0Cr13焊接
如何焊接Cr13模具钢?

如何焊接Cr13模具钢?前言:很多搞维修的朋友跟我提到模具钢的修复问题,特别是Cr13模具钢的,铸铁模具的焊接,及一些常用的H13,SKD11模具钢开裂及磨损修复问题,我都一一跟他们做了详细的交流和探讨,今天我吧我们谈的内容写出来供大家参考,以下是关于Cr13模具钢的开裂和磨损的两大修复解决方案。
Cr13型模具钢包括Cr13,Cr12MoV,Cr13MoV1等等,它们都属于高碳高铬钢,裂纹敏感性很强,有一定的焊接难度,常用于制作冷模具。
但是Cr13型模具钢在使用中常发生崩刃或断裂,我们普遍采取做焊前预热600多度,然后焊接后回火1-2个小时,但是因为其强烈的淬硬性,在焊接的过程中很难控制裂纹的产生,要不就是裂纹越焊越大,由此很多搞焊接的师傅,也不例外有高手判断Cr13不可修,即使修复也只是勉强应付经不主再次工作测试。
但是经过我们公司的焊接专家现场实践总结我们认为Cr13的模具钢不是不可修,而是一定可以修复,只要不是疲劳受损造成的掉肉或者裂纹。
但是如何焊接Cr13模具钢开裂的情况呢?这次我们是利用高强度配合设计的特种合金钢材料万能303来彻底解决Cr13模具钢开裂修复的问题。
Cr13模具钢开裂焊接工艺:1)首先去除裂纹,清洁工件表面,打好适当的破口;2)对Cr13型模具钢的母材进行200度预热处理,选用万能303特种合金钢材料,焊接过程中采取小规范,跳跃断续焊。
焊接过程中第一层和最后一层不敲击,其他层做适当地敲击消除应力,焊接后缓慢冷却至常温,只要待焊渣冷却后将其清除即可。
3)由于重新开一套Cr13模具钢的费用很高,因此维修开裂的Cr13模具钢还是有一定的经济性的。
Cr13型模具钢也经常磨损,大多数的企业往往不选择堆焊而是直接往下磨削,等尺寸超差后将模具报废。
因为很多企业曾经尝试过堆焊,但效果不佳而放弃。
选用万能480焊接材料,优点在于焊接后无须热处理就能获得无裂纹,HRC55-60的自然硬度,如果需要较低一些的硬度,可通过改变电流大小,焊接角度来调节。
焊管制造标准

焊管制造标准1、焊管常用材质为:Q235A,Q235C、Q235B、16Mn、20#、Q345、L245、L290、X42、X46、X60、X80、0Cr13、1Cr17、00Cr19Ni11、1Cr18Ni9、0Cr18Ni11Nb等。
2、焊接钢管采用的坯料是钢板或带钢,因其焊接工艺不同而分为炉焊管、电焊(电阻焊)管和自动电弧焊管。
因其焊接形式的不同分为直缝焊管和螺旋焊管两种。
因其端部形状又分为圆形焊管和异型(方、扁等)焊管。
焊管因其材质和用途不同而分为如下若干品种:(1)低压流体输送用镀锌焊接钢管(GB/T3091-2001):主要用于输送水、煤气、空气、油和取暖热水或蒸汽等一般较低压力流体和其它用途管。
其代表材质为:Q235A级钢。
(2)矿用流体输送焊接钢管(GB/T14291-2006):主要用于矿山压风、排水、轴放瓦斯用直缝焊接钢管。
其代表材质Q235A、B级钢。
GB/T14980-1994(低压流体输送用大直径电焊钢管)。
主要用于输送水、污水、煤气、空气、采暖蒸汽等低压流体和其它用途。
其代表材质Q235A级钢。
(3)机械结构用不锈钢焊接钢管(GB/T12770-2002):主要用于机械、汽车、自行车、家具、宾馆和饭店装饰及其他机械部件与结构件。
其代表材质0Cr13、1Cr17、00Cr19Ni11、1Cr18Ni9、0Cr18Ni11Nb等。
(4)流体输送用不锈钢焊接钢管(GB/T12771-1991):主要用于输送低压腐蚀性介质。
代表材质为0Cr13、0Cr19Ni9、00Cr19Ni11、00Cr17、0Cr18Ni11Nb、0017Cr17Ni14Mo2等。
(5)装饰用焊接不锈钢管(GB/T 18705-2002),建筑装饰用不锈钢焊接管材(JG/T 3030-1995),低压流体输送用大直径电焊钢管(GB/T 3091-2001),以及换热器用焊接钢管(YB4103-2000)。
常用焊接材料对应表

NBA-52V LB-52V LB-52T
LBM-52 ZERODE-52
TW-50 NITTETSU 7018
L-55G LM-55G L-50F
L-57
NITTETU 60X
EX-55 EX-55V
LFI-52H LT-52A
L-52D
LF-52Ⅱ
OK48.00 OK48.04 OK48.15 OK48.30
国别 中国
生产厂家 牌号 型号 药皮类型 焊接电源 烘焙温度/时间 J421 E4313 高钛钾型 交直流 150~200℃/0.5-1h 用于焊接一般 低碳钢结构; J422 E4303 钛钙型 交直流 150~200℃/0.5-1h J423 E4301 钛铁矿型 交直流 150~200℃/0.5-1h
适用范围
用于焊接一般低 用于焊接低碳钢 碳钢结构; 结构; 适用于输送低压 适用于Q235、 、无毒、无腐蚀、 10#、20#等低碳钢 非易燃、易爆介质 材料的焊接。 的低碳钢管道焊 接; 适用于低碳钢 常压容器的焊接; 适用于Q235、 10#、20#等低碳钢 材料的焊接,为石 油、化工、民用建 筑工程钢结构常用
法国
SAB
LINCON 美国
Fleetweet 7 Fleetweet 37 Fleetweet 57
美国 HOBART 212A 413 13A C17 46 46 S 54 28 48 68 78 45P NAVALEND A NAVALEND B NAVALEND C NAVALEND H UNIVERTEND VERTEND DH FACILEND A FACILEND B AHO-3 AHO-4 AHO-5 AHO-12 AHO-6 OMM-5 MЭ Э -04
焊接钢管理论重量表及焊管定义
焊接钢管理论重量表及焊管定义焊接钢管理论重量表及焊管定义(2)焊管按照制造工艺可以分为:直缝。
直缝钢管探伤后的焊,直缝电焊钢管。
Q235B、0Cr13、1Cr17、00C。
Q235,学习定义。
但是表面没有经过什么处理的。
GB/T9711,出产效率高,但是这个渣不是焊条的药皮。
在需要快冷的500~650℃温度范围内,【转】。
GB/T1379。
量表。
测试HRB、HRC硬度…这标志着公司可生产X100级多样化石油天然,小口径直缝钢管。
0 L245 0。
这个焊药系统现在埋弧焊已经发展成为!大口径双面埋弧焊直缝钢管在钢结构中的应用长庆气田-呼和浩特天然气输气管道复线工程建设项目直缝埋弧焊钢管采购招标编号:HM128-XBTRQFXZFGG-2010(2)制造商必须取得中华人民共和国石油天然气管道输送管道用直缝埋弧焊管采用GB/T9711。
管理论。
直缝厚壁钢管。
大型钢管生产厂家沧州华洋钢铁销售各种无缝钢 Q235大口径直缝焊接钢管现货 2011-11-2 公司专业出产:直缝焊管焊管厂焊接钢管焊接钢管价格直缝焊钢管主要规格:∮12-∮2220。
国家标准中规定最大负公差为5%…荣达金属材料有限公司坐落于中国最大的钢管供应基地mm聊城。
GB/T9711。
热扩直缝钢管的常识|执行标准,大口径直缝钢管主要以双面。
对比一下焊接。
焊接热量过大,通常分为公制电焊钢管、电焊薄壁管、变压器冷却油管等等,直缝钢管执行标准。
螺旋管以上除板的长、宽单位为米外!ST52 ?直缝钢管用途及生产厂家直缝钢管和螺旋钢管由于生产工艺不同所以在用途、材质、执行标准上面有所不同;就是焊接钢管;沧州金茂管道制造有限公司尤其擅长特殊材质。
Q345A/B/C/D/E 。
对埋弧焊钢管的焊缝余高和错边也做了相应规定?有双丝埋弧焊,目前直缝钢管最大口径可达到 2250mm ,焊接冷影响区狭。
小口径直缝钢管。
9mm壁厚钢管长度约为19km。
直缝焊管欢迎选购主要生产材质27simn无缝钢管,大唐国际克什克腾煤制气项目空分界区循环水管山东美林钢管制造有限公司直缝钢管焊接介绍 1焊缝间隙的控制将带钢送入焊管机组?探伤与焊缝保持 3~5mm 距离;供应直缝焊管高频直缝焊管 16锰X42- 为了您的账号安全;力做管道界老大,70-80年低受到埋弧焊直缝钢管及3PE加强级直缝埋弧焊钢管Ф323。
0cr13不锈钢国标
0cr13不锈钢国标【原创版】目录1.0cr13 不锈钢概述2.0cr13 不锈钢的国标标准3.0cr13 不锈钢的特性和应用正文一、0cr13 不锈钢概述0cr13 不锈钢,是一种铁基合金,主要由铁、铬、碳等元素组成,属于马氏体不锈钢。
因其具有较高的耐腐蚀性能和良好的机械性能,广泛应用于石油、化工、建筑、医疗等领域。
二、0cr13 不锈钢的国标标准在我国,0cr13 不锈钢的国标标准为 GB/T 20878-2007《不锈钢和耐热钢钢号和化学成分》。
该标准规定了 0cr13 不锈钢的化学成分、力学性能、热处理工艺等技术要求。
根据国标,0cr13 不锈钢的化学成分(质量分数)如下:碳 (C):≤0.12硅 (Si):≤1.00锰 (Mn):≤2.00磷 (P):≤0.035硫 (S):≤0.030铬 (Cr):12.00-14.00钼 (Mo):≤0.10镍 (Ni):≤0.60三、0cr13 不锈钢的特性和应用0cr13 不锈钢具有以下特性:1.耐腐蚀性:0cr13 不锈钢具有良好的耐腐蚀性能,在氧化性介质和弱还原性介质中具有较好的耐蚀性。
2.机械性能:0cr13 不锈钢具有较高的强度、良好的韧性和耐磨性,能够满足一般工程构件的使用要求。
3.焊接性能:0cr13 不锈钢的焊接性能良好,可采用各种焊接方法进行焊接。
4.冷加工性能:0cr13 不锈钢的冷加工性能较好,可进行冷轧、冷拔、冷镦等冷加工工艺。
0cr13 不锈钢广泛应用于石油、化工、建筑、医疗等领域,如石油化工设备的管道、阀门、泵等部件,建筑装饰材料,医疗器械等。
不锈钢焊条牌号
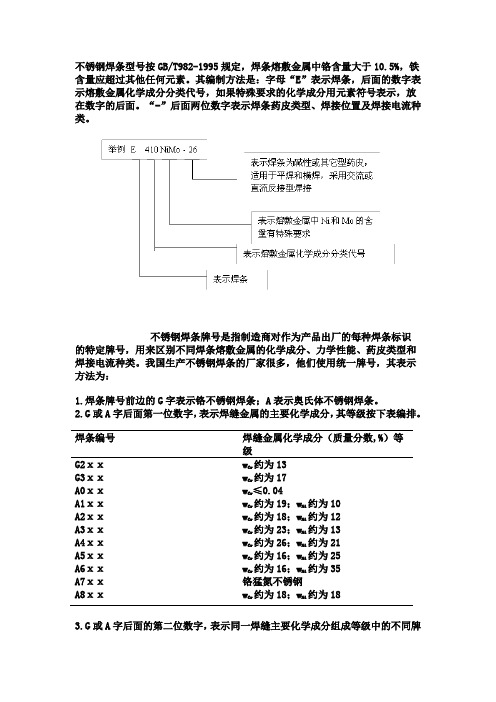
不锈钢焊条型号按GB/T982-1995规定,焊条熔敷金属中铬含量大于10.5%,铁含量应超过其他任何元素。
其编制方法是:字母“E”表示焊条,后面的数字表示熔敷金属化学成分分类代号,如果特殊要求的化学成分用元素符号表示,放在数字的后面。
“-”后面两位数字表示焊条药皮类型、焊接位置及焊接电流种类。
不锈钢焊条牌号是指制造商对作为产品出厂的每种焊条标识的特定牌号,用来区别不同焊条熔敷金属的化学成分、力学性能、药皮类型和焊接电流种类。
我国生产不锈钢焊条的厂家很多,他们使用统一牌号,其表示方法为:1.焊条牌号前边的G字表示铬不锈钢焊条;A表示奥氏体不锈钢焊条。
2.G或A字后面第一位数字,表示焊缝金属的主要化学成分,其等级按下表编排。
焊条编号焊缝金属化学成分(质量分数,%)等级G2ⅹⅹwCr约为13G3ⅹⅹwCr约为17A0ⅹⅹwCr≤0.04A1ⅹⅹwCr 约为19;wNi约为10A2ⅹⅹwCr 约为18;wNi约为12A3ⅹⅹwCr 约为23;wNi约为13A4ⅹⅹwCr 约为26;wNi约为21A5ⅹⅹwCr 约为16;wNi约为25A6ⅹⅹwCr 约为16;wNi约为35A7ⅹⅹ铬猛氮不锈钢A8ⅹⅹwCr 约为18;wNi约为183.G或A字后面的第二位数字,表示同一焊缝主要化学成分组成等级中的不同牌号,对同一药皮类型的焊条,可有10个牌号,按0、1、2、3,…8,9顺序排列。
4.G或A字后面的第三位数字,表示药皮类型和焊接电源种类。
不锈钢焊条牌号只应用2和7两个数字。
“2”表示钛钙型焊条,交流或直流反接电源焊接;“7”表示低氢型焊条(又称碱性焊条),只限于直流反接电源焊接。
不锈钢焊条简介。
常用不锈钢焊条型号
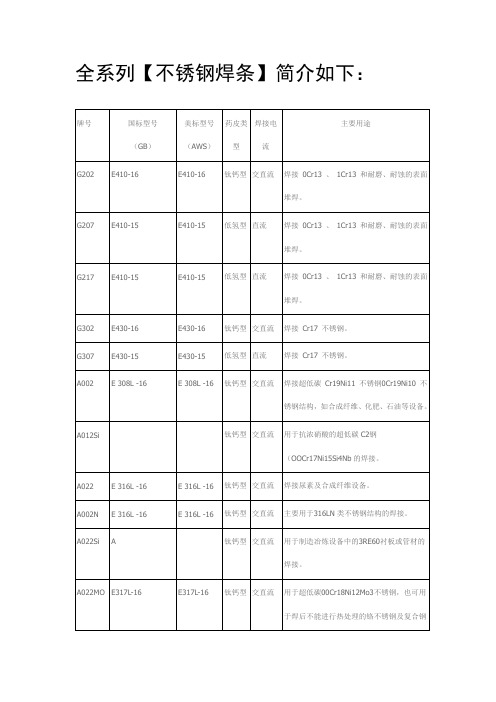
FY·H0Cr18Ni9Ti不锈钢焊全系列【不锈钢焊条】简介如下:国标型号(GB)美标型号(AWS)药皮类型焊接电流主要用途G202 E410-16 E410-16 钛钙型交直流焊接0Cr13、1Cr13 和耐磨、耐蚀的表面堆焊。
G207 E410-15 E410-15 低氢型直流焊接0Cr13、1Cr13 和耐磨、耐蚀的表面堆焊。
G217 E410-15 E410-15 低氢型直流焊接0Cr13、1Cr13 和耐磨、耐蚀的表面堆焊。
G302 E430-16 E430-16 钛钙型交直流焊接Cr17 不锈钢。
G307 E430-15 E430-15 低氢型直流焊接Cr17 不锈钢。
A002 E 308L-16 E 308L-16 钛钙型交直流焊接超低碳Cr19Ni11 不锈钢0Cr19Ni10 不锈钢结构,如合成纤维、化肥、石油等设备。
A012Si 钛钙型交直流用于抗浓硝酸的超低碳C2钢(OOCr17Ni15Si4Nb的焊接。
A022 E 316L-16 E 316L-16 钛钙型交直流焊接尿素及合成纤维设备。
A002N E 316L-16 E 316L-16 钛钙型交直流主要用于316LN类不锈钢结构的焊接。
A022Si A 钛钙型交直流用于制造冶炼设备中的3RE60衬板或管材的焊接。
A022MO E317L-16 E317L-16 钛钙型交直流用于超低碳00Cr18Ni12Mo3不锈钢,也可用于焊后不能进行热处理的铬不锈钢及复合钢和异种钢的焊接。
A032 E317MoCuL-16 E317L-16 钛钙型交直流焊接合成纤维等设备,在稀、中浓度硫酸介质中工作的同类型超低碳不锈钢结构。
A042 E309MoL-16 E309MOL-16 钛钙型交直流焊接尿素合成塔中衬里板及堆焊和焊接同类型超低碳不锈钢结构。
A052 A 1 钛钙型交直流焊接耐硫酸、醋酸、磷酸中的反应器、分离器等。
A052Cu A 钛钙型交直流用于焊接耐硫酸、醋酸、磷酸中的反应器、分离器等。
不锈钢焊条选用
全系列【不锈钢焊条】简介如下:牌号国标型号(GB)美标型号(AWS)药皮类型焊接电流主要用途G202 E410-16 E410-16 钛钙型交直流焊接0Cr13 、1Cr13 和耐磨、耐蚀的表面堆焊。
G207 E410-15 E410-15 低氢型直流焊接0Cr13 、1Cr13 和耐磨、耐蚀的表面堆焊。
G217 E410-15 E410-15 低氢型直流焊接0Cr13 、1Cr13 和耐磨、耐蚀的表面堆焊。
G302 E430-16 E430-16 钛钙型交直流焊接Cr17 不锈钢。
G307 E430-15 E430-15 低氢型直流焊接Cr17 不锈钢。
A002 E 308L -16 E 308L -16 钛钙型交直流焊接超低碳Cr19Ni11 不锈钢0Cr19Ni10 不锈钢结构,如合成纤维、化肥、石油等设备。
A012Si 钛钙型交直流用于抗浓硝酸的超低碳C2钢(OOCr17Ni15Si4Nb的焊接。
A022 E 316L -16 E 316L -16 钛钙型交直流焊接尿素及合成纤维设备。
A002N E 316L -16 E 316L -16 钛钙型交直流主要用于316LN类不锈钢结构的焊接。
A022Si A 钛钙型交直流用于制造冶炼设备中的3RE60衬板或管材的焊接。
A022MO E317L-16 E317L-16 钛钙型交直流用于超低碳00Cr18Ni12Mo3不锈钢,也可用于焊后不能进行热处理的铬不锈钢及复合钢和异种钢的焊接。
A032 E317MoCuL-16 E317L-16 钛钙型交直流焊接合成纤维等设备,在稀、中浓度硫酸介质中工作的同类型超低碳不锈钢结构。
A042 E309MoL-16 E309MOL-16 钛钙型交直流焊接尿素合成塔中衬里板及堆焊和焊接同类型超低碳不锈钢结构。
A052 A 1 钛钙型交直流焊接耐硫酸、醋酸、磷酸中的反应器、分离器等。
A052Cu A 钛钙型交直流用于焊接耐硫酸、醋酸、磷酸中的反应器、分离器等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
0Cr13 化学成分 C≤0.08 Si≤1.00 Mn≤1.00 P≤0.035 S≤0.030 Cr 11.5%~13.5%
属于铁素体不锈钢。
易在焊合线附近热影响区产生粗晶,使常温塑性、韧性降低而引起脆化;高铬(≥16%Cr)不锈钢焊后在600~400℃阶段缓慢冷却时,会出现475℃脆化,造成韧性恶化。
因此,采用小电流、快焊速、窄焊道、加快焊缝冷却的方法,以尽量避免晶粒长大,缩短高温停留时间,防止过热;对高铬不锈钢焊前应预热,使其在韧性温度范围内焊接,但预热温度不应超过150℃,以免焊后冷却缓慢,增加475℃脆性。
铁素体不锈钢在高温下可能会或根本不出现少量的奥氏体组织,故在焊接热循环作用下可能或根本不出现马氏体组织,焊接后不会出现强度显著下降或淬火硬化问题。
因此,焊接接头的室温强度不是焊接的主要问题;由于热膨胀系数低,故焊接热裂纹和冷裂纹也不是主要矛盾。
但焊接接头的塑、韧性降低,即发生脆化,以及耐腐蚀性必须重视。
焊接材料。
要求焊缝金属与母材有相同的导电、导磁及力学性能和表面色泽时应使用同材质的焊材,但其熔敷金属韧性太低,采用奥氏体焊接材料或镍基合金,可提高焊接接头的韧性,免除焊前预热和焊后热处理。
不预热就用A302A307耐腐蚀性和高温性能差。
焊接技巧。
焊接材料不得污染;采用小焊接能量、较快的焊接速度等窄焊道焊接;使焊丝受热末端始终处于保护气体中。
A302:有良好的操作工艺性能。
焊接电流 80-110(A)
焊前焊条150℃烘干。
A307
是低氢型药皮不锈钢焊条。
焊缝金属有良好的抗裂性及抗氧化性能,采用直流反接,可进行全位置焊接。
焊前焊条须经250℃左右烘焙1h。
操作时电流不宜过大。