电容器生产工艺讲义
电容器生产工艺
电容器生产工艺
电容器生产工艺是指将电容器的电介质材料和导电材料经过一系列的制造工艺步骤,组装成最终的产品的过程。
下面介绍电容器生产工艺的一般步骤。
首先,选择合适的电介质材料。
电介质材料是电容器的重要组成部分,其性能直接影响电容器的电容值和稳定性。
常见的电介质材料有陶瓷、塑料薄膜和铝电解等。
其次,制备导电材料。
导电材料是电容器的电极材料,用来连接电介质材料的两端。
常见的导电材料有铜箔和铝箔等。
制备导电材料的方法主要是通过机械切割或化学腐蚀的方式,将金属材料加工成薄片,并进行清洗和处理。
然后,将电介质材料和导电材料层层叠放,形成电容器的结构。
在这个步骤中,需要采取适当的工艺控制,确保电介质材料和导电材料的层间电阻低,并且层间能够均匀分布。
接下来,进行电容器的连接和封装。
常见的连接方式有焊接、压接和印刷等。
连接完成后,需要将电容器进行封装,以保护电介质和导电层不受损坏。
常见的封装方式有硅胶封装、塑料封装和金属封装等。
封装完成后,还需要进行严格的测试和筛选,以保证电容器的质量和性能。
最后,对电容器进行电性能测试和质量检验。
常见的电性能测试有测量电容值、介质损耗和绝缘电阻等。
质量检验主要包括外观检查、尺寸测量和性能检测等。
综上所述,电容器生产工艺是一个复杂的过程,需要通过多个步骤来制备和组装电容器的各个部分,并进行相应的测试和质量检验。
这一系列的工艺步骤旨在确保电容器具有稳定的性能、可靠的质量和良好的外观。
电容的生产工艺

电容的生产工艺
电容是一种存储电能的元件,广泛应用于电子设备中。
其生产工艺包括材料选择、成型、制造和装配等环节。
首先是材料选择。
电容的内外极板一般采用金属材料,如铝、钽、镍和银等。
其中,铝电解电容使用的是铝箔作为极板,铝箔可通过电解氧化制成薄膜电极;而钽固体电解电容则使用钽金属作为极板,通过电解氧化制成钽薄膜电极。
另外,电路板上制造的表面贴装电容则使用电解液冶金技术将金属化合物沉积在极板上。
成型是电容生产的第二个环节。
对于铝电解电容,成型工艺主要是将铝箔经过电解氧化处理,在表面形成保护层,提高电容器的耐压能力。
而钽电容的成型工艺则是将钽金属箔片经过氧化、漫过硅酸等工序,形成致密的氧化钽薄膜。
制造是电容生产的核心环节。
对于电解电容,制造过程包括金箔制备、薄膜形成、注液和封装等步骤。
首先,将经过成型的极板分别与绝缘材料叠加在一起,形成电容的结构;接着,在极板上涂敷电介质液体,如电解液或组成电介质的液体。
之后,将制成的极板进行叠放,紧密贴合,形成电容的结构;最后,在封装过程中,将电容的端子连接到极板上,封装成成品。
装配则是电容的最后一个环节。
这一步骤主要是将已经制造好的电容安装到电子设备中的焊接过程。
焊接通常使用锡膏和热风枪,通过加热熔化锡膏,将电容与电路板焊接在一起,确保电容与其他元件的电连接。
总而言之,电容的生产工艺主要包括材料选择、成型、制造和装配等环节。
通过合理的工艺和先进的技术,可以生产出高质量、高性能的电容,满足各种电子设备的需求。
电容元件的制造工艺与质量控制
电容元件的制造工艺与质量控制电容元件是一种常见的电子元件,广泛应用于电子设备中。
它由两个导体之间的绝缘层组成,能够存储和释放电荷。
在制造过程中,采用适当的工艺和质量控制措施对电容元件进行制造,以确保其性能稳定可靠。
本文将介绍电容元件制造的关键工艺和质量控制措施。
一、选择合适的材料在制造电容元件之前,需要选择合适的材料,以确保电容元件的性能达到要求。
常见的电容元件材料包括金属箔、聚丙烯薄膜、聚乙烯薄膜等。
这些材料具有良好的导电性和绝缘性能,能够满足电容元件的工作要求。
二、电容元件的制造工艺1. 切割材料首先,将所选材料按照要求的尺寸进行切割。
这一步骤需要高精度的切割设备和技术,以确保电容元件的尺寸精度和一致性。
2. 清洗材料切割完成后,对材料进行清洗,去除表面的污垢和杂质。
清洗可以采用化学方法或机械方法,以确保材料的纯净度。
3. 涂布绝缘介质接下来,在两个导体之间涂布绝缘介质。
这一步骤需要控制涂布厚度和均匀性,以确保电容元件的绝缘效果良好。
4. 电极制造电容元件的两个导体即为电极,接下来需要制造电极。
一般采用金属箔作为电极材料,通过加工和印刷技术将电极印刷在绝缘层上。
5. 叠层组装制造完电极后,将绝缘层和电极进行叠层组装。
叠层组装需要严格控制叠层的厚度和平整度,以确保电容元件的性能稳定。
6. 终端制作最后,对电容元件的两端进行终端制作。
终端制作一般包括连接电极的引线、焊接或压接终端等。
终端制作需要确保良好的连接性和可靠性,以便电容元件能够正常工作。
三、质量控制措施1. 材料质量控制在制造电容元件之前,需要对所选材料进行严格的质量控制。
包括对材料的纯度、尺寸、表面状态等进行检查和测试,以确保所选材料符合要求。
2. 工艺参数控制在制造过程中,需要严格控制各个工艺参数,以确保电容元件的一致性和稳定性。
包括涂布厚度、叠层厚度、印刷精度等工艺参数的控制。
3. 产品测试制造完成后,对电容元件进行严格的产品测试。
电容器生产工艺讲义

电容器基础培训资料一、基本常识1、什么叫电容器及表示法、薄膜电容器主要用途两个金属导体,中间隔一介质,在电场的作用下,可储存电荷的一种装置。
表示法——并用字母“C”表示,单位为μF,法拉(F)=106微法(μF)=1012皮法(pF)用途:主要用于单相电机的启动与运转、灯具的补偿或触发作用。
2、本公司生产电容器的型号CBB60型——塑壳、圆柱型结构、有导线或端子引出,用于电机;CBB61型——塑壳、方型结构、有导线或端子引出,用于电机;CBB65型——铝壳,圆柱型结构,有导线或端子引出,用于电机、灯具;CBB65A/B型——铝壳防爆圆柱型或椭圆形结构,均为端子引出,用于电极、压缩机、灯具;CBB80型——白色塑壳、圆柱型结构,其引出为接插件(刺破性连接)。
专用于灯具配套。
BKMJ型——专用直流高压脉冲电容器二、工艺流程图:三、具体工艺1、卷绕:①卷绕间温度-10℃~+26℃,相对湿度≤60%;②跑偏≤0.5mm,错边0.8~1.2mm,容量:圆芯-3%~+1%,扁芯-7%~-4%;③卷前应检查辊轴的转动灵活性,核对穿膜路线是否正确,膜面质量检查:膜有无划伤、擦伤、氧化、起皱;190机张力=膜宽x膜厚x 1.8~2.0/100,180机张力=膜宽x膜厚x 1.2~1.5/10④试装外壳。
2、压扁芯子压扁①冷压:上下对称排放,冷压压力≥0.6MPa。
3、喷金、点焊:①喷金厚度为0.6±0.1mm;②喷金后芯子端面根据制造工作单或其他工艺文件规定预点焊焊点,焊接时间不大于3秒,点焊温度320℃~420℃;③如点焊的芯子直径小于20mm时,允许用100W的电烙铁,其余须用200W电烙铁;④去除外包纸时,千万不可划伤芯子,并检查芯子表面应无残留喷金灰尘,特别注意两极连极现象发生。
4、热聚合:按《电容器芯子热聚合工艺汇总表》①芯子热聚合后降温60℃以下,方可流入下一道工序;②严防温度失控,发生质量大事故。
铝电解电容生产工艺

铝电解电容生产工艺铝电解电容是一种常见的电容器,它由铝箔和电解液构成。
铝电解电容具有体积小、重量轻、频率响应快、寿命长等优点,在电子设备中有着广泛的应用。
下面将介绍铝电解电容的生产工艺。
一、铝箔制备铝电解电容的核心材料是铝箔,铝箔的制备过程通常分为两步:铝锭的熔炼和铝箔的轧制。
1. 铝锭的熔炼铝锭是铝箔的原料,通常采用铝电解槽熔炼法或者电炉熔炼法制备铝锭。
首先,将铝矿石经过粉碎、浮选等步骤提取出铝精矿,然后通过电解槽或电炉将铝精矿还原为铝金属。
最后,将铝金属浇铸成铝锭。
2. 铝箔的轧制铝锭经过熔炼后,需要经过轧制工艺制备成铝箔。
首先,将铝锭加热至一定温度,使其变得柔软。
然后,将柔软的铝锭经过多道次的轧制、退火等工艺,逐渐减薄为所需厚度的铝箔。
最后,将铝箔切割成所需尺寸。
二、电解液制备电解液是铝电解电容的另一个重要组成部分,它通常由硼酸盐和有机溶剂混合而成。
硼酸盐可以提供离子导电性,而有机溶剂可以提供电解液的流动性。
1. 硼酸盐的制备硼酸盐是电解液中的主要成分,它通常由硼矿石经过粉碎、浸出等工艺提取得到。
首先,将硼矿石粉碎成一定粒度的颗粒,然后将颗粒矿石浸入酸性溶液中,使硼酸盐溶解出来。
最后,通过蒸发、结晶等步骤得到纯净的硼酸盐。
2. 有机溶剂的选择有机溶剂是电解液的另一个组成部分,它可以提供电解液的流动性。
常用的有机溶剂有乙二醇、甲醇等。
在制备电解液时,需要根据具体的应用需求选择合适的有机溶剂,并与硼酸盐按一定比例混合。
三、铝电解电容的组装铝箔和电解液是铝电解电容的两个主要组成部分,它们需要经过组装工艺才能形成完整的电容器。
1. 铝箔的堆叠将多张铝箔叠放在一起,铝箔之间用绝缘纸隔开。
这样可以增加电容器的极板面积,提高电容值。
2. 电解液的注入在铝箔堆叠好后,将电解液注入到铝箔之间的空隙中。
注入电解液时需要控制好注入量,以确保电容器内部充满电解液,同时避免电解液溢出。
3. 密封和封装注入电解液后,需要对电容器进行密封和封装,以防止电解液的挥发和外界的污染。
电力电容器生产工艺
电力电容器生产工艺
电力电容器生产工艺是指将电力电容器的基本构件,即正负极板、电介质和外壳等部分进行加工、组装和测试的一系列工序。
首先,电力电容器的生产工艺包括钣金加工和制备电介质。
钣金加工主要是对正负极板和外壳进行切割、冲压、折弯和焊接等工艺,以制备出具有一定规格和形状的构件。
制备电介质则是将电介质片与气液介质进行组合,通过添加适当的添加剂和改变电介质的混合工艺,来提高电介质的性能。
其次,电力电容器的生产工艺还包括组装和封装。
组装包括将正负极板、电介质和外壳等构件进行合理组合安装,以便形成完整的电容器。
封装则是通过焊接、胶水封合或者其他封装工艺,将电容器的外壳进行封闭,以保护内部构件和电介质不受损坏。
再次,电力电容器的生产工艺还包括测试和调试。
测试是为了检验电容器的各项指标是否符合产品要求,包括电容量、耐压、绝缘电阻等方面的测试。
调试则是在测试完毕后,对不合格产品进行重新调整和修复,以达到产品质量要求。
最后,电力电容器的生产工艺还包括包装和质量控制。
包装是将已经测试和调试合格的电容器进行包装,以便储运和销售。
质量控制是在整个生产过程中对产品进行严格的质量管理,包括原材料的进货检验、中间工序的检查、工艺参数的控制等,以确保产品质量的稳定和可靠。
综上所述,电力电容器的生产工艺是一个复杂而细致的过程,需要对材料和工艺有深入的理解和掌握,以保证产品质量和性能的稳定和可靠。
片式铝电解电容器结构讲解和生产流程
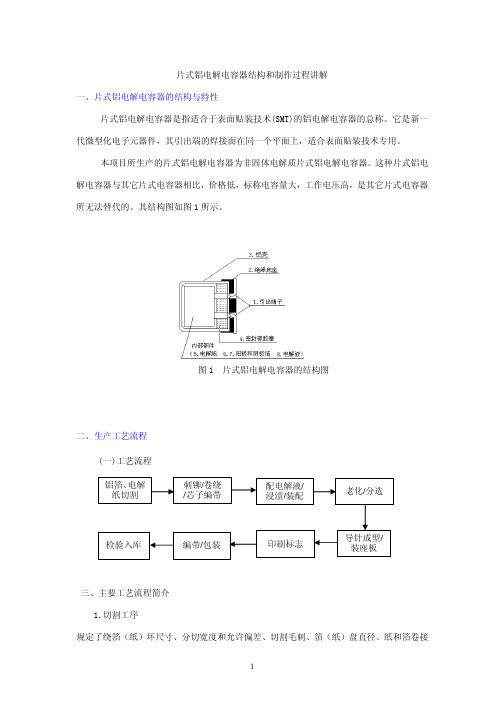
片式铝电解电容器结构和制作过程讲解一、片式铝电解电容器的结构与特性片式铝电解电容器是指适合于表面贴装技术(SMT)的铝电解电容器的总称。
它是新一代微型化电子元器件,其引出端的焊接面在同一个平面上,适合表面贴装技术专用。
本项目所生产的片式铝电解电容器为非固体电解质片式铝电解电容器。
这种片式铝电解电容器与其它片式电容器相比,价格低,标称电容量大,工作电压高,是其它片式电容器所无法替代的。
其结构图如图1所示。
二、生产工艺流程(一)工艺流程三、主要工艺流程简介1.切割工序规定了绕箔(纸)环尺寸、分切宽度和允许偏差、切割毛刺、箔(纸)盘直径、纸和箔卷接头数及接头标记等, 详见«片式铝电解电容器通用工艺»。
2.刺铆卷绕工序规定了开片极限长度、打扁厚度要求、开花状况、开裂程度、接触电阻要求、芯子质量要求、芯子X光透视要求和芯子编带质量要求等,详见«片式铝电解电容器通用工艺»。
3.浸渍装配工序规定了封口形状和尺寸、封口后外观质量要求、产品X光透视要求、芯子对外壳短路要求和产品再流焊要求等,详见«片式铝电解电容器通用工艺»。
4.老化分选工序规定了老化的电压、温度、时间;规定了分选产品的电容量允许偏差、损耗角正切、漏电流等,详见«片式铝电解电容器通用工艺»。
5.座板编带工序规定了座板产品的电容量允许偏差、损耗角正切、漏电流的要求;规定了座板尺寸、导针打扁厚度和宽度、导针翘起、导针在座板槽内位置、产品编带要求、坑带和盖带的相对位置和盖带的剥离强度等,详见«片式铝电解电容器通用工艺»。
四、市场情况1.主要客户国内:厦华、夏新、长虹、TCL、康佳、冠捷、中兴通讯国外:三星、夏普、松下2.主要应用主要应用在显卡、显示器、计算机主板、液晶彩电、PDP-TV\LCD-TV、CD音响、汽车DVD 和数码相机等,目前用的最多的是显卡。
mlcc电容的生产工艺
mlcc电容的生产工艺
MLCC(多层陶瓷电容器)的生产工艺主要有三种:干式流延工艺、湿式印刷工艺和瓷胶移膜工艺。
以下是具体流程:
干式流延工艺:在基带上流延出连续、厚度均匀的浆料层。
在表面张力的作用下浆料层形成光滑的自然表面,干燥后形成柔软如皮革状的膜带,再经印刷电极、层压、冲片、排粘、烧结后形成电容器芯片。
湿式印刷工艺:将陶瓷介质浆料通过丝网印刷制成陶瓷薄膜作为多层陶瓷电容器的介质,金属电极和上下保护片都采用丝网印刷形成,达到设计的层数后进行烘干,再按片式电容器的尺寸要求切割成芯片。
瓷胶移膜工艺:以卷式胶膜为载体,通过特殊浆料挤出设备,将陶瓷浆料均匀挤在载体上,以获得陶瓷介质层连续性卷材,膜厚精准,可做到2μm以下,实现介质层的超薄制作。
制作电容器时,以陶瓷介质卷材为基础,在上面印刷金属电极后再套印瓷浆层。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电容器基础培训资料
一、基本常识
1、什么叫电容器及表示法、薄膜电容器主要用途
两个金属导体,中间隔一介质,在电场的作用下,可储存电荷的一种装置。
表示法——并用字母“C”表示,单位为μF,法拉(F)=106微法(μF)=1012皮法(pF)
用途:主要用于单相电机的启动与运转、灯具的补偿或触发作用。
2、本公司生产电容器的型号
CBB60型——塑壳、圆柱型结构、有导线或端子引出,用于电机;
CBB61型——塑壳、方型结构、有导线或端子引出,用于电机;
CBB65型——铝壳,圆柱型结构,有导线或端子引出,用于电机、灯具;
CBB65A/B型——铝壳防爆圆柱型或椭圆形结构,均为端子引出,用于电极、压缩机、灯具;
CBB80型——白色塑壳、圆柱型结构,其引出为接插件(刺破性连接)。
专用于灯具配套。
BKMJ型——专用直流高压脉冲电容器
二、工艺流程图:
三、具体工艺
1、卷绕:
①卷绕间温度-10℃~+26℃,相对湿度≤60%;
②跑偏≤0.5mm,错边0.8~1.2mm,容量:圆芯-3%~+1%,扁芯-7%~-4%;
③卷前应检查辊轴的转动灵活性,核对穿膜路线是否正确,膜面质量检查:膜有无划伤、擦伤、氧化、起皱;
190机张力=膜宽x膜厚x 1.8~2.0/100,180机张力=膜宽x膜厚x 1.2~1.5/10
④试装外壳。
2、压扁芯子压扁
①冷压:上下对称排放,冷压压力≥0.6MPa。
3、喷金、点焊:
①喷金厚度为0.6±0.1mm;
②喷金后芯子端面根据制造工作单或其他工艺文件规定预点焊焊点,焊接时间不大于3秒,点焊温度
320℃~420℃;
③如点焊的芯子直径小于20mm时,允许用100W的电烙铁,其余须用200W电烙铁;
④去除外包纸时,千万不可划伤芯子,并检查芯子表面应无残留喷金灰尘,特别注意两极连极现象发生。
4、热聚合:按《电容器芯子热聚合工艺汇总表》
①芯子热聚合后降温60℃以下,方可流入下一道工序;
②严防温度失控,发生质量大事故。
5、半测:
①赋能:交流低压50V、交流高压250V、直流低压100V/μm
直流高压:5μm为710V、6μm为852V、7、8μm为1278V、9、10μm为1420V;
②交流耐压:2Un0+20,5S
③C、tgδ测量,1KHz ,具体见《芯子和成品电容量、损耗角正切测量要求数据汇总表》;
④严防错测、漏测。
⑤BKMJ脉冲电容:
直流脉冲电容:直流高压赋能电压按上表交流电压计算,即2.84x交流数
极间耐电压:交流:按以上膜厚的交流电压值的1.8倍,历时2s,无击穿现象。
直流:1.2倍Un,历时10s,无击穿现象。
6、电容器芯子点焊引出端
①点焊产品外观质量要求无严重打火痕迹,引出端应半埋于喷金层下,焊接强度要求沿芯子喷金面方向
引出端能承受30N拉力。
②点焊位置应避免靠近芯子边缘和芯管,以防止焊伤芯子和打火,同一位置不允许连续点焊2次以上。
7、焊接装配:焊接注意防止烫伤芯子;装配注意极壳绝缘。
8、灌注:
①环氧预处理:≥60℃、≥0.5h;
②固化剂桶(4kg/桶),充分搅拌至少3分钟,每桶环氧封小样
③《电容器灌注工艺、环氧树脂固化条件汇总表》
9、成品测试:
①交流耐压测试:T-T:2Un0+20(V)/5s; T-C: 2000V AC/10s,
铝壳:T-C:2500V AC/10s;
BKMJ 型T-T:1.2Un/10s;
T-C:Un≤3KV AC3KV AC /10s 、Un>3KV AC 1.2Un(AC)/10s
②电容、损耗角正切测量:1KHz
具体见《芯子和成品电容量、损耗角正切测量要求数据汇总表》
③严防错测、漏测。
10、电容器产品打印、包装、入库:
打印前核对图纸、做好首检。