车身精度公差标准
汽车白车身焊接精度偏差控制研究

汽车白车身焊接精度偏差控制研究发布时间:2022-08-30T05:56:31.441Z 来源:《中国科技信息》2022年33卷第4月8期作者:唐乾宗[导读] :白车身的焊接精度,对装配效果和整车性能均有较大的影响,控制白车的焊接精度有助于提高车身质量。
白车身的偏差重点在于零部件不同环节上的公差,唐乾宗柳州坤菱科技有限公司广西柳州 545000摘要:白车身的焊接精度,对装配效果和整车性能均有较大的影响,控制白车的焊接精度有助于提高车身质量。
白车身的偏差重点在于零部件不同环节上的公差,把握磨具、检具各自的精度,有助于减少公差的过度积累。
假设车身精度相比行业规定值要小,对汽车质量与成本都将有较大的影响。
本文重点你分析了白车焊接精度具体的偏差源,提出针对性的控制措施。
关键词:白车身;焊接精度;控制引言汽车工业发展十分迅猛,车型更是丰富多样,产品质量得到逐步提升,生产规模也在持续地扩大化。
近20年来,各大企业企业入驻中国市场。
作为产品优劣的标志,质量的重要性不言而喻。
质量(Q)S(服务)T(技术)P(价格)成为整车工艺选择的核心参数。
除技术、价格和服务外,质量控制也是生产企业的生命线。
保障车身尺寸精度,是汽车制造企业不变的追求。
1 车身制造尺寸偏差源分析汽车薄板件焊接装配涵盖了3个不同的阶段,分别是焊前、焊中和焊后。
在不同阶段,均有不同的偏差源会影响和改变装配偏差。
所以,控制装配偏差前,应当找到各类偏差源的形式。
薄板装配时,会有5种针对性的偏差源。
在焊前阶段,偏差源更多是零件和夹具本身引起的制造误差,也就是零件、夹具偏差。
这种偏差源源自加工制造中带来的制造误差。
而零件偏差则形成于零件冲压、前序工位子装配引起的偏差。
夹具偏差,指的是夹具在制作和装配后带来的偏差。
考虑到零件、夹具制造还有装配精度均已达到质量控制最高的极限,想要减小零件或是夹具本身的制造误差,从而提高装配质量,这就不得不付出高昂的成本。
所以,这种事后补救显然不是精度控制理想的方向。
汽车车身整车尺寸公差标准

汽车车身整车尺寸公差标准
对于汽车车身整车尺寸公差标准,根据中国国家标准的《机动车尺度、轴距、前悬和后悬标准的规定》(GB1589-2016),机动车的长宽高误差范围为正负5mm,即实际尺寸与设计尺寸之间的差距应小于等于5mm。
此外,对于整车的宽度,公差按照其所在面而定。
如果是A面,公差是±1.0毫米;如是B面,公差是±2.0毫米;如是C面,公差为±2.0毫米。
B面与C面没有差别,因为B件大多为结构件,与其他件关系密切,也就是被制约,C件相对而言更自由一些,由其他件传导的误差要小一些。
通常,如果测量点位于夹具的控制点上,其公差可以取下限,因为车身是按由外向内的装配方式装配的,误差就会被推往车内,外面的误差较之车内会小一些。
以上标准仅供参考,建议查阅相关汽车技术规范或联系相关汽车制造商获取更准确的信息。
白车身特殊公差设定规范
工艺设计Q/JQ 16123-2012制定部门: 工艺工程院 企业技术标准 代 替 号标题:白车身特殊公差设定规范第 1 页 共 12页修订标记 文件号更 改 内 容 修订页 修订日期 修订者标准化 会 签 制 定 校 对 审 核 批 准 发布日期 实施日期目 次前 言 ............................................................................... 2 1 范围 ............................................................................. 3 2 规范性引用文件 ................................................................... 3 3 基本原则 ......................................................................... 3 4 术语和定义 ....................................................................... 3 5 白车身特殊公差形式 ............................................................... 4 5.1 冲压件特殊公差 .................................................................. 4 5.2 焊装匹配特殊公差 ................................................................ 6 5.3 工装特殊公差 .................................................................... 9 6 特殊公差的标注方式 .............................................................. 10 6.1冲压件特殊公差标注方式 .......................................................... 10 6.2 特殊公差在MCP 和SQM 中的标注方式 .. (11)工艺设计Q/JQ 16123-2012标题:白车身特殊公差设定规范第2页共12页前言本标准《Q/JQ 16123-2012 白车身特殊公差设定规范》是公司工艺类标准之一。
车身数据校核要求

1:钣金件间隙
一般情况下控制为2mm ;对应其单个钣金件制造公差基准为±1.0;对地板钣金件制造公差基准为±1.5或±2.0,间隙控制在3.0~4.0 。
对于样件经常出现的对接间隙很小和无间隙的情况,实际情况是由生产控制调整造成的,通过公差控制以及移动公差控制使其安装间隙达到很小,同时也就达到很好的外观质量要求,如下
钣金件搭接如下图的规范:
2:包边
发动机罩球截面包边的规范
样件实际装配状 样件的公差基准;制造
工艺水平提高,费用提高
大于等于
车门包边的规范
车门复杂造型曲线切边处包边设计规范
车门、盖板类尖角处设计规范
3:止口面内外板高度
后背门内外板
有后背门护板遮盖时,外板比内板高1mm ;
无后背门护板遮盖时,内板比外板高1mm ;
侧围止口面,外板比内板高1mm
4:特征避让圆角设计规范
特征避让圆角合理的间隙为1mm,当不能满足1mm时按下表进行设计。
5:特征过渡配合时,间隙控制设计规范
6:孔距离折边圆角的设计规范
7:孔距切边的设计规范
孔距离切边3mm以上,如果冲孔、修边同时进行时,取5mm
8:钣金件最小间隙控制
未有配合关系,而互相接近的两钣金件最小间隙控制在2.0mm以上。
车身钣金加工公差要求2013-3-1
Q/LFQ 力帆实业(集团)股份有限公司企业标准Q/LFQ J0095—2013 车身钣金加工公差要求(试行)2013-02-23发布2012-03-01实施目次前言 (II)1 范围 (I)2 规范性引用文件 (I)3 定义 (I)4 测量位置 (1)5 等级 (1)6 允许公差及允许值 (2)7 通用尺寸公差 (10)8 图纸上的标示方法 (11)前言为保证冲压、折弯或拉伸工艺制造的汽车金属零件及其焊接总成的加工精度及其经济性,规范尺寸公差,特制定本标准。
本标准按照GB/T 1.1-2009《标准化工作导则第1部分:标准的结构和编写》给出的规则起草。
本标准由力帆汽车研究院车身所提出。
本标准由力帆汽车研究院标准所归口。
本标准由力帆汽车研究院车身所起草。
本标准起草人:李昌均本标准批准人:关锋金本标准所代替标准的历次发布情况为:首次制定。
车身钣金加工公差要求1 范围本标准规定了板厚为12mm以下的金属钣金加工允许公差。
本标准不适用非金属板材。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅所注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 13914-2002 冲压件尺寸公差GB/T 15055-2007 冲压件未注公差尺寸极限偏差3 定义3.1 切边宽度指刀口剪断边到对边的距离,如图1,用B表示。
3.2 切边长度指刀口剪断边的距离的长度,如图1,用L表示。
图13.3 直线度指将产品放在平台上,切断面上用直尺规接触状态下,最大曲度值,如图2所示,用a1表示。
图23.4 垂直度将产品放在平面上,产品的长边于直角尺的一边对齐,短边在接触直角尺另一边的状况下,产品另一端与直角尺短边的距离,如图3,用a2表示。
图34 测量位置剪断面部分允许偏差的测量位置,如图4所示板的剪断面方式进行。
图45 等级本标准把允许公差及角度、毛边允许值分成,根据零件的重要程度,将零件分为1级和2级,1级重要,2级次之。
车身外观间隙、面差及其公差验证
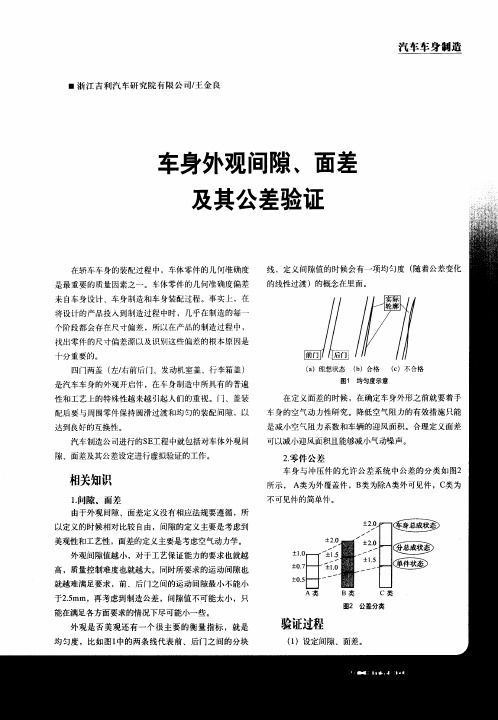
图2 公差分类
验证过程
()设定 间隙 、面差 。 1
1 I
Mc策 划
C Pa ln
()运动 间隙分析 2
最小运动 间隙设定值见表1 。
R 6 = x 6 .4 = 53 5
R 6 =
=
.
{ 527 2 . 3
表 1 运动 间隙
序 号 l 2 部位 前 车 门与 翼 子 板 前 车 门与 后 车 门 最 小 运 动 间 隙 设 定值 / mm 2 2
如图3 所示 ,后 门总 成包边
图6 前门铰链孔 示意图
轮廓误差 一后 门铰链 与门总成安装误差 一后 门铰链料 厚
误差一侧 围与后 门铰链 安装误差一侧 围总成前后 门铰链
铰链上的 安装孔 1 mm可以满 足公差要 求 ,对前 2
门安装精度无影响 。
( )后门铰链孔直径如见图7 7 所示。 前提 条件 :后 门 上的 铰链 安装 点偏 差 ±07 .mm;
汽车车身制造
_ 浙 江 吉 利 汽 车研 究 院 有 限 公 司, 金 良 王
车身外观间隙 面差
及其公差验证
在轿车 车身的装配过程 中,车体零件的几 何准确度 是最重要 的质量 因素之一 。车体 零件的几何准确 度偏差
来 自车 身设计 、车身制造和车 身装配过程 。事 实上 ,在 将设计 的产 品投入到制造过程 中时 ,几乎在制造 的每一 个阶段都 会存在尺寸偏差 ,所 以在产品的制造过程 中 , 找 出零件 的尺寸偏差源以及识 别这些偏差的根本 原因是
误差。
门安装精 度无影 响。
图3 前 后门尺寸链示意图
( )车身本体总成公差 如见图4 4 所示 。
斯柯达t200精度验收标准

斯柯达t200精度验收标准一、尺寸精度1. 长度尺寸精度:所有长度尺寸应符合设计图纸要求,允许偏差不超过±0.1mm。
2. 角度精度:角度尺寸应符合设计图纸要求,允许偏差不超过±0.1°。
3. 孔径精度:孔径尺寸应符合设计图纸要求,允许偏差不超过±0.05mm。
二、形状精度1. 直线度:斯柯达T200的形状应符合设计图纸要求,直线度允许偏差不超过±0.1mm/m。
2. 平面度:斯柯达T200的平面度应符合设计图纸要求,平面度允许偏差不超过±0.1mm/m。
3. 圆度:斯柯达T200的圆度应符合设计图纸要求,圆度允许偏差不超过±0.05mm。
三、表面粗糙度1. 表面粗糙度应符合设计图纸要求,一般要求Ra不大于0.4μm。
2. 表面不得有划痕、毛刺、腐蚀等不良现象。
四、位置精度1. 相对位置精度:各零部件之间的相对位置精度应符合设计图纸要求,允许偏差不超过±0.1mm。
2. 绝对位置精度:斯柯达T200的绝对位置精度应符合设计图纸要求,允许偏差不超过±0.1mm。
五、运动精度1. 直线运动精度:直线运动的行程精度应符合设计图纸要求,行程精度允许偏差不超过±0.1mm。
2. 旋转运动精度:旋转运动的旋转精度应符合设计图纸要求,旋转精度允许偏差不超过±0.1°。
六、重复精度1. 重复定位精度:重复定位精度应符合设计图纸要求,重复定位精度允许偏差不超过±0.1mm。
2. 重复运动精度:重复运动精度应符合设计图纸要求,重复运动精度允许偏差不超过±0.1°。
七、承载能力斯柯达T200的承载能力应符合设计图纸要求,在额定载荷下运行时不得出现明显的变形和损坏。
八、温度稳定性斯柯达T200在温度变化条件下运行时,各项性能指标应保持稳定,温度对尺寸、形状、位置等影响应控制在设计范围内。
汽车车身焊接夹具的精度评估探究
汽车车身焊接夹具的精度评估探究车身制造精度是汽车整车质量中专门关键的质量指标,它直截了当阻碍到整车的密封性、舒服性、美观性等,目前车身尺寸操纵精度差不多成为汽车制造业研究的焦点丰田汽车在进行的〝一毫米工程(车身的测量点的误差在±0.5mm)〞,差不多做到车身三坐标测量,测量点误差在±0.5mm内的占车身测量点比例的78%左右,测量点误差在±1mm内占车身测量点比例的97%以上。
国内汽车业追赶世界品牌汽车品质同时越来越关注汽车车身的制造精度了,而一个车身零件在300~500 个,这么多的冲压件需要在焊接夹具上进行装配后焊接,焊接后的车身尺寸偏差无疑和焊接夹具的精度有重要的作用。
在进行车身的新产品开发过程,焊接夹具在投入使用前需要对其进行精度的评估,本文旨在探究焊接夹具的评估方法,为提高焊接夹具在车身尺寸操纵的作用提供有效保证。
汽车厂把焊接夹具外委给夹具制造公司时要有制造验收的标准,各个汽车厂的各自对焊接夹具的结构性,标准性有各自的要求外,一样都会有焊接夹具本身的尺寸精度的通用要求,普遍的焊接夹具的评估是,汽车厂或焊接夹具制造公司对焊接夹具进行检测评估,检测的方法要紧三坐标测量机〔CMM,Coordinated Measurement Machine〕和其他辅助设备检测焊接夹具,而后对焊接夹具的精度进行评估,判定焊接夹具是否合格,是否能够满足使用要求,是否能够满足车身的精度的要求。
这种检测评估可分为两种方式。
一种是静态检测评估,另一种是动态检测评估。
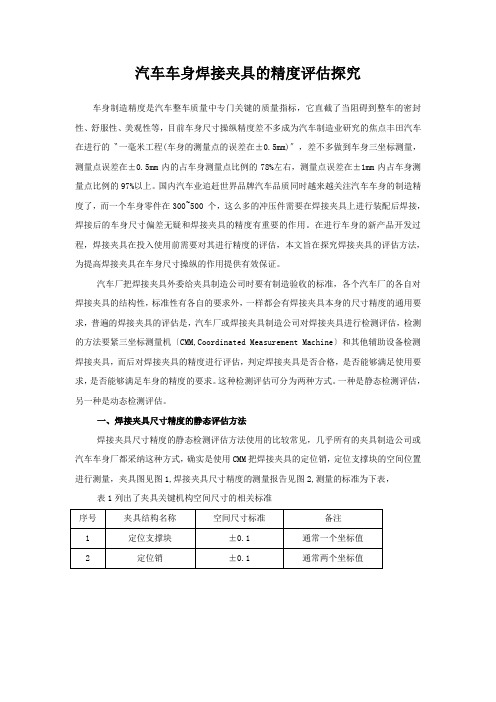
一、焊接夹具尺寸精度的静态评估方法焊接夹具尺寸精度的静态检测评估方法使用的比较常见,几乎所有的夹具制造公司或汽车车身厂都采纳这种方式,确实是使用CMM把焊接夹具的定位销,定位支撑块的空间位置进行测量,夹具图见图1,焊接夹具尺寸精度的测量报告见图2,测量的标准为下表,表1列出了夹具关键机构空间尺寸的相关标准图1 图2图1为夹具结构介绍图2为夹具的CMM检测报告二、焊接夹具尺寸精度的动态评估方法焊接夹具尺寸精度静态评估能够对定位零件的主体结构的定位销和连接支撑块进行有效的空间尺寸精度进行测量评估,但夹具使用的耐久性和定位的可靠性缺乏有效的评估了。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
标 准公 差1公 差21发动机盖与格栅WL 间隙6.0±2.3平行差2.32保险杆与发动机盖WL 间隙 6.0±2.0平行差2.03前大灯与发动机盖WL 间隙 6.0±2.0平行差2.5左右差2.54前大灯和保险杆间隙 1.5+3.0-1.5平行差3.0左右差3.0间隙1.5+2.0-1.5平行差1.55前翼子板与前大灯出入5前翼子板与前大灯间隙 1.5±1.46前大灯与保险杆间隙 4.0±2.5左右差2.0平行差2.5外 观 公 差 表 (前部1/3)部位NO 公 差部 位7.0BL:3.15.0TL:2.59.05WL:1.28.7WL:0.8±1.4AAA 1211AA BA标 准公 差1公 差27翼子板与保险杆边界出入±3.08翼子板与发动机盖板间隙4±1.0左右差1.0平行差1.08翼子板与发动机盖板段差0±1.09翼子板与保险杆间隙1±1.0平行差1.09翼子板与保险杆出入7.5TL:0.3±1.55.8TL:0.4±1.58.2WL:0.6+1.5-1.98.5WL:0.6+1.5-1.910翼子板与发动机盖板边界出入WL 方向1.5以下10翼子板与发动机盖板边界出入0.8TL 方向1.0以下11发动机罩格栅与前挡玻璃部分间隙00.5以下部位NO 部 位公 差外 观 公 差 表 (前部2/3)1111AB AA B AB标 准公 差1公 差213A 立柱和前翼子板边界出入1.5以下A 立柱和前翼子板边界出入0 1.5以下发动机盖与前翼子板边界出入0 1.5以下A 立柱与前翼子板出入0±1.5A 立柱与前翼子板间隙 2.5±1.5平行差1.514发动机盖与清洗液喷头部分间隙00.5以下15保险杆与前雾灯不管理无干涉16前翼子板与侧下边梁间隙 3.0±1.5按车体指示前翼子板与侧下边梁出入0.5±1.5按车体指示公 差外 观 公 差 表 (前部3/3)部位NO部 位131416A B C D E A B 15标 准公 差1公 差21前挡饰条唇部与前挡部分间隙00.5以下前挡饰条唇部与前挡部分间隙00.5以下前挡饰条与顶盖间隙 5.2±1.5平行差1.5顶盖与前挡段差段差2.7±1.82NO.1防护饰条与前翼子板端末出入0.6+3.00NO.2防护饰条与前门(前端)NO.2防护饰条与前门(后端)端末出入 3.0+3.00NO.3防护饰条与前门(前端)端末出入 4.0+3.00NO.3防护饰条与前门(后端)端末出入NO.1防护饰条与NO.2防护饰条边界出入0 1.0以下NO.2防护饰条与NO.3防护饰条边界出入1.0以下3立柱\顶盖侧及门框间隙 5.7±1.5立柱\顶盖侧及门框段差4B 立柱处的前门框与后门框间隙4.7±1.5平行差1.5B 立柱处的前门框与后门框边界出入上端0.15 1.5以下下端0.351.5以下5前翼子板与前门间隙 4.0±1.0平行差1.0±1.515.9TL:1.017.7TL:3.420.4TL:3.722TL:4.026TL:3.0外 观 公 差 表 (中部1/4)部位NO 部 位公 差123456A C D E AB C D E F G A B A BA前翼子板与前门门的出入0±1.06侧转向灯与车身部分间隙00.5以下标 准公 差1公 差28前门与后门TL间隙4.5±1.0平行差1.0前门与后门前门出入±1.09前防水条与后防水条WL段差0.2 1.5以下前防水条与后防水条BL段差0 1.5以下前门与后门上面WL边界出入1.0以下10前防水条与前门端末出入0.8±1.1后防水条与后门端末出入0.8±1.1门防水条与门框BL间隙0.5以下11后门与后翼子板间隙4.0±1.0平行差1.0后门与后翼子板门的出入10WL\11WL:0±1.08WL:-0.1±1.0前门(前端下方)与前翼子板(基)5WL出入-0.7±1.0前门(后端下方)与后门(前方下端)(基)5WL出入0.6±1.0后门(后方下端)5.5WL与翼子板(基)出入1.6±1.012顶盖饰条与前挡饰条部分间隙0013挡水胶唇部与B立柱前框饰条TL间隙 1.3±1.3挡水胶唇部与B立柱后框饰条TL间隙1.3±1.3外 观 公 差 表 (中部2/4)部位NO 部 位公 差B 8910111213A B A B CA B C A B B-1B-2B-3B A挡水胶唇部与C立柱前框饰条TL间隙 1.5±1.5挡水胶唇部与镜座饰条TL间隙 1.5±1.5挡水胶唇部与中导槽饰条TL间隙 2.0±2.0挡水胶唇部与中导槽饰条TL间隙2.0±2.0标 准公 差1公 差214顶盖和S/R玻璃段差0.7+0.5-1.516前挡饰条唇部与A立柱部分间隙00.5以下前挡饰条与A立柱间隙4.1±2.0平行差2.5前挡饰条与前挡部分间隙0.5以下17镜座和门框间隙00.5以下镜座和外防水条间隙1.0±1.018镜座和A立柱间隙5.0±1.8镜座和门外板WL间隙2.0±1.319后防水饰板与后门端末出入3.3±2.020防水饰条唇部与门板部分间隙00.5以下21三角窗导杆与防水饰板间隙 2.5±1.5外 观 公 差 表 (中部3/4)公 差部位NO部 位14161718192021A C CD E A A B A B A B C B F标 准公 差1公 差221前挡泥板后挡泥板接触部间隙0.5以下22门外把手与门外板全周间隙1.3±0.6平行差0.723后门框与C立柱间隙 5.7±1.5后门框与C立柱段差13.5WL :3.512WL :8.727TL :3.431TL :4.3部位NO 部 位公 差1.5以下外 观 公 差 表 (中部4/4)212223A B标 准公 差1公 差2 1后挡密封条唇部与后挡玻璃部分间隙00.5以下后挡密封条唇部与顶盖部分间隙00.5以下顶盖与B/W玻璃(后挡玻璃)段差 4.6±1.82后挡饰条唇部与后挡玻璃部分间隙00.5以下后挡饰条与C立柱间隙 5.0±2.0平行差2.0后挡饰条唇部与C立柱间隙00.5以下3后翼子板与行李箱盖间隙 4.3±1.0平行差1.0左右差1.0后翼子板与行李箱盖出入0±1.04后翼子板与后保险杆WL间隙 4.0±3.0平行差3.0后翼子板与后保险杆出入0.7±3.0平行差2.05后翼子板与组合灯间隙 2.0±1.5平行差1.2后翼子板与组合灯出入8.4WL:2.2910.0WL:2.5710.5WL:1.25±1.5外 观 公 差 表 (后部1/3)部位NO 部 位公 差123456C A DA C BA BA BA B8.2BL :0.426后组合灯与后保险杆间隙 4.0±3.0平行差2.0后组合灯与后保险杆出入1.2±2.57.0BL 处标 准公 差1公 差27行李箱盖与后保险杆WL 间隙±4.55BL处间隙:8.0±3.0左右差3.08后挡玻璃与行李箱盖间隙图面值±1.5平行差1.59油箱盖与后翼子板上侧间隙 3.1±1.0平行差1.0下侧间隙 3.3±1.0平行差1.0前后间隙3.5±1.0平行差1.0油箱盖与后翼子板出入0.5±1.010顶盖饰条与侧围板间隙0.5以下11顶盖饰条后端与顶盖饰条TL 偏移饰条入0.5出+=1.1入-=1.612尾翼与行李箱盖间隙0.5 1.0以下侧边1.5以下外 观 公 差 表 (后部2/3)公 差1.5部位NO 部 位789101112A BA B B A标 准公 差1公 差212翼子板半圆形部与后保险杆前端TL 出入0±3.0翼子板半圆形部与后保险杆前端WL 间隙0.7 1.2以下翼子板半圆形部与后保险杆前端出入0.5±1.514后组合灯与行李箱盖间隙L-C:4.7C-:4.7-5.7后组合灯与行李箱盖出入8.07-10.25WL:0.35-0.7±1.715后翼子板与行李箱盖a 处间隙 4.3±1.0平行差1.0l 处间隙 4.7±1.0平行差1.0后翼子板与行李箱盖出入±1.016行李箱盖与牌照灯饰条部分间隙0.5+1.2-0.3平行差1.0行李箱盖与牌照灯饰条(侧边)部分间隙1.0+1.2-0.8±1.7平行差1.5左右差2.0外 观 公 差 表 (后部3/3)公 差部位NO部 位12141516B C A B A B A B A标 准公 差1公 差21仪表罩与仪表板间隙0.3全周0.7以下仪表罩与仪表间隙3.0±1.52前挡玻璃与仪表板前端间隙 5.0±2.5玻璃框线与仪表板前端搭边5.0±3.03通风格栅与仪表板边间隙0.2全周0.7以下通风格栅与仪表板边段差1.0±1.04杂物箱上部间隙 2.0±1.0杂物箱横部间隙 1.5±1.0左右差1.5平行差1.0杂物箱正面段差 1.0±1.0杂物箱与箱锁间隙WL:2.1±0.55开关与中央面板间隙 1.0全周±0.5外 观 公 差 表 (仪表板1/5)公 差部位NO 部 位123456A B A B A B A C D A B6仪表板与后操纵架间隙 1.0 1.8以下平行差1.07中央面板与音响间隙 1.0全周±0.5平行差0.7中央面板下部与小物箱间隙1.5±1.0标 准公 差1公 差29后操纵架与AT挡位指示器间隙 4.43+1.0-3.0后操纵架与AT挡位指示器间隙4.34+1.0-3.010烟灰盒与IP(仪表板)间隙 1.5+0.7-1.0烟灰盒与IP(仪表板)段差1.0±1.011转向柱套和仪表罩间隙 5.0(向上倾斜)±3.0转向柱套上部和下部间隙0+3.00转向柱套上部和下部段差0+3.00仪表板(向上倾斜时)和转向柱套间隙右8.2左9.5±3.0左右差3.012安全气囊边缘与仪表板段差0±1.0安全气囊边缘与仪表板间隙0.7全周±0.513仪表板与A立柱内饰板间隙 1.0±1.0部位NO 平行差1.5以下,见部 位公 差外 观 公 差 表 (仪表板2/5)7910111213A AB A B A B A BCD A B A仪表板与门内饰板间隙 6.0±3.5平行差2.014中央面板与仪表板间隙0.30.8以下标 准公 差1公 差215下面板间隙0.5±0.5下面板段差1.0±1.016仪表侧面板与仪表板侧边段差 1.0±1.0仪表侧面板与仪表板侧边间隙0.5全周±0.517控制开关与中央面板间隙0.50.7以下控制按压开关与中央面板间隙1.0±0.318后操纵台架与前烟灰盒左侧间隙 1.8+1.2-0.5后操纵台架与仪表板间隙1.5±0.719仪表板与仪表板SW按钮间隙 1.0±1.0,无干涉仪表板SW按钮与SW按钮间隙1.0±1.0,无干涉部位NO部 位公 差外 观 公 差 表 (仪表板3/5)14151617191820C A A B A B A B A B A B20盖与仪表板段差0±1.0盖与仪表板间隙0.30.7以下21方向盘和A/B盖间隙 2.5±1.5方向盘和A/B盖段差±1.2标 准公 差1公 差21后操纵台架与杯架盖边TL间隙1.35+0.75-0.32杯架盖边与后操纵台架TL间隙0.7+0.5-0.2杯架盖边与后操纵台架出入1+0.5-1.03杯架盖边与后操纵台架BL间隙0.93+0.4-0.5左右差0.6以下杯架盖与后操纵台架BL间隙0.5±0.34盖面板与后操纵台架BL间隙0.50.8以下平行差0.4左右差0.45盖面板与后操纵台架TL间隙0.5±0.36盖面板与驻车制动面板TL间隙0.5+0.3-0.5部 位公 差外 观 公 差 表 (仪表板4/5)部位NO 21A B A B A A B A B A A A标 准公 差1公 差27后操纵架与驻车制动面板BL间隙0.5+1.2-0.5胶盖与驻车制动面板BL间隙0.5+0.3-0.5后操纵架与驻车制动面板出入0.5+0.5-1.0胶盖与驻车制动面板出入0.5+0.7-0.58后操纵架与驻车制动面板TL间隙0.5+0.3-0.5胶盖与驻车制动面板TL间隙0.5+0.3-0.5部位NO 部 位公 差外 观 公 差 表 (仪表板5/5)A B C D A B标 准公 差1公 差2 1顶蓬与陶瓷黑框线间隙 3.5±2.6顶蓬与陶瓷黑框线搭边10±3.02顶蓬与接合密封条部分间隙搭边3.4无间隙3后挡风玻璃与顶蓬间隙A-1:3.5±2.6A-2:3.5+3.6-2.0顶蓬与陶瓷黑框线搭边 2.0±3.04顶蓬与A立柱内饰板部分间隙搭边1.0 1.0以下公 差部位NO 部 位外 观 公 差 表 (内饰板1/5)123 456A BAA B A5顶蓬与B立柱内饰板上部部分间隙搭边1.0 1.0以下6B立柱内饰板上部与接合密封条部分间隙搭边3.4无间隙7前挡屏蔽部与A立柱内饰板间隙 2.5±2.5前挡屏蔽部与A立柱内饰板搭边7.0±3.0接合密封胶和A立柱内饰板部分间隙搭边4.1无间隙标 准公 差1公 差28B 立柱内饰板上部与下部间隙0 1.0以下接合密封条与B立柱内饰板下部间隙1.0以下9顶蓬与C立柱内饰板部分间隙搭边1.0 1.0以下10接合密封条与C立柱内饰板间隙搭边3.3无间隙后挡玻璃与C立柱内饰板间隙2.5±2.5框线与C立柱内饰板搭边7.0±3.011顶蓬与室内灯间隙搭边1.50.5以下部位NO 部 位公 差外 观 公 差 表 (内饰板2/5)78910111213A A ABC AB AA CB A12前侧内饰板与前门内饰板间隙7.0±3.513门饰板与前门踏板间隙9.0±4.0前门踏板与侧边梁间隙0.51.7以下14前门内饰板与B立柱内饰板下部间隙7.0±3.5后门内饰板与B立柱内饰板下部间隙7.0±3.5后门内饰板与B立柱内饰板下部间隙 5.0±3.5后门前上端30mm内前门内饰板与前门内板间隙2.0以下15前门内饰板与三角饰盖间隙 1.0 3.0以下平行差1.5以下标 准公 差1公 差215前门内饰板与内把手间隙搭边2.0无间隙16SW 面板与门内饰板间隙0全周0.5以下17前侧内饰板与前踏板间隙 1.0±1.018前踏板与B立柱内饰板下部间隙0 1.0以下19B 立柱内饰板与后踏板间隙 1.0±1.0公 差部位NO部 位外 观 公 差 表 (内饰板3/5)1415151617A AB A B BC A A A A A A后踏板与轮罩处内饰板间隙0 1.0以下20门拉手边与前门内饰板间隙搭边0.5全周0.5以下门拉手边与前门内饰板间隙搭边1.0全周0.5以下21门拉手与后门内饰板间隙搭边1.0全周0.5以下门拉手与后门内饰板间隙搭边1.0全周0.5以下标 准公 差1公 差222接合密封条和后轮罩内饰板间隙0 1.0以下C立柱内饰板和后轮罩内饰板间隙1.0以下23后门内饰板和后轮罩内饰板间隙7.0±3.5后门内饰板和后门内板间隙2.0以下24C立柱内饰板与后座靠背内饰板间隙 1.0±1.0部位NO部 位公 差外 观 公 差 表 (内饰板4/5)18192021B A B A B 222324A B A B A25顶蓬和A、B、C立柱和密封条的三角区间隙0 3.0以下26行李箱密封条和后仓末端内饰板间隙搭边2.5无间隙27盖和侧边梁外侧间隙00.5以下盖和侧边梁外侧间隙1.0以下标 准公 差1公 差228内后视镜29密封条和车体外侧段差 3.97.0以下公 差外 观 公 差 表 (内饰板5/5)部位NO 部 位摇动镜子时,镜座槽和镜座没有卡嗒松动声252627A A AB 2829A标 准公 差1公 差2公 差部 位外 观 公 差 表 (坐标1/5)部位NO部位NO 部 位外 观 公 差 表 (坐标2/5)公 差标 准公 差1公 差2标 准公 差1公 差2外 观 公 差 表 (坐标3/5)部位NO 部 位公 差标 准公 差1公 差2外 观 公 差 表 (坐标4/5)部位NO 部 位公 差标 准公 差1公 差2外 观 公 差 表 (坐标5/5)部位NO 部 位公 差。