常用塑料干燥温度参考值
常用塑料特性及成型温度

常用塑料特性及成型温度常用塑料特性及成型温度PEI 聚乙醚典型应用范围:汽车工业(发动机配件如温度传感器、燃料和空气处理器等),电器及电子设备(电气联结器、印刷电路板、芯片外壳、防爆盒等),产品包装,飞机内部设备,医药行业(外科器械、工具壳体、非植入器械)。
注塑模工艺条件:干燥处理:PEI具有吸湿特性并可导致材料降解。
要求湿度值应小于%。
建议干燥条件为150C、4小时的干燥处理。
熔化温度:普通类型材料为340~400C;增强类型材料为340~415C。
模具温度:107~175C,建议模具温度为140C。
注射压力:700~1500bar。
注射速度:使用尽可能高的注射速度。
化学和物理特性:PEI具有很强的高温稳定性,既使是非增强型的PEI,仍具有很好的韧性和强度。
因此利用PEI优越的热稳定性可用来制作高温耐热器件。
PEI还有良好的阻燃性、抗化学反应以及电绝缘特性。
玻璃化转化温度很高,达215C。
PEI还具有很低的收缩率及良好的等方向机械特性。
PE-LD 低密度聚乙烯典型应用范围:碗,箱柜,管道联接器注塑模工艺条件:干燥:一般不需要熔化温度:180~280C模具温度:20~40C为了实现冷却均匀以及较为经济的去热,建议冷却腔道直径至少为8mm,并且从冷却腔道到模具表面的距离不要超过冷却腔道直径的倍。
注射压力:最大可到1500bar。
保压压力:最大可到750bar。
注射速度:建议使用快速注射速度。
流道和浇口:可以使用各种类型的流道和浇口。
PE-LD特别适合于使用热流道模具。
化学和物理特性:商业用的PE-LD材料的密度为~0.94 g/cm3。
PE-LD对气体和水蒸汽具有渗透性。
PE-LD的热膨胀系数很高不适合于加工长期使用的制品。
如果PE-LD的密度在~0.925 g/cm3之间,那么其收缩率在2%~5%之间;如果密度在~0.94 g/cm3之间,那么其收缩率在%~4%之间。
当前实际的收缩率还要取决于注塑工艺参数。
典型塑料的干燥处理条件
最大可到1000bar(使用低保压压力和高熔化温度)
高速(对于有玻璃添加剂的材料更好些)
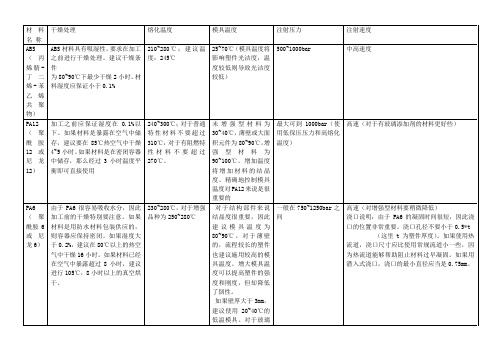
PA6(聚酰胺6或尼龙6)
由于PA6很容易吸收水分,因此加工前的干燥特别要注意。如果材料是用防水材料包装供应的,则容器应保持密闭。如果湿度大于0.2%,建议在80℃以上的热空气中干燥16小时。如果材料已经在空气中暴露超过8小时,建议进行105℃,8小时以上的真空烘干。
40~50℃
200~600bar
建议使用快速的注射速度。 流道和浇口: 可以使用所有常规类型的浇口
PV℃ (聚氯乙烯)
通常不需要干燥处理
185~205℃
20~50℃
可大到1500bar 保压压力:可大到1000bar
为避免材料降解,一般要用相当地的注射速度。 流道和浇口: 所有常规的浇口都可以使用。如果加工较小的部件,最好使用针尖型浇口或潜入式浇口; 对于较厚的部件,最好使用扇形浇口。针尖型浇口或潜入式浇口的最小直径应为1mm;扇形浇口的厚度不能小于1mm
80~105
为了减小成型后收缩率可选用高一些的模具温度
700~1200bar
中等或偏高的注射速度。 流道和浇口: 可以使用任何类型的浇口
PP 聚丙烯
干燥处理:如果储存适当则不需要干燥处理
220~275℃,注意不要超过275℃
40~80℃,建议使用50℃。
可大到1800bar
通常,使用高速注塑可以使内部压力减小到最小。如果制品表面出现了缺陷,那么应使用较高温度下的低速注塑。 流道和浇口: 对于冷流道,典型的流道直径范围是4~7mm。建议使用通体为圆形的注入口和流道。所有类型的浇口都可以使用。典型的浇口直径范围是1~1.5mm,但也可以使用小到0.7mm的浇口
常用材料属性
常用材料属性ABS:丙烯腈-丁二烯-苯乙烯塑料 (Acrylonitrile Butadiene Styrene plastic)比重:1.05克/立方厘米成型收缩率:0.4-0.7%成型温度:200-240℃ 干燥条件:80-90℃ 2小时高强度,热稳定性,化学稳定性,电性能良好,有高抗冲、阻燃、增强、透明等级别,着色性,表面可电镀喷漆处理。
PC:聚碳酸酯(Polycarbonate)比重:1.18-1.20克/立方厘米成型收缩率:0.5-0.8%成型温度:230-320℃ 干燥条件:110-120℃ 8小时冲击强度高,尺寸稳定性好,无色透明,光泽度,着色性好,电绝缘性、耐腐蚀性、耐磨性好,但自润滑性差,有应力开裂倾向,干燥高温下长期使用,湿高温易水解,与其它树脂相溶性差,成型温度范围宽,流动性差.PS: 聚苯乙烯(Polystyrene)比重:1.05克/立方厘米成型收缩率:0.6-0.8%成型温度:170-250℃无色透明仅次于有机玻璃,电绝缘性优良,化学稳定性良好,着色性耐水性,不耐苯.汽油等有机溶剂.不易分解但热膨胀系数大,强度一般,质脆,易产生应力脆裂, 吸湿小,不须充分干燥,流动性较好PMMA(亚克力)聚甲基丙烯酸甲酯(Polymethyl Methacrylate)比重:1.18克/立方厘米成型收缩率:0.5-0.7%成型温度:160-230℃ 干燥条件:70-90℃ 4小时透明性极好,透光达92%,强度较高,耐腐蚀,绝缘性良好, 但质脆,其表面硬度稍低,易熔于有机溶剂, 吸湿大, 不易分解,流动性中等, 易发生填充不良,粘模,收缩,熔接痕等.POM:聚甲醛(Polyoxymethylene)比重:1.41-1.43克/立方厘米成型收缩率:1.2-3.0%成型温度:170-200℃ 干燥条件:80-90℃ 2小时强度、刚度高,弹性好,耐磨性自润滑性,吸水小,尺寸稳定性好,易燃烧,极易分解,分解温度为240度。
常用注塑材料干燥温度参考值

聚对苯二甲酸丁 防火 10 二醇酯(PBT) 增强
共2页 第1页
常用注塑材料干燥温度参考值
序 号 11 塑料名称/类别 聚甲醛(POM) 通用级 缩写代号 POM 制造商 宝理 杜邦 旭化成(东棉) PA66 一般 PA6 PA12 12 聚酰胺(尼龙) 阻燃 PA66 PA6 巴斯夫 东丽 东洋 巴斯夫 EMS 金发 金发 孟山都 PA66+GF 增强 PA612 PA6+GF 13 聚苯醚(PPO) 通用级 增强 一般 阻燃 14 聚碳酸酯(PC) 透明 增强 PC/PBT 聚对苯二甲酸 乙二醇酯 (PET) 聚苯硫醚 16 (PPS) 说明: 15 1、单位:温度--摄氏(℃ PPO(PPE) PPO(PPE) PC PC PC PC+GF PC/PBT PET PET PPS 巴斯夫 拜耳 东洋 杜邦 普立万 RTP(美) 通用(GE) 通用(GE) 通用(GE) 通用(GE) RTP(美) 拜耳 通用(GE) 三氧社 旭化成(东棉) 旭化成(东棉) 东丽 干燥温度 80℃-90℃ 80℃-100℃ 80℃-110℃ 80℃-110℃ 90℃-110℃ 90℃-110℃ 90℃-110℃ 80℃-110℃ 90℃-110℃ 90℃-110℃ 干燥 超温逾时外观变化 时间 2-4H 变 色 2-4H 变 色 2-10H 2-10H 4-6H 4-6H 4-6H 6-12H 4-6H 4-6H 变色/熔融 变色/熔融 变色/熔融 变色/熔融 变色/熔融 变色/熔融 变色/熔融 变色/熔融 变色/熔融 变色/熔融 变色/熔融 变色/熔融 变色/熔融 变色/熔融 变色/熔融 变 变 色 色
镇江/台湾奇美 55℃-70℃
聚氯乙烯 (PVC)
软质 硬质
聚甲酯丙烯酸甲 通用 酯(亚克力PMMA)) 丙烯腈、氯化聚 乙烯、苯乙烯 (ACS) 苯乙烯、丙烯腈 透明 (AS/SAN)
20种常用塑料的典型应用、工艺条件、化学和物理特性

20种常用塑料的典型应用、工艺条件、化学和物理特性1) PC/ABS聚碳酸酯和丙烯腈‐丁二烯‐苯乙烯共聚物和混合物典型应用范围:计算机和商业机器壳体、电器设备、草坪园艺机器、汽车零件仪表板、内部装修以及车轮盖)。
注塑模工艺条件:干燥处理:加工前的干燥处理是必须的。
湿度应小于0.04%,建议干燥条件为90~110℃,2~4小时。
熔化温度:230~300℃。
模具温度:50~100℃。
注射压力:取决于塑件。
注射速度:尽可能地高。
化学和物理特性:PC/ABS具有PC和ABS两者的综合特性。
例如ABS的易加工特性和PC的优良机械特性和热稳定性。
二者的比率将影响PC/ABS材料的热稳定性。
PC/ABS这种混合材料还显示了优异的流动特性。
2) PC/PBT聚碳酸酯和聚对苯二甲酸丁二醇酯的混合物典型应用范围:齿轮箱、汽车保险杠以及要求具有抗化学反应和耐腐蚀性、热稳定性、抗冲击性以及几何稳定性的产品。
注塑模工艺条件:干燥处理:建议110~135℃,约4小时的干燥处理。
熔化温度:235~300℃。
模具温度:37~93℃。
化学和物理特性PC/PBT具有PC和PBT二者的综合特性,例如PC的高韧性和几何稳定性以及PBT的化学稳定性、热稳定性和润滑特性等。
3) PE‐HD高密度聚乙烯典型应用范围:电冰箱容器、存储容器、家用厨具、密封盖等。
注塑模工艺条件:干燥:如果存储恰当则无须干燥。
熔化温度:220~260℃。
对于分子较大的材料,建议熔化温度范围在200~250℃之间。
模具温度:50~95℃。
6mm以下壁厚的塑件应使用较高的模具温度,6mm以上壁厚的塑件使用较低的模具温度。
塑件冷却温度应当均匀以减小收缩率的差异。
对于最优的加工周期时间,冷却腔道直径应不小于8mm,并且距模具表面的距离应在1.3d之内(这里“d”是冷却腔道的直径)。
注射压力:700~1050bar。
注射速度:建议使用高速注射。
流道和浇口:流道直径在4到7.5mm之间,流道长度应尽可能短。
常用塑料干燥温度参考值

共2页 第1页
11 聚甲醛(POM) 通用级
POM
一般 阻燃 12 聚酰胺(尼龙)
PA66
PA6 PA12 PA66 PA6
PA66+GF
增强
PA612
PA6+GF
通用级 13 聚苯醚(PPO)
增强
PPO(PPE) PPO(PPE)
一般
PC
阻燃
PC
阻燃/抗静电 PC+碳
14 聚碳酸酯(PC)
透明
PC
EMS
80℃-110℃ 6-12H
金发
90℃-110℃ 4-6H
金发
90℃-110℃ 4-6H
孟山都
100℃-120℃ 4-10H
巴斯夫
100℃-120℃ 4-10H
拜耳
100℃-120℃ 4-10H
东洋
100℃-120℃ 4-6H
杜邦
100℃-120℃ 4-10H
普立万
100℃-120℃ 4-6H
变色/结块
变色/结块 变色
1、单位:温度--摄氏(℃ 时间--小时(H ; 2、在干燥温度不变的情况下,夏季比冬季干燥时间要略长0.5小时; 3、干燥操作提示:A 干燥料斗内必须放入料斗分离器;B 干燥料斗内先除湿后加料;C 干燥料斗鼓风
风量控制在大约3/4位置;D 观察干燥机温度表上显示值应为设定值±5℃的范围内,为加温正常。 4、在生产过程中比停产备料时(取表中参考温度值高值)设定温度略高。
通用(GE)
98℃-104℃
PC/ABS电镀 通用(GE)
87℃-93℃
95℃-100℃ 澳洲(MARPLEX)
95℃-100℃
PU/PUR/TPU 拜耳
常用塑料干燥温度参考值
RTP(美)
100℃-120℃ 4-12H
通用(GE)
85℃-120℃ 2-4H
通用(GE)
85℃-120℃ 2-4H
通用(GE)
100℃-120℃ 4-10H
通用(GE)
100℃-120℃ 4-10H
RTP(美)
110℃-120℃ 4-10H
拜耳
100℃-120℃ 4-10H
通用(GE)
100℃-120℃ 4-10H
PC/ABS
9 聚氨脂(PU/PUR)
10
聚对苯二甲酸丁 防火 二醇酯(PBT) 增强
11 聚甲醛(POM) 通用级
常用注塑材料干燥温度参考值
缩写代号
LDPE HDPE MDPE GPPS HIPS HIPS PVC60° PVC90° PMMA
制造商
干燥温度
三星
50℃-70℃
旭化成(东棉) 50℃-70℃
EMS
80℃-110℃ 6-12H
金发
90℃-110℃ 4-6H
金发
90℃-110℃ 4-6H
孟山都
100℃-120℃ 4-10H
巴斯夫
100℃-120℃ 4-10H
拜耳
100℃-120℃ 4-10H
东洋
100℃-120℃ 4-6H
杜邦
100℃-120℃ 4-10H
普立万
100℃-120℃ 4-6H
东丽
PC/ABC
派克汉尼汾
PC/ABS
RTP(美)
PC/ABS阻燃 通用(GE)
PC/ABS透明 拜耳
70℃-85℃
70℃-85℃ 70℃-85℃ 70℃-85℃ 90℃-100℃ 30℃-60℃ 70℃-80℃ 70℃-80℃ 70℃-80℃ 70℃-80℃ 70℃-80℃ 80℃-100℃ 60℃-70℃ 70℃-80℃ 70℃-80℃ 70℃-80℃
常用塑料特性及成型温度

常用塑料特性及成型温度常用塑料特性及成型温度PEI 聚乙醚典型应用范围:汽车工业(发动机配件如温度传感器、燃料和空气处理器等),电器及电子设备(电气联结器、印刷电路板、芯片外壳、防爆盒等),产品包装,飞机内部设备,医药行业(外科器械、工具壳体、非植入器械)。
注塑模工艺条件:干燥处理:PEI具有吸湿特性并可导致材料降解。
要求湿度值应小于0.02%。
建议干燥条件为150C、4小时的干燥处理。
熔化温度:普通类型材料为340~400C;增强类型材料为340~415C。
模具温度:107~175C,建议模具温度为140C。
注射压力:700~1500bar。
注射速度:使用尽可能高的注射速度。
化学和物理特性:PEI具有很强的高温稳定性,既使是非增强型的PEI,仍具有很好的韧性和强度。
因此利用PEI优越的热稳定性可用来制作高温耐热器件。
PEI还有良好的阻燃性、抗化学反应以及电绝缘特性。
玻璃化转化温度很高,达215C。
PEI还具有很低的收缩率及良好的等方向机械特性。
PE-LD 低密度聚乙烯典型应用范围:碗,箱柜,管道联接器注塑模工艺条件:干燥:一般不需要熔化温度:180~280C模具温度:20~40C为了实现冷却均匀以及较为经济的去热,建议冷却腔道直径至少为8mm,并且从冷却腔道到模具表面的距离不要超过冷却腔道直径的1.5倍。
注射压力:最大可到1500bar。
保压压力:最大可到750bar。
注射速度:建议使用快速注射速度。
流道和浇口:可以使用各种类型的流道和浇口。
PE-LD特别适合于使用热流道模具。
化学和物理特性:商业用的PE-LD材料的密度为0.91~0.94 g/cm3。
PE-LD对气体和水蒸汽具有渗透性。
PE-LD的热膨胀系数很高不适合于加工长期使用的制品。
如果PE-LD的密度在0.91~0.925 g/cm3之间,那么其收缩率在2%~5%之间;如果密度在0.926~0.94 g/cm3之间,那么其收缩率在1.5%~4%之间。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
镇江/台湾奇美 55℃-70℃
聚氯乙烯 (PVC)
软质 硬质
聚甲酯丙烯酸甲 通用 酯(亚克力PMMA)) 丙烯腈、氯化聚 乙烯、苯乙烯 (ACS) 苯乙烯、丙烯腈 透明 (AS/SAN)
旭化成
70℃-80℃ 70℃-80℃
奇美 金发 三星 孟玛 三星 普立万 奇美 奇美 奇美 UMG 奇美 东丽 派克汉尼汾 RTP(美)
70℃-85℃ 70℃-85℃ 70℃-85℃ 70℃-85℃ 90℃-100℃ 30℃-60℃ 70℃-80℃ 70℃-80℃ 70℃-80℃ 70℃-80℃ 70℃-80℃ 80℃-100℃ 60℃-70℃ 70℃-80℃ 70℃-80℃ 70℃-80℃ 98℃-104℃ 87℃-93℃ 95℃-100℃ 95℃-100℃ 80℃-100℃ 70℃-80℃ 70℃-80℃
常用注塑材料干燥温度参考值
序 号 1 塑料名称/类别 低密度 聚乙烯(PE) 高密度 中密度 透明 2 聚苯乙烯(PS) 抗冲击 阻燃/防火 3
4 5 6
缩写代号 LDPE HDPE MDPE GPPS HIPS HIPS PVC60° PVC90° PMMA ACS AS/SAN PP PP+碳酸钙 PP PP PP ABS ABS ABS ABS ABS ABS+GF PC/ABC PC/ABS
共2页 第2页
变色/结块 变色/结块 变色/结块 变色/结块 变色/结块 变色/结块 变色/结块 变色/结块 变 色
阻燃/抗静电 PC+碳
120℃-140℃ 3-4H 120℃-140℃ 3-4H 130℃-150℃ 6-8H
聚苯硫醚 16 (PPS) 说明: 1、单位:温度--摄氏(℃
时间--小时(H ;
2、在干燥温度不变的情况下,夏季比冬季干燥时间要略长0.5小时; 3、干燥操作提示:A 干燥料斗内必须放入料斗分离器;B 干燥料斗内先除湿后加料;C 干燥料斗鼓风 风量控制在大约3/4位置;D 观察干燥机温度表上显示值应为设定值±5℃的范围内,为加温正常。 4、在生产过程中比停产备料时(取表中参考温度值高值)设定温度略高。 审批: 会签: 编制:
10
PU/PUR/TPU 拜耳 PBT 金发 PBT 杜邦
共2页 第1页
11
聚甲醛(POM) 通用级
POM
宝理 杜邦 旭化成(东棉) 巴斯夫 东丽 东洋 巴斯夫 EMS 金发 金发 孟山都 巴斯夫 拜耳 东洋 杜邦 普立万 RTP(美) 通用(GE) 通用(GE) 通用(GE) 通用(GE) RTP(美) 拜耳 通用(GE) 三氧社 旭化成(东棉) 旭化成(东棉) 东丽
PA66 一般 PA6 PA12 12 聚酰胺(尼龙) 阻燃 PA66 PA6
100℃-120℃ 4-10H 100℃-120℃ 4-10H 100℃-120℃ 4-10H 100℃-120℃ 4-6H 100℃-120℃ 4-10H 100℃-120℃ 4-6H 100℃-120℃ 4-12H 85℃-120℃ 85℃-120℃ 2-4H 2-4H
80℃-90℃ 80℃-100℃ 80℃-110℃ 80℃-110℃ 90℃-110℃ 90℃-110℃ 90℃-110℃ 80℃-110℃ 90℃-110℃ 90℃-110℃
2-4H 2-4H 2-10H 2-10H 4-6H 4-6H 4-6H 6-12H 4-6H 4-6H
变 变
色 色
变色/熔融 变色/熔融 变色/熔融 变色/熔融 变色/熔融 变色/熔融 变色/熔融 变色/熔融 变色/熔融 变色/熔融 变色/熔融 变色/熔融 变色/熔融 变色/熔融 变色/熔融 变 变 色 色
制造商 三星 旭化成(东棉) 三井 旭化成(东棉) 奇美 中山大恒
干燥温度 50℃-70℃ 50℃-70℃ 50℃-70℃ 55℃-70℃ 55℃-70℃ 50℃-80℃ 70℃-85℃
干燥 超温逾时外观变化 时间 1-2H 变色/熔融 1-2H 变色/熔融 1-2H 1-2H 1-2H 1-2H 1H 1-2H 2-3H 2-4H 2-4H 1H 1H 1H 2H 1H 2-4H 2-4H 2-4H 2-4H 2-4H 4-6H 4-8H 4-8H 4-8H 4-8H 3-4H 2-4H 3-5H 3-6H 3H 2-3H 2-3H 变色/熔融 变色/结块 变色/结块 变色/结块 变色/熔融 变色/熔融 变色/结块 变色/结块 变色/结块 变色/熔融 变色/熔融 变色/熔融 变色/熔融 变色/熔融 变色/结块 变色/结块 变色/结块 变色/结块 变色/结块 变色/结块 变色/结块 变色/结块 变色/结块 变色/结块 变色/结块 变色/结块 变色/结块 变色/结块 变色/结块 变色/熔融 变 色 变 色
一般 增强 7 聚丙烯(PP) 阻燃 发泡 高冲击 耐热 阻燃/防火 电镀 透明 增强 8 丙烯腈、丁二 导电 烯、苯乙烯 (ABS)
PC/ABS阻燃 通用(GE) PC/ABS透明 拜耳
PC/ABS
通用(GE) PC/ABS电镀 通用(GE) 澳洲(MARP甲酸丁 防火 二醇酯(PBT) 增强
PA66+GF 增强 PA612 PA6+GF 13 聚苯醚(PPO) 通用级 增强 一般 阻燃 14 聚碳酸酯(PC) 透明 增强 PC/PBT 15 聚对苯二甲酸 乙二醇酯 (PET) PPO(PPE) PPO(PPE) PC PC PC PC+GF PC/PBT PET PET PPS
100℃-120℃ 4-10H 100℃-120℃ 4-10H 110℃-120℃ 4-10H 100℃-120℃ 4-10H 100℃-120℃ 4-10H 70℃-90℃ 4-10H