各类塑料的吸水率及干燥温度时间表
常用塑料干燥温度参考值
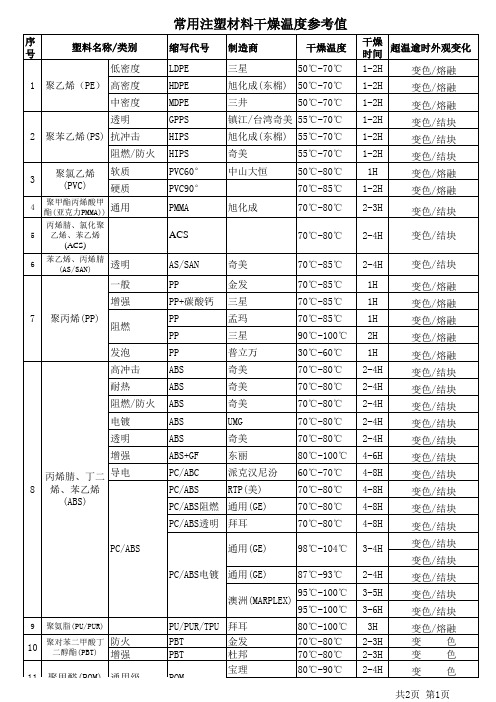
镇江/台湾奇美 55℃-70℃
聚氯乙烯 (PVC)
软质 硬质
聚甲酯丙烯酸甲 通用 酯(亚克力PMMA)) 丙烯腈、氯化聚 乙烯、苯乙烯 (ACS) 苯乙烯、丙烯腈 透明 (AS/SAN)
旭化成
70℃-80℃ 70℃-80℃
奇美 金发 三星 孟玛 三星 普立万 奇美 奇美 奇美 UMG 奇美 东丽 派克汉尼汾 RTP(美)
70℃-85℃ 70℃-85℃ 70℃-85℃ 70℃-85℃ 90℃-100℃ 30℃-60℃ 70℃-80℃ 70℃-80℃ 70℃-80℃ 70℃-80℃ 70℃-80℃ 80℃-100℃ 60℃-70℃ 70℃-80℃ 70℃-80℃ 70℃-80℃ 98℃-104℃ 87℃-93℃ 95℃-100℃ 95℃-100℃ 80℃-100℃ 70℃-80℃ 70℃-80℃
常用注塑材料干燥温度参考值
序 号 1 塑料名称/类别 低密度 聚乙烯(PE) 高密度 中密度 透明 2 聚苯乙烯(PS) 抗冲击 阻燃/防火 3
4 5 6
缩写代号 LDPE HDPE MDPE GPPS HIPS HIPS PVC60° PVC90° PMMA ACS AS/SAN PP PP+碳酸钙 PP PP PP ABS ABS ABS ABS ABS ABS+GF PC/ABC PC/ABS
共2页 第2页
变色/结块 变色/结块 变色/结块 变色/结块 变色/结块 变色/结块 变色/结块 变色/结块 变 色
阻燃/抗静电 PC+碳
120℃-140℃ 3-4H 120℃-140℃ 3-4H 130℃-150℃ 6-8H
聚苯硫醚 16 (PPS) 说明: 1、单位:温度--摄氏(℃
时间--小时(H ;
常用注塑材料干燥温度参考值

聚对苯二甲酸丁 防火 10 二醇酯(PBT) 增强
共2页 第1页
常用注塑材料干燥温度参考值
序 号 11 塑料名称/类别 聚甲醛(POM) 通用级 缩写代号 POM 制造商 宝理 杜邦 旭化成(东棉) PA66 一般 PA6 PA12 12 聚酰胺(尼龙) 阻燃 PA66 PA6 巴斯夫 东丽 东洋 巴斯夫 EMS 金发 金发 孟山都 PA66+GF 增强 PA612 PA6+GF 13 聚苯醚(PPO) 通用级 增强 一般 阻燃 14 聚碳酸酯(PC) 透明 增强 PC/PBT 聚对苯二甲酸 乙二醇酯 (PET) 聚苯硫醚 16 (PPS) 说明: 15 1、单位:温度--摄氏(℃ PPO(PPE) PPO(PPE) PC PC PC PC+GF PC/PBT PET PET PPS 巴斯夫 拜耳 东洋 杜邦 普立万 RTP(美) 通用(GE) 通用(GE) 通用(GE) 通用(GE) RTP(美) 拜耳 通用(GE) 三氧社 旭化成(东棉) 旭化成(东棉) 东丽 干燥温度 80℃-90℃ 80℃-100℃ 80℃-110℃ 80℃-110℃ 90℃-110℃ 90℃-110℃ 90℃-110℃ 80℃-110℃ 90℃-110℃ 90℃-110℃ 干燥 超温逾时外观变化 时间 2-4H 变 色 2-4H 变 色 2-10H 2-10H 4-6H 4-6H 4-6H 6-12H 4-6H 4-6H 变色/熔融 变色/熔融 变色/熔融 变色/熔融 变色/熔融 变色/熔融 变色/熔融 变色/熔融 变色/熔融 变色/熔融 变色/熔融 变色/熔融 变色/熔融 变色/熔融 变色/熔融 变 变 色 色
镇江/台湾奇美 55℃-70℃
聚氯乙烯 (PVC)
软质 硬质
聚甲酯丙烯酸甲 通用 酯(亚克力PMMA)) 丙烯腈、氯化聚 乙烯、苯乙烯 (ACS) 苯乙烯、丙烯腈 透明 (AS/SAN)
注塑塑料温度成型大全

◆TPU: 烘料温度根据硬度而定. 60A-80A 烘料温度用90-100度85A-98A 烘料温度用100-105度60D-71D 烘料温度用105-110度时间为3-5小时。
◆LCP:每家公司的不同品种烘料温度,成型温度各有不同如日本宝理公司EI系列最佳成型温度为340-370 上限为365度不超过30分钟。
◆PA性质:结晶性热可塑性塑料,有明显熔点,Nylon6 Tm为220-230℃,Nylon66则为260-270℃,尼龙本身具吸水基故有吸水性,成形前须干燥,温度过高干燥则尼龙粒变色。
◆PC/ABS:比重一般为1.15,吸水率为0.2%,成型收缩率为0.4-0.6,热变形温度则为120%,干燥温度应该用100,烘料温度100-110度烘烤3-4小时。
◆AS:喷嘴190-210度注塑压力应该用50-60度,保压压力应该用40-50,模温50-70,螺杆转速40-60,背压5-10 烘料温度80-100 烘料时间2-4H。
◆PBT:喷嘴温度230-245 注塑压力70-120,保压压力40-50,模温50-160,螺杆转速40-70,背压5-10,烘料温度100-140 烘料时间4-6小时。
◆PET:喷嘴240-270,注塑压力70-100,保压压力40-50,模温50-160,螺杆转速40-75,螺杆背压5-10,烘料温度100-140,烘料时间6-8小时。
◆PC:喷嘴270-300,模温80-120,烘料温度100-120,烘料时间2-4小时。
◆PA6:喷嘴250-260,模温50-110,烘料温度80-110,烘料时间4-6小时。
◆PA66:喷嘴250-280,模温50-110,烘料温度80-130,烘料时间4-6小时。
◆PPS:喷嘴290-300,模温80-150,烘料温度120-140,烘烤时间2-4小时。
◆LCP:喷嘴300-310,模温90-180,烘料温度130-140,烘烤时间2-4小时。
20种常用塑料特性大全

20种常用塑料特性大全1ABS塑料(丙烯腈-丁二烯-苯乙烯)英文名称:Acrylonitrile Butadiene Styrene比重:1.05克/立方厘米成型收缩率:0.4-0.7%成型温度:200-240℃干燥条件:80-90℃2小时物料性能1、综合性能较好,冲击强度较高,化学稳定性,电性能良好。
2、与372有机玻璃的熔接性良好,制成双色塑件,且可表面镀铬,喷漆处理。
3、有高抗冲、高耐热、阻燃、增强、透明等级别。
4、流动性比HIPS差一点,比PMMA、PC等好,柔韧性好。
适于制作一般机械零件,减磨耐磨零件,传动零件和电讯零件.成型性能1、无定形料,流动性中等,吸湿大,必须充分干燥,表面要求光泽的塑件须长时间预热干燥80-90度,3小时。
2、宜取高料温,高模温,但料温过高易分解(分解温度为>270度).对精度较高的塑件,模温宜取50-60度,对高光泽.耐热塑件,模温宜取60-80度。
3、如需解决夹水纹,需提高材料的流动性,采取高料温、高模温,或者改变入水位等方法。
4、如成形耐热级或阻燃级材料,生产3-7天后模具表面会残存塑料分解物,导致模具表面发亮,需对模具及时进行清理,同时模具表面需增加排气位置。
2PP塑料(聚丙烯)英文名称:Polypropylene比重:0.9-0.91克/立方厘米成型收缩率:1.0-2.5%成型温度:160-220℃干燥条件:---物料性能密度小,强度刚度,硬度耐热性均优于低压聚乙烯,可在100度左右使用.具有良好的电性能和高频绝缘性不受湿度影响,但低温时变脆,不耐模易老化。
适于制作一般机械零件,耐腐蚀零件和绝缘零件。
成型性能1、结晶料,吸湿性小,易发生融体破裂,长期与热金属接触易分解。
2、流动性好,但收缩范围及收缩值大,易发生缩孔.凹痕,变形。
3、冷却速度快,浇注系统及冷却系统应缓慢散热,并注意控制成型温度.料温低方向方向性明显.低温高压时尤其明显,模具温度低于50度时,塑件不光滑,易产生熔接不良,留痕,90度以上易发生翘曲变形。
常用塑料干燥处理温度参考数据

常用塑料干燥办理温度参照数据塑料名称缩写代号透明GPPS 聚苯乙烯 (PS)抗冲击HIPS阻燃 / 防火HIPS高冲击ABS耐热ABS阻燃 / 防火ABS常用塑料成型温度参照数据制造商商品名牌号密度缩短率 (%)烘料温度(g/cm3)镇江 / 台湾奇美POLYREX PS PG-2255℃-70 ℃镇江 / 台湾奇美POLYREX PS PG-3355℃-70 ℃斯泰隆 / 陶氏STYRON666H55℃-70 ℃巴斯夫POLYSTYROL143E55℃-70 ℃旭化成 ( 东棉)STYRON HIPS H9152(T)( 高耐热)55℃-70 ℃旭化成 ( 东棉)STYRON HIPS400( 耐热)55℃-70 ℃旭化成 ( 东棉)STYRON HIPS403R(高光彩)55℃-70 ℃陶氏STYRON A-TECH1300( 高耐热)55℃-70 ℃陶氏STYRON A-TECH1180( 高光彩)55℃-70 ℃出光IDEMITSUMS500(中冲击)55℃-70 ℃STYROL PSPH-88(耐热)55℃-70 ℃奇美POLYREX PS奇美POLYREX PS PH-879(防火)55℃-70 ℃旭化成 ( 东棉)STYRON VS124(阻燃)55℃-70 ℃奇美POLYLAC ABS PA-757(K)70℃-80 ℃奇美POLYLAC ABS PA-756(高流动)70℃-80 ℃东丽Toyolac ABS(T-)700/中冲击70℃-80 ℃东丽Toyolac ABS(T-)100/高冲击70℃-80 ℃旭化成 ( 东棉)Stylac ABS12070℃-80 ℃三菱SHINKOLAC ABS300170℃-80 ℃奇美POLYLAC ABS PA-777D(高耐热)70℃-80 ℃奇美POLYLAC ABS PA-777E(高耐热)70℃-80 ℃巴斯夫Terluran ABS GP-2270℃-80 ℃巴斯夫Terluran ABS GP-35(高流动)70℃-80 ℃旭化成 ( 东棉)Stylac ABS18070℃-80 ℃三菱SHINKOLAC ABS TM-2570℃-80 ℃TM-3570℃-80 ℃日本电气MALECCA ABS K-51070℃-80 ℃奇美POLYLAC ABS PA-765(5VA)70℃-80 ℃奇美POLYLAC ABS PA-765A(5VA)70℃-80 ℃东丽Toyolac ABS884(5VA)70℃-80 ℃东丽Toyolac ABS894(V-0)70℃-80 ℃常用塑料干燥办理温度参照数据电镀ABS透明ABS丙烯腈、丁二烯、苯乙烯 (ABS)增强ABS+GF导电PC/ABCPC/ABSPC/ABS阻燃PC/ABSPC/ABS透明PC/ABS电镀丙烯腈、氯化聚乙烯、苯乙烯 (ACS)ACS一般PC锦湖 ( 韩国)KORCHA ABS 750SW80℃-90 ℃UMG CYCOLAC3001M70℃-80 ℃奇美POLYLAC ABS PA-72770℃-80 ℃奇美POLYLAC ABS PA-75870℃-80 ℃日本电气TE TE-1070℃-80 ℃A&L ST-10070℃-80 ℃东丽Toyolac ABS100G10(10%GF)80℃-100 ℃东丽Toyolac ABS100G20(20%GF)80℃-100 ℃东丽Toyolac ABS100G30(30%GF)80℃-100 ℃金发KINGFA JE2-G202(20%GF耐热)80℃-100 ℃日本电气MALECCA ABS K-5110G(10%GF)80℃-100 ℃日本电气MALECCA ABS K-5120G(20%GF)80℃-100 ℃日本电气MALECCA ABS K-5130G(30%GF)80℃-100 ℃派克汉尼汾PREMIER A230-FR60℃-70 ℃RTP(美)PermaStat2500 FR A70℃-80 ℃通用 (GE)CYCOLOY C120070℃-80 ℃通用 (GE)CYCOLOY C1200HF(高流动)70℃-80 ℃拜耳Bayblend T45MN70℃-80 ℃通用 (GE)CYCOLOY C6200 V-070℃-80 ℃通用 (GE)CYCOLOY C2800 V-070℃-80 ℃通用 (GE)CYCOLOY BK8-78270℃-80 ℃拜耳Bayblend LQ284770℃-80 ℃通用 (GE)CYCOLOY MC1300流动:98℃-104 ℃垂直:通用 (GE)CYCOLOY MG37EPN(MC1300+灰)87℃-93 ℃澳洲 (MARPLEX)ASTALOYEHA(非电镀)95℃-100 ℃EHA(电镀)95℃-100 ℃70℃-80 ℃通用 (GE)LEXAN123R(UV牢固、高流动)100℃-120 ℃通用 (GE)LEXAN141R/241R(中粘度)100℃-120 ℃常用塑料干燥办理温度参照数据聚酰胺 ( 尼龙)一般PC阻燃PC阻燃 / 抗静电PC+碳透明PC聚碳酸酯 (PC)增强PC+GFPC/PBT PC/PBTPA66一般PA6PA12PA66阻燃PA6常用塑料干燥办理温度参照数据通用 (GE)LEXAN HF1110R(高流动)100℃-120 ℃通用 (GE)LEXAN920100℃-120 ℃拜耳Makrolon PC6265(易流动)100℃-120 ℃三菱Iupilon PC S-3000V(低粘度)100℃-120 ℃RTP(美)RTP300 (UL V-O)110℃-120 ℃拜耳Makrolon PC6555100℃-120 ℃通用 (GE)LEXAN OQ1020100℃-120 ℃通用 (GE)LEXAN500R(PC+GF10%)100℃-120 ℃通用 (GE)LEXAN3414R(PC+40%GF)100℃-120 ℃金发KINGFA JH710 G10(PC+10%GF)100℃-120 ℃金发KINGFA JH710 G40(PC+40%GF)100℃-120 ℃三氧社Trirex17070℃-90 ℃三氧社Trirex24070℃-90 ℃三氧社Trirex41070℃-90 ℃旭化成 ( 东棉)Leona PA1300S80℃-110 ℃巴斯夫Ultramid A3K80℃-110 ℃东丽amilan CM3001-N(标准)0.8-1.5 (1MM)90℃-110 ℃1.5-2.2 (3MM)东洋Toyobo Nylon T-662( 标准)0.6-1.2 (1MM)90℃-110 ℃1.5-2.2 (3MM)巴斯夫Ultramid B3S90℃-110 ℃东丽amilan CM1017(标准)0.5-1.0 (1MM)90℃-110 ℃1.0-1.6 (3MM)东洋Toyobo Nylon T-802( 娇贵)0.5-0.7 (1MM)90℃-110 ℃1.2-1.4 (3MM)东洋Toyobo Nylon T-803(坚硬)0.4-0.7 (1MM)90℃-110 ℃1.2-1.4 (3MM)EMS Grilamid EMS XE 3744 NATURAL(透明)80℃-110 ℃金发KINGFA PA66-RG001(阻燃 V-0)90℃-110 ℃金发KINGFA PA66ROW(阻燃 V-0)90℃-110 ℃东丽amilan CM3004-V090℃-110 ℃金发KINGFA PA6ROW-W-0190℃-110 ℃常用塑料干燥办理温度参照数据聚酰胺 ( 尼龙)PA66+GF增强PA612PA6+GFPA12苯乙烯、丙烯腈孟山都VYDYNE R533 (33%GF)80℃-100 ℃巴斯夫Ultramid A3EG6(30%GF)80℃-100 ℃巴斯夫Ultramid A3WG10(50%GF)80℃-100 ℃拜耳Durethan BKV15H1.0(15%GF)80℃-100 ℃拜耳Durethan BKV30Z(30%GF)80℃-100 ℃拜耳Durethan BKV40Z(40%GF)80℃-100 ℃拜耳Durethan BKV20H2.0(20%GF)80℃-100 ℃Toyobo Nylon T-663G15(15%GF)0.7-1.0 (1MM)90℃-110 ℃东洋0.8-1.1 (3MM)东洋Toyobo Nylon T-663G30(30%GF)0.2-0.5 (1MM)90℃-110 ℃0.6-0.9 (3MM)东洋Toyobo Nylon T-663G50(50%GF)0.2-0.4 (1MM)90℃-110 ℃0.6-0.8 (3MM)杜邦Zytel77G33L(33%GF)0.6-0.9(1MM)80℃-100 ℃1.0-2.0(3MM)80℃-100 ℃普立万polyone B70 G50(50%GF)80℃-100 ℃RTP(美)PA6+30%GF90℃-110 ℃金发KINGFA PA6-RG30(30%GF)90℃-110 ℃EMS Grilon EMS Grilon BGZ-30/2(30%GF)80℃-100 ℃EMS Grilamid EMS Grilamid LV-3H(30%GF)80℃-100 ℃奇美KIBISAN PN-117C70℃-85 ℃(AS/SAN)透明AS/SAN一般PP增强PP+碳酸钙金发KINGFA AT-31070℃-85 ℃三星SAMSUNG HJ73070℃-85 ℃巴赛尔 (Basell)Pro-Fax PP633170℃-85 ℃三星SAMSUNG SB52S(10%TALCUM)70℃-85 ℃卡鲁扑CALP1420G-3(40%KD)70℃-85 ℃卡鲁扑CALP8200R V-0170℃-85 ℃卡鲁扑CALP8300R V-070℃-85 ℃卡鲁扑CALP8400R V-070℃-85 ℃聚丙烯 (PP)阻燃PP 卡鲁扑CALP8500R V-070℃-85 ℃卡鲁扑CALP8900R-4(20%填充剂 V-2)70℃-85 ℃卡鲁扑CALP FR-240 V-070℃-85 ℃孟玛Empee PP30170℃-85 ℃三星SAMSUNG PP FB51(V-2) 耐冲击90℃-100 ℃三星SAMSUNG PP FB51R(V-2)耐冲击耐低温90℃-100 ℃三星SAMSUNG PP FB51S(V-2)耐冲击90℃-100 ℃常用塑料干燥办理温度参照数据发泡PP普立万 polyone PP0002A30℃-60 ℃宝理 TEPCON POM M90 80℃-90 ℃ 通用级POM宝理 TEPCON POM M270 80℃-90 ℃ 杜邦Delkin POM500P80℃-100 ℃聚甲醛 (POM)增强软质PVC 中山大恒PVC60°T110N50℃-80 ℃聚氯乙烯 (PVC)硬质PVC金发KINGFA PBT LW9330 N010(30%GF)70℃-80 ℃ 防火PBT杜邦RyniteFR543(43%GF)V-0流动方向: 70℃-80 ℃垂直方向:聚对苯二甲酸丁杜邦Rynite530(30%GF)流动方向:70℃-80 ℃垂直方向:二醇酯 (PBT)增强PBT旭化成 ( 东棉)3200G(20%GF)流动:℃120℃-140垂直:聚对苯二甲酸乙 PET旭化成 ( 东棉)3300G(30%GF)流动:℃二醇酯 (PET)120℃-140垂直:通用级PPO(PPE)通用 (GE)Noryl PPO731S85℃-120 ℃聚苯醚 (PPO)通用 (GE)Noryl PPO GFN2-701(PPO+20%GF) 85℃-120 ℃增强PPO(PPE)通用 (GE) Noryl PPO GFN2V-701(PPO+20%GF)85℃-120 ℃通用 (GE)Noryl PPO GFNIV(PPO+10%GF)85℃-120 ℃东丽TORELINAA504(40%GF 标准)流动方向:垂直方向:聚硫苯醚 (PPS)PPS东丽TORELINAA310M 70%(GF+矿物填充)流动方向:高流动 低翘曲垂直方向:聚甲酯丙烯酸甲通用旭化成 DELPET PMMA 560F(透明) 70℃-80 ℃酯( 亚克力 PMMAshinkolite PMMAMF001(透明)70℃-80 ℃三菱PMMA))酯( 亚克力PMMA))SANTOPRENE TPE201-55SANTOPRENE TPV-253-3680℃SANTOPRENE8211-55聚氨脂 (PU/PUR)PU/PUR/TPUDesmopan19280℃拜耳拜耳Desmopan KU 2-875580℃低密度三星SAMSUNG312B(吹塑级) LDPE高密度旭化成 ( 东棉)Suntec QJ300(注塑级) HDPE聚乙烯( PE)中密度三井45300( 挤塑级)MDPE45150( 挤塑级)三井摄氏温度 =5烘料时间模具温度1-2H20℃-80 ℃1-2H20℃-80 ℃1-2H20℃-80 ℃1-2H10℃-60 ℃1-2H20℃-80 ℃1-2H20℃-80 ℃1-2H20℃-80 ℃1-2H20℃-80 ℃1-2H20℃-80 ℃1-2H20℃-80 ℃1-2H20℃-80 ℃1-2H20℃-80 ℃1-2H20℃-80 ℃2-4H20℃-80 ℃2-4H20℃-80 ℃2-4H20℃-80 ℃2-4H20℃-80 ℃2-4H20℃-80 ℃2-4H20℃-80 ℃2-4H20℃-80 ℃2-4H20℃-80 ℃2-4H20℃-80 ℃2-4H20℃-80 ℃2-4H20℃-80 ℃2-4H20℃-80 ℃2-4H20℃-80 ℃2-4H20℃-80 ℃2-4H20℃-80 ℃2-4H20℃-80 ℃2-4H20℃-80 ℃2-4H20℃-80 ℃2-4H20℃-80 ℃2-4H20℃-80 ℃2-4H40℃-70 ℃4-6H60℃-80 ℃4-6H60℃-80 ℃4-6H60℃-80 ℃4-6H60℃-80 ℃4-6H60℃-80 ℃4-6H60℃-80 ℃4-6H60℃-80 ℃4-8H50℃-80 ℃4-8H71℃-99 ℃4-8H50℃-80 ℃4-8H50℃-80 ℃4-8H50℃-80 ℃4-8H50℃-80 ℃4-8H50℃-80 ℃4-8H71℃-99 ℃4-8H50℃-80 ℃3-4H80℃-100 ℃2-4H80℃-100 ℃3-5H50℃-90 ℃3-6H60℃-100 ℃2-4H50℃-60 ℃4-10H70℃-110 ℃4-10H70℃-110 ℃4-10H70℃-110 ℃4-10H70℃-110 ℃4-10H80℃-130 ℃4-10H80℃-130 ℃4-10H80℃-130 ℃4-10H80℃-130 ℃4-10H80℃-130 ℃4-10H80℃-130 ℃4-10H70℃-110 ℃4-10H70℃-110 ℃4-10H70℃-110 ℃2-10H20℃-90 ℃2-10H20℃-90 ℃4-6H40℃-60 ℃4-6H40℃-60 ℃4-6H40℃-60 ℃4-6H40℃-60 ℃4-6H40℃-60 ℃4-6H40℃-60 ℃6-12H80℃-100 ℃4-6H40℃-60 ℃4-6H40℃-60 ℃4-6H40℃-60 ℃4-6H40℃-60 ℃4-10H80℃-100 ℃4-10H80℃-100 ℃4-10H80℃-100 ℃4-10H80℃-100 ℃4-10H80℃-100 ℃4-10H80℃-100 ℃4-10H80℃-100 ℃4-6H40℃-60 ℃4-6H40℃-60 ℃4-6H40℃-60 ℃4-10H80℃-100 ℃4-10H80℃-100 ℃4-6H80℃-100 ℃4-12H60℃-80 ℃4-12H60℃-80 ℃4-12H80℃-100 ℃4-12H80℃-100 ℃2-4H40℃-80 ℃1H40℃-60 ℃1H50℃-70 ℃1H40℃-60 ℃1H50℃-70 ℃1H50℃-70 ℃1H50℃-70 ℃1H50℃-70 ℃1H50℃-70 ℃1H50℃-70 ℃1H50℃-70 ℃1H50℃-70 ℃1H50℃-70 ℃2H40℃-70 ℃2H40℃-70 ℃2H40℃-70 ℃1H40℃-60 ℃2-4H60℃-90 ℃2-4H60℃-90 ℃2-4H80℃-100 ℃1H20℃-50 ℃2-3H60℃-80 ℃2-3H60℃-80 ℃2-3H60℃-80 ℃3-4H120℃-140 ℃3-4H120℃-140 ℃2-4H85℃-120 ℃2-4H85℃-120 ℃2-4H85℃-120 ℃2-4H85℃-120 ℃120℃-180 ℃120℃-180 ℃2-3H60℃-80 ℃2-3H60℃-80 ℃3H20℃-50 ℃3H20℃-40 ℃3H20℃-40 ℃20℃-50 ℃50℃-70 ℃50℃-70 ℃50℃-70 ℃温度 =5/9* (华氏 -32 )。
常用塑料物性-表格扫描(修订版)

纯PET
30%GFPET
相对密度
1。38
1.69
吸水率/%
0.26
0。05
成型收缩率/%
1。8
0。2~0.9
拉伸强度/MPa
78
124。2
断裂伸长率/%
50
3
弯曲强度/MPa
115
195。5
缺口冲击强度/(kJ/m2)
4
80
洛氏硬度
-
R120
线膨胀系数/(×10-5K-1)
10
2.9
热变形温度(1。82MPa/℃)
0。15
0.15
0.16
体积电阻率/Ω·cm
1011~1013
101l~1014
1012~1014
介电常数(106Hz)
5~9
4~5
3。2~3.6
介电损耗角正切值(106Hz)
0。08~0。15
0。08~0。15
0。02
介电强度/(KV/mm)
14.7~29。5
26.5
9.85~35
耐电弧/s
—
60~80
76
65
86
洛氏硬度
M94
M80
—
摩擦因数
—
0.15
—
疲劳极限/MPa
35
31
—
热变形温度(1。82MPa)/℃
110
124
l63
长期使用温度/℃
80
100
—
线膨胀系数/(×10-5K—l)
7。5
8。5
2.6
热导率/[W/(m·K)]
0.23
0.23
—
体积电阻率/Ω·cm
常用工程塑料性能介绍
3.成型收缩范围及收缩率大,方向性明显,易发生缩孔、变形等。
4.模温按塑件壁厚在20-90度范围内选取,注射压力按注射机类型、料温、塑件形状尺寸、模具浇注系统选定,成型周期按塑件壁厚选定。树脂粘度小时,注射、冷却时间应取长,并用白油作脱模剂。
5.模具浇注系统的形式和尺寸,增大流道和浇口尺寸可减少缩水。
物料性能
密度小,强度刚度,硬度耐热性均优于低压聚乙烯,可在100度左右使用.具有良好的电性能和高频绝缘性不受湿度影响,但低温时变脆,不耐模易老化.
适于制作一般机械零件,耐腐蚀零件和绝缘零件
成型性能
1.结晶料,吸湿性小,易发生融体破裂,长期与热金属接触易分解.
2.流动性好,但收缩范围及收缩值大,易发生缩孔.凹痕,变形.
3.冷却速度快,浇注系统及冷却系统应缓慢散热,并注意控制成型温度.料温低方向方向性明显.低温高压时尤其明显,模具温度低于50度时,塑件不光滑,易产生熔接不良,留痕,90度以上易发生翘曲变形
4.塑料壁厚须均匀,避免缺胶,尖角,以防应力集中.
六、PE塑料
(聚乙烯)
比重:0.94-0.96克/立方厘米;成型收缩率:1.5-3.6%;成型温度:140-220℃;干燥条件:---
成型性能
1.无定形料,吸湿小,流动性差.为了提高流动性,防止发生气泡,塑料可预先干燥.模具浇注系统宜粗短,浇口截面宜大,不得有死角.模具须冷却,表面镀铬.
2.极易分解,在200度温度下与钢.铜接触更易分解,分解时逸出腐蚀.刺激性气体.成型温度范围小.
3.采用螺杆式注射机喷嘴时,孔径宜大,以防死角滞料.好不带镶件,如有镶件应预热.
物料性能
透明性极好,强度较高,有一定的耐热耐寒性,耐腐蚀,绝缘性良好,综合性能超过聚苯乙烯,但质脆,易熔于有机溶剂,如作透光材料,其表面硬度稍低,容易擦花.
塑料材料注塑参数表
干燥温度:85-95C
干燥时间:3-5小时
有的流动性比较 差,注意注塑压力
PBT/ABS
PA/PBT
干燥温度:115-130C(必 须降到0.02-0.03%)
干燥时间:4-6小时
成型收缩率:
0.4-0.7%
PEEK
聚醚醚酮
polyetheretherket one
PMMA
聚甲基丙基酸甲酯(业克 力)
Polymethyl Methacrylate
料筒温度:190-245C,流动性差射出压力:
750-2400kg/cm3,模具温度:40-70C,螺杆转 速宜慢:背压:150-400kg/cm3
干燥温度:85-110C
干燥时间:4-6小时 对于增强类尼龙干燥温
度:95-115C左右
PPO
聚苯醚
Polyphe nylene Oxide
料筒温度:270-330C,模具温度:100-150C
采用高压、高速注射,保压(注射40-60%)
干燥温度:100-110C
干燥时间:2-4小时
吸水性比较低,但 也要注意干燥,收 缩率:
干燥温度:80-100C
干燥时间:2-4小时
AS(SAN)
丙烯晴-苯乙烯共聚物
Styre ne-Arcylo ni trile
料筒温度:180-290C,一般在230左右范围内。 模具温度保持在35-80C,射出压力:
700-2300kg/cm3,背压:100-200kg/cm3
干燥温度:85-100C
压力:50-130mpa,注射速度:中速
干燥温度:110-130C
干燥时间:3-5小时
各种塑料的特性表(整理)
13 弯曲屈服强度 kg/cm2
700-1200 ~~~
420-770 700-840 ~~~
1000-1340 700
1120-1340
14 弯曲弹性模量 103kg/cm2 ~~~
~~~
14-27
23-26
~~~
39
21
18-27
15 压缩强度 kg/cm2
810-1120 ~~~
320-650 670-1500 ~~~
21 烘料时间 h
1
1
1
1--2 1
1--2 1--2 1
1
1
22 注塑温度 ℃
160-220 180-220 220-260 140-180 170-240 140-170 150-190 180-260 180-240 260-300
23 模具温度 ℃
30-60 30-60 30-60 20-40 20-40 20-40 30-60 40-60 40-60 70
120-160
4-60 48-55
100-110 80-90
0 抗张强度 kg/cm2 1 拉伸强度模量 103kg/cm2
40-160 218-380 84-246 100-190 10-140 105-240 421-520 04-310
0.98-2.6 4.21-12. 1.76-3.8 0.14-3.8
6
3
19.7 25-26.7
12 伸长率(%) %
60-300 200-300 30-320 85-300 70-150 25-75 100-130 120
13 弯曲屈服强度 kg/cm2
14 弯曲弹性模量 103kg/cm2
塑料溶解温度
塑料溶解温度下表列出数种常用塑料原料的成型条件:原料名称中文全名英文全名成型条件ABS丙烯晴-丁二烯-苯乙烯共聚合物Acrylonitrile -Butadene - Styrene1.依照流动性选定适当之浇道及浇口。
2.对应浇口位置选择适当熔合状态。
3.由于高压成形,退缩倾斜须在2°以上。
4.成形收缩率须在0.5%左右。
5.常用于镀金品,其注意事项如下:(1) 料管温度宜高,约220℃~250℃ (2) 射出温度宜慢(用二次加压法)、射出压力宜低;(3) 不可用离模剂;(4) 不可有收缩下陷及熔接线之流痕;(5) 成品表面不可有创痕。
6.加热温度180~290℃、模具温度50~80℃、料管温度200~230℃、喷出料温度200~240℃、射出压力700~1500kg/cm²、最低操作温度260℃。
7.使用热风干燥机、干燥温度为80~100℃、需时2~4 小时(0.3%以下)、料管温度第一段为220~240℃;第二段为210~240℃;第三段为180~230℃;第四段为150~180℃;模具表面温度50~90℃、射出压力500~2100kg/cm²。
8.温度设定:射嘴203~295℃、前段220~295℃、中段210~290℃、后段180~210℃;螺杆转速70~150rpm、模具温度10~80℃、保压30~60%、背压100~250kg/cm²。
9.密度1.04~1.06g/cc,变形温度82~122℃,成型收缩率0.4~0.8%,比重1.0~1.2,线膨胀系数0.00006~0.00013/℃,成型收缩率0.3~0.8%,热变形温度66~107℃(88~113℃)。
AS(SAN)丙烯晴-苯乙烯共聚合物Styrene-Acrylonitrile 1.成形品有钵裂之虞者,注意成形品设计。
特殊情况使用1°以上之退缩倾斜,注意模具不得有低陷部分。
2.成形收缩率为0.45%左右、加热温度170~310℃、使用热风干燥机、干燥时间2~3小时(0.1%以下)、干燥温度80~100℃、料管温度180~290℃、。