几种典型的焊接方法的简单比较
焊接的种类

代替柱状电极。叠合的工件在圆盘间受压通电,并随圆盘的转动而送进,形成连续焊缝。
缝焊适宜于焊接厚度在3 mm以下的薄板搭接,主要应用于生产密封性容器和管道等。
(3)对焊:根据焊接工艺过程不同,对焊可分为电阻对焊和闪光对焊。
电阻焊分为点焊、缝焊和对焊3种形式。
(1)点焊:将焊件压紧在两个柱状电极之间,通电加热,使焊件在接触处熔化形成熔核,然后断电,并在压力下凝固结晶,形成组织致密的焊点。
点焊适用于焊接4 mm以下的薄板(搭接)和钢筋,广泛用于汽车、飞机、电子、仪表和日常生活用品的生产。
(2)缝焊:缝焊与点焊相似,所不同的是用旋转的盘状电极
四、激光焊
激光焊利用聚焦的激光束作为能源轰击工件所产生的热量进行焊接。
激光焊具有如下特点:
1)激光束能量密度大,加热过程极短,焊点小,热影响区窄,焊接变形小,焊件尺寸精度高;
2)可以焊接常规焊接方法难以焊接的材料,如焊接钨、钼、钽、锆等难熔金属;
3)可以在空气中焊接有色金属,而不需外加保护气体;
交流焊机和直流焊机
都是靠短路电弧来进行焊接的,但直流焊更稳定,用于要求高的场合:
一、直流电焊机输出的电流没有“过零点”,不易断弧,电弧稳定,这是它最大的优点.
二、变压器二次电压峰值一定,直流电焊机比交流电焊机空载电压高,更容易引弧.
三、直流电焊机比交流电焊机多出整流部分,成本要稍高一些.
满焊:就是将准备焊在一起的2个工件的所有接触的地方都进行熔焊。比如两块钢板拼接,把一条焊缝全部焊满就是满焊,用于要求焊接强度较高的条件下。
花焊:在对连接强度要求不是太高的情况下,可以间断地进行焊接,即焊一段、间隔一段,就是花焊。
堆焊:在一个零件受损后,这时可以不重新制造新的零件,对其进行焊接,在受损部位进行堆焊,受损部位过大了也可以通过缺口内加入填充材料(在不影响使用强度要求的情况下)的方法进行堆焊。
家庭银焊接的方法
家庭银焊接的方法
家庭银焊接的方法可以分为以下几种常用的方法:
1. 火焰焊接法:使用火焰将银焊条、银焊丝加热到熔化状态,使其与被焊接的银件表面接触并冷却凝固,从而实现银件的连接。
这是一种比较简单常见的焊接方法,操作相对较容易,但需要掌握好火焰的温度和焊接时间,避免过度烧伤银件。
2. 电弧焊接法:使用电焊机产生弧光和高温,将银焊丝熔化并连接被焊银件。
这种方法需要掌握好电焊机的使用技巧,并保持焊接时的稳定性,以确保银焊丝的均匀熔化和完美连接。
3. 氩弧焊接法:使用氩气作为惰性气体,通过氩弧焊机产生的弧光和高温将银焊丝和被焊接的银件进行熔化和连接。
这种方法操作相对较复杂,需要具备一定的技术和设备要求,但可以得到较好的焊接效果。
无论使用哪种焊接方法,家庭银焊接时需要注意以下几点:
1. 清洁焊接表面:将被焊接的银件表面进行清洁,确保无油污、氧化物等杂质,以便实现良好的焊接效果。
2. 控制焊接温度和时间:根据银焊丝的特性和所需连接的银件材质,合理控制
焊接温度和焊接时间,避免过度烧伤或不牢固焊接。
3. 使用适当的焊接辅助工具:根据所使用的焊接方法,合理使用焊接辅助工具,如焊接夹具、焊接架等,以提高工作效率和焊接质量。
4. 安全注意事项:在家庭银焊接过程中,要注意个人安全。
穿戴好防护设备,保持焊接环境通风良好,避免烫伤或吸入有害气体。
另外,如果不具备焊接技术或设备,建议寻找专业的银饰修复店或工坊进行修复或连接。
电焊常用焊接方法
电焊常用焊接方法
电焊是一种重要的焊接方法,它是通过电弧的热量使工件表面熔化并相互融合的过程。
在实际生产中,电焊常用的焊接方法主要有以下几种:
1.手工电弧焊接:手工电弧焊接是一种传统的焊接方法,广泛应用于各种行业中。
它的操作简单,成本低,适用于小型和单件生产。
2.气体保护焊接:气体保护焊接包括TIG焊、MIG焊、MAG焊等,是目前应用最广泛、技术最为成熟的焊接技术之一。
它具有焊缝质量高、焊接速度快、氧化物含量低等优点,适用于高质量、高速度的焊接工作。
3.电渣焊接:电渣焊接是一种主要用于焊接重型机械和结构件的焊接方法。
它的焊接质量和强度较高,但焊接速度较慢。
4.激光焊接:激光焊接是一种高新技术,它具有焊缝小、焊接速度快、热影响区小等优点。
它适用于高精度、高速度、复杂形状的焊接。
以上是电焊常用的几种焊接方法,每种焊接方法都有自己的特点和适用范围,根据具体的工件和焊接要求选择合适的焊接方法非常重要。
- 1 -。
最简单的铝焊接方法
最简单的铝焊接方法
铝焊接是将铝材通过加热与填充材料相融合的过程,常用于制造航空航天器、汽车、铁路、集装箱等行业。
以下是最简单的铝焊接方法:
1. 气焊接法:
气焊接法简单易行,适用于一些较薄的铝件,但需要相应的设备和技术。
首先,选用合适的焊条和焊丝,加热铝件至焊接温度,一般为625C~675C,并用焊条进行熔化。
然后,加热焊丝并迅速倾倒在焊接缝处,利用气焊火焰将其熔化,形成焊缝。
2. TIG焊接法:
TIG焊接法适用于较厚的铝件及对焊缝质量要求较高的场合。
焊接前,将铝件表面清洁并处理至无油污、氧化物等杂质。
然后,利用TIG焊机、氩气保护及足够电流进行铝焊接。
TIG焊电弧稳定,焊缝质量好,并且易于控制焊接过程,所需技术要求较高。
3. MIG/MAG焊接法:
MIG/MAG焊接法主要用于厚板焊接,适用于大面积的焊接、批量生产等情况。
焊接时,通过送丝机将焊丝送入焊接区域,同时通过喷嘴喷出保护气体。
焊电弧在保护气体的作用下稳定燃烧,焊丝熔化后与铝件相融合形成焊缝。
4. 电阻焊接法:
电阻焊接是将两块铝件放在电极之间,并施加高电流通过电阻加热,使铝件表面熔化形成焊缝。
电阻焊接法适用于一些特殊的焊接项目,焊接速度快,焊接质量较高。
总结来说,气焊接法、TIG焊接法、MIG/MAG焊接法及电阻焊接法是最简单的铝焊接方法。
气焊接法适用于较薄铝件,TIG焊接法适用于较厚铝件,而MIG/MAG焊接法适用于大面积、批量生产等情况。
电阻焊接法适用于特殊的焊接项目。
需要根据具体焊接要求和可用设备,选择适合的焊接方法。
常见的焊接工艺比较
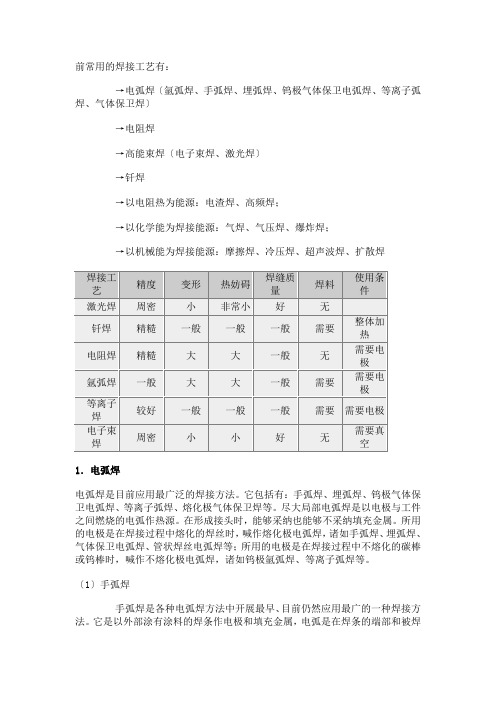
前常用的焊接工艺有:→电弧焊〔氩弧焊、手弧焊、埋弧焊、钨极气体保卫电弧焊、等离子弧焊、气体保卫焊〕→电阻焊→高能束焊〔电子束焊、激光焊〕→钎焊→以电阻热为能源:电渣焊、高频焊;→以化学能为焊接能源:气焊、气压焊、爆炸焊;→以机械能为焊接能源:摩擦焊、冷压焊、超声波焊、扩散焊1.电弧焊电弧焊是目前应用最广泛的焊接方法。
它包括有:手弧焊、埋弧焊、钨极气体保卫电弧焊、等离子弧焊、熔化极气体保卫焊等。
尽大局部电弧焊是以电极与工件之间燃烧的电弧作热源。
在形成接头时,能够采纳也能够不采纳填充金属。
所用的电极是在焊接过程中熔化的焊丝时,喊作熔化极电弧焊,诸如手弧焊、埋弧焊、气体保卫电弧焊、管状焊丝电弧焊等;所用的电极是在焊接过程中不熔化的碳棒或钨棒时,喊作不熔化极电弧焊,诸如钨极氩弧焊、等离子弧焊等。
〔1〕手弧焊手弧焊是各种电弧焊方法中开展最早、目前仍然应用最广的一种焊接方法。
它是以外部涂有涂料的焊条作电极和填充金属,电弧是在焊条的端部和被焊工件外表之间燃烧。
涂料在电弧热作用下一方面能够产生气体以保卫电弧,另一方面能够产生熔渣覆盖在熔池表面,防止熔化金属与四周气体的相互作用。
熔渣的更重要作用是与熔化金属产生物理化学反响或添加合金元素,改善焊缝金属性能。
手弧焊设备简单、轻便,操作灵活。
能够应用于维修及装配中的短缝的焊接,特殊是能够用于难以到达的部位的焊接。
手弧焊配用相应的焊条可适用于大多数工业用碳钢、不锈钢、铸铁、铜、铝、镍及其合金。
〔2〕埋弧焊埋弧焊是以连续送时的焊丝作为电极和填充金属。
焊接时,在焊接区的上面覆盖一层颗粒状焊剂,电弧在焊剂层下燃烧,将焊丝端部和局部母材熔化,形成焊缝。
在电弧热的作用下,上局部焊剂熔化熔渣并与液态金属发生冶金反响。
熔渣浮在金属熔池的外表,一方面能够保卫焊缝金属,防止空气的污染,并与熔化金属产生物理化学反响,改善焊缝金属的万分及性能;另一方面还能够使焊缝金属缓慢泠却。
埋弧焊能够采纳较大的焊接电流。
电子电工的焊接的工艺

电子电工的焊接的工艺
电子电工的焊接工艺常用的有以下几种:
1. 手工焊接:这种焊接方法比较简单,可以用手持焊枪进行。
但是需要有一定的技巧和操作经验,不能进行大规模的生产。
2. 波峰焊接:波峰焊接是一种可以批量生产的焊接方法。
该方法是通过将焊接板放在一个流动的锡池上,然后通过波峰塑料定量的将锡焊接到焊接板上,从而实现大规模的焊接。
3. 热风焊接:热风焊接是一种适用于细小板子的方法。
热风焊枪烘烤桥接塑料板子和金属涂层在一起。
这种方法要求操作者经验丰富,否则会让材料过度熔化。
4. 多头焊接:多头焊接可以同时焊接多个接头,从而提高生产效率。
但是,该方法需要购买专门的多头焊接设备,成本比较高。
总而言之,选择何种焊接方法应根据具体的需求和技术要求来进行选择。
建筑施工现场常用的焊接方法

建筑施工现场常用的焊接方法在建筑施工现场,焊接是个极其重要的环节。
你可能会想,焊接不就是把两块金属拼在一起吗?这还不简单?可别小看这项技术,焊接可不是三言两语就能说清楚的,咱们今天就来聊聊那些常见的焊接方法,看看它们在工地上的“绝活”。
1. 气体保护焊(GMAW)1.1 什么是气体保护焊?首先,咱们得了解气体保护焊。
它可不是那种吃饭时要用的护身符,而是利用惰性气体来保护焊缝不受空气影响的焊接方式。
想象一下,工人在高空作业,焊接的时候周围一片“烟雾弥漫”,这样可就容易产生缺陷了。
所以,气体保护焊就像是为金属披上了一层隐形斗篷,保护它免受外界的伤害,真是个聪明的主儿。
1.2 优缺点说到优点,这种焊接方式速度快、焊缝质量高,真是让人心动。
不过,缺点也是有的,设备价格稍微贵些,操作时对焊工的技术要求也挺高的。
这就好比,想要上天入地,得先把本事练好才行。
2. 电弧焊(SMAW)2.1 电弧焊简介接下来,我们聊聊电弧焊。
这种焊接方法就像是古老的魔法,利用电弧的高温将金属熔化,形成焊缝。
简单来说,就是把电流变成了“火焰”,瞬间把金属连成一体。
听起来是不是有点科幻?在工地上,电弧焊可是个老伙计,常常被焊工们称作“黑匠”,可见它的地位。
2.2 适用范围电弧焊适用范围广,钢铁、铝合金、甚至不锈钢都能搞定。
这就像你在厨房里,无论是煎、炒、烹、炸,样样都能来。
但要是有点风,焊接时就容易受干扰,焊工可得小心点,不然可就要“掉链子”了。
3. TIG焊(GTAW)3.1 TIG焊的魅力然后咱们得提一提TIG焊。
这是一种比较“讲究”的焊接方式,焊工手里握着个焊枪,焊接的同时还得用另一只手加料。
想想看,简直就像是一场舞蹈表演,既要灵活又要精准。
TIG焊的焊缝美观,熔池控制得当,真是工艺中的“艺术品”。
3.2 适用性与限制这种方法特别适合薄金属的焊接,尤其在航空航天和食品加工行业里,TIG焊可是绝对的“明星”。
不过,TIG焊也有它的短板,焊接速度慢,效率相对较低,有时候就像在做工艺品,得耐心点。
焊接电路板方法(一)

焊接电路板方法(一)焊接电路板的方法概述焊接电路板是电子制造中常见的工艺,通过将各个电子元器件连接到电路板上,实现电路的功能。
下面列举了几种常用的焊接电路板的方法。
方法一:手工焊接手工焊接是最常见的焊接电路板的方法。
它需要使用焊锡丝和焊接设备,通过手工将元器件逐个焊接到电路板上。
这种方法操作简单,适用于小规模的电子制造。
但是,手工焊接需要一定的技术要求和经验,并且工作效率较低。
方法二:波峰焊接波峰焊接是一种自动化的焊接方法。
它使用波峰焊接机,将电路板在焊接槽中通过波浪状的熔融焊料进行焊接。
这种方法可以同时焊接多个电子元器件,工作效率较高,适用于大规模的电子制造。
但是波峰焊接机设备较昂贵,并且需要专门的操作技术。
方法三:表面贴装焊接表面贴装焊接是一种现代化的焊接方法。
它将电子元器件直接焊接在电路板的表面,而不是通过插针的形式连接。
这种方法减小了电路板的体积,提高了电路的工作频率,适用于高频、高密度的电子制造。
但是,表面贴装焊接需要特殊的设备和工艺,并且对焊接技术要求较高。
方法四:热板压焊接热板压焊接是一种特殊的焊接方法,适用于焊接大型电路板或封装较大的元器件。
它通过加热电路板和焊锡垫层,使用压力将元器件与电路板连接在一起。
这种方法可以提高焊接的可靠性和均匀性,但是设备较昂贵,且对电路板和元器件的热稳定性要求较高。
方法五:无铅焊接无铅焊接是为了减少对环境的污染和提高焊接质量而提出的一种焊接方法。
它使用无铅焊料替代传统的铅锡焊料,减小了焊接过程中的有害气体和废物的排放。
无铅焊接要求焊接设备和工艺做出一定的改进,且焊接温度较高,对电路板和元器件的热稳定性要求较高。
结论以上介绍了几种常见的焊接电路板的方法,每种方法都有其适用的场景和优缺点。
在选择焊接方法时,需要根据电子制造的规模、电路板的要求和质量要求等因素综合考虑,以达到最佳的焊接效果。
优缺点比较下面是对以上提到的焊接电路板的方法进行优缺点比较。
手工焊接•优点:–操作简单,无需额外设备。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
几种典型的焊接方法的简单比较
焊接方法
焊
接
材
料
焊
接
电
源
电源
接法
应用范
围
主要
特点
自动
化程
度
调节
方式
主要
过度
形式
典型
焊直
径材
典型
焊材
牌号
焊接
电流
范围
焊接
电压
范围
焊接
气体
流量
范围
焊接
速度
范围
保
护
方
式
表
面
成
型
情
况
焊
接
位
置 酸性
交直
流
交直
流
E4303
焊条电
弧
焊 碱性直流直流
反接
碳钢、合
金钢
方便、
灵活
手工
焊工
自身
附壁
过渡
Ø3.2
E5015
100~13
0A
22~26
V
暂无
6~10
cm/m
in
气
渣
联
合
保
护
美
观
全
位
置
焊
电弧
自身
调节
埋弧焊
焊
丝、
焊剂
交直
流
交流
碳钢、低
合金钢、
不锈钢
等有色
金属
焊接深
度大、
热输入
量大、
相对效
率高
半自
动电压
反馈
自动
调节
滴状
过渡
Ø5
H08Mn
A
700~95
0A
34~42
V
暂无
60~1
50m/
h
气
渣
联
合
保
护
美
观
平
焊
CO2气
体保护焊 焊丝直流
直流
反接
低碳钢
及某些
低合金
结构钢
焊接方
便、无
需脱
渣、效
率高
全自
动、
半自
动
焊工
自身
短路
过
渡、
颗粒
过渡
Ø0.8
H08Mn
2SiA
60~180
A
18~23
V
8~15
L/mi
n
0~25
cm/m
in
气
体
保
护
成
型
不
美
观
全
位
置
焊
MAG 气
体保护焊 焊丝直流
直流
反接
碳钢、低
合金钢、
不锈钢
等高合
金钢及
高强钢
焊接方
便、效
率高、
焊道缺
陷少
全自
动、
半自
动
焊工
自身
短路
过
渡、
颗粒
过
渡、
亚射
流过
渡、
射流
过渡
Ø0.8
H11Mn
2SiA
60~200
A
18~24
V
35~4
5L/m
in
0~25
cm/m
in
气
体
保
护
成
型
不
美
观
全
位
置
焊
MIG 气
体保护焊 焊丝直流
直流
反接
不锈钢
等高合
金钢及
高强钢
等有色
金属
焊接速
度快、
效率
高、焊
道缺陷
少
全自
动、
半自
动
焊工
自身
喷射
过渡
Ø0.8
H11Mn
SiA
60~200
A
18~24
V
30~6
5L/m
in
0~25
cm/m
in
气
体
保
护
成
型
不
美
观
全
位
置
焊
船舶工程系081121班 钱长生。