圆弧折弯展开r计算公式
多道折弯展开尺寸计算公式
多道折弯展开尺寸计算公式在金属加工中,折弯是一种常见的加工工艺,通过对金属板材进行多道折弯,可以制作出各种形状复杂的零件。
在进行多道折弯时,需要准确计算展开尺寸,以确保加工出的零件尺寸准确。
本文将介绍多道折弯展开尺寸计算公式,帮助大家更好地理解和应用折弯加工工艺。
1. 单道折弯展开尺寸计算公式。
在进行单道折弯时,展开尺寸的计算公式为:L = π (R + K T / 2) + 2 K T + 2 L0。
其中,L为展开长度,R为内弯圆角半径,T为板材厚度,K为K值(K值是一个常数,与材料的弯曲性能有关),L0为弯曲线条长度。
2. 多道折弯展开尺寸计算公式。
在进行多道折弯时,展开尺寸的计算公式为:L = π (R1 + R2 + ... + Rn + K T / 2) + 2 (K1 + K2 + ... + Kn) T + 2 (L01 + L02+ ... + L0n)。
其中,R1、R2、...、Rn为各道折弯的内弯圆角半径,T为板材厚度,K1、K2、...、Kn为各道折弯的K值,L01、L02、...、L0n为各道折弯的弯曲线条长度。
3. 实例分析。
假设有一块板材,需要进行两道折弯,内弯圆角半径分别为R1=5mm和R2=8mm,板材厚度T=2mm,K值分别为K1=0.33和K2=0.35,弯曲线条长度分别为L01=20mm和L02=30mm。
根据上述公式,可以计算出展开尺寸为:L = π (5 + 8 + 0.33 2 / 2) + 2 (0.33 + 0.35) 2 + 2 (20 + 30) = 3.14 13.33 + 20.68 2 + 2 50 = 41.89 + 2.72 + 100 = 144.61mm。
通过以上实例分析,我们可以看到,多道折弯的展开尺寸计算公式相对复杂,需要考虑多个因素的影响。
在实际应用中,可以借助计算软件或者在线展开计算工具来快速准确地计算展开尺寸。
4. 注意事项。
折弯展开计算标准[详]
![折弯展开计算标准[详]](https://img.taocdn.com/s3/m/6929dc2aa417866fb84a8e61.png)
一.产品展开计算标准一.目的统一公司部标准,使产品展开快速标准,使公司部产品制作,测量标准统一.二.适用围本标准适用于各类薄板的展开计算.三.展开计算原理板料在弯曲过程中外层受到拉应力,层受到压应力,理论上外层之间有一既不受拉也不受压的过渡层------中性层.中性层为一假想层,在弯曲过程中中性层被假想为与弯曲前状态保持一致,即长度始终不变,所以中性层是计算弯曲件长度的基准.中性层位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处;当弯曲半径变小,折弯角度增大时,变形程度随之增大.中性层位置逐渐向弯曲中心的侧移动.中性层到板料侧的距离用A表示。
(图1)折弯方法的确定折弯方法有单发冲床模具折弯和折弯机模具折弯两种方法.单发冲床模具折弯的方式及精度是由模具来实现的.因此只要做出合格的模具,就能够生产出合格的折弯产品.而采用折弯机折弯不仅需要选用合适的折弯模,还必须调试折弯参数.因此,如采用折弯机折弯,计算展开尺寸时就必须考虑折弯机的折弯方法.1.一次一道弯.此种折弯由普通通用折弯模来完成.包括折直角,钝角和锐角.(如图2)2. 一次折两道弯--------压锻差.此种折弯由专用特殊模来完成,但折弯难度比普通折弯大.(如图3)3. 压死边.此种折弯也须用特殊模来完成.(如图4)4.大R圆弧折弯。
些种折弯如R在一定围,可用专用R模压成形,如R值过大,则须用小R模多次压制成形。
(如图5)图5这四种折弯的展开计算是不同的。
因此在看图时,要根据零件的折弯尺寸来确定使用何种折弯方法。
一般使用的NC数控折弯设备都是日本AMADA(天田)公司所生产的。
其折弯机所配套的普通通用折弯模具V形槽宽度通常为适用该折弯模的板厚的5-6倍.如采用一次折一道弯的方法,必须考虑到折弯模的V形槽的宽度W1及V形槽一边到模具外侧的宽度L1。
如图6:折弯高度H的经验值根据产品形状有如下三种(以90度为例,钝角和锐角与直角相近相似):1.简单的90度单边折弯。
折弯
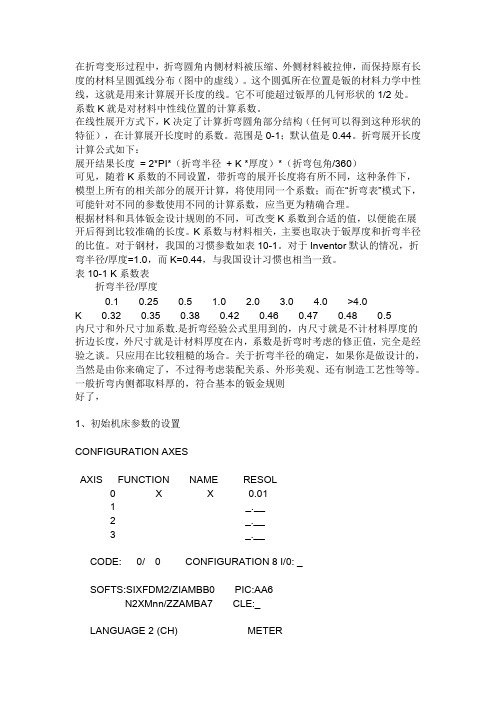
在折弯变形过程中,折弯圆角内侧材料被压缩、外侧材料被拉伸,而保持原有长度的材料呈圆弧线分布(图中的虚线)。
这个圆弧所在位置是钣的材料力学中性线,这就是用来计算展开长度的线。
它不可能超过钣厚的几何形状的1/2处。
系数K就是对材料中性线位置的计算系数。
在线性展开方式下,K决定了计算折弯圆角部分结构(任何可以得到这种形状的特征),在计算展开长度时的系数。
范围是0-1;默认值是0.44。
折弯展开长度计算公式如下:展开结果长度= 2*PI*(折弯半径+ K *厚度)*(折弯包角/360)可见,随着K系数的不同设置,带折弯的展开长度将有所不同,这种条件下,模型上所有的相关部分的展开计算,将使用同一个系数;而在“折弯表”模式下,可能针对不同的参数使用不同的计算系数,应当更为精确合理。
根据材料和具体钣金设计规则的不同,可改变K系数到合适的值,以便能在展开后得到比较准确的长度。
K系数与材料相关,主要也取决于钣厚度和折弯半径的比值。
对于钢材,我国的习惯参数如表10-1。
对于Inventor默认的情况,折弯半径/厚度=1.0,而K=0.44,与我国设计习惯也相当一致。
表10-1 K系数表折弯半径/厚度0.1 0.25 0.5 1.0 2.0 3.0 4.0 >4.0K 0.32 0.35 0.38 0.42 0.46 0.47 0.48 0.5内尺寸和外尺寸加系数.是折弯经验公式里用到的,内尺寸就是不计材料厚度的折边长度,外尺寸就是计材料厚度在内,系数是折弯时考虑的修正值,完全是经验之谈。
只应用在比较粗糙的场合。
关于折弯半径的确定,如果你是做设计的,当然是由你来确定了,不过得考虑装配关系、外形美观、还有制造工艺性等等。
一般折弯内侧都取料厚的,符合基本的钣金规则好了,1、初始机床参数的设置CONFIGURATION AXESAXIS FUNCTION NAME RESOL0 X X 0.011 _.__2 _.__3 _.__CODE: 0/ 0 CONFIGURATION 8 I/0: _SOFTS:SIXFDM2/ZIAMBB0 PIC:AA6N2XMnn/ZZAMBA7 CLE:_LANGUAGE 2 (CH) METER1 2 3 _____h __minFR CH GBPSS VERSIONPARAMETRES PREFERENCES103 Default retraction type _ 103. 退让类型_ Non simul, 1 Simul, 2,3 = Precise 1 同时,2,3=精确105 Units (_=TON 1=KN 2=TONS) _ 105. 单位112 Show L ALPHA page (1=yes) 1 112.显示长度—角度折弯页面113 Show piece counter (1=yes) _ 113.显示计数114 Quick (jumping) cursor (1=no) _ 114. 快速光标115 Use default material only (1=yes) _ 115. 使用缺省材料116 Drawing number vis 116. 图号可见117 Display process cycle (1=yes) _ 117. 显示循环操作118 Indexation aids (1=yes) 1 118.找参考点帮助260 Stop cycle when Q reached (1=yes) _ 260.计数达到后停止循环261 Toggle mode level 3/2/3.. (1=yes) _ 261.快捷切换模式3/2/3 262 Print all machine parameters _ 262.打印机床参数AXES PARAMETERS -01--AXES- -X -120 AXIS TYPE 0 120:轴类型121 OPERATING MODE 0 121:操作模式122 ENCODER RESOLUTION 100.00 122:编码器分辨率123 POSITIONING TOLERANCE 0.01 123:定位允差124 ADVANCED STOP 0.00 124:预停止125 OVERRUN DISTANCE 0.00 125:单向定位126 SLOW SPEED DISTANCE 0.00 126:慢速距离127 SP/SN TIME 0.000 127:正/反转时间128 ACCELERATION TIME 0.500 128:加速时间129 DECELERATION TIME 0.500 129:减速时间AXES PARAMETERS -02--AXES- -X -130 POSITIONING SPEED 60.00 130:定位速度131 FINAL APPROACH SPEED 1.00 131:最终接近速度132 INDEXING SPEED 20.00 132:找参考点速度133 MANUAL SLOW SPEED 20.00 133:手动低速134 MANUAL HIGH SPEED 60.00 134:手动高速135 PRESET VOLTAGE 0.000 135:预制电压136 MAXIMUM VOLTAGE 6.00 136:最大电压137 MINIMUM VOLTAGE 0.000 137:最小电压138 OFFSET VOLTAGE 0.000 138:偏置电压139 CLOSED LOOP TOLERANCE (%) __ 139:闭环允差AXES PARAMETERS -03--AXES- -X -140 MAX. FOLLOWING ERROR __.__ 140:最大跟随误差141 SURVEILLANCE TIME _.___ 141:监测时间142 PROPORTIONAL GAIN 100 142:比例增益143 INTEGRAL GAIN 10 143:积分增益144 DIFFERENTIAL GAIN 0 144:微分增益145 INDEX MODE __ 145:找参考点模式146 INDEX POSITION ____.__ 146:参考点位置147 MINIMUM LIMIT 5.00 147:最小极限148 MAXIMUM LIMIT 500.00 148:最大极限BEAM PARAMETERS -01- 滑块参数01 CLOSED LOOP 1 01:闭环03 FINAL APPROACH DISTANCE 0.5 03:最终接近距离05 DECEL RAMP THRESHOLD 1 05:减速开始06 LOW SPEED THRESHOLD 1 06:慢速开始07 MINIMUM LIMIT 100 07:最小极限10 SYNCHR LIMIT Y 10 10:同步极限11 FA DIST. TDC Y↑^ 1.5 11:最终接近上死点距离12 DECEL. THRESHOLD HIGH SPEED 1 12:高速减速开始13 MAX SPEED (mm/s) PV↓ 10 PV↑ 10 13:最大折弯速度17 MAX TDC ABOVE INDEX 0.00 17:最大上死点在参考点之上18 CORRECTION FACTOR CP ___ ___ ___ 18:夹紧点校正因子19 CORRECTION RANGE CP ___._ ___._ 19:夹紧点校正范围1A MEASUREMENT TOLERANCE CP(% TH) __ 1A:夹紧点测量允差1B SEPARATE CORRECTION CP ? _ 1B:单独校正校正点。
钣金圆弧盒子折弯计算公式
钣金圆弧盒子折弯计算公式钣金加工是一种常见的金属加工方式,它可以通过对金属板材进行弯曲、切割、冲压等工艺,将金属板材加工成各种形状的零部件,用于各种机械设备、电子产品、汽车等领域。
其中,圆弧盒子是一种常见的钣金零部件,它具有圆弧形状的外部轮廓,通常用于制作机械设备的外壳、电子产品的外壳等。
在钣金加工中,圆弧盒子的折弯是一个重要的工艺步骤,它需要根据盒子的设计要求和金属板材的性质,计算出合适的折弯角度和弯曲位置,以确保最终加工出的圆弧盒子符合设计要求。
在本文中,我们将介绍钣金圆弧盒子折弯的计算公式和相关知识,帮助读者了解这一重要的钣金加工工艺。
1. 圆弧盒子的设计要求。
在进行圆弧盒子的折弯计算之前,首先需要明确盒子的设计要求,包括盒子的外部轮廓尺寸、材料厚度、折弯角度等。
这些设计要求将直接影响到盒子的折弯计算和加工工艺,因此在进行折弯计算之前,需要对这些设计要求进行详细的分析和确认。
2. 圆弧盒子折弯计算公式。
在进行圆弧盒子的折弯计算时,需要考虑到盒子的外部轮廓形状和金属板材的弯曲性质,以确定合适的折弯角度和弯曲位置。
一般来说,圆弧盒子的折弯计算可以采用以下的公式进行计算:L=πR/2+2h+2t-0.2R。
其中,L表示折弯后盒子的外部轮廓长度,R表示盒子的外部圆弧半径,h表示盒子的高度,t表示金属板材的厚度。
根据这个公式,可以计算出盒子在进行折弯后的外部轮廓长度,从而确定折弯位置和折弯角度。
3. 圆弧盒子折弯计算的注意事项。
在进行圆弧盒子的折弯计算时,需要注意以下几个方面的问题:(1)材料的弯曲性质,不同材料的弯曲性质不同,因此在进行折弯计算时需要考虑到材料的弯曲强度、弹性模量等参数,以确定合适的折弯工艺。
(2)折弯角度的确定,根据盒子的设计要求和金属板材的性质,确定合适的折弯角度是非常重要的,它将直接影响到盒子的最终形状和尺寸。
(3)折弯位置的确定,在进行折弯计算时,需要考虑到盒子的外部轮廓形状和金属板材的弯曲性质,以确定合适的折弯位置,从而确保盒子的最终形状符合设计要求。
钣金加工折弯压死边工艺,褶边展开计算汇总!一定要收藏

钣金加工折弯压死边工艺,褶边展开计算汇总!一定要收藏
1. H≦2T段差过渡处为非直线段两圆弧相切展开时, 取基体外侧两圆弧相切点处作垂线, 向内侧偏移一个料厚按图示处理, 然后按Z折1 (直边段差) 方式展开.
2. H>2T, 请示后再按指示处理.
反折压平:
L= A+B-0.4T
1. 压平的时候, 可视实际的情况考虑是否在折弯前压线, 压线位置为折弯变形区中部.
2. 反折压平一般分两步进行:
先V折30度再反折压平.
故在作展开图折弯线时, 须按30度折弯线画, 如图所示:
N折:
1. 当N折加工方式为垫片反折压平, 则按L=A+B+K计算, K值依附件一中参数取值.
2. 当N折以其它方式加工时, 展开算法参见“一般折弯4 (R≠0, θ≠90°)”.
3. 如果折弯处为直边(H段), 则按两次折弯成形计算: L=A+B+H+2K (K值取90度折弯变形区宽度).
4. N折展开系数
1. 一次压死边
一次压死边的方法:如图1-8所示,先用30度折弯刀将板材折成30度,再将折弯边压平。
图中的最小折弯边尺寸L按照1.3.2.2中描述的一次折弯边的最小折弯边尺寸加0.5t(t为材料厚度)。
压死边一般适用于板材为不锈钢、镀锌板、覆铝锌板等。
电镀件不宜采用,因为压死边的地方会有夹酸液的现象。
2. 180度折弯:
180度折弯的方法:如图1-9所示,先用30度折弯刀将板才折成30度,再将折弯边压平,压平后抽出垫板。
高度H应该选择常用的板材,如0.5、0.8、1.0、1.2、1.5、2.0,一般这个高度不宜选择更高的尺寸。
3. 三重折叠压死边:。
折弯展开计算公式

折弯展开计算公式
1.V型折弯计算公式:
V型折弯是最简单的一种折弯方式,常见于薄板的折弯加工。
展开长度的计算公式如下:
展开长度=折弯线长度×π×弯曲角度/180
其中,折弯线长度指的是两个折弯边缘之间的直线距离,弯曲角度指的是两个折弯边之间的夹角,π是一个常数,约等于3.14
2.U型折弯计算公式:
U型折弯是将平板折弯成U形的一种方式,常见于制作箱体或管道。
展开长度的计算公式如下:
展开长度=π×R×弯曲角度/180+2×t×弯曲角度/180
其中,R是U型折弯的半径,t是平板的厚度。
3.槽型折弯计算公式:
槽型折弯是在平板上制作一条槽,将其折弯成一种特定形状的方式,常见于制作复杂曲线形状的零件。
展开长度的计算公式如下:展开长度=(2×L×e/h+π×R)×弯曲角度/180
其中,L是槽的长度,e是槽的宽度,h是平板的厚度,R是槽的曲率半径。
需要注意的是,这些折弯展开计算公式只是一种近似的计算方法,实际折弯过程中还会受到材料的弹性变形、弯曲工具的半径等因素的影响,因此在实际应用中还需要根据实际情况进行调整和修正。
钣金展开计算原理及计算方法!
一、展开计算原理板料在弯曲过程中外层受到拉应力,内层受到压应力,理论上内外层之间有一既不受拉也不受压的过渡层------中性层,中性层为一假想层,在弯曲过程中中性层被假想为与弯曲前状态保持一致,即长度始终不变,所以中性层是计算弯曲件长度的基准。
中性层位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处;当弯曲半径变小,折弯角度增大时,变形程度随之增大。
中性层位置逐渐向弯曲中心的内侧移动。
中性层到板料内侧的距离用A表示(图1)。
二、折弯方法的确定折弯方法有单发冲床模具折弯和折弯机模具折弯两种方法。
单发冲床模具折弯的方式及精度是由模具来实现的。
因此只要做出合格的模具,就能够生产出合格的折弯产品。
而采用折弯机折弯不仅需要选用合适的折弯模,还必须调试折弯参数。
因此,如采用折弯机折弯,计算展开尺寸时就必须考虑折弯机的折弯方法。
1.一次一道弯。
此种折弯由普通通用折弯模来完成。
包括折直角,钝角和锐角(图2)。
2. 一次折两道弯——压锻差。
此种折弯由专用特殊模来完成,但折弯难度比普通折弯大(图3)。
3. 压死边。
此种折弯也须用特殊模来完成(图4)。
4.大R圆弧折弯。
些种折弯如R在一定范围内,可用专用R模压成形,如R值过大,则须用小R模多次压制成形(图5)。
这四种折弯的展开计算是不同的。
因此在看图时,要根据零件的折弯尺寸来确定使用何种折弯方法。
其折弯机所配套的普通通用折弯模具V形槽宽度通常为适用该折弯模的板厚的5-6倍。
如采用一次折一道弯的方法,必须考虑到折弯模的V形槽的宽度W1及V形槽一边到模具外侧的宽度L1,如图6所示。
折弯高度H的经验值根据产品形状有如下三种(以90度为例,钝角和锐角与直角相近相似)。
1.简单的90度单边折弯(图7)。
如图7所示,此种折弯只需考虑下模V形槽中心到折弯机定位挡块的距离即可确定。
通常H值为H≥3.5 T + R (R 在1mm 以下)。
折弯展开计算公式
折弯展开计算公式折弯展开计算是工程制图中的一项重要计算工程,用于确定平面材料在折弯过程中的原始尺寸。
折弯展开计算是为了确保在折弯后不会导致材料过长或过短,从而产生质量问题。
下面将介绍折弯展开计算的基本原理、方法和常用公式。
1.基本原理:折弯展开计算是以折弯件的展开面为基准,通过计算展开面上的长度和角度来确定折弯件的原始尺寸。
在折弯过程中,材料在弯曲边缘会受到压缩,而在拉伸面则会被拉伸。
因此,要确定折弯展开的尺寸,需要考虑材料的伸缩率和弯曲半径。
2.方法:等长法:等长法是最简单的折弯展开计算方法,它基于一个简化假设:在折弯过程中,材料的长度不变。
根据这个假设,可以使用下面的公式来计算展开长度L:L=π*(R+t*K)其中,R是折弯半径,t是材料的厚度,K是一个与材料的伸缩率有关的修正系数。
伸缩率可由实验或经验确定,一般取0.5对等法:对等法适用于折弯件在对称轴上进行折弯的情况。
在对等法中,首先需要计算折弯角度a和弯曲半径r。
然后,可以使用下面的公式计算展开长度L:L=2*π*r*a/360切线法:切线法适用于在折弯过程中材料的长度会发生变化的复杂形状。
在切线法中,首先需要计算出折弯件的弧长s和弧度θ。
L=s/θ3.注意事项:-在进行折弯展开计算时,需要保证所使用的公式与实际情况相符。
尤其是对于复杂形状的折弯件,可能需要更精确的公式和方法。
-在计算展开长度时,应注意选择适当的单位,以确保计算结果的准确性。
常见的单位包括毫米、英寸等。
-在进行折弯展开计算时,需要考虑材料的弹性和变形情况。
如果材料的弹性较大,可能需要进行更复杂的计算和分析。
总结:折弯展开计算是工程制图中的一项重要计算工程,用于确定平面材料在折弯过程中的原始尺寸。
基本原理是根据折弯件的展开面上的长度和角度来确定折弯件的原始尺寸。
常用的计算方法包括等长法、对等法和切线法。
在进行折弯展开计算时,需要注意选择适当的公式和单位,并考虑材料的弹性和变形情况。
钝角圆弧折弯计算公式
钝角圆弧折弯计算公式在金属加工行业中,折弯是一种常见的加工工艺,通过对金属板材进行折弯,可以制作出各种形状的零件和构件。
而钝角圆弧折弯则是其中一种特殊的折弯形式,它在一些特定的场合下具有重要的应用价值。
在进行钝角圆弧折弯时,需要根据具体的工件尺寸和要求来计算折弯的参数,以确保折弯后的工件符合设计要求。
本文将介绍钝角圆弧折弯的计算公式及其应用。
1. 钝角圆弧折弯的特点。
钝角圆弧折弯是指在金属板材的折弯处设置有一个钝角圆弧的折弯形式。
与普通的直角折弯相比,钝角圆弧折弯在一些情况下具有更好的机械性能和美观性。
例如,在一些需要减少应力集中和增加工件强度的场合,采用钝角圆弧折弯可以更好地满足工程要求。
此外,钝角圆弧折弯还可以减少工件的划痕和变形,提高工件的使用寿命。
2. 钝角圆弧折弯的计算公式。
在进行钝角圆弧折弯时,需要计算出折弯的内外模具尺寸、弯曲力和弯曲角度等参数。
下面将介绍钝角圆弧折弯的计算公式。
(1)内外模具尺寸的计算公式。
在进行钝角圆弧折弯时,内外模具的尺寸是非常重要的参数。
内模具的尺寸应该略大于工件的厚度,以确保工件能够完全填充模具腔。
外模具的尺寸则需要根据工件的折弯半径和角度来计算。
一般来说,外模具的长度可以通过以下公式来计算:L = π R (θ/180)。
其中,L为外模具的长度,R为折弯半径,θ为折弯角度。
通过这个公式可以快速计算出外模具的尺寸,从而为折弯操作提供参考。
(2)弯曲力的计算公式。
在进行钝角圆弧折弯时,需要施加一定的弯曲力才能将金属板材进行折弯。
弯曲力的大小与工件的材料、厚度、折弯半径和角度等因素有关。
一般来说,弯曲力可以通过以下公式来计算:F = S L t。
其中,F为弯曲力,S为材料的拉伸强度,L为外模具的长度,t为工件的厚度。
通过这个公式可以计算出所需的弯曲力,从而选择合适的折弯设备和工艺参数。
(3)弯曲角度的计算公式。
在进行钝角圆弧折弯时,需要精确控制折弯的角度,以确保工件的尺寸和形状符合设计要求。
钣金圆弧折弯力的计算
钣金圆弧折弯力的计算1. 引言1.1 钣金圆弧折弯力的重要性钣金圆弧折弯力是在钣金加工中非常重要的一个参数,它直接影响着产品的成形质量、工艺的稳定性以及成本的控制。
圆弧折弯力的大小会直接影响到材料在折弯过程中的变形和拉伸程度,进而影响到产品的尺寸精度和表面质量。
如果圆弧折弯力过小,可能导致产品折弯角度不准确,形状不规则;如果圆弧折弯力过大,可能会导致材料过度变形,甚至产生开裂现象。
对于钣金加工来说,准确计算和控制圆弧折弯力是至关重要的。
钣金圆弧折弯力的准确计算还可以提高生产效率,降低生产成本。
通过合理计算圆弧折弯力,可以避免由于折弯力不足或过大而导致的二次加工和修复,节约了时间和成本。
针对不同材料和不同厚度的钣金,合理计算圆弧折弯力也可以有效减少废品率,提高生产效率和产品质量。
钣金圆弧折弯力的重要性不言而喻,只有深入了解和准确计算这一参数,才能更好地进行钣金加工并提高产品质量。
1.2 方法及意义钣金加工中,圆弧折弯力的计算是非常重要的一环,它直接影响着零件的成形质量和加工效率。
在钣金加工中,圆弧折弯是一种常见的成形方式,其力学性能直接影响着零件的弯曲角度、弯曲形状和表面质量。
1. 方法:通过合理的计算公式和方法,可以准确预测圆弧折弯时所需的力量,从而指导操作人员正确地选择折弯机的参数和工艺参数,确保零件的成形质量。
常用的计算方法包括理论计算法、试验法和经验法等,通过实际操作中的验证和调整,可以不断提高计算的准确性和可靠性。
2. 意义:正确计算圆弧折弯力对于提高生产效率、降低加工成本、保证产品质量具有重要意义。
只有通过科学合理的计算方法,才能确保在生产过程中不出现过度应力和变形,从而避免浪费资源和人力,提高加工效率和质量。
2. 正文2.1 圆弧折弯力的计算公式圆弧折弯力的计算公式是钣金加工中非常重要的一部分,它可以帮助工程师准确计算出需要施加的力量,从而确保加工的准确性和稳定性。
一般来说,圆弧折弯力的计算公式可以按照以下步骤进行推导:1. 需要确定圆弧折弯的类型,包括单次折弯、多次折弯、和Z字折弯等。