卷取张力
薄膜分切机放卷至卷取的张力控制(上)讲解

薄膜分切机放卷至卷取的张力控制(上)1.分切机的重要选定要素2.放卷至卷取的张力3.接触辊及接触压力4.卷取张力的自由选择及设定5.在薄膜主要物性条件下所设定的卷取条件1.分切机的重要选定要素在分切机的选定方面最受关注的应该是分切卷取后的产品如何?也就是产品内部品质。
从外观上来看,无皱褶、无划痕、端面整齐、卷取表面硬度适当等,这些都应该是基本的。
但是,我们认为仅关注这些还不够。
因为分切卷取后的产品其内部残留着很大的应力(内部张力),这将会对1.分切机的重要选定要素2.放卷至卷取的张力3.接触辊及接触压力4.卷取张力的自由选择及设定5.在薄膜主要物性条件下所设定的卷取条件1.分切机的重要选定要素在分切机的选定方面最受关注的应该是分切卷取后的产品如何?也就是产品内部品质。
从外观上来看,无皱褶、无划痕、端面整齐、卷取表面硬度适当等,这些都应该是基本的。
但是,我们认为仅关注这些还不够。
因为分切卷取后的产品其内部残留着很大的应力(内部张力),这将会对后道工序带来各种不利影响,比如说印刷的套印不准等。
这种内部品质的状况如何,将会很大程度地影响到用户的订购量、产品韵价格及用户对制膜厂家的信赖和评价。
而这种选定要素却无法用肉眼看到,因此,对薄膜的张力控制及接触压力的控制是最重要的选定要素。
2。
放卷至卷取的张力分切机的放卷至卷取张力可分为以上3大部分。
2—2放卷张力2—2—1内部张力前道工序卷取下来的原膜母卷的内部含有残留应力,这残留应力的大小同生产线的设备性能有关,特别同卷取机的性能有很大的关系。
如卷取机的张力过大且张力的变动量也大时,会对分切机的放卷张力的控制带来不利影响。
另外,原膜母卷由于熟化的缘故几乎多少都存有偏芯,这就是放卷速度的变化而造成放卷张力变化的原因所在。
放卷张力发生变化会使薄膜内部产生应力,将存有内部应力的薄膜从牵引部传送至卷取部,最终肯定会对卷取张力的变动带来影响。
为使放卷张力的变动量降低,放卷部采用浮动辊方式来控制放卷张力。
卷取机恒张力控制策略

武汉 4 0 8 ) 30 1
要 :结合太钢六轧硅钢生产线 的连续退火及涂层机组的 自动控制系统 , 分析 了张力控制原理 , 出了最 大力矩控制 法的间接恒 张 提 力控制模式。同时运用西 门子 T 0 4 0工艺板来实现恒 张力控制系统 。系统 中还加入 了动态 补偿环节 , 使机组达 到了更好 的稳
t n in c n rlmo e e so o to d .At h a i ,i u e i me s T 0 rf b a d t e lz o s n e so o t ls s m.T e d n mi e s me t t me t s sS e n 4 0 c at o r o r a i c n t tt n i n c n r y t e a o e h ya c c mp n a in l k as sa d d i e s se ,w ih c u e e u i t e mo e sa l . o e s t i o i d e t y tm o n l n h h c a s st n t o b r tb e h Ke wo d C n t n e so o t l Ma i m o q e c n r l t o T 0 r tb a d Dy a c c mp n a in y r s: o sa t n i n c nr t o x mu t r u o to h d me 4 0 ca o r f n mi o e s t o
式 中 : 为电机 输 出转矩 ; M 为 建立 张力所 需 之张 力力 矩 ; M, 为加、 减速时所需之动力力矩 ; 为空载力矩 … 。 在卷取机稳定工作 时 , 和 较 小 , 以不 予考 虑 , 式 可 则
a d Tcn l y W h nH bi 3 0 1 C ia n ehoo , u a u e 4 0 8 , hn ) g
一种卷取机张力控制新方法

作者简介 :唐ຫໍສະໝຸດ 炜 ( 1 9 6 9 一 ) ,男 , 云南威信人 ,高级工程师 。
基金项 目:云南省重点新产品开发计划项 目,项 目编号 :2 0 1 1 B A 0 0 3 。
2 0 1 4年 2月
云南 冶金
YUNNAN ME TAL L URGY
F e b .2 01 4
整 的响应 可 以做得 很快 ,这 样在保 证 快速 响应 的 同 时 ,又实 现 张力恒 定 的要 求 。
终的精度有很大影响 ,因此保持轧制过程 中张力的
稳定 是控 制 系统 首先 要解 决 的 问题 。张力 的控 制 目 前 一般 分成 两种 方式 :一 为 间接 张力 控制 ,根 据卷
2 0 1 4年 2月
云南冶金
YUNNAN ME TAL LURGY
F e b .2 O1 4
第4 3 卷第 1 期 ( 总第 2 4 4 期)
V o 1 . 4 3 .N o . 1( S u m 2 4 4)
一
种 卷 取 机 张力 控 制 新 方法
唐 炜 ,赵 勇
1 间接控制张力 的基本原理
卷取 机传 动示 意 图如 图 1所示 。
等数据与实际存在偏差 ,张力可能并不恒定 ;直接 张力方式 ,控制方式 简单 ,精度 高 ,但响应较慢 ,
容 易引起 电机不 稳定 ,造 成 带材 忽松 忽 紧。 针对 上 述情 况 ,我们 的 张力 控制 方式采 取 了复 合 张力控 制 方式 ,先 通过 间 接张力 方式 确定 一个 电 机 电流 的初 步 给定 ,并建 立 张力 ,等 张力趋 于 稳定
中 图分 类号 :T G 3 3 3 . 2 4 文 献 标 识 码 :A 文 章 编 号 :1 0 0 6 - 0 3 0 8( 2 0 1 4 )0 1 - 0 0 9 7 03 -
卷取夹送辊转矩和张力

卷取夹送辊是轧钢厂精轧机组的重要组成部件之一,它的主要作用是控制带钢的张力,保证带钢在卷取过程中的形状和质量。
卷取夹送辊的转矩和张力是卷取夹送辊的两个重要参数,下面将对这两个参数进行详细介绍。
一、卷取夹送辊转矩卷取夹送辊转矩是指在卷取过程中,卷取夹送辊电机所输出的转矩。
卷取夹送辊转矩的大小直接影响到带钢的卷取效果和形状质量。
在轧钢生产过程中,如果卷取夹送辊转矩不足,会导致带钢在卷取过程中出现松卷、层间错位等问题,严重影响带钢的质量和形状。
因此,在轧钢生产过程中,需要根据实际情况调整卷取夹送辊电机的输出转矩,保证带钢的卷取效果和质量。
卷取夹送辊转矩的控制方法主要有两种:一种是通过调节卷取夹送辊电机的电流来控制转矩;另一种是通过调节卷取夹送辊的液压系统来控制转矩。
其中,通过调节电机电流来控制转矩的方法比较常用。
在调节电机电流时,需要根据实时的轧制力和转矩反馈来进行调整,以保证带钢的卷取效果和质量。
卷取夹送辊张力是指在卷取过程中,带钢在卷取夹送辊之间所承受的拉力。
卷取夹送辊张力的大小直接影响到带钢的形状和质量。
在轧钢生产过程中,如果卷取夹送辊张力不足,会导致带钢在卷取过程中出现波浪、层间错位等问题,严重影响带钢的质量和形状。
因此,在轧钢生产过程中,需要根据实际情况调整卷取夹送辊的张力大小,以保证带钢的形状和质量。
卷取夹送辊张力的控制方法主要有两种:一种是通过调节卷取机的速度来控制张力;另一种是通过调节卷取夹送辊的液压系统来控制张力。
其中,通过调节卷取机速度来控制张力是比较常用的方法。
在调节卷取机速度时,需要根据实时的张力反馈和轧制力来进行调整,以保证带钢的形状和质量。
在实际轧钢生产过程中,卷取夹送辊的转矩和张力是相互影响的。
如果转矩不足,会导致张力不稳定;如果转矩过大,会导致带钢在卷取过程中出现压痕等问题。
因此,在轧钢生产过程中,需要对卷取夹送辊的转矩和张力进行协调控制,以保证带钢的卷取效果和质量。
三、总结本文对卷取夹送辊的转矩和张力进行了详细介绍,并阐述了它们在轧钢生产过程中的重要性。
卷取机工作载荷计算公式
卷取机工作载荷计算公式一、引言。
卷取机是一种用于卷取、解卷、输送和张紧的设备,广泛应用于各种行业中,如纺织、印刷、包装等。
在卷取机的设计和运行过程中,工作载荷的计算是非常重要的,它直接影响到设备的稳定性、安全性和效率。
本文将介绍卷取机工作载荷的计算公式及其应用。
二、卷取机工作载荷的定义。
卷取机的工作载荷是指在运行过程中受到的外部力的总和,包括张力、惯性力、摩擦力等。
在卷取机的设计和运行中,需要对工作载荷进行准确的计算,以确保设备的稳定性和安全性。
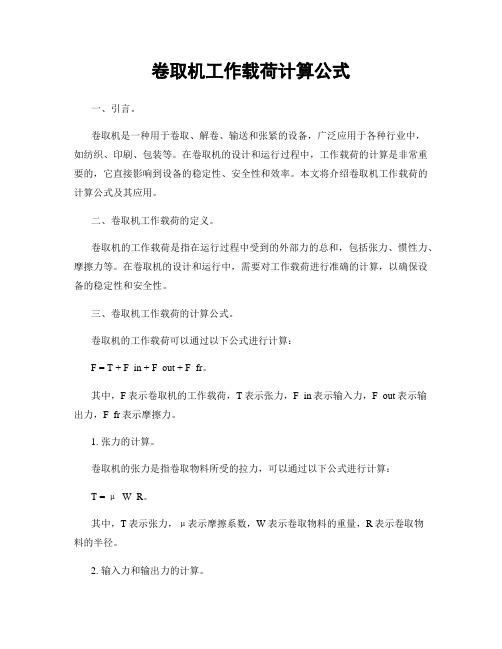
三、卷取机工作载荷的计算公式。
卷取机的工作载荷可以通过以下公式进行计算:F = T + F_in + F_out + F_fr。
其中,F表示卷取机的工作载荷,T表示张力,F_in表示输入力,F_out表示输出力,F_fr表示摩擦力。
1. 张力的计算。
卷取机的张力是指卷取物料所受的拉力,可以通过以下公式进行计算:T = μ W R。
其中,T表示张力,μ表示摩擦系数,W表示卷取物料的重量,R表示卷取物料的半径。
2. 输入力和输出力的计算。
卷取机的输入力和输出力可以通过以下公式进行计算:F_in = m a_in。
F_out = m a_out。
其中,F_in表示输入力,F_out表示输出力,m表示卷取物料的质量,a_in表示输入加速度,a_out表示输出加速度。
3. 摩擦力的计算。
卷取机的摩擦力可以通过以下公式进行计算:F_fr = μ_fr N。
其中,F_fr表示摩擦力,μ_fr表示摩擦系数,N表示受力物体的法向压力。
四、卷取机工作载荷计算公式的应用。
卷取机工作载荷计算公式可以用于以下几个方面:1. 设备设计。
在卷取机的设计过程中,需要根据工作载荷计算公式对设备的结构和材料进行合理的选择,以确保设备能够承受预期的工作载荷。
2. 运行参数的确定。
在卷取机的运行过程中,需要根据工作载荷计算公式确定合适的运行参数,如张力、输入力、输出力等,以确保设备能够稳定运行。
冷轧机组中卷取机的张力分析与计算
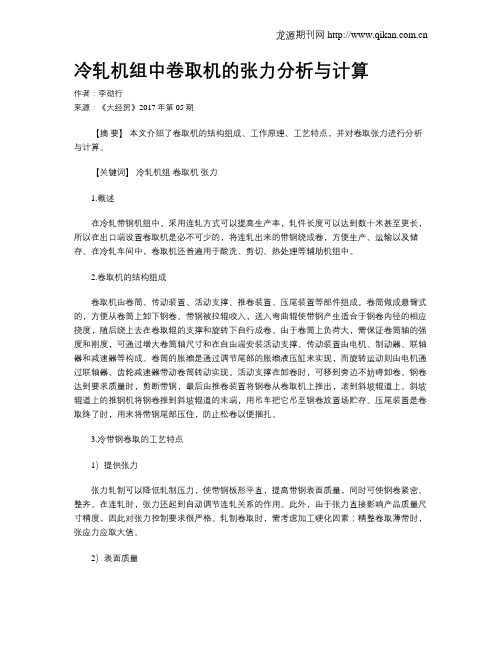
冷轧机组中卷取机的张力分析与计算作者:李劭行来源:《大经贸》2017年第05期【摘要】本文介绍了卷取机的结构组成、工作原理、工艺特点,并对卷取张力进行分析与计算。
【关键词】冷轧机组卷取机张力1.概述在冷轧带钢机组中,采用连轧方式可以提高生产率,轧件长度可以达到数十米甚至更长,所以在出口端设置卷取机是必不可少的,将连轧出来的带钢绕成卷,方便生产、运输以及储存。
在冷轧车间中,卷取机还普遍用于酸洗、剪切、热处理等辅助机组中。
2.卷取机的结构组成卷取机由卷筒、传动装置、活动支撑、推卷装置、压尾装置等部件组成。
卷筒做成悬臂式的,方便从卷筒上卸下钢卷。
带钢被拉辊咬入,送入弯曲辊使带钢产生适合于钢卷内径的相应挠度,随后绕上去在卷取辊的支撑和旋转下自行成卷。
由于卷筒上负荷大,需保证卷筒轴的强度和刚度,可通过增大卷筒轴尺寸和在自由端安装活动支撑。
传动装置由电机、制动器、联轴器和减速器等构成。
卷筒的胀缩是通过调节尾部的胀缩液压缸来实现,而旋转运动则由电机通过联轴器、齿轮减速器带动卷筒转动实现。
活动支撑在卸卷时,可移到旁边不妨碍卸卷。
钢卷达到要求质量时,剪断带钢,最后由推卷装置将钢卷从卷取机上推出,滚到斜坡辊道上。
斜坡辊道上的推钢机将钢卷推到斜坡辊道的末端,用吊车把它吊至钢卷放置场贮存。
压尾装置是卷取终了时,用来将带钢尾部压住,防止松卷以便捆扎。
3.冷带钢卷取的工艺特点1)提供张力张力轧制可以降低轧制压力,使带钢板形平直,提高带钢表面质量,同时可使钢卷紧密、整齐。
在连轧时,张力还起到自动调节连轧关系的作用。
此外,由于张力直接影响产品质量尺寸精度,因此对张力控制要求很严格。
轧制卷取时,需考虑加工硬化因素;精整卷取薄带时,张应力应取大值。
2)表面质量冷带钢表面光洁,板形及尺寸精度要求较高,因此对卷筒几何形状及表面质量的要求也相应提高。
卷筒胀开后,应能成为一完整圆形,以防止压伤内层带钢。
3)钢卷的稳定性在带钢卷取过程中,钢卷直径是变化的。
卷取张力
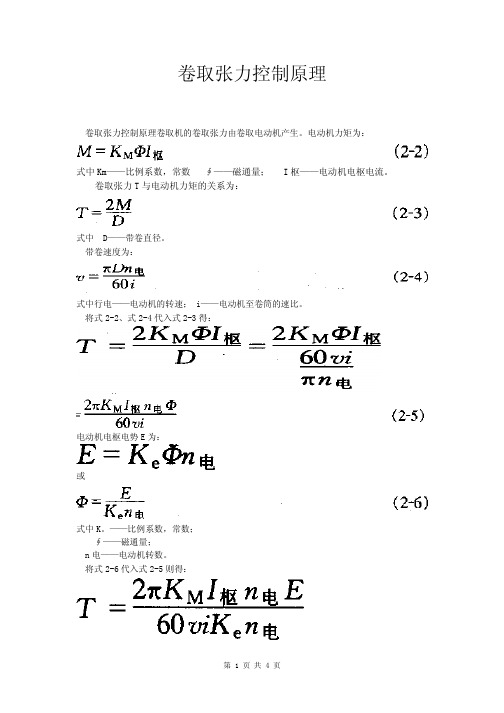
卷取张力控制原理卷取张力控制原理卷取机的卷取张力由卷取电动机产生。
电动机力矩为:电动机电势E为:式中E——电势,V;I枢——电流,A。
卷取功率N为:式中T——张力,N;v——卷取速度,m/s。
由式2-10得:T=K1磬:暑=K1K2=常数 (2-12)由上式可知,只要电枢电流J枢随着参值变化而变化,就可以保持张力恒定。
最大力矩张力调节系统,一部分在满磁通条件下工作,一部分在弱磁通条件下工作,因此要合理选择转速咒基。
在基数咒基以上调速时,属于调磁通调速,在弱磁通条件下工作;在图2-53卷取过程中E、k、圣的变化基数n基以下调速时,属于调电压调速,始终保持满磁通(额定磁通)条件下工作,所以电动机可发出最大力矩,最大力矩系统由此而得名。
压缩电动机调速范围是有限制的,一般认为电动机变磁场调速范围占整个卷取机调速范围的65%~85%为宜。
过分压缩变磁场调速范围,势必导致电动机容量的增加。
卷取过程中电势E、电枢电流j权、磁通量①的变化情况,如图2-53所示。
当卷取机电动机在基速以上运行时,即咒>咒基,电动机保持电势-E为额定值,磁通量①随着卷径D的增加而增加,电动机电枢电流J枢保持恒定;在基速以下运行时,即咒<,z基,卷径D增大到D基(此时转速为咒基),磁通量①达到最大值①一,即磁通量达到饱和值后,随着卷径的增大,转速降低,电势减小,J枢增加。
最大力矩张力调速系统具有以下特点:(1)电动机能处于满磁场运行,可产生较大的张力,它比电势电流复合张力调节系统所发出的张力大1.2~1.3倍j;,(2)电动机调速范围不受卷径比的限制,可以用于大卷径比的卷取机。
当卷径比大于3时,采用最大力矩系统可以选用较小的电动机机座号,可降低电动机容量、飞轮力矩和投资费用。
2.3开卷机及上料、喂料机构。
浅谈卷取设备中张力控制系统发展现状

浅谈卷取设备中张力控制系统发展现状摘要:张力控制是纺织,造纸等行业应用最为广泛的一项技术,它实现的好坏直接关系到产品的生产效率的高低和质量的优劣。
本文对张力控制领域的间接法、直接法张力控制原理进行介绍,并梳理恒张力控制系统的国内外发展现状,为进一步研究提供了相关参考资料。
关键词:卷曲设备;张力控制;专利分析;技术发展一、引言张力控制,比较通俗的讲,就是要控制卷取物体时保持物体相互拉长或者绷紧的力。
早期的工业应用中,张力控制并未引起人们足够的重视。
直到人们对卷取材料的质量和表面质量提出越来越严格要求的时候,张力控制技术才逐渐被各国电气工程师重视起来,特别是张力应用最广泛的纤维、造纸、塑料薄膜、电线、印刷品、磁带等轻工业中,带材或线材的收放卷张力对产品的质量起着至关重要的作用。
二、张力控制系统的概念以及基本原理在纺织、造纸等轻工业行业中,在加工过程中或者是加工完成之后,最后的一道工序一般就是将加工物卷绕成筒状。
在这一过程中,卷绕的好坏将是决定产品质量的关键,卷的太紧,容易使织物变形,拉断,卷的太松又容易使卷取不紧凑,不利于搬运和运输,因而为了达到使卷绕紧凑,保证产品的质量,都要求在卷绕过程中,在织物上建立一定的张力,并保持张力为一恒定值,能够实现这一功能的系统,就叫做张力控制系统。
目前应用的张力控制系统,根据其测量控制的原理结构,主要有以下三种:1.间接法张力控制系统2.直接法张力控制系统3.兼有间接法和直接法的复合张力控制系统2.1间接法张力控制原理间接法张力控制,也就是通过调节驱动力的及时大小来实现张紧力的调节。
比较通俗的讲,是一个开环扰动的控制系统,即按照现场张力与实际设定值之间的偏差来进行调节,通过间接地改变张力执行部件的激励电流、磁场等电气参数来动态补偿现场的干扰量。
电动机通过减速机构输出控制收卷轴的卷取速度:卷取速度快,相应地张力就大,卷取速度慢,张力显示就小。
因而只要借助于一定的检测设备,检测出现场的扭转角速度或者是卷径,在保证电机激励磁通不变的情况下,动态修正激励电流即可以实现在卷径和速度变化情况下现场张力的恒定。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
卷取张力控制原理
卷取张力控制原理卷取机的卷取张力由卷取电动机产生。
电动机力矩为:
电动机电势E为:
式中E——电势,V;
I枢——电流,A。
卷取功率N为:
式中T——张力,N;
v——卷取速度,m/s。
由式2-10得:
T=K1磬:暑
=K1K2=常数 (2-12)
由上式可知,只要电枢电流J枢随着参值变化而变化,就可以保持张力恒定。
最大力矩张力调节系统,一部分在满磁通条件下工作,一部分在弱磁通条件下工作,因此要合理选择转速咒基。
在基数咒基以上调速时,属于调磁通调速,在弱磁通条件下工作;在
图2-53卷取过程中E、k、圣的变化
基数n基以下调速时,属于调电压调速,始终保持满磁通(额定磁通)条件下工作,所以电动机可发出最大力矩,最大力矩系统由此而得名。
压缩电动机调速范围是有限制的,一般认为电动机变磁场调速范围占整个卷取机调速范围的65%~85%为宜。
过分压缩变磁场调速范围,势必导致电动机容量的增加。
卷取过程中电势E、电枢电流j权、磁通量①的变化情况,如图2-53所示。
当卷取机电动机在基速以上运行
时,即咒>咒基,电动机保持电势-E为额定值,磁通量①随着卷径D的增加而增加,电动机电枢电流J枢保持恒定;在基速以下运行时,即咒<,z基,卷径D增大到D基(此时转速为咒基),磁通量①达到最大值①一,即磁通量达到饱和值后,随着卷径的增大,转速降低,电势减小,J枢增加。
最大力矩张力调速系统具有以下特点:
(1)电动机能处于满磁场运行,可产生较大的张力,它比电势电流复合张力调节系统所发出的张力大1.2~1.3倍j;,
(2)电动机调速范围不受卷径比的限制,可以用于大卷径比的卷取机。
当卷径比大于3时,采用最大力矩系统可以选用较小的电动机机座号,可降低电动机容量、飞轮力
矩和投资费用。
2.3开卷机及上料、喂料机构。