感应炉炼钢配料的计算
感应加热经验公式
感应加热经验公式感应加热设备常用参数参考与计算感应加热设备常用参数计算:(仅供参考)1.加热炉功率计算P=(C×T×G)÷(0.24×S×η)注释: 1.1 C=材质比热(kcal/kg℃)1.2 G=工件重量(kg)1.3 T=加热温度Heating(℃)1.4 t=时间(S)1.5 η=加热效率(0.6)2.淬火设备功率计算P=(1.5—2.5)×S2.1 S=工件需淬火面积(平方厘米)3.熔炼设备功率计算P=T/23.1 T=电炉容量(T)4.加热设备频率计算δ=4500/d24.1 4500=系数4.2 d=工件半径5.进线整流变压器容量的选择电源功率变压器容量(kW)(kVA)50 100100 160200 250250 315350 400500 630750 100 ……6.设备进线截面的选择电源功率铜芯电缆铝芯电缆(kW)(mm2)(mm2)50 25 35100 50 75200 95 150250 2×70 2×120350 2×95 2×185500 3×95 3×185750 4×95 4×1851000 5×95 5×1857.中频输出电缆截面的选择中频功率电源的输出频率KW kHz0.5 1.0 2.5 4.0 8.0以下电缆截面积单位为:mm250 35 50/90 70 95 120100 50 70 95 2×70 2×95200 95 2×70 2×95 4×70 4×95250 2×70 2×95 3×70 5×90 5×95350 2×95 3×95 4×95 5×100 5×100500 3×95 4×95 5×100 5×150 5×200750 4×95 5×100 5×150 5×200 (5×150)×31000 5×100 5×150 5×200 (5×150)×2 (5×150)×48.冷却水流量的选择8.1 进水压力:0.15—0.3Mpa8.2 冷却水温度在5—30°范围内,水质硬度不超过8度,浑浊度不大于5,PH值在6.5—8的范围内。
感应炉炼钢配料的计算
感应炉炼钢配料的计算
刘志虎
【期刊名称】《铸造技术》
【年(卷),期】2005(26)3
【摘要】为使感应炉熔炼钢液的成分稳定,根据生产实践,参照电弧炉不氧化法配料计算方法,提出了感应炉炼钢配料与调整的计算方法,并给出计算公式与计算实例。
实践证明:采用此方法配料与调整,钢液成分稳定,偏差小。
【总页数】3页(P184-186)
【关键词】感应电炉;铸钢;配料计算
【作者】刘志虎
【作者单位】平阳机械厂
【正文语种】中文
【中图分类】TG243.2
【相关文献】
1.感应炉熔炼高锰钢的配料方案研究 [J], 邢书明;张克浦
2.50kg真空感应炉炼钢自动化改进 [J], 王海明;高宇;孙少海;张灿;王卓
3.真空感应炉冶炼钢锭常见缺陷成因分析 [J], 崔瑞星
4.炼钢感应炉耐火材料内衬的回收及再利用 [J], 吴占德
5.炼钢优化配料计算软件 [J],
因版权原因,仅展示原文概要,查看原文内容请购买。
炼钢部分各种计算公式汇总
炼钢部分各种计算公式汇总炼钢是一种重要的冶金过程,主要目的是将生铁转变为钢。
在炼钢的过程中,需要进行各种计算来确定炼钢参数、优化工艺和预测产量。
下面是一些与炼钢相关的计算公式的汇总:1.燃烧热量计算:燃烧热量=燃料质量×单位质量热值2.炉渣配方计算:炉渣配方=矿石配比×燃烧热量×炉渣比例系数3.冶炼时间计算:冶炼时间=铁水重量×铁水温度变化速率4.预测炉渣生成量:炉渣生成量=生铁质量×炉渣产率5.炼钢原料使用量计算:炼钢原料使用量=铁水重量×原料炉渣率6.炉渣温度计算:炉渣温度=炉渣初始温度+(燃料热量/炉渣质量)-(冷却损失+辐射损失)7.冶金反应热计算:冶金反应热=反应物的热值-生成物的热值8.炉温控制计算:炉温控制=炉温目标值-炉温测量值9.耗氧量计算:耗氧量=氧气流量×氧浓度×燃烧公式系数10.炉渣替代率计算:炉渣替代率=炉渣替代量/炉渣生成量11.冷却水量计算:冷却水量=冷却热量/剪切热12.制氧气量计算:制氧气量=铁水含氧量×铁水重量×(氧气纯度/100)13.吹氧流量计算:吹氧流量=制氧气量/铁水供氧时间14.坩埚温度计算:坩埚温度=铁水温度+气氛温度15.炉水质量计算:炉水质量=炉水比例×矿石质量以上是一些与炼钢相关的计算公式的汇总。
当然,实际的炼钢过程非常复杂,还需要考虑其他因素如温度、压力、流量等等。
这些公式只是提供了一些基本的计算方法,实际应用中还需要根据具体情况进行适当的调整和修正。
合金吸收率及配料技术公式

合金元素的吸收率及配料技术公式1、 中频感应炉熔炼时,加入铁合金中的合金元素收得率是多少?在整个熔炼过程中碳、硅、锰等元素的变化规律是什么?熔炼低合金钢、单元高合金钢、多元高合金钢时,在配料时怎样计算特合金的加入量? 1)中频感应炉熔炼时合金元素的收得率,见表1表1 合金元素的收得率2)中频炉熔炼中,碳、硅、锰等元素的变化规律:①C 在熔炼全过程要烧损,炉料较好时碳烧损0.03%-0.06%。
废钢等熔清,经预脱氧后取炉前钢样到出钢碳烧损约0.02%(碳钢,低合金钢);②废钢熔清后的残硅:碱性炉约0.1%,中性炉约0.15%,酸性炉约0.25%;③废钢熔清后的残Mn :碱性炉、中性炉约0.2%~0.25%,酸性炉约0.1%~0.15%;④铁合金中的碳100%回收,硫、磷100%回收;⑤铁合金中的硅(稀土硅铁合金)100%回收;⑥酸性炉出钢前出现硅还原现象,钢液中增硅0.05%。
3)熔炼低合金钢时,铁合金加入量按下式计算:序号 合金名称 作用及加入时间 合金元素收得率 碱性炉 中性炉 酸性炉 1 FeSi 合金化,出钢前5~8min 85 90 100 2 FeMn 合金化,出钢前5~8min 90~95 85 75~80 3 FeCr 合金化,出钢前5~8min 95 95 95 4 FeNo 熔毕,或出钢前15~30min 98 95 95 5 FeW 熔毕,或出钢前15~30min 98 95 95 6 FeTi 铝终脱氧后加入,或冲包50~70 50~70 50~70 7 FeV 合金化,出钢前5~-8min (质量分数小于0.3%) 80~9080~90 80~90 合金化,出钢前5~8min (质量分数大于1.0%)95 90 90 8 FeNb 合金化,出钢前5~8min90 90 85 9 FeB 冲包40~60 40~60 40~60 10 金属镍 合金化,出钢前15~30min 98 98 95 11 金属铜 合金化,出钢前15~30min 98 98 95 12 石墨电极粉 增碳,出钢前5~8min 90 90 90 13焦炭粉增碳出钢前5~8min808080铁合金加入量 =4)熔炼单元高合金钢时,铁合金加入量按下式计算:铁合金加入量 =5)熔炼多元高合金钢时,各元素加入量都很大,一种铁合金加入,钢液量随之增大,影响其他元素在钢中的含量,故采用“补加系数”法计算(补加系数是指每加入100kg 合金料需补加的量),程序如下:① 各项合金占有量 =② 纯钢液占有量=100%-各项合金占有量之和 ③ 补加系数 =④ 钢液综合收得率=95%~97%。
电炉炼钢铁合金加入量计算法

电炉炼钢铁合金加入量计算法重庆钢厂一、计算公式算法举例计算中有关问题的说明1、炉料的收得率For personal use only in study and research; not for commercial use炉料的收得率与炉料的好坏,炉料中能被氧化元素的含量以及冶炼方法等有关。
一般而言,炉料的收处率如下:氧化法为95~96%,不氧化法为96~97%,返回吹氧法为95~97%。
炉料的收处率简称收得率。
计算铁合金加入量时以炉料实重进行计算。
炉料实重=炉料重×收得率。
2、铁合金中合金元素的回收率炼钢中使用的镍、钴、铜、钼钨铁、铬铁、锰铁、钒铁、铌铁、矽铁等,作为合金化材料有冶炼操作规程规定的时期加入时,由于这些铁合金元素的回收率相当高,在计算中为了简化起见其回收率均可按100%计算。
在回收率低的元素有硼、钛、铝。
硼铁中硼的回收率一般为30~50%。
钛铁中钛的回收率一般为40~60%。
铝的回收率:当冶炼含铝量为1%左右的钢种时,铝在氧化渣扒出后加入时一般为50~60%,在还末期扒渣后加入时一般为65~80%,当冶炼含铝量较高的钢种时铝的回收率有所升高。
当冶炼含铝量高达5%左右的高铝钢时,铝的回收率可大于95%。
即使是对于硼铁、钛铁和铝,在计算时为了简便起见,同样可以把回收充的因素考虑在所控制的成分之上。
如以冶炼38CrMoAIA钢为例,铝的规格范围为0.70~1.10%,当采用扒还元渣后加入的工艺时,铝按1.20~1.30%加入,而将铝的回收率皆当作100%。
又比如冶炼高矽钢时,出钢前加入矽铁后不再分析矽的含量,这时虽将矽铁中矽的回收率当作100%,但控制成分时应将矽量偏上限控制。
铁合金中合金元素的回收率简称回收率。
收得率与回收率的意义相当,但为了使炉料与铁合金相区别故分别名为收得率与回收率。
在实际冶炼中控制钢的化学成分时,对于冶炼含铬、含锰而对炭量有规格要求的钢种时,为了便于炭量的调整,在加入铬铁锰铁进行合金化时,不宜一下就把铬、锰加到要求达到的成分,而应稍低于要求达到的成分,以便在补加铬铁、锰铁时,可使用高炭铬铁、高炭锰铁来补足不足的炭量。
感应炉炼钢配料计算
感应电炉炼钢配料的计算感应电炉炼钢,多半采纳不氧化法熔炼,配料计算多参照电弧炉不氧化法配料计算方式进行。
通过探讨,对感应电炉炼钢配料和调正计算进行总结,应用于生产,取得必然成效。
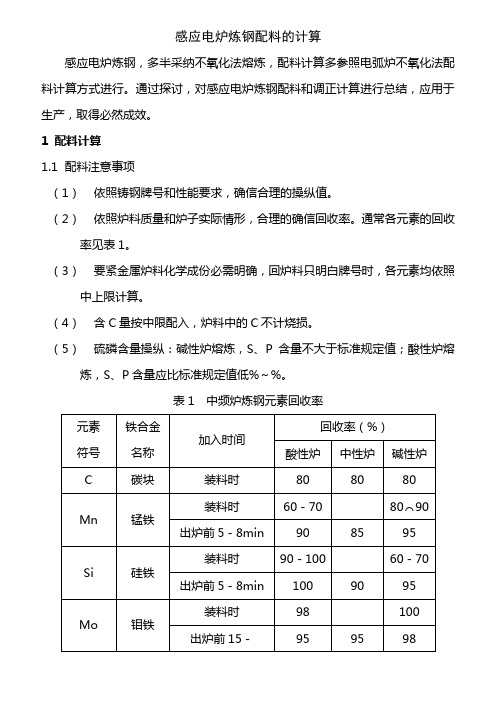
1 配料计算1.1配料注意事项(1)依照铸钢牌号和性能要求,确信合理的操纵值。
(2)依照炉料质量和炉子实际情形,合理的确信回收率。
通常各元素的回收率见表1。
(3)要紧金属炉料化学成份必需明确,回炉料只明白牌号时,各元素均依照中上限计算。
(4)含C量按中限配入,炉料中的C不计烧损。
(5)硫磷含量操纵:碱性炉熔炼,S、P含量不大于标准规定值;酸性炉熔炼,S、P含量应比标准规定值低%~%。
表1 中频炉炼钢元素回收率1.2配料计算步骤为了简化运算,以炉料问题代替钢液量。
(1)计算铁合金加入量铁合金加入量(%)=炉料总量(KG)×控制值(%)÷回收率(%)−回炉料含该元素量(KG)铁合金中该元素含量(%)低合金钢:铁合金加入量(KG)=出钢量(KG)×(控制成分%−炉内钢液元素含量%)铁合金中元素含量%×收得率%单元高合金钢:铁合金加入量(KG)=炉内钢液量(KG)×(控制成分%−炉内钢液元素%) (铁合金成分%−控制成分%)×收得率(2)计算碳素废钢(或原料纯铁)预加量碳素废钢预加量(KG)=炉料总量(KG)―回炉料重量(KG)―铁合金总量(KG)(3)核算炉料中C、Si、Mn平均含量平均含量(%)=∑各种炉料重量(KG)×元素含量(%)炉料总量(KG)×100%(4)计算生铁、硅铁、锰铁加入量加入量=炉料总量(KG)×〔控制值(%)÷回收率(%)−炉料中平均含量(%)〕生铁含C量(或硅铁、锰铁中Si、Mn含量)(%)注意:利用高碳锰铁配料时,因为锰铁要带入较多的碳,生铁的加入量应比实际计算结果适当减小。
(5)碳素钢实际加入量(KG)=碳素废钢预加量(KG)―生铁加入量(KG)―硅铁加入量(KG)―锰铁加入量(KG)(6)验算硫、磷含量∑各种炉料重量(KG)×各种炉料S、P含量(%)炉料总量(KG)×100%≤炉料中S(P)允许含量(%) 1.3高锰钢配料计算步骤(1)依照含C量计算高碳锰铁加入量高碳锰铁加入量(%)=炉料要求含C量(%)−废钢含C量(%)高碳锰铁含C量(%)−废钢含C量(%)×100%(2)计算中碳锰铁预加量中碳锰铁预加量(%)=控制值(%)÷回收率(%)−高碳锰铁加入量(%)×高碳锰铁含Mn量(%)中碳锰铁含Mn量(%)×100%(3)计算废钢预加量废钢预加量(%)=1-高碳锰铁加入量(%)-中碳锰铁预加量(%)(4)计算中碳锰铁加入量中碳锰铁加入量(%)=中碳锰铁预加量(%)−废钢预加量(%)×废钢含Mn量(%)中碳锰铁含Mn量(%)×100%(5)计算废钢加入量废钢加入量(%)=废钢预加量(%)+〔中碳锰铁预加量(%)−中碳锰铁加入量(%)〕(6)验算Si、S、P含量Si(S、P)含量(%)=∑各种炉料加入量(%)×各种炉料中Si(S、P)含量(%)1.4配料计算应用配ZG34CrNiMo 300kg。
感应炉计算要点及部分参数取值
2018/11/11
37
感应器的水冷计算
• (3)冷却水的流速 • Sk—水管截面积 • (4)紊流校验
v qv Sk
Re
Dn v
• Dn—水管内径,ν—水的运动黏度 • Re>=2300,为紊流
2018/11/11 38
感应器的水冷计算
• (5)冷却水沿管长的压力损失
P 5 v 2 E l g dn
C QC /(2f Ui2) (Ui2 / Xi) ( / 2fUi2) 1/(2fXi )
C • (3)并联电容的数量 n Cm • Cm—每个电容的电容量
2018/11/11 35
12)感应器截面电流密度的校验
Ii g Sg
• Sg—有效导电面积,
Sg d v 1
4h2
Hale Waihona Puke km 0 2• km—互感修正系数 • km =f(h1/h2,d1/h1)
2018/11/11 25
炉料—感应器系统互感修正系数
• km =f(h1/h2,d1/h1)
2018/11/11 26
炉料—感应器系统互感修正系数
• km =f(h1/h2,d1/h1) • 修正系数随感应器与 炉料高度比的增加而 减小; • 修正系数随感应器直 径与长度比的增加而 减小。 • km=f(1,1.5)=1
2018/11/11
27
4)炉料—感应器系统阻抗
• (1)折算系数
2 Xm k 2 2 R2 X 2
• (2)等效电阻、等效感抗
Rd R1 k R2 X d X1 k X 2
2 2 Z d Rd Xd
• (3)等效系统的阻抗
整合版 电炉炼钢计算部分要点
电炉炼钢部分1.>某电炉生产了实物量100t含锰65.8%高碳锰铁,共用去含锰40%,富锰渣52t,含锰34%的锰矿180t,问锰回收率是多少?解:锰回收率%=100×65.8%/(52×40%+180×34%)=80.24%答:锰回收率为80.24%。
2.>已知:冶炼40Cr钢,钢水量100t,LF炉炉前光谱分析结果:C0.40%、Si0.27%、Cr0.75%、Mn0.50%,使用65%中碳锰铁、65%中碳铬铁辅加合金(Cr、Mn回收率按95%计算)至成份规格中限。
求:Cr、Mn补加合金量?解:Mn控制中限为0.65%,Cr控制中限为0.95%,中碳锰铁=100×1000×(0.65%-0.50%)/65%×95%=243kg中碳铬铁=100×1000×(0.95%-0.75%)/65%×95%=324kg答:Mn辅加合金243kg,Cr辅加合金324kg。
3.>某炉用氧化法冶炼Cr12,出钢量17500kg,配入高铬3700kg,设定化铬过程Cr、Si烧损180kg,碳吹损20kg,要求成品碳控制在2.1%,计算氧末碳的控制量。
(高铬含C8.0%,假定还原期不增碳)解:高Cr增C:(3700-180)×8%/17500=1.61%碳吹损去碳:20/17500×100%=0.11%氧末碳:2.1%-1.61%-0.11%=0.38%答:氧末碳的控制量为0.38%。
4.>冶炼1Cr13钢,已知钢水量为18t,熔炼成份控制[Cr]=13%,炉内残余Cr为3%,铬铁含Cr为65%,回收率为96%,计算Fe-Cr加入量。
(保留整数位)解:Fe-Mn=[18×1000×(13%-3%)]/(65%×96%-13%)=3644kg答:Fe-Mn加入量为3644kg。
炉料计算及配方.
炉料计算及配方7月28日1. 新生铁成分:C 4.1 Sr 0.9 Mn0.182. 回炉铁成分:C3.28 Sr1.83 Mn0.833. 废钢成分:C0.3 Sr0.2 Mn0.5炉料计算:1.C的总量计算:新生铁 4.1×600÷900=2.73 回炉铁3.28×180÷900=0.66废钢0.3×120÷900=0.04总C:2.73+0.66+0.04=3.43-0.1(炉内烧损)=3.332.Sr的总量计算:新生铁 0.9×600÷900=0.6 回炉铁 1.83×180÷900=0.37废钢0.2×120÷900=0.03总Si:0.6+0.37+0.03=1+0.2(炉内增Si)=1.2成分中少Si:1.85-1.2=0.65炉内须加入Fe-Si:0.65×9÷75%=7.83.Mn的总量计算:新生铁 0.18×600÷900=0.12 回炉铁 0.83×180÷900=0.17废钢0.5×120÷900=0.07总Mn:0.12+0.17+0.07=0.36成分中少Mn:0.8-0.36=0.44炉内须加Fe-Mn:0.44×9÷65%=6.1炉料配方:新生铁:600 回炉铁:180 废钢:120 硅铁:8 锰铁:67月29日修正7.28配方炉料计算:1.C的总量计算:新生铁 4.1×600÷900=2.73 回炉铁3.28×160÷900=0.58废钢 0.3×140÷900=0.05总C: 2.73+0.58+0.05=3.36-0.1(炉内烧损)=3.262.Si的总量计算:新生铁 0.9×600÷900=0.6 回炉铁 1.83×160÷900=0.325废钢 0.2×140÷900=0.03总Si:0.6+0.325+0.03=0.955+0.2(炉内增Si)=1.155成分中少Si: 1.85-1.155=0.695炉内须加入Fe-Si:0.695×9÷75%=8.343.Mn的总量计算:新生铁 0.18×600÷900=0.12 回炉铁 0.83×160÷900=0.148废钢 0.5×140÷900=0.08总Mn:0.12+0.148+0.08=0.35成分中少Mn:0.8-0.35=0.45炉内须加入Fe-Mn:0.45×9÷65%=6.2修正后的炉料配方:新生铁:600 回炉铁:160 废钢:140 硅铁:8.5 锰铁:68月18日新生铁成分:C4.12 Si0.88 Mn0.38回炉铁成分:C3.28 Si1.83 Mn0.83废钢成分: C0.3 Si0.2 Mn0.5炉料计算: 3.5 ×260÷900=1.011.C的总量计算:新生铁 4.12×490÷900=2.24 回炉料3.28×280÷900=1.02废钢 0.3×130÷900=0.043 0.3×150÷900=0.05总C: 2.24+1.02+0.043=3.303-0.05(C烧损)=3.252.Si的总量计算:新生铁:0.88×490÷900=0.48 回炉料:1.83×280÷900=0.57废钢: 0.2×130÷900=0.029 0.53总Si: 0.48+0.57+0.029=1.08+0.2(增Si)=1.28 1.24成分中少Si: 1.83-1.28=0.55 0.59炉内须加入Fe-Si: 0.55×9÷75%=6.6 7.083.Mn的总量计算:新生铁 0.38×490÷900=0.21 回炉料 0.85×280÷900=0.260.25废钢: 0.3×130÷900=0.043 0.05总Mn: 0.21+0.26+0.04=0.51成分中少Mn:0.85-0.51=0.34 (0.32)炉内须加入Fe-Mn:0.3×9÷65%=4.7 (150)炉料配方:新生铁 500(490)回炉料 280 废钢 120(130)硅铁 6.5 ( 7.0)锰铁 5(4.5 )铬铁(4.5)C:2.75+0.656+0.04=3.45-0.1=3.35Si:0.59+0.37+0.03=0.99+0.2=1.19少Si:1.85-1.19=0.66须加Fe-Si:0.66×9÷75%=7.9Mn:0.253+0.17+0.04=0.463少Mn:0.85-0.463=0.39须加Fe-Mn:0.39×9÷65%=5.48月23日新生铁成分:C 4.3 Si 1.12 Mn 0.05回炉料成分:C 3.28 Si 1.83 Mn 0.83废钢成分:C 0.3 Si 0.2 Mn 0.3炉料计算:1.C的总量计算:2.23 1.19新生铁:4.3×440÷900=2.10 回炉料:3.25×310÷900=1.12废钢:0.3×150÷900=0.05总 C: 2.10+1.12+0.05=3.27-0.05(炉内烧损)=3.222.Si的总量计算:新生铁:1.12×440÷900=0.55 回炉料:1.83×310÷900=0.63废钢:0.2×150÷900=0.03总Si: 0.55+0.63+0.03=1.21+0.2(炉内增Si)=1.41成分中少Si: 1.83-1.41=0.42炉内须加Fe-Si: 0.42×9÷75%=5.043.Mn的总量计算:新生铁:0.05×440÷900=0.024 回炉铁:0.83×310÷900=0.286废钢 0.3×150÷900=0.05总Mn: 0.025+0.286+0.05=0.36成分中少Mn: 0.85-0.36=0.49炉内须加Fe-Mn: 0.49×9÷65%=6.78炉料配方:新生铁 440 回炉料 310 废钢 150 硅铁5 锰铁 6.8 铬铁4.5 硅钡孕育剂 59月8日1.新生铁 C 4.12 Si 0.88 Mn 0.382.回炉料 C3.45 Si 1.83 Mn 0.853.废钢 C 0.3 Si 0.2 Mn 0.3一.C的计算:1.新生铁:4.12×500÷900=2.292.回炉料:3.45×260÷900=1.03.废钢:0.3×140÷900=0.05总C: 2.29+1.0+0.05=3.34-0.05(炉内烧损)=2.29二.Si的计算:1.新生铁:0.88×500÷900=0.492.回炉料:1.83×260÷900=0.533.废钢:0.2×140÷900=0.03总Si:0.49+0.53+0.03=1.05+0.2(增Si)=1.25少Si: 1.83-1.25=0.58须加Fe-Si: 0.58×9÷75%=6.96三.Mn的计算:1.新生铁:0.38×500÷900=0.212.回炉料:0.85×260÷900=0.253.废钢:0.3×140÷900=0.05总Mn: 0.21+0.25+0.05=0.51少Mn:0.85-0.51=0.34须加Fe-Mn: 0.34×9÷65%=4.7四.炉料配方:新生铁:500 回炉铁:260 废钢:140 硅铁:7 锰铁:4.7铬铁:4.5 硅钡孕育剂:54.5×400÷900=2。
电炉炼钢的配料计算,装料方法及操作
电炉炼钢的配料计算,装料方法及操作【本章学习要点】本章学习电炉炼钢的配料计算,装料方法及操作,电炉熔化期、氧化期、还原期的任务及其操作,出钢操作等。
电炉炼钢,主要是指电弧炉炼钢,是目前国内外生产特殊钢的主要方法。
目前,世界上90%以上的电炉钢是电弧炉生产的,还有少量电炉钢是由感应炉、电渣炉等生产的。
通常所说的电弧炉,是指碱性电弧炉。
电弧炉主要是利用电极与炉料之间放电产生电弧发出的热量来炼钢。
其优点是:(1)热效率高,废气带走的热量相对较少,其热效率可达65%以上。
(2)温度高,电弧区温度高达3000℃以上,可以快速熔化各种炉料。
(3)温度容易调整和控制,可以满足冶炼不同钢种的要求。
(4)炉内气氛可以控制,可去磷、硫,还可脱氧。
(5)设备简单,占地少,投资省。
第一节冶炼方法的分类根据炉料的入炉状态分,有热装和冷装两种。
热装没有熔化期,冶炼时间短,生产率高,但需转炉或其他形式的混铁炉配合;冷装主要使用固体钢铁料或海绵铁等。
根据冶炼过程中的造渣次数分,有单渣法和双渣法。
根据冶炼过程中用氧与不用氧来分,有氧化法和不氧化法。
氧化法多采用双渣冶炼,但也有采用单渣冶炼的,如电炉钢的快速冶炼,而不氧化法均采用单渣冶炼。
此外,还有返回吹氧法。
根据氧化期供氧方式的不同,有矿石氧化法、氧气氧化法和矿、氧综合氧化法及氩氧混吹法。
冶炼方法的确定主要取决于炉料的组成以及对成品钢的质量要求,下面我们扼要介绍几种冶炼方法:(1)氧化法。
氧化法冶炼的特点是有氧化期,在冶炼过程中采用氧化剂用来氧化钢液中的Si、Mn、P等超规格的元素及其他杂质。
因此,该法虽是采用粗料却能冶炼出高级优质钢,所以应用极为广泛。
缺点是冶炼时间长,易氧化元素烧损大。
(2)不氧化法。
不氧化法冶炼的特点是没有氧化期,一般全用精料,如本钢种或类似本钢种返回废钢以及软钢等,要求磷及其他杂质含量越低越好,配入的合金元素含量应进入或接近于成品钢规格的中限或下限。
不氧化法冶炼可回收大量贵重合金元素和缩短冶炼时间。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
感应炉炼钢配料的计算 Company number:【0089WT-8898YT-W8CCB-BUUT-202108】
感应电炉炼钢配料的计算
感应电炉炼钢,多半采用不氧化法熔炼,配料计算多参照电弧炉不氧化法配料计算方法进行。
经过探索,对感应电炉炼钢配料和调正计算进行总结,应用于生产,取得一定效果。
1 配料计算
1.1配料注意事项
(1)根据铸钢牌号和性能要求,确定合理的控制值。
(2)根据炉料质量和炉子实际情况,合理的确定回收率。
通常各元素的回收率见表1。
(3)主要金属炉料化学成分必须明确,回炉料只知道牌号时,各元素均按照中上限计算。
(4)含C量按中限配入,炉料中的C不计烧损。
(5)硫磷含量控制:碱性炉熔炼,S、P含量不大于标准规定值;酸性炉熔炼,S、P含量应比标准规定值低%~%。
表1 中频炉炼钢元素回收率
1.2配料计算步骤
为了简化运算,以炉料问题代替钢液量。
(1)计算铁合金加入量
铁合金加入量(%)=炉料总量(KG)×控制值(%)÷回收率(%)−回炉料含该元素量(KG)
铁合金中该元素含量(%)
低合金钢:铁合金加入量(KG)
=出钢量(KG)×(控制成分%−炉内钢液元素含量%)铁合金中元素含量%×收得率%
单元高合金钢:铁合金加入量(KG)
=炉内钢液量(KG)×(控制成分%−炉内钢液元素%) (铁合金成分%−控制成分%)×收得率
(2)计算碳素废钢(或原料纯铁)预加量
碳素废钢预加量(KG)
=炉料总量(KG)―回炉料重量(KG)―铁合金总量(KG)(3)核算炉料中C、Si、Mn平均含量
平均含量(%)=∑各种炉料重量(KG)×元素含量(%)
炉料总量(KG)
×100%
(4)计算生铁、硅铁、锰铁加入量加入量
=炉料总量(KG)×〔控制值(%)÷回收率(%)−炉料中平均含量(%)〕生铁含C量(或硅铁、锰铁中Si、Mn含量)(%)
注意:使用高碳锰铁配料时,因为锰铁要带入较多的碳,生铁的加入量应比实际计算结果适当减小。
(5)碳素钢实际加入量(KG)=碳素废钢预加量(KG)―生铁加入量(KG)―硅铁加入量(KG)―锰铁加入量(KG)
(6)验算硫、磷含量
∑各种炉料重量(KG)×各种炉料S、P含量(%)
炉料总量(KG)
×100%≤炉料中S(P)允许含量(%) 1.3高锰钢配料计算步骤
(1)根据含C量计算高碳锰铁加入量
高碳锰铁加入量(%)
=炉料要求含C量(%)−废钢含C量(%)
高碳锰铁含C量(%)−废钢含C量(%)
×100%
(2)计算中碳锰铁预加量
中碳锰铁预加量(%)=控制值(%)÷回收率(%)−高碳锰铁加入量(%)×高碳锰铁含Mn量(%)
中碳锰铁含Mn量(%)
×100%(3)计算废钢预加量
废钢预加量(%)=1-高碳锰铁加入量(%)-中碳锰铁预加量(%) (4)计算中碳锰铁加入量
中碳锰铁加入量(%)
=中碳锰铁预加量(%)−废钢预加量(%)×废钢含Mn量(%)
中碳锰铁含Mn量(%)
×100%
(5)计算废钢加入量
废钢加入量(%)
=废钢预加量(%)+〔中碳锰铁预加量(%)−中碳锰铁加入量(%)〕(6)验算Si、S、P含量
Si(S、P)含量(%)=∑各种炉料加入量(%)×各种炉料中Si(S、P)含量(%) 1.4配料计算应用
配ZG34CrNiMo 300kg。
使用回炉料100kg,在酸性炉中熔炼。
根据JB/ZQ4297-86规定,控制值ω(%)见下表,回收率见表1,炉料成分见表2。
表2 生产所用炉料成分ω
各种铁合金加入量:
镍板=300×1.50%-100×1.50%=3KG
中碳铬铁=300×1.60%÷95%−100×1.65%
67%
=5.08KG
钼铁=300×0.25%÷98%−100×0.30%
55%
=0.85KG
铁合金加入总量=3.5+5.08+0.85=8.93KG 碳素废钢预加量=300−100−8.93=191.07
炉料平均含C量=100×0.36%+5.08×100%+191.07×0.20%
300
×100%=0.26%
炉料平均含Si量=100×0.50%+191.07×0.30%+5.08%×1.50%
300
×100%
=0.68%
炉料平均含Mn量=100×0.90%+191.07×0.60%
300
×100%=0.68%
生铁加入量=300×(0.34%−0.26%)
4.1%
=5.85KG
硅铁加入量=300×(0.45%−0.38%)
80%
=0.28KG
中碳锰铁加入量=300×(0.90%÷70%−68%)
80%
=2.27KG
废钢实际加入量=191.07−5.85−0.28−2.27=182.67KG 配料结果:
2 调整计算
碳素钢及低合金钢
计算公式:铁合金补加量(kg)=炉料总量(KG)×〔控制值(%)−分析含量(%)〕
铁合金元素含量(%)×回收率(%)
注意:为了计算简便和操作方便,取样分析后,只能加入不大于炉料总量5%的同牌号回炉料。
计算实例:以“配料计算”为例,ZG34CrNiMo炉前分析含量ω(%),见下表:
各种铁合金补加量为:
硅铁=300×(0.45%−0.40%)
=0.2KG
中碳锰铁=300×(0.90%−0.60%)
80%×90%
=1.25KG
中碳铬铁=300×(1.60%−1.50%)
67%×95%
=0.47KG
镍板=300×(1.50%−1.40%)
100%
=0.3KG
钼铁=300×(0.25%−0.23%)
55%×98%
=0.11KG
各种铁合金补加总量为,使炉料总量增加不足1%,对钢液最终成分的影响可以忽略不计。
中高合金负调整计算
计算公式:铁合金补加量(KG)=炉料总量(KG)×控制值(%)−炉内已加料(KG)×分析含量(%)
铁合金中元素含量(%)×回收率(%)
碳素废钢补加量(KG)
=炉料总量(KG)−炉内已加炉料−补加铁合金总量(KG)
3 高锰钢调正计算
计算公式:高碳锰铁补加量(KG)=
炉料总量(KG)×C的控制值(%)−炉内已加料(KG)×C分析含量(%)
高碳锰铁含C量(%)
中碳锰铁补加量(KG)
=〔炉料总量(KG)×Mn的控制值(%)
−炉内又加料(KG)×Mn分析含量(%)
−高碳锰铁含×高碳锰铁补加量(KG)〕
÷〔中碳锰铁含Mn量(%)×回收率(%)〕
废钢补加(KG)
=炉料总量(KG)−炉内已加量(KG)−高碳锰铁补加量(KG)
−中碳锰铁补加量(KG)。