选择和控制。
添加适量的合金元素,如铝、锌、锰等,可以有效提高其强度和耐腐蚀性能。
同时,通过调整合金元素的含量和配比,还可以优化材料的塑性、热处理响应等特性。
2. 热处理工艺热处理是一种常用的优化镁合金材料性能的方法。
通过调整热处理工艺参数,如温度、时间和冷却速率等,可以改善材料的晶体结构、晶粒尺寸和组织均匀性。
常用的热处理方式包括时效处理、固溶处理和退火处理等。
3. 成形工艺成形工艺是对镁合金材料性能进行优化的关键环节之一。
采用适当的成形工艺可以改善材料的力学性能和表面质量。
常见的成形工艺包括挤压、轧制、拉伸和锻造等。
这些工艺在加工过程中可以显著改变材料的晶粒形貌和取向分布,从而得到优化的力学性能。
4. 表面处理表面处理是对镁合金材料性能进行提升的重要手段。
常用的表面处理方法有化学处理、电化学处理和改性涂层等。
这些方法可以改变材料表面的化学成分和物理状态,提高材料的耐腐蚀性、摩擦性能和界面黏附性等。
5. 微观组织分析微观组织分析是评价镁合金材料性能的关键手段。
通过显微镜、扫描电子显微镜和透射电子显微镜等测试设备,可以观察和分析材料的晶粒形貌、晶界分布和相组成等特征。
这些分析结果对于优化材料制备和性能改善具有指导作用。
三、镁合金材料的应用前景随着科技的不断进步和人们对轻质、高强度材料需求的增加,镁合金材料的应用前景广阔。
镁合金的分类及特点

镁合金的分类及特点镁合金的分类镁合金是以金属镁为基体,通过添加一些其它的元素而形成的合金,镁合金中添加的合金元素主要有Al、Zn、Mn、Si、Zr、Ca、Li以及部分稀土族元素等[10],一般说来镁合金的分类依据有以下三种:合金化学成分、成形工艺和是否含锆。
镁合金按合金化组元数目可分为二元、三元和多元合金体系。
常见的镁合金体系一般都含有不止一种合金元素。
但在实际中,为了分析方便,简化和突出合金中主合金元素的作用,可以把镁合金分为Mg-Mn、Mg-Al、Mg-RE、Mg-Th、Mg-Li 和Mg-Ag 等合金系列[11]。
'按合金中是否含锆,镁合金可划分为含锆和不含锆两大类。
最常见的含锆镁合金系列为:Mg-Zn-Zr、Mg-RE-Zr、Mg-Th-Zr、Mg-Ag-Zr 系列。
不含锆镁合金有:Mg-Zn、Mg-Mn和Mg-Al 系列。
目前应用最多的是不含锆压铸镁合金Mg-Al 系列。
含锆和不含锆镁合金中均既包含着变形镁合金,又包含着铸造镁合金。
锆在镁合金中的主要作用就是细化镁合金晶粒。
含锆镁合金具有优良的室温性能和高温性能。
遗憾的是Zr不能用于所有的工业合金中,对于Mg-Al 和Mg-Mn 合金,由于冶炼时Zr与Al及Mn形成稳定的化合物,并沉入坩埚底部,无法起到细化晶粒的作用[12]。
按成形工艺镁合金可分为两大类,即变形镁合金和铸造镁合金。
变形镁合金是指可用挤压、轧制、锻造和冲压等塑性成形方法加工的镁合金。
铸造镁合金是指适合采用铸造的方式进行制备和生产出铸件直接使用的镁合金[11]。
变形镁合金和铸造镁合金在成分、组织和性能上存在着很大的差异。
目前,铸造镁合金比变形镁合金的应用要广泛,但与铸造工艺相比,镁合金热变形后合金的组织得到细化,铸造缺陷消除,产品的综合机械性能大大提高,比铸造镁合金材料具有更高的强度、更好的延展性及更多样化的力学性能[13]。
因此,变形镁合金具有更大的应用前景。
主合金元素的作用根据镁合金的强化效果,其合金的元素可以分为三类[14,15]:1)既提高强度又提高韧性的合金元素,按作用效果顺序为:(强度标准:Al、Cn、Ag、Ce、Ga、Ni、Cu、Th;韧性标准:Th、Ga、Zn、Ag、Ce、Ca、Al、Ni、Cu;2)强化能力较低,提高韧性的元素:Cd,Ti和Li;3)强化效果较好,但使韧性降低的元素:Sn、Pb、Bi和Sb。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
变形镁合金及其成形工艺镁合金具有密度低、比强度和比刚度高、电磁屏蔽效果好、抗震减震能力强、易于机加工成形和易于回收再利用等优点,在航空、航天、汽车、3C产品以及军工等领域的具有广泛的应用前景和巨大的应用潜力。
目前,镁合金的应用大多数是以模铸、压铸以及半固态成形等工艺来生产产品。
这些工艺生产的产品,存在着组织部太致密、成分偏析,最小厚度偏大、力学性能偏低等缺憾,不能充分发挥镁合金的性能优势。
研究和实践表明,塑性变形能够改善镁合金的组织和力学性能,大大提高镁合金的强度和塑性,同时,很多领域重要结构材料需要用的板材、棒材、管材和型材等只能用塑性成形工艺来制取,而不能利用铸造等工艺来生产,所以,变形镁合金及其成形工艺的研究越来越受到重视。
但是,由于镁合金晶体结构是密排六方(Hcp),塑性较差,成形困难,成材率低,加之人们对镁合金易燃、不耐腐蚀等缺点的过分夸张甚至是错误的认识,导致变形镁合金没有得到大规模应用,变形镁合金及成形工艺的研究没有引起足够的重视和深入的开展。
目前变形镁合金的板材、型材以及锻件等生产仍集中在航空航天及军事等高端领域或部门,没有普及到一般民用领域。
在当今社会节约资源和减少污染成为社会可持续发展战略的要求的背景下,急需加快研究步伐,转变观念,以推动变形镁合金镁在民用领域的应用。
本文旨在总结变形镁合金及成形工艺的成果,探讨变形镁合金及其成形工艺的研究方向。
变形镁合金的合金系变形镁合金主要分为四个系列(美国标准):AZ系列(Mg-Al-Zn),AM系列(Mg-Al-Mn),AS系列(Mg-Al-Si),AE系列(Mg-Al-Re)。
中国变形镁合金牌号为MB系列。
几个主要工业发达国家的变形镁合金标准及牌号见表1所示。
变形镁合金以AZ系应用最为普遍,其中又以MB2应用最为广泛。
需要指出的是变形镁合金中MB2的合金成分与AZ31B不同,其力学和成形性能比AZ31B稍差些,介于AZ31B和AZ31C二者之间。
表1 变形镁合金牌号对照表新近研究开发的变形镁合金如:Mg—Li系合金,由于锂的加入,Mg-Li系合金成为最轻的变形镁合金,金属Li的密度只有0.53g/cm3,用Li作合金元素,除降低密度外,Li的加入可以在合金中形成具有bcc结构的β相,显著改善镁合金的塑性,变形加工能力大大增强。
在变形镁合金系中加入稀土元素后,如在Mg-Zn系合金中加入Y、Ce、Nd以及Re等元素,能够显著改善变形镁合金的耐蚀性和高温性能,形成新的合金品种。
与铸造镁合金相比,变形镁合金具有更高的强度和塑性,作为板材、型材以及锻压成形零件,可以应用在航空航天、汽车、3C及军工等各个领域,发挥出其独特的优势。
利用变形镁合金比重小、比刚度、比强度高的特点,广泛地应用在一些对重量特别敏感的手提工具、体育器材、航空航天、汽车等领域中。
利用镁合金质轻,减震、电磁屏蔽等优良性能,来制作手提电脑、手机以及便携音像器具等设施的外壳等,能够达到轻巧、美观(金属质感)、耐用等效果。
有关各类变形镁合金的主要用途见表2所示。
随着新型镁合金及其成形工艺不断研究深入,变形镁合金的用途和应用范围将会不断扩大。
表2 变形镁合金的主要用途变形镁合金的变形特征1 镁合金的结构特点镁属于密排六方晶体结构,在室温下只有1个滑移面(0001),也称基面、底面或密排面,滑移面上有3个密排方向[ 20]、[ 110]和[ 2 0],即密排六方晶体在室温下只有3个滑移系,其塑性比面心和体心立方金属都低,塑性变形需要更多地依赖于滑移与孪生的协调动作,并最终受制于孪生;滑移与孪生的协调动作是镁合金塑性变形的一个重要特征。
室温下,镁合金的塑性较差,变形困难,且易出现变形缺陷,是镁合金自身性质决定的,也是制约变形镁合金加工成形的本质原因。
2 镁合金的应力应变曲线根据实验测得镁合金室温下的伸长率一般不超过20%,塑性变形能力低,不能满足大多数金属成形工艺的要求。
温度对变形镁合金的塑性影响很大,温度愈高,塑性愈好,变形抗力愈低,易于成型加工。
提高变形温度,能够使镁合金晶体内棱面、锥面的滑移系启动,显著的改善镁合金的塑性。
在温度高于2200C时,镁晶体中的附加滑移面[10 1]开始起作用,变形容易的多。
因此变形镁合金主要是在300~4000C温度范围,就可以顺利进行挤压、轧制和锻造等成形工艺。
温度过高,则材料氧化严重,成形加工性能变差。
变形镁合金的成形工艺与其他易成形金属一样,变形镁合金几乎可以用所有的金属塑性成形工艺来实现成形。
成形原理相同,不同的是具体工艺参数的变化。
1 挤压成形工艺典型的挤压成形工艺流程为:挤压坯生产→加热→挤压→矫直→热处理变形镁合金的加热温度一般不超过4000C,可用电炉加热挤压坯,一般不需要保护气氛。
挤压温度为300~4000C之间。
挤压截面收缩范围在10:1~100:1之间。
在挤压过程中,由于大变形而产生大量的热量,需要采取冷却措施,以避免温度过高,出现热裂纹。
坯料挤压成型后进行热处理,可以获得细小而均匀的合金组织,去除残余应力,稳定形状和尺寸,改善其使用性能。
金属挤压工艺生产变形镁合金型材和管材目前国内还不太成熟,尤其是生产薄壁管材和高精度型材还有困难,主要缺陷有裂纹、皱纹和扭曲等。
2 轧制工艺变形镁合金板材的生产主要是通过轧制工艺来完成,挤压和铸造很少采用。
轧制工艺流程如下:铸锭铣面→铸锭均匀化→加热→开坯→板坯剪切→板坯加热→粗轧→酸洗→加热→中轧→中断或下料→加热→精轧→产品退火→精整→氧化上色→涂油包装。
镁合金板材的轧制采用热轧方式,必要时进行中间退火。
采用多道次、小压下量工艺进行轧制。
一般厚度20-80mm的板材为厚板,厚度6-20mm为中板,薄板厚度在0.5-6mm范围。
(1)厚板轧制工艺板坯通常在轧制前要在轧制面或侧面铣面并经过探伤检查。
要求板坯内部组织均匀,晶粒细小,第二相分布均匀。
采用带有空气循环的电阻链式加热炉加热,加热温度一般为450-5000C,加热过程中要使炉膛内温度分布均匀,避免局部高温。
在轧制过程中要保证轧制温度在2500C以上,确保合金具有良好塑性变形能力。
镁合金中板和厚度的组织和性能主要取决于终轧温度。
随着终轧温度的提高,除伸长率增加外,抗拉强度和屈服强度均有所下降。
(2)薄板轧制工艺薄板生产采用轧制板坯或者挤压板坯。
热轧时加热温度一般比铸锭温度低30~600C,加热时间主要取决于加热温度、板坯厚度、装炉量及采用加热炉的形式。
常用的板坯加热炉有箱式电阻空气循环电阻加热炉。
一般采用厚度为5~6㎜,特殊情况用厚度3㎜的镁板作为薄板坯。
薄板在轧制过程中要保证轧辊的温度维持在200~2500C范围,轧辊温度过低会降低合金的轧制性能和表面质量,而温度过高难以保证板材平直度。
镁合金板材在轧制以后一般要进行退火热处理,使加工组织发生回复和再结晶,消除应力。
镁合金冷作硬化的敏感性很大,矫顽力很高,低温下很难矫平,因此厚板在较高温度下矫直。
由于镁合金滑移系小,一般采用辊式矫直而不是拉伸矫直的方法。
变形镁合金板材的生产,我国已具备工业化生产能力,洛阳铜加工厂铝镁分厂可以生产多品种多规格变形镁合金板材,如MB1、MB2、MB3、MB8以及AZ31B等合金的厚板、中板和薄板。
重庆大学轻金属工程研究中心经过研究,已具备生产镁合金板材的自主产权生产技术,已经生产出0.35-1.2mm的薄板,性能优异,板型良好。
3 锻造成形工艺镁合金可以锻造成不同的尺寸和形状,镁合金锻造精度可以达到同其他金属一样的程度,并且根据锻造尺寸和设计不同而有所变化,镁合金锻件的性能要比铸件具有更好的力学性能和更理想的内部组织。
变形镁合金的锻造设备一般为液压锻压机或机械式锻压机。
镁合金的导热性能好,传热速度快,如果模具温度过低会导致镁合金工件激冷而形成裂纹,一般模具需要加热,加热温度应在220℃以上。
变形镁合金的锻造温度一般在350℃以上,保证良好的塑形,以便于成形。
高温下,镁合金的表面摩擦系数较大,流动性差,黏附力大,充填较深的垂直模孔较为困难,因此,除了模具设计应注意此特点外,必须采取适当的润滑。
润滑剂可选用石墨粉或者二硫化鉬。
目前变形镁合金的锻造成形主要用于航空航天领域的重要零件的等温锻造,如大型直升机的上机匣。
近期据报道美国汽车研究协会对汽车某些零部件使用锻造镁合金很感兴趣,如汽车仪表盘、车门内侧面等,并加大研究力度。
4 板材成形工艺(1)弯曲成形弯曲是最普通最简单而应用广泛的成形方法,几乎出现在所有的薄板成形工艺中,它可以直接作为单独的成形工艺,也可以作为其他成形方法的一道工序,如拉伸、卷曲或者沉头孔压型等。
简单的弯曲就是将一块平板金属沿着给定半径的工具进行弯曲,一般可以得到任何期望的弯曲角。
按照弯曲工艺所用的设备和工具不同,可以分为:压弯、折弯和滚弯三种类型。
弯曲成形的冷成形工艺只限于具有弯曲半径大的中等变形零件;热成形时,由于板材温度的原因,板材的塑性得到改善,可以成形任意弯曲半径的零件。
弯曲成形过程中会发生回弹现象,需要在模具设计予以考虑。
弯曲成形中产生的残余应力,也需要采取措施,消除和释放残余应力。
消除残余应力,需要加热工件并保温一定时间。
(2)拉延成形拉延成形是薄板立体成形中最为重要的塑性成形工艺,能够成形各种各样的零件,如平底圆筒形零件,复杂的汽车覆盖件、手提电脑外壳、手机外壳以及其它3C产品的壳体零件。
镁合金薄板的拉延性能与板材的塑性应变比r和应变强化指数n以及成形温度、速度、工件形状及摩擦润滑等工艺条件有很大关系。
拉延成形工艺与镁合金的其他成形工艺一样,成形温度非常重要,一般说来,随着温度的升高,镁合金薄板的深拉延性能可得到明显改善。
板材要加热到3000C 以上,凹模要加热到2000C 以上,否则很难成形。
据报道德国奥迪汽车公司采用热拉延(热冲压)生产镁合金汽车车门内饰板,减重效果明显。
据Aida, Shuhei研究AZ31B薄板的冲压性能,在473K,薄板的冲压极限可达3.2,最大延伸率可达80-90%,冲压性能得到明显改善。
笔者利用板厚为0.6mm 的AZ31B 镁合金薄板,通过优化模具设计参数,优化冲压工艺参数,在一般的机械冲压机上,于2004年5月首次成功冲压某机型手机面板。
工艺参数具体为:凹模温度300C左右,凸模温度1200C左右,板坯温度3000C左右。
在工艺参数控制准确的情况下,制品表面质量符合要求,无皱折、毛刺等缺陷。
该手机面板具有质的轻、刚性强、手感好和形状稳定等优点。
结语变形镁合金具有诸多优良性能,加之资源丰富,市场潜力巨大,应用前景广阔。
只要工艺参数合理科学,变形镁合金可以适应任何金属成形工艺,生产出所需要的产品。
今后需要研制新的合金系,通过添加稀土等合金元素,改善合金性能,研究成形工艺的理论和实践,降低成本,提高成材率,提高产品质量,以拓展变形镁合金的应用领域。