XX装置工艺卡片模板
(精编)生产工艺涂装工艺卡片模板
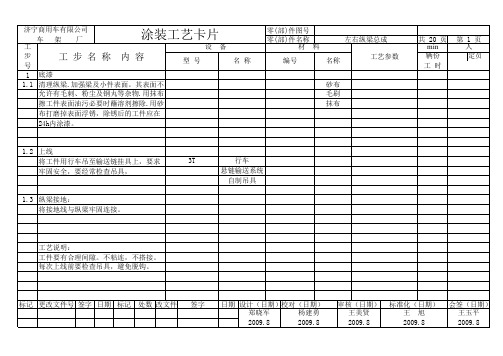
零(部)件名称工步定员号11.11.21.3标记更改文件号签字日期标记处数签字日期王 旭王玉平2009.82009.82009.82009.8自制吊具悬链输送系统布打磨掉表面浮锈,除锈后的工件应在牢固安全,要经常检查吊具,将接地线与纵梁牢固连接。
擦工件表面油污必要时蘸溶剂擦除.用砂工艺参数min 工 步 名 称 内 容 车 架 厂共 20 页第 1 页左右纵梁总成辆份工 时设 备材 料允许有毛刺、粉尘及钢丸等杂物.用抹布底漆人型 号名 称编号名称清理纵梁.加强梁及小件表面。
其表面不砂布毛刷抹布将工件用行车吊至输送链挂具上,要求3T行车工艺说明:工件要有合理间隙。
不粘连,不搭接。
每次上线前要检查吊具,避免脱钩。
24h内涂漆。
上线纵梁接地:设计(日期)校对(日期)审核(日期)更改文件号郑晓军杨建勇王美贤会签(日期)标准化(日期)2009.8零(部)件名称标记更改文件号签字日期标记处数签字日期王 旭王玉平2009.82009.82009.82009.82009.8王美贤 车 架 厂左右纵梁总成共 20 页第 2 页审核(日期)标准化(日期)会签(日期)郑晓军杨建勇更改文件号设计(日期)校对(日期)上线工件接地自制吊具零(部)件图号零(部)件名称工步定员号1.41.4.1标记更改文件号签字日期标记处数签字日期2009.82009.82009.82009.82009.8郑晓军杨建勇王美贤王 旭标准化(日期)会签(日期)更改文件号设计(日期)校对(日期)审核(日期)王玉平网将调好的油漆过滤一遍。
下限温度低时取上限)。
用75μm的过滤烧碱测〕,施工温度10℃-35℃,温度高时取粘度计DEPAINT[A。
B]漆雾凝聚剂释至施工粘度。
(20~26 s用涂-4粘度计MZS01-02-DT 专用稀释剂湿碰湿间隔:3分钟合,搅拌均匀,并用专用配套稀释剂稀涂-4L30专用固化剂施工温度:10-35℃按B:A=3:1(重量比)的比例将底漆混调漆间MZS01-02-D 专用底漆施工粘度:20-26S用搅拌棒将A、B两组分别充分搅拌均后,调漆电动搅拌器min 人辆份工 时喷漆左右纵梁总成工 步 名 称 内 容设 备材 料工艺参数型 号名 称编号名称济宁商用车有限公司涂装工艺卡片车 架 厂共 20 页第 3 页零(部)件名称标记更改文件号签字日期标记处数签字日期杨建勇王美贤王 旭王玉平2009.82009.82009.82009.8更改文件号设计(日期)郑晓军2009.8会签(日期)校对(日期)审核(日期)标准化(日期)车 架 厂共 20 页第 4 页左右纵梁总成调漆添加固化剂添加稀料零(部)件名称工步定员号1.4.2标记更改文件号签字日期标记处数签字日期2009.82009.82009.82009.82009.8郑晓军杨建勇王美贤王 旭标准化(日期)会签(日期)更改文件号设计(日期)校对(日期)审核(日期)王玉平报废。
工艺卡片模板

描图描校底图号装订号机械加工工序卡片产品型号零件图号产品名称零件名称共页车间工序号工序名每毛坯可制作件毛坯种类毛胚外形尺寸数设备名称设备型号设备编号夹具编号夹具名称工位器具编号工位器具名称工主轴切削速进给切削进给步工步内容工艺装备转速度量深度r/min m/min mm/r次数号mm123第页材料牌每台件数同时加工件数切削液工序工时准终单件工步工时机动辅助设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称零件名称共页车间工序号工序名每毛坯可制作件毛坯种类毛胚外形尺寸数设备名称设备型号设备编号夹具编号夹具名称工位器具编号工位器具名称描图工主轴切削速进给切削进给描校步工步内容工艺装备转速度量深度r/min m/min mm/r 次数号mm1底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期第页材料牌每台件数同时加工件数切削液工序工时准终单件工步工时机动辅助机械加工工序卡片产品型号零件图号产品名称零件名称共页车间工序号工序名每毛坯可制作件毛坯种类毛胚外形尺寸数设备名称设备型号设备编号夹具编号夹具名称工位器具编号工位器具名称描图工主轴切削速进给切削进给描校步工步内容工艺装备转速度量深度r/min m/min mm/r 次数号mm底图号1装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期第页材料牌每台件数同时加工件数切削液工序工时准终单件工步工时机动辅助机械加工工序卡片产品型号零件图号产品名称零件名称共页车间工序号工序名毛坯种类毛胚外形尺寸每毛坯可制作件数设备名称设备型号设备编号夹具编号夹具名称专用夹具工位器具编号工位器具名称描图工主轴切削速进给切削进给步工步内容工艺装备转速度量深度描校次数号r/min m/min mm/r mm1底图号2装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期第页材料牌每台件数同时加工件数切削液工序工时准终单件工步工时机动辅助机械加工工序卡片产品型号零件图号产品名称零件名称共页车间工序号工序名每毛坯可制作件毛坯种类毛胚外形尺寸数设备名称设备型号设备编号夹具编号夹具名称工位器具编号工位器具名称描图工主轴切削速进给切削进给描校步工步内容工艺装备转速度量深度r/min m/min mm/r 次数号mm底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期第页材料牌每台件数同时加工件数切削液工序工时准终单件工步工时机动辅助机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌每毛坯可制作件毛坯种类毛胚外形尺寸每台件数数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液煤油工序工时工位器具编号工位器具名称准终单件描图工主轴切削速进给切削工步工时进给步工步内容工艺装备转速度量深度描校次数号r/min m/min mm/r mm机动辅助1底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称零件名称共页车间工序号工序名每毛坯可制作件毛坯种类毛胚外形尺寸数设备名称设备型号设备编号夹具编号夹具名称工位器具编号工位器具名称描图工主轴切削速进给切削进给步工步内容工艺装备转速度量深度描校r/min m/min mm/r 次数号mm1底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期第页材料牌每台件数同时加工件数切削液工序工时准终单件工步工时机动辅助--。
模具装配工艺设计卡
标记 处数 更改文件号 签 字 日 期 标记 处数 更改文件号 签 字 日 期
市第一水泵厂
..
装配工序卡片
..范文
产品型号 产品名称
..
GD
管道泵
零件图号 零件名称
共2页 第2页
工序号 Ⅳ 工序名称
.
总装
车间 装配 工段 总装 设备
.. .
工序工时
工
步
工步
容
号
1 ①将 O 形密封圈 2)套入泵盖;
.
.. .
五金冲压模
装配工艺卡片
班级
学号
2010 年 月 日
..
..范文
..
.
.. .
×××厂
装配工艺过程卡片
工 工序
序 号
名称
工序
容
Ⅰ 装配 领件、清洗、检查
Ⅱ 部装 叶轮、机械密封、泵盖与电机组装
Ⅲ
双头螺栓等与泵体组装
Ⅳ 总装 总装
产品型号 产品名称
零件图号
零件名称
共 页 第页
装配 部门
设备及工艺装备
工
步
工步
容
号
3 按图检查叶轮跳动,不得大于 0.08。
..
..范文
工艺装备
百分表及表架
工时
辅助材料
定额
min
设计(日期) ..
审核(日期)
会签(日期)
.
标记 处数 更改文件号 签 字 日 期 标记 处数 更改文件号 签 字 日 期
武新
06.09.18
XX 厂
装配工序卡片
工序号 Ⅲ 工序名称 双头螺柱、紧定螺钉与泵体组装 车间
(在检查之前,各台泵的零件不得互换)。如属装配问题,则应按装配工序重新 装配,并送试验部门重试。重试后再执行本工序;如属零件加工或铸件质量问题, 应送有关人员鉴定,以确定该零件是否回用或报废。
生产工艺卡(3篇)
第1篇一、产品名称:XX产品二、产品规格:XX型号三、生产批量:XX批次四、生产日期:XXXX年XX月XX日五、生产部门:XX车间六、生产人员:XX七、工艺流程:1. 原材料准备2. 模具准备3. 注塑成型4. 产品检验5. 产品装配6. 产品包装八、原材料要求:1. 原材料名称:XX材料2. 原材料规格:XX型号3. 原材料性能:具有良好的强度、韧性、耐磨性、耐腐蚀性等4. 原材料质量要求:符合国家标准或企业标准九、模具准备:1. 模具名称:XX模具2. 模具规格:XX型号3. 模具材料:不锈钢、铝合金等4. 模具质量要求:无砂眼、裂纹、变形等缺陷十、注塑成型:1. 注塑机型号:XX型号2. 注塑温度:XX℃3. 注塑压力:XXMPa4. 注塑时间:XX秒5. 注塑速度:XXmm/s6. 注塑注意事项:a. 模具预热至设定温度b. 严格按照工艺参数进行注塑c. 注意注塑过程中的压力、温度、时间等参数的调整d. 注塑完成后,待产品冷却至室温十一、产品检验:1. 检验项目:外观、尺寸、性能等2. 检验标准:符合国家标准或企业标准3. 检验方法:a. 外观检验:目测、触摸、量具测量等b. 尺寸检验:卡尺、千分尺等c. 性能检验:拉伸试验机、冲击试验机等十二、产品装配:1. 装配件名称:XX部件2. 装配件规格:XX型号3. 装配顺序:先装配内部零件,再装配外部零件4. 装配方法:手工装配、机械装配等5. 装配注意事项:a. 严格按照装配图纸进行装配b. 注意装配过程中的对位、紧固等操作c. 避免装配过程中产生划痕、变形等缺陷十三、产品包装:1. 包装材料:纸箱、气泡袋、胶带等2. 包装规格:XX型号3. 包装方法:将产品放入纸箱,用气泡袋填充,封箱,贴上标签4. 包装注意事项:a. 包装过程中注意轻拿轻放,避免产品损坏b. 标签信息准确,包括产品名称、规格、生产日期、批次等c. 包装牢固,确保产品在运输过程中不受损坏十四、生产过程中应注意的问题:1. 原材料质量:确保原材料符合要求,避免因原材料质量导致产品不合格2. 模具质量:定期检查模具,发现异常及时处理3. 注塑成型:严格按照工艺参数进行注塑,避免产品出现变形、气泡等缺陷4. 产品检验:严格进行产品检验,确保产品合格率5. 产品装配:注意装配过程中的对位、紧固等操作,避免产品出现装配缺陷6. 产品包装:确保包装牢固,防止产品在运输过程中损坏十五、生产过程中异常处理:1. 原材料异常:发现原材料质量问题时,及时与供应商沟通,确保原材料质量2. 模具异常:发现模具异常时,立即停止生产,修复或更换模具3. 注塑成型异常:发现产品出现变形、气泡等缺陷时,调整注塑参数,重新注塑4. 产品检验异常:发现产品不合格时,及时通知相关部门,查找原因,进行处理5. 产品装配异常:发现装配过程中出现缺陷时,及时修正,确保产品合格6. 产品包装异常:发现包装过程中出现问题时,及时调整包装方法,确保产品安全运输本生产工艺卡适用于XX产品生产过程中的各个环节,各部门应严格按照本工艺卡执行,确保产品质量。
机械加工工艺过程卡片
工序号 零件号 同时加工工 件数
Ⅳ 0405
拨
叉
1
材料 牌号 HT200 硬度 HBS190~220 设备 名称 卧式铣床 安装 工步 安装及工步说明 刀具 量具 游标 卡尺 型号 型式
毛坯 重量 1.0kg 辅助工具
金属型铸件 夹具 专用夹具
X62
走刀长度 切削深度 进给量 主轴转速 切削速度 基本工时 走刀次数 mm mm mm/r r/min m/min min 48 1×2 7.25 0.22 300 8 48 4.04 1in
0.023 拉φ 250 花键孔
工序号 零件号 同时加工工 件数
III 0405
拨
叉
1
材料 牌号 HT200 硬度 HBS190~220 设备 名称 卧式内拉床 安装 工步 安装及工步说明 刀具 量具 型号 型式
毛坯 重量 1.0kg 辅助工具
金属型铸件 夹具 专用夹具
L6110
走刀长度 切削深度 进给量 主轴转速 切削速度 基本工时 走刀次数 mm mm mm/r r/min m/min min
1
粗铣槽 80
+0.03
mm
镶齿三面刃铣刀 游标 卡尺
47
1
7
0.15
75
18.84
0.225
2 设计者
精铣槽 80 XXX
+0.03
mm
镶齿三面刃铣刀
45 指导老师
7
1×2 XXX
1
0.04
318
16 共 7 页
0.85 第5页
淮海工学院机电 021
机械加工工艺卡片
工序名称 零件名称 零件重量
0.012 铣 180 槽
装配工艺卡片模板_共10篇.doc

★装配工艺卡片模板_共10篇范文一:工艺卡片模板(这个可不写,但工艺过程卡和加工工序卡必须要有)各工序工序名称工序余量(mm)经济精度工序尺寸表面粗糙度Ra(um)工序尺寸及公差mm表面粗糙度Ra(um)工艺过程卡产品型号(厂名)机械加工工艺过程卡产品名称材料牌号毛坯总类毛坯外形尺寸零件名称每毛坯可制件数共页每台件数第页备注工时工序号工序名称工序内容车间工段设备工艺装备准终单件零件图号标记处数更改文件号签字日期标记处数更改文件号签字设计审核标准化(.)(厂名)机械加工工序卡片加工工序卡模板(一)产品型号零件图号产品名称零件名称车间工序号毛坯种类设备名称夹具编号毛坯外形尺寸设备型号共页工序名称每毛坯可制件数设备编号夹具名称第页材料牌号每台件数同时加工件数切削液工序工时工位器具编号工位器具名称标准进给次数单件工步号工步内容工艺装备主轴转速rmin切削速度mmin进给量mmr切削深度mm工序工时机动辅助设计(日期)标记处数更改文件号签字日期审核(日期)标准化(日期)会签(日期)(.)加工工序卡模板(二)湖南工程学院材料材料名称机械加工工序卡片毛坯种类毛坯尺寸产品名称零件重零件名称每台件数1卡片编号零件图号第页共页加工工序图工序号夹具工序名工量具主轴转速(rmin)设备刃具径向轴向进给进给吃刀深走刀量量度(mm)次数(mmr)(mmr)工步工步内容及要求123工艺编制工时定额学号校核审定会签批准执行时间范文二:工艺卡片模板机械加工工艺过程卡材料牌号45钢毛坯种类棒料工件名称工毛坯外形尺寸容序内产品型号产品名称Φ65mm×70零(部)件图号零(部)件名称2每台件数备注量具工艺装备夹具名称刀具名称及型号90度外圆刀90度外圆刀中心钻麻花钻镗孔刀三爪卡盘30度外圆刀镗孔刀螺纹刀加工设备背吃刀量进给速度1mm1mm粗2mm精0.3mm粗1mm精0.3mm80080060080080010001.车工艺台阶。
工艺卡模板
工艺卡模板陕西化建设备制造公司容器组装工艺卡产品名称氮气储罐产品编号 2011-55-C14 产品图号 51-0686-1 产品规格Φ1200×3313×42序号工序工艺要求检验项目检验员日期1 筒节与封头、连接法兰组对与焊接班组确认组装各工件后,依据排版图进行筒节、封头、法兰组对,严格按照焊接工艺卡进行。
2 焊缝检测依据施工图进行A 、B 类焊缝检测,检测比例及合格级别应符合图纸要求。
3 划线开孔班组依据设备开孔方位图在设备上划线,质检部门检验合格后方可开孔。
4 接管组对、焊接班组按施工图组对各接管,按焊接工艺卡进行焊接,按图纸要求进行无损检测并合格。
5 总检质检科依据施工图纸对设备的外观进行总体检验,几何尺寸符合图纸要求,不得有漏焊零部件。
6 热处理严格按照热处理工艺进行,热处理后不得在设备上施焊,产品试板需同炉热处理。
7 耐压(泄漏)试验按照图纸要求对设备进行水压试验,试验压力为13.75MPa ,技术监督部门监检确认。
8 除锈刷漆经评审合格后,依照图纸要求对碳钢设备进行喷砂除锈,检验合格后,按照图纸要求进行刷(喷)漆。
9包装对设备法兰密封面,进行封闭包装,入库。
编制日期审核日期压力容器图纸会审记录表:1-1陕西化建设备制造公司产品名称氮气储罐图号51-0686-1 产品编号2011-55-C14 工作压力MPa 10.2 工作温度℃50 介质氮气容器类别Ⅲ/A1 全容积2.77m3 设计压力MPa 11 设计温度℃60 焊缝系数1.0/1.0 主体材料Q345R正火腐蚀裕度1.5mm 设计单位华陆工程科技有限责任公司制造标准GB150-1998、TSG R00004-2009、HG20584存在问题:1、经会审,设计单位的资质齐全。
2、设备装配尺寸合理,技术要求完整、合理,具有可加工性。
处理结果:按图施工审查人日期审核人日期技术交底表:1-2产品名称:氮气储罐产品编号:2011-55-C14陕西化建设备制造公司参加人数:主持人:有关图纸名称及图号:51-0686-1技术交底内容:1、本设备的制造、检验、验收按GB150-1998《钢制压力容器》、《固定式压力容器安全技术监察规程》TSG R0004-2009、《钢制压力容器焊接规程》JB/T4709-2000、《钢制化工容器制造技术要求》HG20584-1998进行。
工艺卡片模板
执行日期:年
产品质量指标 项目 产品纯度 项目 ××含量 ××含量 项目 原料 T101顶 T101底 < < ≥ 单位 %(质量分数) ※ 指标 0.5 500 频次 1次/8h 1次/4h 1次/4h 塔底温度 进料温度 塔顶温度 V103液位 塔底液位 塔顶压力 塔底温度 塔底液位 ××出装置温度 V104液位 ××出装置温度 塔底液位 塔顶温度 塔顶压力 回流流量 ※ ※ ※ ※ ※ ※ ℃ ℃ ℃ % % MPa ℃ % ℃ ××塔B % ℃ % ℃ MPa t/h (45~55)±15 (40-50)±20 (45~55)±15 (40~45)±5 (1.6~1.8)±0.2 (40~80)±10 LICA108 TI133 LIC107 TR129 PRCA104 FRC114 单位 液化石油气 %(质量分数) mg/L 内容 组成 组成 组成 原料质量指标 ※ 指标 99.5 V101液位 进料温度 塔顶温度 V102液位 回流流量 塔顶压力 塔底温度 塔底液位 ※ ※ ※ % ℃ ℃ % t/h MPa ℃ % 项目 单位 ××塔 (40~60)±10 (67~72)±3 (45~50)±3 (45~55)±15 (8~10)±3 (1.75~1.85)±0.1 (100~104)±5 (45~55)±15 ××塔 (50~56)±5 (38~54)±5 (40~50)±5 (45~55)±15 (45~55)±15 (1.95~2.15)±0.2 ××精馏塔A (55~60)±5 (45~55)±15 ≤60 TIC123 LICA106 TI136 电机温度 轴承温度(滚动) 轴承温度(滑动) 项目 < < < TR115 TRC113 TR118 LICA105 LICA114 PRC102 污水含油量 污水PH值 排污合格率 ≥ % ※ 指标 65 70 65 1/2—2/3 单位 ℃ ℃ ℃ 机泵运转指标 项目 < LICA111 TRC101 TR119 LICA113 FRC115 PIC102 TR116 LICA112 热水压力 净化风压力 氮气压力 热水温度 工业循环水压力 工业循环水温度 ※ ※ ※ ※ 项目 操作指标 指标 仪表位号 电 循环水 低压蒸汽 净化风 总能耗 项目
合成氨工艺卡片模板
合成氨车间
合成塔压差
MPa
≤0.34
车间级
合成氨车间
气氨总管压力( 1#氨冷)
MPa
0.35~0.52
车间级
合成氨车间
气氨总管压力( 2#氨冷)
MPa
0.16~0.26
车间级
合成氨车间
闪蒸槽压力
MPa
3.0~3.5
车间级
合成氨车间
合成触媒热点温度
℃
465±5
公司级
合成氨厂
塔壁温度
℃
≤120
车间级
车间级
合成氨车间
排气压力
MPa
≤1.6MPa
车间级
合成氨车间
油压高于排气压力
MPa
0.15-0.3MPa
车间级
合成氨车间
冰机氨槽液位
%
13~80
车间级
合成氨车间
氨槽压力
MPa
≤1.6MPa
车间级
合成氨车间
冰机排气温度
℃
≤100℃
车间级
合成氨车间
冰机油温
℃
45℃~65℃
车间级
合成氨车间
冰机电机温度
℃
≤65℃
车间级
合成氨车间
四、 工艺设备运行指标
1.氮气压缩机
项 目
单 位
指 标
分级
控 制 部 门
低压氮气纯度
%
≥99.99%
厂级
甲醇厂
低压氮气压力
kPa
5~20
厂级
甲醇厂和合成氨厂
循环润滑系统供油压力
MPa
0.4±0.2
车间级
合成氨车间
循环油润滑系统供油温度
机械工艺卡片【范本模板】
南昌大学 工程训练中心 普通车床加工工艺卡产品型号 零件号 零件名称 件数 第1页 实训产品0006螺纹体1件共1页零件加工路线零 件 规 格车间 D —3 工序材料 Q235钢 Φ25圆棒 库房 下料 重量0.154kg车工 去毛刺 毛坯料尺寸: Φ25×40mm 车工 粗车 零件技术要求车工 精车 1。
表面无毛刺车工 去毛刺检验室 检验 序号 工步 名称 设备名称设备 型号工具编号 工具 名称 工序内容 单位工时 备注1找正 夹紧普通车床CA6136三爪卡盘、卡盘、刀架扳手等 夹持毛坯外圆伸出50找正夹紧2min2 车端面 45°弯头刀 车端面 2min3 车外圆 90°外圆偏刀 车M22×1。
5螺纹外圆至长度 2min 4 切槽 切槽刀 切4×Φ20槽 5min 5 车螺纹 60°三角螺纹刀 车M22×1。
5螺纹 15min 6 车端面、切断 切断刀、 45°弯头刀按总长切断,调头车端面倒角10min 7 检验 0~150mm 游标卡尺、0~25mm 千分尺M22×1。
5螺纹环规等5min编制 邹发金审核批准会签编制日期2005。
5南昌大学 工程训练中心 普通车床加工工艺卡产品型号 零件号 零件名称 件数 第1页 实训产品CG002球体1件共1页零件加工路线零 件 规 格车间 D-3 工序材料Q235钢 Φ25圆棒 库房 下料 重量0。
14 kg车工 去毛刺 毛坯料尺寸: Φ25×34mm 车工 粗车 零件技术要求车工 精车 1。
表面无毛刺车工 去毛刺检验室 检验 序号 工步 名称 设备名称设备 型号工具编号 工具 名称 工序内容 单位工时 备注1找正 夹紧普通车床CA6136三爪卡盘、卡盘、刀架扳手夹持毛坯外圆伸出40找正夹紧 2min2划线普通R 圆弧刀、锉刀等 划线长分别为10、20、24处 2min3切槽圆弧刀在20至24长位置上移动切槽至Φ85min 4车球面车前面R10,车后面R1015minR 规R10 5锉光切断用锉刀锉光球面后到总长切断,去毛头5min6 检验0~150mm 游标卡尺 5min 编制 邹发金 审核批准会签编制日期2005.5南昌大学工程训练中心普通车床加工工艺卡产品型号零件号零件名称件数第1页实训产品CG003 销钉1件共1页零件加工路线零件规格车间D-3工序材料Q235钢φ25圆棒库房下料重量0。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
mg/kg mm /s %
XXX(m/m)
原 料
动 x 纯度(v/v) 新氢
XXXXX含量(v/v) XXXX含量(v/v)
力
指 位号
标 单位 指标
名称 循环水 一级除盐水 。。。。
项目 供水压力 供水温度 供水压力
% mL/m %
3
≥98 <150 ≤1 系
辅材1 辅材2
统
辅材3
产 名称 项目
品
质
XXXX装置名称-2018
位号 单位 指标
标 指标 ≤987 ≤3.6 ≤3000 ≤200 ≤15
项目 密度(20℃)
XXXXXXX压力 XXXXXXXXXXX液位 XXXXXXXXXXX温度XXX去XXX温度(XX工况) XXX去XXX温度(XX工况)
x
XX含量(m/m) XXXX(m/m)
运动粘度(100℃)
量
指
标 单位 % 指标 ≤0.61
3
环 名称 含油污水 炉1烟气 项目
保
排
放 指 位号
标 单位 指标
XX含量(m/m)
产品1
XXXX类
SO2 NOX
XX含量
mg/m
产品2 产品3 产品4 产品5 工 名称 项目 艺 控 制 指 标 单位 指标 x x 系 统 名称 项目 PH值
工 艺 防 腐 控 制 指 标 位号
单位
分馏塔XXXX顶水
指标 5.5~7.5
位号
x x 系 统 xx 系统
说明: 1、带有“▲”标识表示公司级工艺过程控制点,其余为车间级工艺过程控制点。 2、工艺卡片指标与工艺技术规程或岗位操作法矛盾时,以工艺卡片为准。 3、指标变更时,变更后的指标以变更单为准。 4、压力指标无特别说明为表压。 5、若外部条件或装置重要设备偏离正常状态且短期内不能恢复,不能按工艺卡片指标控制时,车间应制订相应的技术 措施并上报XXX部。
日
装置名称:XX车间XX装置
原 名称 辅 料 性 质 指 单位 kg/m %
2 3
工 艺 卡 片
名称 项目 ▲ 反应器入口温度 位号 TC9210 PCA9101 LCA9101A TC9505 TI9534 TI9534 单位 ℃ MPa % ℃ ℃ ℃ 指标 330~410 0.1~0.25 30~70 240~260 70~150 70~150 系 统 x x 名称 项目