真空电镀工艺成本分析范例
电镀成本计算--实例
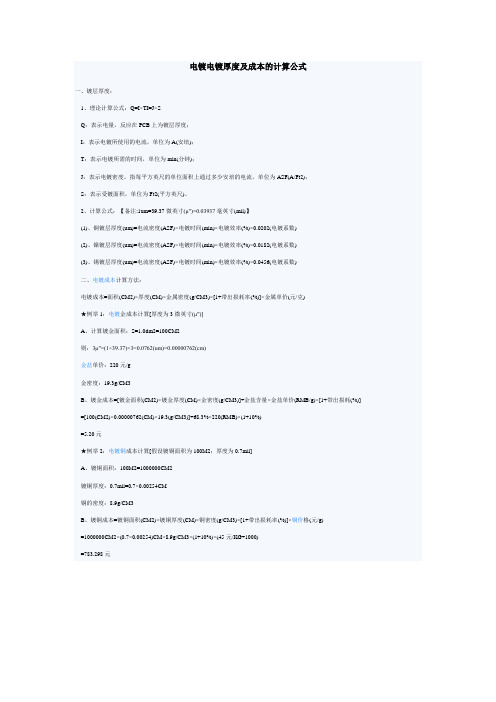
电镀电镀厚度及成本的计算公式一、镀层厚度:1、理论计算公式:Q=I×TI=J×SQ:表示电量,反应在PCB上为镀层厚度;I:表示电镀所使用的电流,单位为A(安培);T:表示电镀所需的时间,单位为min(分钟);J:表示电镀密度,指每平方英尺的单位面积上通过多少安培的电流,单位为ASF(A/Ft2);S:表示受镀面积,单位为Ft2(平方英尺)。
2、计算公式:【备注:1um=39.37微英寸(μ")=0.03937毫英寸(mil)】(1)、铜镀层厚度(um)=电流密度(ASF)×电镀时间(min)×电镀效率(%)×0.0202(电镀系数)(2)、镍镀层厚度(um)=电流密度(ASF)×电镀时间(min)×电镀效率(%)×0.0182(电镀系数)(3)、锡镀层厚度(um)=电流密度(ASF)×电镀时间(min)×电镀效率(%)×0.0456(电镀系数)二、电镀成本计算方法:电镀成本=面积(CM2)×厚度(CM)×金属密度(g/CM3)×[1+带出损耗率(%)]×金属单价(元/克)★例举1:电镀金成本计算[厚度为3微英寸(μ")]A、计算镀金面积:S=1.0dm2=100CM2则:3μ"=(1÷39.37)×3=0.0762(um)=0.00000762(cm)金盐单价:220元/g金密度:19.3g/CM3B、镀金成本=[镀金面积(CM2)×镀金厚度(CM)×金密度(g/CM3)]÷金盐含量×金盐单价(RMB/g)×[1+带出损耗(%)] =[100(CM2)×0.00000762(CM)×19.3(g/CM3)]÷68.3%×220(RMB)×(1+10%)=5.20元★例举2:电镀铜成本计算[假设镀铜面积为100M2;厚度为0.7mil]A、镀铜面积:100M2=1000000CM2镀铜厚度:0.7mil=0.7×0.00254CM铜的密度:8.9g/CM3B、镀铜成本=镀铜面积(CM2)×镀铜厚度(CM)×铜密度(g/CM3)×[1+带出损耗率(%)]×铜价格(元/g)=1000000CM2×(0.7×0.00254)CM×8.9g/CM3×(1+10%)×(45元/KG÷1000)=783.298元化学镀镍加工成本核算方法对于化学镀镍加工成本问题是每一个化学镀镍加工厂最为关心的问题,也是要投入这一行业的人员首先应该考虑的问题,然而对一般的原料供应商及技术转让单位为了让准客户决心投产而往往对加工成本一事有故意报低的事实,特别是有些单位甚至于说化学镀镍的成本仅为电镀成本的三分之一,这纯属无稽之谈,因为其一电镀是利用电还原沉积,无论如何它都比化学镀镍中使用还原剂氧化还原沉积要廉价的多,更何况化学镀镍中还原剂的利用率远没有电镀高。
电镀工艺市场分析报告
电镀工艺市场分析报告1.引言1.1 概述概述:电镀工艺是一种重要的表面处理技术,通过在金属表面电化学沉积一层金属或非金属的薄膜,以改善其外观、提高耐腐蚀性和增加表面硬度。
电镀工艺在各种行业中都有着广泛的应用,包括汽车制造、家电制造、机械加工等领域。
本文将对电镀工艺市场进行深入分析,包括市场现状、发展趋势以及市场前景展望,旨在为相关行业提供决策参考。
1.2 文章结构文章结构部分:本报告分为引言、正文和结论三部分。
引言部分首先概述了报告的主题,即电镀工艺市场分析,接着介绍了文章的结构和组织,说明了每个部分的内容和重点,然后阐述了本报告的目的和意义,最后对整篇报告进行了简要的总结。
正文部分主要包括对电镀工艺的概述,电镀工艺市场现状的分析,以及电镀工艺市场发展趋势的分析。
通过对电镀工艺的基本原理和应用领域进行介绍,对市场现状进行深入分析,包括市场规模、市场竞争、行业发展趋势等方面的内容,以及对未来市场发展的预测和趋势的分析。
结论部分对电镀工艺市场的前景进行展望,提出了相关的建议与展望,并对整篇报告进行了总结,阐述了本报告的主要观点和结论。
1.3 目的目的部分的内容:本报告的目的是对电镀工艺市场进行全面的分析,包括对市场现状、发展趋势、前景展望等方面进行深入研究。
通过对市场的分析,旨在为相关企业提供决策参考,帮助它们更好地把握市场动态,制定有效的市场策略,提升竞争力。
同时,也旨在为政府部门、投资者和研究机构提供有关电镀工艺市场的全面信息,促进行业的健康发展和可持续发展。
1.4 总结总结部分:在本报告中,我们对电镀工艺市场进行了深入的分析和研究。
通过对电镀工艺的概述、市场现状分析和发展趋势的探讨,可以得出以下结论:首先,电镀工艺作为一种重要的表面处理技术,在多个行业有着广泛的应用,具有巨大的市场潜力。
市场需求的增长正在推动电镀工艺市场的发展。
其次,随着环保意识的不断提高和法规的日益严格,电镀工艺技术将朝着更加环保、节能的方向发展,同时也需要更加先进的技术和设备来提升生产效率和品质。
电镀工艺的成本和基本检验标准
电镀工艺的成本和基本检验标准4-1.电镀的成本预估4-1-1.电镀成本的大致数据电镀件在加工成本的考虑上主要参考其加工工艺过程的复杂性和表面积的大小,一般的制件其成本主要是工艺流程带来的成本,下面就一些已知的工艺过程作一些说明:以一个普通高光电镀件作为标准;作亚光电镀效果价格会贵30%左右;作简单的表面局部绝缘效果价格会增加30%-50%;三:标准号标准名称等效采用国际标准ISO标号GB8015. 1-87 铝和铝合金阳极氧化膜厚度的试验方法重量法2016-1982GB8015.铝和铝合金阳极氧化膜厚度的试 2128-12-87 验方法分光束显微法976GB8752-88 铝及铝合金阳极氧化薄阳极氧化膜连续性的检验硫酸铜试验2085-1976GB8753-88 铝及铝合金阳极氧化阳极氧化膜封闭后吸附能力的损失评定酸处理后的染色斑点试验2143-1981GB8754-88 铝及铝合金阳极氧化应用击穿电位测定法检验绝缘性2376-1972GB11109 -89 铝及铝合金阳极氧化术语7583-1986GB11110 -89 铝及铝合金阳极氧化阳极氧化膜的封闭质量的测定方法导纳法2931-1983GB/T129 67.1-91 铝及铝合金阳极氧化用喷磨试验仪器测定阳极氧化膜的平均耐磨性8252-1987GB/T129 67.2-91 铝及铝合金阳极氧化用轮式磨损试验仪器测定阳极氧化膜的耐磨性和磨损系数8251-1987GB/T129铝及铝合金阳极氧化氧化膜的 3770-167.3-91 铜加速醋酸盐雾试验(CASS试验)976GB/T129 67.4-91 铝及铝合金阳极氧化着色阳极氧化膜耐紫外光性能的测定6581-1980GB/T129 67.5-91 铝及铝合金阳极氧化用变形法评定阳极氧化膜的抗破裂性3211-1977GB11250 .1-89 复合金属覆层厚度的测定—金相法GB11250 .2-89 复合金属覆层厚度的测定—X荧光法GB11250 .3-89 复合金属覆层厚度的测定—容量法GB11250 .4-89 复合金属覆层厚度的测定—重量法GB/T13322-91金属覆盖层低氢脆镉钛电镀层GB/T133 46-92 金属覆盖层钢铁上镉电镀层2082-1986JB/T506钢铁制件粉末机械镀锌7-91JB/T506 8-91 金属覆盖层厚度测量X射线光谱测量方法3497。
电镀项目工作总结范文(3篇)

第1篇一、前言随着我国经济的快速发展,电子、汽车、航空航天等行业对电镀技术的要求日益提高。
作为一项重要的表面处理工艺,电镀在提高材料性能、延长使用寿命、增强美观性等方面发挥着重要作用。
本篇工作总结旨在对电镀项目实施过程中的各项工作进行回顾、总结和分析,以期为后续项目的顺利开展提供借鉴。
二、项目背景1. 项目名称:XX公司电镀生产线改造项目2. 项目时间:2021年1月-2021年12月3. 项目地点:XX公司生产车间4. 项目目标:提高电镀生产线自动化程度,降低生产成本,提升产品质量。
三、项目实施过程1. 项目前期准备(1)成立项目组:由生产部、技术部、设备部、财务部等部门相关人员组成,明确各成员职责。
(2)制定项目计划:明确项目目标、实施步骤、时间节点、预算等。
(3)设备选型:根据项目需求,对国内外电镀设备进行调研、比较,最终确定采购设备。
2. 设备安装与调试(1)设备进场:按照项目计划,将设备运至现场。
(2)设备安装:按照设备安装规范,进行设备安装工作。
(3)设备调试:对设备进行调试,确保设备运行稳定、可靠。
3. 生产线改造与调试(1)生产线改造:对原有生产线进行改造,包括设备更换、生产线布局调整等。
(2)生产线调试:对改造后的生产线进行调试,确保生产线运行顺畅。
4. 员工培训(1)技术培训:对操作人员进行电镀技术培训,提高操作技能。
(2)安全培训:对操作人员进行安全知识培训,提高安全意识。
5. 项目验收(1)自检:项目组对项目实施过程进行全面自检,确保项目达到预期目标。
(2)验收:邀请相关部门对项目进行验收,对存在问题进行整改。
四、项目成果1. 提高生产效率:改造后的电镀生产线自动化程度提高,生产效率提升20%。
2. 降低生产成本:通过优化工艺流程、降低能源消耗,生产成本降低15%。
3. 提升产品质量:电镀产品质量稳定,合格率提高至99%。
4. 减少环境污染:采用环保型电镀工艺,废水排放达标,减少环境污染。
电镀成本核算
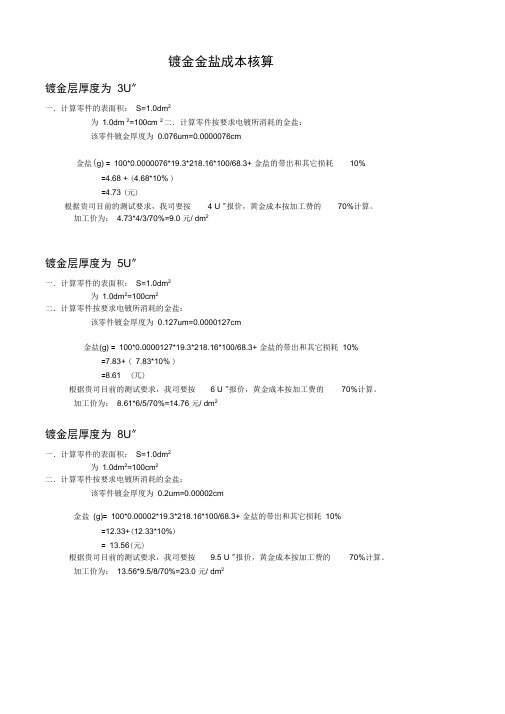
镀金金盐成本核算镀金层厚度为3U〞一.计算零件的表面积:S=1.0dm2为 1.0dm 2=100cm 2 二.计算零件按要求电镀所消耗的金盐:该零件镀金厚度为0.076um=0.0000076cm金盐(g) = 100*0.0000076*19.3*218.16*100/68.3+ 金盐的带出和其它损耗10% =4.68 + (4.68*10% )=4.73 (元)根据贵司目前的测试要求,我司要按 4 U "报价,黄金成本按加工费的70%计算。
加工价为: 4.73*4/3/70%=9.0 元/ dm2镀金层厚度为5U〞一.计算零件的表面积:S=1.0dm2为 1.0dm2=100cm2二.计算零件按要求电镀所消耗的金盐:该零件镀金厚度为0.127um=0.0000127cm金盐(g) = 100*0.0000127*19.3*218.16*100/68.3+ 金盐的带出和其它损耗10% =7.83+ ( 7.83*10% )=8.61 (兀)根据贵司目前的测试要求,我司要按 6 U "报价,黄金成本按加工费的70%计算。
加工价为:8.61*6/5/70%=14.76 元/ dm2镀金层厚度为8U〞一.计算零件的表面积:S=1.0dm2为 1.0dm2=100cm2二.计算零件按要求电镀所消耗的金盐:该零件镀金厚度为0.2um=0.00002cm金盐(g)= 100*0.00002*19.3*218.16*100/68.3+ 金盐的带出和其它损耗10%=12.33+(12.33*10%)= 13.56(元)根据贵司目前的测试要求,我司要按9.5 U "报价,黄金成本按加工费的70%计算。
加工价为:13.56*9.5/8/70%=23.0 元/ dm2一•计算零件的表面积:S=1.0dm2为 1.0dm2=i00cm2二•计算零件按要求电镀所消耗的金盐:该零件镀金厚度为0.25um=0.000025cm金盐(g) = 100*0.000025*19.3*218.16*100/68.3+ 金盐的带出和其它损耗10%=15.41 + (15.41*10% )=16.95 (兀)根据贵司目前的测试要求,我司要按12 U"报价,黄金成本按加工费的70%计算。
电镀厂成本管控方案范文
电镀厂成本管控方案范文背景随着国内制造业的发展壮大,电镀行业也得到了快速的发展。
而电镀厂作为电镀行业的主要生产和加工企业,其成本控制和管理显得尤为重要。
因此,本文将从电镀厂的角度,探讨如何制定科学的成本管控方案,以提高电镀厂的生产效率和市场竞争力。
成本管控方案的重要性首先,成本是企业经营的重要指标之一。
控制成本,就是节省支出,增加收入,提高企业的盈利能力。
其次,合理的成本管控方案可以减少企业的浪费,提高生产效率。
良好的成本管控方案不仅能够加强企业市场竞争力,也能推动企业整体发展。
实施成本管控方案的具体措施1. 强化成本控制制度电镀厂需要制定切实可行的成本控制制度,将其列入企业管理体系中,明确各种经费的使用权限和审批程序,引导员工合理使用经费,并定期组织检查成本使用情况,确保各项支出符合预算标准、公正合理。
同时,建立完善的监控机制,确保成本管控制度的执行和有效性。
2. 优化生产流程通过优化生产流程,减少生产过程中的浪费,提高生产效率。
首先,通过生产流程的整合优化,降低物流成本。
其次,通过新型设备的使用和管理维修,提高设备的利用率和工作效率。
最后,进行员工培训和管理,提高员工职业素养和工作效率,促进生产效率的提高。
3. 精简供应链电镀厂需要建立良好的供应链管理体系,通过评估供应商和货源质量,选择有信誉的供应商,合理定价,降低采购成本。
在供应链和生产过程中,电镀厂应采取自制、内外混配等多渠道的采购方式,提高采购效率,降低采购成本。
4. 减少库存电镀厂应该掌握最小化库存的科学方法。
科学评估仓储空间,分析每种产品的销售情况和成本分布,考虑合理批量制定库存计划,定期盘点库存,及时对不合理库存进行处理,降低存储成本。
5. 强化质量控制电镀厂要实施科学的质量控制制度,从源头上确保产品质量。
在生产过程中,要设立质量管理部门,建立质量管理流程,通过各站点的检验和层层过验,控制产品的质量。
同时,根据客户的需求和市场导向,不断改进生产和制造工艺,保证成本控制的同时,提高产品的质量和性能。
真空电镀分析报告

真空电镀分析报告真空电镀特点1.真空电镀是一种能在绝大部分材质的物体上进行表面处理的先进工艺,如:金属,塑胶,陶瓷,木材,复合材料等。
2.颜色可任意控制,外观鲜艳,金属质感强。
3.成品功能品质好,正常情况下,普通PC材质塑胶件百格能达到4-5B,耐摩能达到300圈,如果经过工艺和原材料上的调整,甚至能通过人工汗,水煮,翻滚等高要求的测试。
4.制造工艺和成品完全符合环保要求行业分析消费类电子产品市场日新月异,消费者对产品的外观要求越来越多,也越来越高。
目前在在消费类电子产品的表面处理工艺上主要有两种工艺,一就是喷油,二就是水电镀。
喷油能让产品表面获得任意想要的颜色和更优异的物理性能,但是却不能获得良好的金属质感,水电镀到是可以有很强的金属质感,但是其色彩单调,性能不稳定,制造工艺及成品都难以达到越来越高环保和节能的要求。
真空电镀最早出现在上世纪八十年代末期,但是由于其市场应用不多,成本偏高,和自身技术的不成熟,所以一直位能得到广泛的应用。
但是如今的市场却给真空电镀行业带来了前所未有的发展机遇。
所以现在投资做真空电镀是最佳的介入时机!市场分析以手机行业为例,外观组件有两类厂商,一就是手机外壳,二就是手机按键。
外壳方面,一线厂家有:东莞劲胜(三星外壳厂商),东莞赫比(摩托罗拉外壳厂商),深圳信濠(诺基亚外壳厂商),深圳盈佳(三星外壳厂商),其中劲胜和赫比是有真空电镀的,但是却每个月还有大量部品外发加工,松泰就是劲胜几家真空电镀协力厂商之一,每个月的给劲胜的加工额度50万人民币左右。
赫比由于受到摩托罗拉的影响,本来量就不是很大,再加上自己有真空电镀,所以外发量不是很多。
深圳信濠月外发量在80万左右,松泰占其中30万左右,深圳盈佳由于自己没有真空电镀,而且量也很大,现在每个月的外发量都在250-300万左右,二类厂商有:东升(200万),优威王(60万),鸿绩(90万),广正-广义(110万),英达(90万),福昌(70万),捷荣(80万)等等,其它中小型厂商不再一一列举。
电镀成本计算
电镀成本计算烟台电镀技术研究所整理摘要:本文旨在描述近似的电镀工艺成本估算方法,试图只考虑最重要的参数,并简化他们的选择。
我们的目标是设置一个简单但是可靠的方法,该方法可用于在这些过程中所涉及的成本来获得总体的想法。
电镀成本是基于3个主要因素:1。
材料2。
劳动3。
设备劳动肯定是的最重要的因素,大多为常用的金属电镀,在其中的材料的成本是不那么高。
要考虑的另一个非常重要的参数是要被涂敷的物体的表面积,因为它影响对所有三个上述因素。
实证的方法来估算表面积论文“ 实证的表面面积的计算对象,安德烈Mazzilli的Torben Lenau(1996)“。
1。
为了计算电镀的一个部分的材料的成本的材料成本,人们必须知道将要沉积的材料量和价格的涂层材料。
·材料的金额(即质量),这是将要沉积的材料的量依赖于三个参数:一)的表面面积,二)的涂层的厚度,c)该材料的密度a)计算部件的表面区域的“S”[DM 2 /]这有时是一个非常困难的任务,因为有许多复杂的形状。
因此,这种计算通常是通过使用特定的工具(例如计算机辅助工具)或者,试图近似复杂的几何图形,作为一种较为常见的(简单)。
这种简单的几何形状可以是一个球体,圆锥体,圆柱体或平行六面体上的部分的形状,这取决于。
在前面提到的文章“ 实证的表面积计算的对象,安德烈Mazzilli 的Torben Lenau(1996)“ 的全部细节。
二)涂层的厚度“t”[μm]的表面涂层的厚度是高度依赖于材料和涂层的目的。
所以,通常它被决定的情况下的情况下。
然而,每一个电镀过程中有其推荐范围值(见表1)。
C)材料的密度“Q 米“[克/分米2·微米]为了简化的物质的量的计算中,常见的材料的密度值,通常在[克/厘米3 ](见表1),由下式中的一个更方便的单位变换。
Q M= 0.01·D 米其中:d 米 =材料的密度克/厘米3 ]以下的表格显示了一些重要的变量,可用于电镀成本的计算,不同的涂层材料的值。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2.957
27000
PCS
镭字符成本
0.347
75
%
0
0.000
17
%
0
0.000
0
%
0
0.000
输入信息区
素材损耗
0.000
RMB/PCS
治具模具摊提
0.040
120
mm ×
100 mm ×
3 治具摊提
0.160
1個
宽
1個
共
1個 人工制造及管理成本
0.679
576
PCS 每炉单 500
RMB 不良率所占成本
治具间隔(长) ㄧ炉治具可摆放量 第一道涂料单价(Kg) 第二道涂料单价(Kg) 第三道涂料单价(Kg)
镭雕成本 其他制程
治具模具 治具摊提射出单价
预估良率 税率
估算日期
2021/4/3
喷涂UV+电镀+喷涂UV中涂+喷涂UV面漆
产品图片
120
mm 治具长
100
mm 治具宽
3
mm 间隔长 1個
报价信息(RMB)
成本分析1
客
户
名
称
机
种
名
称
产
品
名
称
产
品
制
程
产品最大长度
产品最大宽度
产品最大高度
产品面积
cm2
单一制具可摆放数量
ㄧ炉治具可摆放量
第 一 道 涂 料 单 价 (Kg)
第 二 道 涂 料 单 价 (Kg)
第 三 道 涂 料 单 价 (Kg)
每
炉
单
价
预 估 单 班 (8H) 产 能
预
估
良
率
税
率
预估期望利润
射出品单价(PCS) 产品最大尺寸
120
cm2 间隔宽 1個 射出品单价(治具上数
0
1
个依标准治具计算 电镀成本
0.868
576
PCS
ㄧ炉数量
576
92
RMB/Kg 膜厚μ 15 第一道涂料成本
0.920
94
RMB/Kg 膜厚μ 5 第二道涂料成本
0.313
107
RMB/Kg 膜厚μ 12 第三道涂料成本
0.856
500
RMB/炉
电镀及涂料成本
1.046
92
RMB/Kg 膜厚μ 15
μ 税金
0.889
94
RMB/Kg 膜厚μ 5
μ 总成本(含税)
6.119
107
RMB/Kg 膜厚μ 12
μ 利润
0.000
50
RMB/hr 产能 1296 PCS/hr 每个治具上数量
9
含税价
4000
RMB 摊提数 100
K 最终成本
0.680
0.48
RMB 使用次 3
次 客户可接受价外加比例 0.000
75
%
期望利 0
%
0.00%
17
%
最终可决定报价售价
0.680
(已乘每治具上数 PCS
含17%稅金 =5.230未稅成本
含0%利潤 PCS/模 未税价(含税价回 0.581 0.000 0.581