EN 14399-2
DIN439B-DIN936-EN14399 产品尺寸数据表
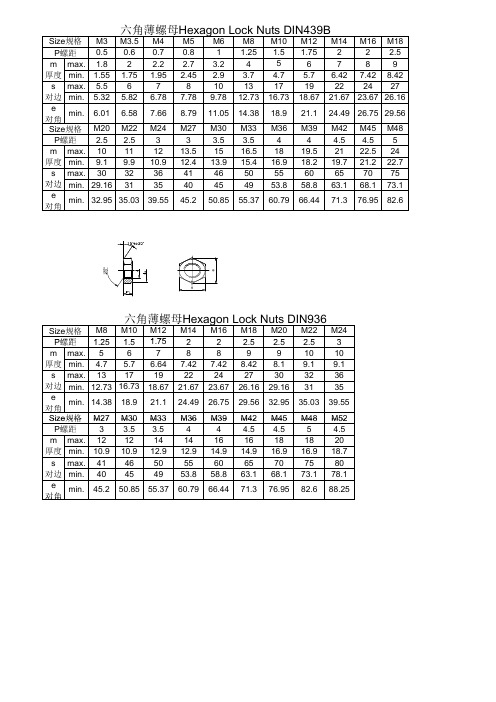
螺母尺寸图
头标:1为制造商厂标
32.95 35.ห้องสมุดไป่ตู้3 39.55
六角薄螺母Hexagon Lock Nuts DIN936
Size规格 P螺距 m max. 厚度 min. s max. 对边 min. e min. 对角 Size规格 P螺距 m max. 厚度 min. s max. 对边 min. e min. 对角 M8 M10 1 25 1.25 1.5 15 5 6 4.7 5.7 17 13 16.73 12.73 14.38 M27 3 12 10.9 41 40 45.2 18.9 M30 3.5 12 10.9 46 45 M12 1 75 1.75 7 6.64 19 18.67 21.1 M33 3.5 14 12.9 50 49 M14 2 8 7.42 22 21.67 24.49 M36 4 14 12.9 55 53.8 60.79 M16 2 8 7.42 24 23.67 26.75 M39 4 16 14.9 60 58.8 66.44 M18 2.5 25 9 8.42 27 26.16 29.56 M42 4.5 16 14.9 65 63.1 71.3 M20 2.5 25 9 8.1 30 29.16 32.95 M45 4.5 18 16.9 70 68.1 76.95 M22 2.5 25 10 9.1 32 31 35.03 M48 5 18 16.9 75 73.1 82.6 M24 3 10 9.1 36 35 39.55 M52 4.5 20 18.7 80 78.1 88.25
六角薄螺母Hexagon Lock Nuts DIN439B
Size规格 P螺距 m max. 厚度 min. s max. 对边 min. e min. 对角 Size规格 P螺距 m max. 厚度 min. s max. 对边 min. e min. 对角 M3 0.5 1.8 1.55 5.5 5.32 6.01 M20 2.5 10 9.1 30 29.16 M3.5 0.6 2 1.75 6 5.82 6.58 M22 2.5 11 9.9 32 31 M4 0.7 2.2 1.95 7 6.78 7.66 M24 3 12 10.9 36 35 M5 0.8 2.7 2.45 8 7.78 8.79 M27 3 13.5 12.4 41 40 45.2 M6 1 3.2 2.9 10 9.78 11.05 M30 3.5 15 13.9 46 45 50.85 M8 1.25 4 3.7 13 12.73 14.38 M33 3.5 16.5 15.4 50 49 55.37 M10 1.5 5 4.7 17 16.73 6 3 18.9 M36 4 18 16.9 55 53.8 60.79 M12 1.75 6 5.7 19 18.67 21.1 M39 4 19.5 18.2 60 58.8 66.44 M14 M16 M18 2 2 2.5 7 8 9 6.42 7.42 8.42 22 24 27 21.67 23.67 26.16 24.49 26.75 29.56 M42 4.5 21 19.7 65 63.1 71.3 M45 4.5 22.5 21.2 70 68.1 76.95 M48 5 24 22.7 75 73.1 82.6
紧固件测试和检验概述
紧固件检验特点
紧固件的质量项目按标准要求较多,每一个项目都应符标准规定
的相应要求,缺一不可。 紧固件检验项目
尺寸
螺纹长度 螺纹直径 头部厚度 杆部直径 螺母高度 内扳拧深度 几何公差
功能特性
螺纹精度 内扳拧 外扳拧 有效力矩 几何和位置公差 导向末端 垫圈面 装配扭矩系数
机械性能
化学成份(熔炼) 硬度 抗拉强度 促证载荷 伸长度 面缩率 冲击性能 表面缺陷
——各国都对紧固件机械性能规定了十分详细的等级、材料及技术参数 条款,已形成十分完善的、系列化标准体系。
紧固件机械性能分类
产品
等级
强度Mpa
材料
工艺
关联因素
低强度
400 低碳钢
不热处理
外螺纹 紧固件
中强度 高强度 特殊强度
830 1040 ≥830
中碳或合金钢 合金钢 耐高温、耐低温材料
热处理 热处理 热处理
产品工作特性
——是紧固件通过加工或适当的表面处理获得功能设计特性和工程应用 要求。例预载荷轴力、扭矩、拧入扭矩等工作性能和表面防腐。
——通过加工控制或适当处理获得的。
泰强不锈8 钢
紧固件检验特点
紧固件机械性能
——为适用于不同工程应用场合的需求,制定了不同的紧固件机械性能 等级(材料和强度),是一项基础性技术标准;
序正常加工,产品以不影响使用功能为目的)判定。 ——处理: 对单件和批处理
对单件产品——决定是合格放行,还是不合格返修或报废; 对批量产品——根据检验批的可接收质量水平AQL作出批是接收,还
是拒收,
泰强不锈钢
紧固件检验特点要素
检验测试 规范方法
批量 生产
自动化设备 高效生产
DIN标准译文
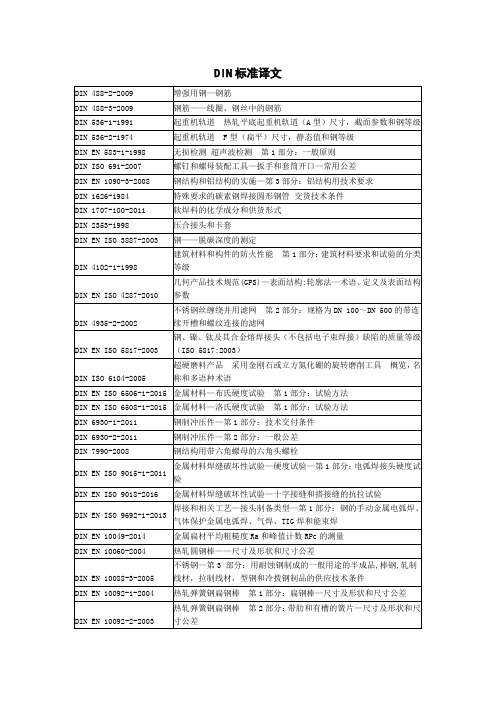
DIN EN 15856-2010
无损检测—声发射—周围充满液体的金属内腐蚀检测用AE试验的一般原理
DIN 16838-2010
管配件用热塑性材料—聚亚苯基砜(PPSU)—通用质量要求和试验
DIN 17022-5-2000
铁基材料的热处理第5部分:表面硬化
起重机—手动控制负载操纵装置(包含修订单A1:2009)
DIN EN 14399-1-2015
预加负荷用高强度螺栓组件—第1部分:通用要求
DIN EN14399-2-2015
预加负荷用高强度螺栓组件—第2部分:预加负荷合适性测试
DIN EN 14399-3-2015
预加负荷用高强度螺栓组件—第3部分:HR系统—六角螺栓和螺母组件
DIN EN 10049-2014
金属扁材平均粗糙度Ra和峰值计数RPc的测量
DIN EN 10060-2004
热轧圆钢棒——尺寸及形状和尺寸公差
DIN EN 10088-3-2005
不锈钢—第3部分:用耐蚀钢制成的一般用途的半成品,棒钢,轧制线材,拉制线材,型钢和冷拨钢制品的供应技术条件
DIN EN 10092-1-2004
DIN 18319-2012
德国建筑合同程序(VOB)—C部分:建筑合同通用技术规范(ATV)—非开挖铺设管道工程
DIN 18320-2012
德国建筑合同程序(VOB)—C部分:建筑合同通用技术规范(ATV)—景观工程
DIN 18321-2012
德国建筑合同程序(VOB)—C部分:建筑合同通用技术规范(ATV)—喷射灌浆施工
DIN EN 13135-2013
起重机—安全—设计—设备要求
EN 14399-3

目录前言 (3)绪言 (3)1、范围 (3)2、参考标准 (4)3、螺栓 (5)4、螺母 (11)5、装配件螺栓/螺母的名称 (13)6、关联的垫圈 (13)7、连接副螺栓/螺母/垫圈的功能特征 (14)参考书目 (15)前言该文件由(EN14399-1:2005)CEN/TC 185技术委员会准备,“螺纹和无螺纹机械紧固件和附属产品”由德国秘书处保存。
欧共体标准应作为一个国家标准的身份,最迟在2005年9月被发行或认证。
并且有争议的标准最迟在2005年9月被取消。
该文件已由欧洲委员会和欧洲自由贸易协会授予了CEN准备,并支持EC指示的必要要求。
绪论这份文件表明有欧洲有两种技术方案来达到螺栓/螺母/垫圈装配的要求,这两种方案是利用螺栓/螺母/垫圈装配的不同的系统(HR和HV),见表1。
这两套系统已得到认证,由结构螺栓专家决定选用其中的一种。
但是,把两个系统中的螺栓/螺母混合组装是不允许的。
因此,两个系统中的不同的螺栓和螺母都对应此标准中的单个标准。
同一系统中螺栓/螺母/的标记是一样的。
表一、螺栓/螺母/垫圈装配系统预载荷螺栓的装配,对不同的加工方法和润滑很敏感。
因此,装配组件由同一个能对装配组件负责的制造商提供是非常重要的。
同样的道理,组件的表面处理由同一个制造商来提供也是很重要的。
除了组件的机械性能,如果装配有在一个严密的流程,装配组件功能要求的预载荷能够达到。
出于这个目的,就用一个合适的测试方法,来证明装配组件的功能是否完全满足要求。
应指出,和ISO272相比较,M12和M20的对边(大系列)已分别改为22mm和32mm,这样修改是合理的,原因如下:对M12对边21mm的螺栓,在结构特殊的条件下,尤其是在垫圈对螺栓轴线偏心的情况下,螺栓头或螺母的下面有拧紧的压缩抗力可能会变得很大。
对M20的螺栓,34mm的对边在生产时很难加工,改为32mm首先在经济学上是有根据的。
但要指出,32mm的对边在欧洲已被很普遍的执行了。
EN 14399-4

目录前言 (3)绪言 (3)1、范围 (3)2、参考标准 (3)3、螺栓 (4)4、螺母 (9)5、装配件螺栓/螺母的名称 (11)6、关联的垫圈 (11)7、连接副螺栓/螺母/垫圈的功能特征 (13)附录A (标准) 夹紧长度 (15)参考书目前言该文件由(EN14399-1:2005)CEN/TC 185技术委员会准备,“螺纹和无螺纹机械紧固件和附属产品”由德国秘书处保存。
欧共体标准应作为一个国家标准的身份,最迟在2005年9月被发行或认证。
并且有争议的标准最迟在2005年9月被取消。
该文件已由欧洲委员会和欧洲自由贸易协会授予了CEN准备,并支持EC指示的必要要求。
绪论这份文件表明有欧洲有两种技术方案来达到螺栓/螺母/垫圈装配的要求,这两种方案是利用螺栓/螺母/垫圈装配的不同的系统(HR和HV),见表1。
这两套系统已得到认证,由结构螺栓专家决定选用其中的一种。
但是,把两个系统中的螺栓/螺母混合组装是不允许的。
因此,两个系统中的不同的螺栓和螺母都对应此标准中的单个标准。
同一系统中螺栓/螺母/的标记是一样的。
表一、螺栓/螺母/垫圈装配系统预载荷螺栓的装配,对不同的加工方法和润滑很敏感。
因此,装配组件由同一个能对装配组件负责的制造商提供是非常重要的。
同样的道理,组件的表面处理由同一个制造商来提供也是很重要的。
除了组件的机械性能,如果装配有在一个严密的流程,装配组件功能要求的预载荷能够达到。
出于这个目的,就用一个合适的测试方法,来证明装配组件的功能是否完全满足要求。
应指出,和ISO272相比较,M12和M20的对边(大系列)已分别改为22mm和32mm,这样修改是合理的,原因如下:对M12对边21mm的螺栓,在结构特殊的条件下,尤其是在垫圈对螺栓轴线偏心的情况下,螺栓头或螺母的下面有拧紧的压缩抗力可能会变得很大。
对M20的螺栓,34mm的对边在生产时很难加工,改为32mm首先在经济学上是有根据的。
但要指出,32mm的对边在欧洲已被很普遍的执行了。
俄罗斯标准代号

7550
68
ГОСТ 21780-83施Hale Waihona Puke 中的几何参数精确度保障系统83
47481
69
ГОСТ 22261-94_电量和磁量测量设备通用技术条件
36
29714
70
ГОСТ 22353-77_螺栓、螺母及高强度垫圈
24
6991
71
ГОСТ 23118-99建筑钢结构总技术条件
27
14833
72
ГОСТ 23518-79保护气体弧焊、锐角和钝角焊接基本类型、结构部件和尺寸
7
2077
59
ГОСТ 16093-2004米制螺纹公差、容隙装配
49
16169
60
ГОСТ 16350-80苏联气候影响技术设备的气候因素的区域划定和参数统计
121
43967
61
ГОСТ 18123-82_垫片一般技术条件
10
2990
62
ГОСТ 19281-89_高强度钢轧材技术规程
22
8038
15
2367
51
ГОСТ 14098-91钢筋混凝土结构钢筋和置入制品的焊接接合类型、结构和大小
19
6263
52
ГОСТ 14771-76_气体保护焊焊接接头基本类型、结构部件及尺寸
33
7105
53
ГОСТ 14782-86非破坏性检验焊接接合超声波方法
41
14135
54
ГОСТ 15140-78_油漆材料粘附力测定方法
96
BS EN 14399-3(E)-C高强度预加载结构螺栓连接组合件第3部分:HR系列-六角头螺栓和螺母组合件
高强度螺栓基础知识及紧固方法
高强度螺栓基础知识及紧固方法高强度螺栓,英文直译为:高强度摩擦预紧螺栓,英文简称:HSFG。
可见,我们中文施工中所说的高强度螺栓是高强度摩擦预紧螺栓的简称。
在日常沟通中,仅仅是简略了“摩擦”“预紧”两个词,却造成了许多工程技术人员对高强度螺栓基本定义的理解,产生了误区。
误区一:材料等级超过8.8级的螺栓,就是“高强度螺栓”?高强度螺栓和普通螺栓的核心区别并不在于使用材料的强度,而是受力的形式。
本质是是否施加预紧力,并利用静摩擦力抗剪。
实际上在英标规范,美标规范中提到的高强度螺栓(HSFG BOLT)只有8.8级和10.9级两种(BS EN 14399 / ASTM-A325&ASTM-490),而普通螺栓却有包含有4.6,5.6,8.8,10.9,12.9等(BS 3692 11款表2);由此可见,材料强度高低并不是区别高强度螺栓与普通螺栓的关键。
误区二:高强度螺栓的承载能力高于普通螺栓,是为“高强”?由单个螺栓的计算可知,高强度螺栓抗拉和抗剪的设计强度均低于普通螺栓。
其高强实质是:正常工作时,节点不允许发生任何相对滑移,即:弹塑性变形小,节点刚度大。
可见:在给定设计节点荷载的情况下,用高强度螺栓设计的节点并不一定能节省螺栓使用数量,但是其变形小,刚度大,安全储备高。
适合用主梁,等要求节点刚度较大的位置,符合“强节点,弱杆件”的基本抗震设计原理。
高强度螺栓之强,并非在于其本身的承载能力设计值,而是表现于其设计节点的刚度大,安全性能高,抗破坏的能力强。
高强度螺栓规格国内常用的高强度螺栓分为 ASTM 及 JIS 规格。
通常用的ASTM 高强度螺栓有 A325 及 A490 两种,具体使用情况如表一所示。
表一ASTM 高强度螺栓通用情况A325 螺栓主要成分为 TYPE1 及 TYPE3 两种,TYPE1 为一般结构用,如需要时可以热浸镀锌,耐候钢材应配合使用TYPE3螺栓,采用 TYPE3 螺栓时设计图上应特别标明,A325 螺栓的机械性如表二所示。
俄罗斯标准代

82
СНиП-87?已完成工程建设的使用验收
32
20681
83
СНиП-87《支承和防护结构》
122
75773
84
СНиП-85?建筑结构和构筑物防腐蚀保护
16
11394
85
СНиП52-01-2003?混凝土和钢筋混凝土结构?基本规则
34
24374
86
СНиПII-23-81_?钢结构设计规范
10
2894
10
3008
21
ГОСТ5915-70_?精确度等级为B的六角螺帽结构及尺寸
6
2523
22
ГОСТ6402-70_?弹簧垫圈技术规格
11
3047
23
ГОСТ6996-66_?焊接?接头机械性能测定方法
55
15876
24
ГОСТ7502-98?金属测量卷尺?技术规范
12
7963
25
ГОСТ7505-89?钢制模锻件?公差、余量和锻造余料
19
9865
44
ГОСТ10549-80_?螺纹偏心率、螺尾、总偏心率、底切和倒角
22
4756
45
ГОСТ10705-80_?电焊钢管?技术规程
21
10615
46
ГОСТ10906-78_斜面垫圈?技术规格
7
1361
47
ГОСТ10922-90?钢筋混凝土结构钢筋焊件和嵌入焊件,钢筋和嵌入件的焊接接头
33
11366
11
ГОСТ1759.0-87_?螺栓、螺丝、双头螺栓及螺母?技术规范
21
7923
12
ГОСТ1759.5-87_螺母机械性能及实验方法
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
目录前言 (3)1、范围 (3)2、参考标准 (3)3、术语和定义 (3)4、符号和单位 (3)5、测试原理 (4)6、测试设备 (4)7、装配件测试 (4)8、测试装备 (4)9、测试程序 (5)10、测试结果评估 (5)11、测试报告 (8)附录A(参考)特殊测试条件和程序 (9)参考书目 (9)前言略1、范围本文件规定了预载荷钢结构高强度螺栓/螺母/垫圈连接副的符合性测试方法。
这个测试的目的是检验紧固件装配的性能。
通过EN 1090-1规定的拧紧方式,能够获得稳定所需的预载荷,并有足够的余量防止拧过头和失效。
2、参考标准以下所引用的标准对本标准是不可或缺的。
有日期的文本,只是引证的版本,没有日期的,以最新版并且在使用的标准为准。
EN 14399-1:预载荷高强度螺栓---第1部分,一般要求EN 14399-3:预载荷高强度螺栓---第3部分,HR系统---六角螺栓和螺母组件EN 14399-4:预载荷高强度螺栓---第4部分,HV系统---六角螺栓和螺母组件EN 14399-5:预载荷高强度螺栓---第5部分,平垫圈EN 14399-6:预载荷高强度螺栓---第6部分,平面倒角垫圈EN ISO 898-1:碳钢和合金钢紧固件的机械性能---螺栓,螺钉和螺柱(ISO 898-1:1999)3、术语和定义术语和定义同EN 14399-1:20054、符号和单位A 延伸(mm)A S螺栓公称应力面积(mm2)(见EN ISO 898-1)d.螺纹公称直径(mm)F b 测试中螺所受的拉力(KN)F bi螺母旋转所施加给螺栓的扭力或拉力(KN)F bm F bi的平均值(KN)F bimax 在测试过程中螺栓受力的最大值(KN)F p指定的预载荷0.7f ub As(KN)F ub 公称抗拉强度(R m nom)(Mpa)K k—因素Ki K—因素的单个值Km K—因素的单个值l b.eff 有效预载荷螺栓长度(夹紧长度∑t加上半个公称螺母厚度)M 测试过程中施加的单个扭矩值(Nm)Mspec 施加在螺栓上的特定扭矩值(Nm)n.测试结果数量S F估算的F bi值的标准偏差S K估算的K i值的标准偏差t.一个夹紧部分的厚度(mm)V F F bi值的变异系数V K Ki值的变异系数θ螺母相对螺栓转过的角度(°)θpi螺栓所受的力第一次达到F p时,螺母所转过的角度(°)θ1i螺栓所受的力第一次达到F bi.max时,螺母所转过的角度(°)θ2i 测试结束时,螺母所转过的角度(°)Δθ1i 角度差值(θ1i-θpi)(°)Δθ2i角度差值(θ2i-θpi)(°)Δθ2min 根据相关的产品标准规定的最小Δθ2i值(°)Σt 螺母支承面和螺栓支承面之间的总的夹紧长度(mm)5、测试原理测试的原理是在装配拧紧螺栓副时,测试如下的参数:----螺栓所受的力----螺栓和螺母之间旋转角度---扭矩,如有要求----螺栓的延伸长度,如有要求6、测试设备测试设备应由钢制成安装紧固件的部分要有足够的刚度注:通常液压装置不能达到这个要求建议测试装置要有尽可能的硬度。
螺栓头部和螺母之间的长度由衬垫来调整,衬垫由表1规定,衬垫数量不能超过4个。
表1 衬垫特征旋转角度的测量不准确误差为±1°。
扭矩应由校正的扭矩测量设备测量。
实际误差为±1%,重复性误新差为±1%。
螺栓的延伸长度的测量误差为±1/100mm,滚珠轴承可安装到螺栓的末端以方便测量。
7、装配件测试测试应在一个连接副上进行,至少包括一个螺母和一个垫圈]被测试的连接副应取自同一个装配批次或同一扩充批次。
相应的螺栓、螺母、垫圈应符合以下标准之一:----根据EN14399-3 HR系统的螺栓和螺母,以及根据EN 14399-5或EN 14399-6的垫圈----根据EN14399-4 HV系统的螺栓和螺母,以及根据EN 14399-5或EN 14399-6的垫圈连接副测试用的螺栓、螺母、垫圈只能用一次。
除非买卖双方另有协议(见附录A),连接副测试用的螺栓、螺母、垫圈必须和交付状态一致。
组件没有润滑上的改变。
8、测试装备测试装备(见图1)可包含衬垫(见表一),要适合测量设备连接副和衬垫应按以下位置放置:---连接副的螺母下面放一个垫圈;---螺栓头下面放一个倒角垫圈或一个倒角衬垫;---夹紧长度包括衬垫和垫圈,其长度应符合相关产品标准规定的最小值;注:1、螺母:拧紧过程中被旋转2、连接副垫圈:防止旋转3、衬垫4、校正的螺栓测力设备5、连接副带倒角垫圈或带倒角衬垫6、螺栓头,防止旋转a、夹紧长度Σt图1:测试装备9、测试程序测试应该在10℃到35℃的环境下温度下执行拧紧过程中,螺母应连续的旋转,并记录测量过程中的值。
测试过程中旋转速度应控制在每分钟1转到10转之间。
螺栓和螺母下的垫圈在测试过程中不能转动。
如果任何一个转动,必须重新测试。
当测试第一次达到以下任何一个条件时,测试要停止:----螺母旋转的角度超过(θpi+Δθ2min);----螺栓拉力下降到F p10、测试结果的评估10.1 旋转/螺栓拉力曲线1)以下的数值应从图2的曲线获得----螺栓所受的拉力第一次达到F p时螺母转过的角度θpi;θpi应被记录。
----螺栓所受的力达到最大值F bi.max时螺母转过的角度θ1i,θ1i也要被记录---测试结束时,螺栓所受的拉力为F bi时,螺母所转过的角度θ2i,θ2i也要被记录。
当测试数据无法精确的从测试数据中确定,在测试过程中,低于螺栓所受拉力最大值F bi.max 的1%的水平线和曲线相交的两个交叉点所对应的两个角度的平均值来计算。
测试θ2i的目的是为了获得相关的指标,根据相关产品的标准,当Δθ2i达到最小的Δθ2imin,试验可以被停止时,螺母所转过的角度所对应的螺栓所受拉力回落的值F p.。
(见条款9)根据以上测量的角度,确定以下的数据: ---角度差值Δθ1i ,即(θ1i -θpi ),螺栓所受的力达到是大值F bi.max 所对应的点。
---角度差值Δθ2i ,即(θ2i -θpi ),试验结束时所对应的点。
θ°2i 1i piFb KN Fbi.maxF bi (θ 2i )F p =0.7F ub A Sa 测试结束点图2---旋转/拉力曲线10.2 预载荷螺栓扭矩/拉力曲线单个K 值(K i )根据图3每个螺栓所受拉力(F p )所对应的扭矩值(Mi )确定。
K i 的计算公式如下:d FpMi ki =K i 值的变异系数V k 由预计标准偏差和平均值K m 的比值给定。
预计标准偏差S k 和平均值K m 的计算如下:nkii=1n∑K m =iF b (KN)F b =0.7f ub A S图3---螺栓扭矩/拉力曲线n-1∑(K i -K m )2S k =10.3 螺栓延伸/拉力曲线螺栓长度延伸0.2%的l b.eff时,所对应的螺栓所受的拉力为F bi.0.2%,这里的l b.eff是预载荷螺栓的有效长度。
可从图4的曲线获得。
产生0.2%永久延伸的直线应与螺栓所受拉力值为0.3f ab A s和0.6f ab A s时所对应的曲线上的两点连线平行.F b(KN)F0.6f ub A0.3f ub A s注:a 0.2%永久延伸线图4---螺栓延伸/拉力曲线10.4 在一个指定的实际的扭矩下,螺栓所受的拉力/扭矩曲线当一个指定的扭矩值被指定时:当指定一个扭矩值(M spec)时螺栓所受的拉力应根据表5的曲线获得F bi=F bi(M spec)F bi的变异系数V F可从预计标准偏差S F和平均值F bm的比值获得。
预计标准偏差S F和平均值F bm的计算公式如下:S F=∑(F bi-F bm)2n-1Fbm=∑ni=1F binF b(KN)specF bi(M spec)图5---螺栓拉力/扭矩曲线11、测试报告测试文本至少包含以下的信息:----实验室识别名称----要求做测试的组织名称----连接副的接收日期----测试日期----装配批次或延伸装配批次的识别号码(由客户提供)----连接副的测试数量----紧固件名称----螺栓、螺母、垫圈的标记----表面处理----润滑----测试夹紧长度----测试装配的信息,包括刚度----拧紧条件(拧紧速度,衬垫数量)----关于测试的注解(如有必要,包括附录A指定的测试条件和过程)----根据这个标准的测试结果----根据相关产品标准的要求,对装配批次号或延伸装配批次号的连接副的功能特征进行评估。
----结论附录A(参考)特殊的测试条件和过程在买卖双方达成一致的前提下,以下特殊的条件可以适用,但测试的结果不能和标准的测试条件一致。
a) 长螺栓对长度超过10d的螺栓,根据10.2的程序获得的K值是有效的,但对于旋转和变形的特殊标准,需由双方进一步协商决定。
b) 短螺栓当螺栓太短不能达到条款8的测试条件时,以下之一的可能性可以被考虑:1)如果拧紧后,螺栓的末端到螺母的非受力面的长度超过一牙,测试可被进行;2)可以用另外的相似批中较长的螺栓代替短螺栓,采用标准的测试条件,长度尽可能接近实际短螺栓的长度。
C)润滑润滑条件可以被改变d) 拧紧1)旋转的速度可以被改变2)可以旋转螺栓的头部达到拧紧的目的在这种情况下,装配的垫圈要装在螺栓头下面,螺母和螺栓头下的垫圈不能转动,如果转动了,要执行新的测试3)不连续的拧紧过程可以被执行。
参考书目略。