常用塑胶材料特性一览表
常用塑胶材料特性大全

常用塑胶材料特性大全常用塑胶材料的特性及使用范围一、丙烯腈-丁二烯-苯乙烯(ABS)(乳白色半透明)优点:1.力学性能和热性能均好,乳白色半透明,硬度高,表面易镀金属2.耐疲劳和抗应力开裂、冲击强度高3.耐酸碱等化学性腐蚀4.加工成型、修饰容易缺点:1.耐候性差2.耐热性不够理想,3.拉伸率底主要应用范围:机器盖、罩,仪表壳、手电钻壳、风扇叶轮,收音机、电话和电视机等壳体,部分电器零件、汽车零件、机械及常规武器的零部件改性的ABS共聚物:将ABS加入PVC中,可提高其冲击韧性、耐燃性、抗老化和抗寒能力,并改善其加工性能;将ABS与PC共混,可提高抗冲击强度和耐热性;以甲基丙烯酸甲酯替代ABS中丙烯腈组分,可制得MBS塑料,即通常所说的透明ABS。
ABS/NYLON耐热及抗化学性、流动性佳、低温冲击性、低成本主要用于汽车车身护板、引擎室零组件、连接器、动力工具外壳ABS/PVCPVC增加防火性、降低成本ABS提供耐冲击性主要用于家电用品零组件、事务机器零组件ABS/PC增加ABS耐热尺寸安定性、改善PC低温、后壁耐冲性、降低成本主要用于打字机外壳、文字处理器、计算机设备之外壳、医疗设备零组件、小家电零组件、电子模具设计1.排气为防止在充模时出现排气不良、灼伤、熔接缝等缺陷,要求开设深度不大于0.04mm的排气槽。
壁厚0.8 mm至3.2 mm之间,典型的壁厚约在2.5mm左右,3.8以上需要结构性发泡。
圆角最小在厚度的25%,最适当半径在厚度的60%。
收缩率:0.4%-0.7%一般取0.5%加强筋:高<3T 宽度0.5T 筋间距>2T 脱模角:0.5°-1.5°支柱加强筋高度4T,可达支柱高度的90%,宽度0.5T,长度2T,支柱:外经是内径2倍二、聚乙烯(PE)优点:1、柔软、无毒、透明易染色.2、耐冲击、耐药品,绝缘性佳。
缺点:1、不易押出、不易贴合2、热膨胀系数高4、耐温性差用途:HDPE主要用于具有一定硬度和韧性的场合,如水管、燃气管,工业用化学容器、重包装袋和购物袋、洗发水瓶等。
常用塑胶材料的特性

常用塑胶材料的特性
塑料名称:GPPS(通用硬胶)
y方形,细少
圆形,细少(结晶性)
常用塑胶材料名称与特性
塑胶材料化学及物理性能
注:PVC,PA,PMMA,PC燃烧自动熄灭。
塑料类别与特性
HIPS 通用级
高光泽
高光泽+高冲击级
防火级FR-V0,FR-V2
PE
通用级
吹膜级
食物标签级
防紫外线级
PP
通用共聚级CO-POLYMER
均聚级HOMEPOLYMER
透明级RANDOM COPOLYMER
高结晶级HIGH CRYSTALLINITY
吹塑级
防火级FR-V2,FR-V0
.玻纤增强级
耐热级
矿物级
滑石级
透明级
ABS
通用级
电镀级
防火级FRV0,FRV2
防火FRV0+玻纤增强级
高流量级
耐热级
永久防静电级
透明级
透明+抗紫外光级
透明+防火FRV0.
PMMA
耐热级
耐冲击级
高流量级
PA6
防火FRV0,FRV2.
玻纤增强+耐热级
玻纤增强+耐热级+耐冲击级PA12
弹性级
抻出级
玻璃珠级
玻璃增强级
透明耐冲击级
透明级
PA66
防火级FRV0,V2
防为V0级+红磷级
防火FRV0+玻纤增强级
防为V0级+红磷+玻纤增强级PBT/PET
防为V0级+玻纤增强+高光泽级
PC
通用级
食用标签级
防火级FRV0,V2
防火FRV0+玻纤增强级
抗紫外光级
电镀级。
常用塑胶性能简介

5.PBT 聚对苯二甲酸丁二醇酯
典型应用范围:
家用器具(食品加工刀片、真空吸尘器元件、电风扇、头发干燥机壳体、咖啡器皿等),电器元件(开关、电机壳、保险丝盒、计算机键盘按键等),汽车工业(散热器格窗、车身嵌板、车轮盖、门窗部件等)。
注塑模工艺条件:
干燥处理:这种材料在高温下很容易水解,因此加工前的干燥处理是很重要的。建议在空气中的干燥条件为120℃,6~8小时,或者150℃,2~4小时。湿度必须小于0.03%。如果用吸湿干燥器干燥,建议条件为150℃,2.5小时。
典型应用范围:
齿轮箱、汽车保险杠以及要求具有抗化学反应和耐腐蚀性、热稳定性、抗冲击性以及几何稳定性的产品。
3.PA12 聚酰胺12或尼龙12
典型应用范围:
水量表和其他商业设备,电缆套,机械凸轮,滑动机构以及轴承等。
注塑模工艺条件:
干燥处理:加工之前应保证湿度在0.1%以下。如果材料是暴露在空气中储存,建议要在85℃热空气中干燥4~5小时。如果材料是在密闭容器中储存,那么经过3小时温度平衡即可直接使用。
熔化温度:260~340℃。
模具温度:70~120℃。
注射压力:尽可能地使用高注射压力。
注射速度:对于较小的浇口使用低速注射,对其它类型的浇口使用高速注射。
化学和物理特性:
PC是一种非晶体工程材料,具有特别好的抗冲击强度、热稳定性、光泽度、抑制细菌特性、阻燃特性以及抗污染性。PC的缺口伊估德冲击强度(otched Izod impact stregth)非常高,并且收缩率很低,一般为0.1%~0.2%。PC有很好的机械特性,但流动特性较差,因此这种材料的注塑过程较困难。在选用何种品质的 PC材料时,要以产品的最终期望为基准。如果塑件要求有较高的抗冲击性,那么就使用低流动率的PC材料;反之,可以使用高流动率的PC材料,这样可以优化注塑过程。
常用塑胶材料特性一览表
PSPSNYLON標准級尼龍20.玻纖尼龍開機程序:4.可在-100~130℃范圍內使用,在4.POM顆粒白色或淡黃,表面光5.POM熔點明顯,成型溫度范圍4.PPS對水份不敏感,且吸水率低,高)PS常用塑膠材料特性及成型工藝一覽表結構單元為聚酉先胺,因單元含碳原子數不同分為聚酉先胺6,聚酉先胺6.6等(即PA6,PA66,常稱為尼龍單6,雙6);原料顆粒外觀為半透明或透明的乳白色或量低,柔韌性高,成型溫度低20-30℃;水的增加,拉伸強度急劇下降,而沖擊強度明顯提高,困此可調濕處理增加韌性;較差,因此不適于制造精密制品;料,其先胺基團有極性,能形成氫鍵,所以機械性能優秀,具抗沖擊性,是堅韌的工程塑料,尼龍結晶度高,熔點明顯;表面硬度大,耐磨耗,摩擦系數小,有自潤滑性和消音性好,但染色性差;化學穩定性好,但易受溫度的影響;吸水性大,水份影響尺寸穩定性和電性能;玻璃纖維增強后耐海水,耐溶劑耐油,但不耐酸,電絕緣性好,可減少吸特殊蛋白質燃燒味,火焰藍色,上端呈黃色,屬自熄性材料,具一定阻燃尼龍性能.性是韌性大,且隨分子量的增加而增加,耐疲勞性極佳,磨擦系數低,耐磨耗性好,耐化學腐蝕;性丁二烯橡膠及苯乙烯共聚組成;段可使材料具較高的強度,耐熱,耐化學腐蝕性及高光澤,丁二烯構成的鏈段則使材料具優良韌性, 抗沖擊;苯乙烯鏈段使材料具剛性及優良電性能,並改善材料熔融時特性調節組份不同比例而獲得不同性能ABS;象牙色,無毒無味,兼有韌,硬,剛等優良的綜合物理機械性能,極好的低溫抗沖擊性能,尺寸穩定性,電性能,耐磨性,抗化學藥品性,染色性,成型加工和機械加工較好;無熔融滴落;橡膠成份易在陽光紫外線下氧化降解,因此ABS耐候性差;實驗表明,ABS室外暴露半年,沖擊強度下降45%,ABS加黑色后可明顯改善其耐候性;料,其流動性對剪切速率變化較加工溫度變化更敏感,調校時增加射壓射速,流動性改善明顯些;好,一般160℃以上即可成型,250℃變色,270℃分解;.3%-0.8%,成型收縮率0.4%-0.5%,溢邊值約0.05mm;溫度應較標准級低,水口宜大,以免防火劑過熱分解析出而在水口位產生白花斑;腐蝕性气體,模面易有模跡,工模宜用耐腐蝕鋼材,生產中須常洗模,完單須洗模保養並清空炮筒;PS常用塑膠材料特性及成型工藝一覽表性須干燥,加工允含水率<0.2%;另尼龍對氧敏感,高溫下易氧化降解,宜用真空抽濕設備干燥,焗料溫度高于90℃易氧化變色;低,流動性極好,零件易有披鋒及因气燒焦;炮咀易流誕,回料易返膠;玻纖級則不易發生;28℃;PA66為265℃;成型溫度窄,熔融態熱定性差,300℃下滯留時間<30min;約1.5%-1.7%),尺寸變化大,易產生縮水,光印,需較大保壓進行補膠;在啤塑流動中產生定向,從而導致零件收縮不勻而產生內應力,發生變形;較純尼龍熱變形溫度提升約60℃,疲勞強度提升約50%;零件啤出后一般需進行調濕處理,以穩定零件尺寸,增加韌性;吸濕后含水率一般達2-2.5%,尺寸一般會脹大一些;中會順流動方向展開而使冷卻時發生流動定向,流動方向收縮率較橫向小,一般而言,玻纖增強級收縮率橫向約為流動方向的1.5至2.5倍;模及螺杆炮筒均需硬化,以增加耐磨性;工模硬度一般HRC55以上;固化速度較非增強尼龍快約10%-30%,玻纖產品表面不良(白花,非玻纖分布不勻)因固化快而產生,因固化快,膠料未能及時完全包褒履蓋玻纖而使表面粗糙,產生白花,龍回料速度及背壓不宜高,以免玻纖剪斷而破壞並降低物性;程序:性固化速度較非增強尼龍快約10%-30%,玻纖產品表面不良(白花,非玻纖分布不勻)因固化快而產生,因固化快,膠料未能及時完全包褒履蓋玻纖而使表面粗糙,產生白花,龍回料速度及背壓不宜高,以免玻纖剪斷而破壞並降低物性;程序:正常操作溫度30℃以下,設定射咀溫度在正常操作溫度,20分鐘后再升高料缸溫度至正常;手動點動抽松螺杆,再慢速轉動螺杆,打開料闡放一點料后再關閉,確定運轉正常后方進行調校;炮,可用洗炮料,PP,PS或純尼龍過炮;會因水口添加而發生明顯物性降低,但玻纖強化尼龍因玻纖切斷,強度會下降,水口添加必須嚴格控制.l尼龍為PA46,具有一般尼龍不具備的特性:成型周期快,產量高,耐化學藥品性好,韌性好,結晶度高,熔點為295℃,比尼龍66高約30℃;PA46較PA66結晶度快4-5倍,比PA6快10倍以上,一般可達到60%-70%的結晶度a下可達178℃,較PA66高出100℃,可作工程塑料,亦適合工業纖維;吸水后粘度及流動性會發生變化,含水多則粘度低,流動性好;下部分結晶)無毒無味,無色透明;其沖擊強度為塑料之最,俗稱"防彈膠";耐蠕變性能,優良尺寸精度及穩定性,較好的耐候性;光字性能優異,透光率可達90%;圍內使用,在較寬的溫度范圍及潮濕條件下仍保持較優異電性能,熱變形溫度132-143℃,玻璃化溫度149℃,無明顯熔點,在220-230℃開始熔融,一般超過330℃才呈現嚴重分解,產性其沖擊強度為塑料之最,俗稱"防彈膠";耐蠕變性能,優良尺寸精度及穩定性,較好的耐候性;光字性能優異,透光率可達90%;圍內使用,在較寬的溫度范圍及潮濕條件下仍保持較優異電性能,熱變形溫度132-143℃,玻璃化溫度149℃,無明顯熔點,在220-230℃開始熔融,一般超過330℃才呈現嚴重分解,產易產生應力開裂,缺口敏感性高,耐磨性差;溫度高,吸水率低,收縮率小,尺寸精度高,對光穩定,耐候性好,成型加工時不易氧化,熔體粘度大,耐電暈性,電性能優秀,體積電阻率和介電強度與聚酯薄膜相當,介電損耗角正切僅火可自熄,火焰黃色;燃燒時熔融起炮發出特殊花果臭气味;動性差;熔體粘度對溫度變化十分敏感,調校時調節溫度改善流動明顯,而提高速度及射壓,粘度下降不明顯,且增加內應力;水份極為敏感,即使含有微量水份,在高溫下也會使PC發生水解,產生二氧化碳气體,制品出現銀絲,气炮,甚至裂紋,成型允含水率<0.02%;啤塑前,先進行手動空射,檢查射出PC熔融冷卻快,保壓補縮較困難,制品易形成內部縮孔及表面凹陷,成型收縮率約為0.5%-0.8%,鎖模壓力3-5噸/平方英寸;司的標准級PC:;可在-100℃~126℃范圍內保持穩定的性能;寬的溫度范圍內具有優良的電絕緣性;耐候性,可長期在室外使用;性,優良的耐蠕變性能,尺寸幾乎不受吸濕,溫度,時間的影響;性工程塑料熔點224℃,相對密度1.31-1.55,吸水率為熱塑性塑料中最低之一,僅0.07%;具優異機械性能,高韌性,杰出耐疲勞性,沖擊強度高,有自潤滑性和能優良,耐電弧性好,但體積電阻率,高頻介質損耗角正切值大;抗藥品性優良,耐熱水,耐油類,熔體粘度低,成型優良;成型周期短,易脫模,宜中高速注射;率大(標准級1.7-2.3%),零件易有縮水凹陷;流動性極好,零件易走披鋒,困气燒焦;炮咀易流涎;酯基對水份敏感,高溫下與水發生水解反應,分子鏈斷裂,制品呈明顯脆性,焗料必須用除濕干燥機,戌型允含水率須<0.02%;玻璃纖維增強改性,以提高其耐熱性和機械強度;由于玻纖的流動定向,使制品收縮率不均,制品易翹曲;具導致制品表面有模跡,須常洗模;玻纖增強級宜高模溫改善纖維白花,提高光澤;宜低背壓慢速回料,減小剪切力;以免玻纖過度剪斷導致強度下降;分解,在238-255℃下,滯留<8-12分鐘;性的綜合性能,尤其力學性能為塑料材料中最接近金屬的品種之一,是重要的塑性工程塑料;和剛性,優異耐疲勞性;具自潤滑性,耐磨擦及耐摩耗性突出,常用于制造齒輪,POM抗疲勞性是熱塑性塑料中最好的;電絕緣性幾乎不受溫度和濕度的影響;耐化學腐蝕性良好,耐候性較差,粘合性差,受強酸侵蝕;淡黃,表面光滑有光澤,硬而致密;易燃,火焰上端呈黃色,下端藍色,發生熔融滴落,產生強烈有害刺激性甲醛味;型溫度范圍窄,熱穩定性差,料溫不可超240℃,210℃下滯留<20分鐘,螺杆轉速一般在50-60rpm,背壓應盡量小,一般在0-0.6Mpa,以免產生過多剪切摩擦熱;性工程塑料熔點224℃,相對密度1.31-1.55,吸水率為熱塑性塑料中最低之一,僅0.07%;具優異機械性能,高韌性,杰出耐疲勞性,沖擊強度高,有自潤滑性和能優良,耐電弧性好,但體積電阻率,高頻介質損耗角正切值大;抗藥品性優良,耐熱水,耐油類,熔體粘度低,成型優良;成型周期短,易脫模,宜中高速注射;率大(標准級1.7-2.3%),零件易有縮水凹陷;流動性極好,零件易走披鋒,困气燒焦;炮咀易流涎;酯基對水份敏感,高溫下與水發生水解反應,分子鏈斷裂,制品呈明顯脆性,焗料必須用除濕干燥機,戌型允含水率須<0.02%;玻璃纖維增強改性,以提高其耐熱性和機械強度;由于玻纖的流動定向,使制品收縮率不均,制品易翹曲;具導致制品表面有模跡,須常洗模;玻纖增強級宜高模溫改善纖維白花,提高光澤;宜低背壓慢速回料,減小剪切力;以免玻纖過度剪斷導致強度下降;分解,在238-255℃下,滯留<8-12分鐘;材料,原料顆粒為乳白色半透明體或無色透明體,不易著火燃燒,燃燒時熔融並爆成碎片,火焰呈黃色,有滴落;擦性及尺寸穩定性;優異電性能,優良耐化學腐蝕性;玻纖增強級具高耐熱性,高機械強度,優良耐候性,耐蠕變,抗疲勞性,磨耗小而硬度高;吸水率低,耐弱酸及有機溶塑料中最大的強韌性,聚酯薄膜拉伸強度可與鋁膜相比,為聚乙烯的9倍,聚碳酯酸和尼龍的3倍,非晶態PET具良好光學透明度,廣泛用于食品包裝領域;0-1.38,熔點255-260℃,成型溫度范圍窄,熔融溫度超300℃則發生分解;期使用溫度達120℃,在較寬的溫度范圍內保持良好的物理機械性能;電絕緣性能好,受溫度影響小,但耐電暈性差;鏈段易取向而導致冷卻制品內產生內應力,易發生翹曲變形,開裂,玻纖增強級可減少開裂;可采用高模溫(100-130℃)促進結晶;性好,宜低射壓,中速啤塑;易產生凹痕,零件結構上壁厚不宜太厚,肋的厚度一般在壁厚1/3以下;敏感,其單體之酯基極易在高溫下與水發生水解反應,分子鏈段斷裂導致制品出現明顯脆性,成型前必須用除濕干燥機進行除濕干燥(露點在-20℃以下),成型允含水率性和剛性,優異耐疲勞性;具自潤滑性,耐磨擦及耐摩耗性突出,常用于制造齒輪,POM抗疲勞性是熱塑性塑料中最好的;電絕緣性幾乎不受溫度和濕度的影響;耐化學腐蝕性良好,耐候性較差,粘合性差,受強酸侵蝕;淡黃,表面光滑有光澤,硬而致密;易燃,火焰上端呈黃色,下端藍色,發生熔融滴落,產生強烈有害刺激性甲醛味;型溫度范圍窄,熱穩定性差,料溫不可超240℃,210℃下滯留<20分鐘,螺杆轉速一般在50-60rpm,背壓應盡量小,一般在0-0.6Mpa,以免產生過多剪切摩擦熱;型收縮率大,約1.7%-0.2%,制品易產生縮水,凹陷;制品表面易產生折皺,斑紋,熔接痕等外觀缺陷,宜高模溫(80℃以上),中高速啤塑;,制品尺寸穩定性好;水份的存在對其性能及成型加工影響不大,一般可不用干燥;彈性高,易脫模;共混加熱,兩者共加熱時有強烈反應,兩者換料須先徹底清除前者;接技聚合形成的一種高抗沖材料;即具有橡膠的高抗沖性,又具有PS的剛性,易加工性,易染色性等,但拉伸強度,彎曲,硬度,耐光和熱穩定性有所下降;與ABS相近;成型溫度較ABS低約20℃,但流動性較ABS高;PPO,無定形材料,具優良力學性能,電性能,耐高溫;對密度小,機械強度高,綜合性能好,抗應力松弛,彈性疲勞,抗蠕變等突出優點;耐熱性好,熱變形溫度90-150℃;耐沖擊(其抗沖擊性能優于PC),低比重,尺寸穩定,在-1寸穩定性好,其耐熱水和耐蒸汽蒸煮性能在工程塑料中最優,電性能好,頻率,溫度對tg8影響小,但對介電強度和體積電阻影響大,成型性好,收縮率小,約0.2%-0.65%,不耐強氧化性酸,制品易在鏈烴,酮,酯類引發下產生應力開裂;分解溫度350℃以上,長期使用溫度范圍為-127~121℃;大,熔體粘度高,制品易產生內應力,宜高模溫生產,以減小內應力;性性聚氨酯彈性體,是一種高分子合成材料.TPU力學強度高,耐油性能好,但耐水性能差,在濕气中會發生水解;可從邵氏A10到邵氏D75,伸長率可達100%-800%,有較高的撕裂強度,通常可達到天然橡膠的2-10倍;異,具良好耐沖擊及振動阻尼性能,並具優異耐磨性,耐候性,強韌,拉伸和撕裂強度優,壓縮永久變形小,但耐熱性差;料,當塑化剪切作用強烈時,內部易發熱,從而發生降解,其熔體粘度對溫度依懶性強,較小的溫度變化就能引起其粘度的急劇變化,困而加工溫度范圍窄;模澆口應有足夠錐度(6o-8o),並盡可能短而大些,以利出模;具阻燃,耐老化,耐油,耐化學藥品,耐電壓,著色性好等優點;的穩定性差,受熱時易產生熱降解,光照下易產生光降解,與氧作用會發生熱氧降解及光氧降解,引起樹脂變色;130℃時即出現分解,180℃時分解加劇,原料中需加入熱穩定劑;敏感,成型過程中宜提高注塑壓力來提高對熔體的剪切速度,進而降低熔體粘度,改善流動性,而不宜升高溫度來改善流動性;熔化速度慢,粘度高,且為熱敏性及剪敏性料,宜低背壓慢速回料,中低壓,中低速注射;會使制品表面缺泛光澤,產生細微气炮,並降低制品力學及電性能,宜預先干燥再生產;較料管最高溫度低10-20℃,射壓90Mpa以上,保壓60-80Mpa;高,結晶度快,結晶度可達50%-70%,在拉伸啤塑成型中拉伸取向和熱定型處理后結晶度可高達75%-85%,PP收縮率較大,約為1%-3%;也較高,在加熱熔融時需要的熱量多,在冷卻定型時釋放的熱量也多,因此成型設備需配置有效的加熱系統;工模需加工良好的冷卻系統;分子鏈段越高度無序,從而破壞結晶過程,冷卻后結晶度低,收縮率較小;降低模溫及模塑時間亦影響結晶程度而使收縮率較小;PP填加礦物填充后收縮率亦會減小;切作用的增加而迅速下降,但對溫度變化不敏感;生氧化降解,水口料重復利用效能差;生產受力件不宜加水口料;,成型前通常不需干燥;狀,具優異抗彎曲疲勞性能,良好的拉伸屈服強度及拉伸強度,優異的化學穩定性,電絕緣性及介電性能,但對熱,氧,光的穩定性差,需加入抗氧劑,光穩定劑等;PP在低溫下易脆裂,量用于食品,醫藥衛生領域;在高壓力下流動性很好,並具極優的熔體穩定性;平方英寸;大射咀及流道澆口,射壓中高壓,快速注射.耐候性,耐輻射性,耐熱阻燃,耐腐蝕,及突出的電絕緣性,高剛性,抗蠕變性;但脆性較大,缺口沖擊強度低;性十分優良,玻璃化轉變溫度為110o C,熔點為286o C,負荷變形溫度為260o C,350o C以下空气中長期穩定;約0.12%,吸水率小(約0.02%),成型后尺寸穩定性優良,同時,線脹系數也低,制品不易翹,變形;且吸水率低,成型干燥要求不高.性為無定形聚合物,其特點為透明度高,耐候性較好,綜合性能優良,PMMA具優良的化學穩定性,耐老化性,俗稱有機玻璃,其透光率大于92%,較普通玻璃高10%以上;堅韌的材料,在常溫下具有優良的拉伸強度,彎曲強度及壓縮強度,但沖擊強度不高,且缺口敏感性較大,未經改性的PMMA表面易劃傷,耐磨性較低,耐熱性及抗銀紋性能也差;性,常用于儀表工業作高頻絕緣材料;熄,燃燒時有熔融滴落,火焰上白下藍,有爛花朵臭味;分解,其加工溫度范圍較窄;吸水率一般為0.3%-0.4%,分子中的酯基在高溫下易水解,成型前必須干燥透徹,使含水率<0.02%;切速率較敏感,對溫度的敏感性較一般的熱塑性塑料大;熔體粘度大,成型過程中易產生內應力,宜用高模溫生產(高于40o C);,要得到尺寸精確度高的制品,必須嚴格控制成型溫度,並需經退火處理;低的射咀溫度,以減少變色.半結晶性工程塑料,其性能介于傳統工程塑料(如PC,PA,POM)及高性能專業塑料(如液晶塑料)之間,其韌性增強級可比得上超韌尼龍;能,高強度,高硬度及優異耐疲勞性能,在較寬溫度范圍內仍保持優異性能;度,硬度及使用溫度;性塑料,在高溫(130℃)下發生交聯反應固化而成,須高模溫,后模比前模高10~15℃;成型容易;B.可加入多種無機及有機填料;C.制品尺寸穩定,成型收縮率及嵌件附加及收縮率小;D.耐熱性好,耐燃,可自滅,電絕緣性好,但耐電弧性差;E.化學穩定性好成型,剛注滿時需瞬間開模排氣,零件有披鋒,須后加工;力學強度,絕緣性,尺寸穩定性;,料筒溫度宜偏低,保証尺寸穩定性, 轉速30~70RPM/MIN;氣炮,裂紋;料斷面與表面一樣粗糙,斷面無 大孔隙,色澤灰暗,可捏成團,則表明料溫恰當;若空射有劈啪聲,斷面有大空隙或分層脫皮,則料溫偏高;若表面 烏黑光亮,斷面密實,射筒;料(UF)是由尿素與甲醛縮聚而成,加入纖維素,紙張,木粉等填料,以及著色劑,脫模劑,固化劑等經捏和,輥壓,粉碎而成,月尿甲醛模塑粉又稱電玉粉;一般為白色)半透明粉料,硬度大,沖擊強度低,難燃,有自熄性,防霉性,耐電弧性優;耐候性和耐熱性差,使用溫度小于60℃;耐油,耐溶劑性好,但不耐酸堿和熱水;與另一纖維素等填料粘結性十分優良,玻璃化轉變溫度為110o C,熔點為286o C,負荷變形溫度為260o C,350o C以下空气中長期穩定;約0.12%,吸水率小(約0.02%),成型后尺寸穩定性優良,同時,線脹系數也低,制品不易翹,變形;且吸水率低,成型干燥要求不高.后可明顯改善其耐候性;動方向的1.5至2.5倍;0-230℃開始熔融,一般超過330℃才呈現嚴重分解,產生無毒無腐蝕性气體;;0.02%;以免玻纖過度剪斷導致強度下降;在0-0.6Mpa,以免產生過多剪切摩擦熱;;0.02%;以免玻纖過度剪斷導致強度下降;學透明度,廣泛用于食品包裝領域;在0-0.6Mpa,以免產生過多剪切摩擦熱;度的急劇變化,困而加工溫度范圍窄;流動性;冷卻系統;;PP填加礦物填充后收縮率亦會減小;韌尼龍;塑粉又稱電玉粉;溶劑性好,但不耐酸堿和熱水;。
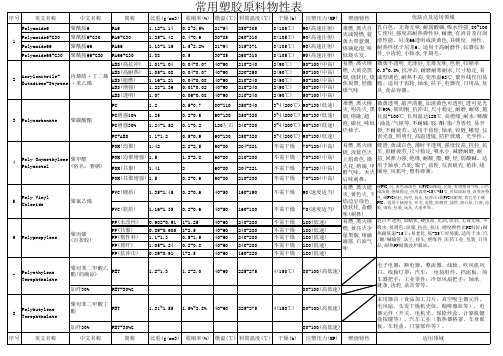
常用塑胶原料物性表
序号
英文名称
中文名称
简称
比重(g/cm3) 收缩率(%) 模温(℃) 料筒温度(℃) 干燥(h) 注塑压力(MP) 燃烧特性
优缺点及适用领域
Polyamide6 Polyamide6+G30 1 Polyamide66 Polyamide66+G30
聚酰胺6 聚酰胺6+G30 聚酰胺66 聚酰胺66+G30
家用器具(食品加工刀片、真空吸尘器元件、 电风扇、头发干燥机壳体、咖啡器皿等),电 器元件(开关、电机壳、保险丝盒、计算机键 盘按键等),汽车工业(散热器格窗、车身嵌 板、车轮盖、门窗部件等)。
适用领域
9 Polyethylene
高密度聚乙烯 PE(HD) 中密度聚乙烯 PE(MD) 低密度聚乙烯 PE(LD)
0.902-0.91 0.89-0.905 1.1-1.3 1.05-1.24 0.89-0.91
1-1.25 1-2.5 0.5-1.5 0.2-0.8 1-2.5
40-50
40-60 40-60 40-60 40-60 40-60
160-180
240-280 240-280 240-280 240-280 160-220
90(高速注射) 90(高速注射) 90(高速注射) 90(高速注射)
难燃,离火自 灭或慢燃,蓝 黄火带蓝烟, 熔滴起泡,味 似烧头发。
乳白色,无毒无味,耐弱酸碱,吸水性强,80~100 ℃使用,强度高耐热弹性好,耐磨,有消音及自润 滑性能。尼龙66透明或淡黄色,其硬度﹑刚性﹑ 耐热性优于尼龙6。适用于高耐磨件,仪器仪表 件,小齿轮,小轴承,牙刷毛。
味。
膜,瓶,软管,绝缘。
易燃,离火续 无色透明,似无机玻璃,色艳,有光泽,质坚刚,易 燃,明亮火,浅 刮花,透光率92%,易着色,收缩率0.2~0.9%,绝缘 蓝色,顶焰白 好,一般尺寸稳定,表面硬度低。适用于做一定 色,熔滴起泡, 透明度强度的防震防爆和观察件,飞机汽车玻 微辟啪声,烂 璃,光学镜,仪表件表面,人造珠饰。 无花果蔬菜气 味。
常用塑料材料性能表

1、加工过程若长时间高温下易 起热分解 2、无自熄性 3、抗酸性差 4、成形收缩率大
21
PPS
成形时易产生毛边
22
PF
1、颜色单调,多呈暗红色或黑 色 2、有一定毒性
能表
用途
把手、外壳、行李箱、冰箱衬垫、家电制 品
家庭用品、绝缘体、胶管、胶布、胶膜、 容器
灯罩、窗玻璃、标示牌、光学透镜、硬式 隐形眼镜、汽车零件
1、Tg(30℃)低,在荷重下 H.D.T.为60℃ 2、抗冲击强度不良,一般以玻 纤补强为FR-PBT来使用
成形品设计不良易产生内部应力 问题
吸湿性高,加工前需除湿干燥
结晶化温度高,速度慢
会被卤素系脂肪族如次甲基氯、 三氯乙烷等侵蚀
16
吸湿性高
17
PET
1、机械性质具有方向性、流动 性较高 2、结晶速度较慢 3、干燥及加工条件要求严格
电子电器:断电器、整流器、线轴、吹风 机风口、线轴灯罩 汽车: 电装组件、挡泥板、煞车器把手 工业零件:冷却、汽车航空机零件:汽车保险丝、特种电 池箱 3、精密机器零件:表壳、时钟内部零件 4、医疗仪器:吸器、喷雾器、隐形眼镜消 毒盒 1、多层电路基板,可挠性电路基板 2、发动机绝缘线材料 3、复印机分离爪、断热齿轮 4、导弹雷达天线罩 5、加热滚筒轴承
电子电器:无熔线断电器、电磁开关、驰 返变压器、家电把手、连接器、外壳 汽车: 车门把手、保险杆、分电盘盖、挡 泥板、导线护壳、轮圈盖 工业零件:OA风扇、键盘、钓具卷线器、 零件、灯罩
电子电器:CD片、开关、家电外壳、信号 筒、电话机 汽车: 保险杆、分电盘、安全玻璃 工业零件:照相机本体、机具外壳、安全 帽、潜水镜、安全镜片
2
3
4
常用塑胶材料特性
用开畅式延伸式喷嘴,注塑速度中高速。
5.冷却速度快,模具浇注系统应以粗,短为原则,宜设 冷料穴,浇口宜取大,如:直接浇口,圆盘浇口或扇 形浇口等,但应防止内应力增大,必要时可采用调整
式浇口。模具宜加热,应选用耐磨钢。
却处理以消除内应力:100度0.5-2H 冷却。
与其他树脂相溶性差,耐疲劳强度底较易产生应力开 裂,其制品可在-100~130度内使用。PC料燃烧时,火焰 呈黄色,黑烟,发出花果臭的气味PC料制品须进行后冷
却处理以消除内应力:100度0.5-2H 冷却。
具有较高的表面硬度,较高的刚性和韧性,也有较高的 抗应力开裂能力;它的机械性能介于两者之间
透光率达 92%
NA
用塑料特性一览表
性能
综合性能较好,冲击韧性,机械强度较高,尺寸稳定, 耐化学性;易于成型和机械加工,与372有机玻璃的熔 接性良好,可做双色成型塑件,且表面可镀铬硬而韧, 拉伸强度高,其制品可在-40~101度内使用。其弯曲强 度和压缩强度及表面强度较差其弯曲强度和压缩强度及
表面强度较差耐热耐低温不高。
5.注射压力高于聚苯乙烯。用柱塞式注射成型时,料 温为180~230度, 6.注射压力为(1000~1400)X100000 Pa。用螺杆式注 射机成型时,(560-1760kgf.lb/cm2) 7.料温为160~220度,注射压力为(700~1000) X100000 Pa。成型周期15-60S。
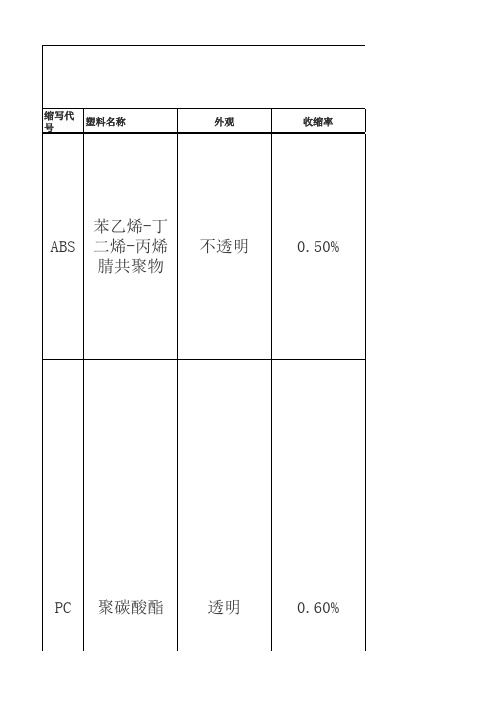
缩写代 号
塑料名称
外观
收缩率
苯乙烯-丁 ABS 二烯-丙烯
腈共聚物
不透明
0.50%
PC 聚碳酸酯
20种常用塑料特性大全

20种常用塑料特性大全1ABS塑料(丙烯腈-丁二烯-苯乙烯)英文名称:Acrylonitrile Butadiene Styrene比重:1.05克/立方厘米成型收缩率:0.4-0.7%成型温度:200-240℃干燥条件:80-90℃2小时物料性能1、综合性能较好,冲击强度较高,化学稳定性,电性能良好。
2、与372有机玻璃的熔接性良好,制成双色塑件,且可表面镀铬,喷漆处理。
3、有高抗冲、高耐热、阻燃、增强、透明等级别。
4、流动性比HIPS差一点,比PMMA、PC等好,柔韧性好。
适于制作一般机械零件,减磨耐磨零件,传动零件和电讯零件.成型性能1、无定形料,流动性中等,吸湿大,必须充分干燥,表面要求光泽的塑件须长时间预热干燥80-90度,3小时。
2、宜取高料温,高模温,但料温过高易分解(分解温度为>270度).对精度较高的塑件,模温宜取50-60度,对高光泽.耐热塑件,模温宜取60-80度。
3、如需解决夹水纹,需提高材料的流动性,采取高料温、高模温,或者改变入水位等方法。
4、如成形耐热级或阻燃级材料,生产3-7天后模具表面会残存塑料分解物,导致模具表面发亮,需对模具及时进行清理,同时模具表面需增加排气位置。
2PP塑料(聚丙烯)英文名称:Polypropylene比重:0.9-0.91克/立方厘米成型收缩率:1.0-2.5%成型温度:160-220℃干燥条件:---物料性能密度小,强度刚度,硬度耐热性均优于低压聚乙烯,可在100度左右使用.具有良好的电性能和高频绝缘性不受湿度影响,但低温时变脆,不耐模易老化。
适于制作一般机械零件,耐腐蚀零件和绝缘零件。
成型性能1、结晶料,吸湿性小,易发生融体破裂,长期与热金属接触易分解。
2、流动性好,但收缩范围及收缩值大,易发生缩孔.凹痕,变形。
3、冷却速度快,浇注系统及冷却系统应缓慢散热,并注意控制成型温度.料温低方向方向性明显.低温高压时尤其明显,模具温度低于50度时,塑件不光滑,易产生熔接不良,留痕,90度以上易发生翘曲变形。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
80-90x2280-300 80-90 3hr 80-90x23hr 80-90x23hr 80-90x23hr 80-90x23hr
280-300 80-90
280-300 80-90
280-300 80-90
1.15%玻纖增強級PA6; BASF-巴斯夫 2.安定級,熱穩定性好,原白色,易流動,耐高 ULTRAMID溫老化,對人身無害,其添加劑不影響電气性 B3EG3 NYLON 能; 玻纖增 1.13%玻纖增強,熱穩定性改良PA66,因含熱穩 強級 DUPONT-杜邦 定劑,原料在高溫下拉粒及啤塑過程中易發生 ZYTEL顏色不穩定現象; 70G13HSL 2.高剛性,高機械強度; 3.成型收縮率0.8%-1.4%; 1.33%玻纖增強,熱穩定性改良PA66,UL94 HB DUPONT-杜邦 級,因含熱穩定劑,原料在高溫下易發生顏色 不穩定現象; ZYTEL70G33HSL 2.耐疲勞,高阻抗,高剛性,高機械強度,在很 寬的范圍內仍保持良好性能; 3.成型收縮率0.4-1.1%; 1.25%玻纖增強,耐高溫,優良模塑性; LATI 2.添加鹵素阻燃劑,UL94V-0級,自熄; Latamid 66 H2G/25- 3.成型收縮率0.3%-0.8%; 4.宜中速射膠; VOCT1 1.25%玻纖增強,耐高溫,優良模塑性,良好機 LATI 械性能,優良電性能; Latamid 2.UL94 V-0級,自熄; 66 H2G/253.成型收縮率0.4%-0.8%; VOKB1 4.宜中速射膠;
280-300
80℃X2~4H,成 40-60 型允含水率 <0.2% 80℃X2~4H,成 40-60 型允含水率 <0.2% 80℃X2~4H,成 型允含水率 <0.2%
250-270
NYLON 標准級 尼龍
240-260
80
1.為高粘度擠塑成型用共聚尼龍,不加填料, 難燃燒,添加非鹵素型阻燃劑,在0.75MM達 UL94V-0; TOYOBO 2.吸水率1.3%,平衡吸水率3.0%; T-808 3.熔融指數40克/10min; 4.成型收縮率1MM厚時0.4%-0.8%,3MM厚時 1.0%-1.3%; 5.射壓30-45Mpa 1.潤滑級PA66; Clariant 2.成型收縮率1.2%-1.7%; 6602-L WT- 3.射壓1200-2000psi;保壓720-1200psi;背壓 50-100psi,回料轉速50-100rpm,每啤射膠量 50F 為機器容量30%-80%為宜; monsonto- 1.純PA66,收縮率0.15-0.2%; 2.表面潤滑,改善熔膠及離模; 孟山都 3.轉速中速,背壓0-1Mpa,射壓56-138Mpa,保 vydyne 21X 壓56-138Mpa,快速注射
80℃X2~4H,成 50-90 型允含水率 <0.18%
1.熱穩定性改良PA66,在高溫下仍保持良好剛 Dupont-杜 性和韌性,因含熱穩定劑,在高溫下易變色,原 料拉粒及啤塑過程中均會有顏色不穩定現象; 邦 2.熱穩定性好,UL溫度指數可達105℃,受熱壽 ZYTEL命值,電气性能良好,表面潤滑,改進落料及脫 103HSL 模,阻燃性達UL94V-2級; 3.成型收縮率1.5%;
Dupont-杜 1.經潤滑過的PA66,以改進下料及脫 邦 模特性; ZYTEL-101L
成型溫 模溫 度(℃) (℃)
280-300
焗料
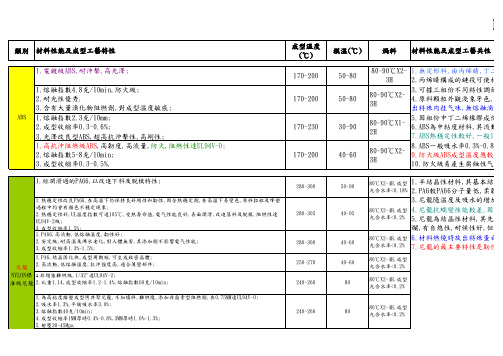
材料性能及成型工藝共性 1.半結晶性材料,其基本結構單元為聚酉先胺,因單元含碳原子數不同分為聚 酉先胺6,聚酉先胺6.6等(即PA6,PA66,常稱為尼龍單6,雙6);原料顆粒外觀為 半透明或透明的乳白色或淡黃色;密度為1.04~1.36克/CM2; 2.PA6較PA66分子量低,柔韌性高,成型溫度低20-30℃; 3.尼龍隨溫度及吸水的增加,拉伸強度急劇下降,而沖擊強度明顯提高,困此 可調濕處理增加韌性; 4.尼龍抗蠕變性能較差,因此不適于制造精密制品; 5.尼龍為結晶性材料,其先胺基團有極性,能形成氫鍵,所以機械性能優秀,具 抗沖擊性,是堅韌的工程塑料,尼龍結晶度高,熔點明顯;表面硬度大,耐磨耗, 摩擦系數小,有自潤滑性和消音;低溫性能良好,有一定耐熱性(可在100℃以 下使用);無毒,無臭,不霉爛,有自熄性,耐候性好,但染色性差;化學穩定性 好,但易受溫度的影響;吸水性大,水份影響尺寸穩定性和電性能;玻璃纖維增 強后耐海水,耐溶劑耐油,但不耐酸,電絕緣性好,可減少吸水率,且可長期在 高溫,高濕度下工作; 6.材料燃燒時放出特殊蛋白質燃燒味,火焰藍色,上端呈黃色,屬自熄性材料, 具一定阻燃尼龍性能. 7.尼龍的最主要特性是韌性大,且隨分子量的增加而增加,耐疲勞性極佳,磨 擦系數低,耐磨耗性好,耐化學腐蝕;
常用塑膠材料特性及成型工藝一覽表
版次:01
類別
牌號-級 材料性能及成型工藝特性 別 1.電鍍級ABS,耐沖擊,高光澤;
Chimei-奇 美 Polyac PA727
成型溫 模溫 度(℃) (℃)
焗料
材料性能及成型工藝共性
170200
5080
1.熔融指數4.8克/10min,防火級; 2.耐光性優秀. Chimei-奇 3.含有大量溴化物阻燃劑,對成型 美 溫度敏感;
PSM-荷蘭國 家礦業公司 2.耐熱性優良,成型周期快,韌性好; Stanyl TS250F4D DSM 1.30%玻纖增強尼龍PA6,阻燃 AKULON-荷 級,0.71mm UL94HB; 蘭國家礦業 2.成型收縮率0.5-0.7%; 公司 K224-G6
成型溫 模溫 度(℃) (℃)
焗料
材料性能及成型工藝共性 17.玻纖增強尼龍生產工模及螺杆炮筒均需硬化,以增加耐磨性;工模硬度一 般HRC55以上; 18.玻纖增強尼龍固化速度較非增強尼龍快約10%-30%,玻纖產品表面不良(白 花,非玻纖分布不勻)因固化快而產生,因固化快,膠料未能及時完全包褒履蓋 玻纖而使表面粗糙,產生白花,通常亦稱為浮纖現象;因此宜快速注射; 19.玻纖增強級尼龍回料速度及背壓不宜高,以免玻纖剪斷而破壞並降低物 性; 20.玻纖尼龍開機程序: A.設定料缸溫度在正常操作溫度30℃以下,設定射咀溫度在正常操作溫度,20 分鐘后再升高料缸溫度至正常; B.溫度穩定后,先手動點動抽松螺杆,再慢速轉動螺杆,打開料闡放一點料后 再關閉,確定運轉正常后方進行調校; 21.停機需及時清炮,可用洗炮料,PP,PS或純尼龍過炮; 22.一般純尼龍不會因水口添加而發生明顯物性降低,但玻纖強化尼龍因玻纖 切斷,強度會下降,水口添加必須嚴格控制. 23.荷蘭DSM Stanyl尼龍為PA46,具有一般尼龍不具備的特性: PA46耐熱性良,成型周期快,產量高,耐化學藥品性好,韌性好,結晶度高, 熔點為295℃,比尼龍66高約30℃;PA46較PA66結晶度快4-5倍,比PA6快10倍以 上,一般可達到60%-70%的結晶度,是PA66的一倍以上,在薄壁制品中也可結晶 並保持充分的剛性,PA46熱變形溫度在1.86Mpa下可達178℃,較PA66高出100 ℃,可作工程塑料,亦適合工業纖維;
280-300 80-90
290-305
65- 80-90x2120 3hr
290-305
65- 80-90x2120 3hr
260-280 70-90
80~100℃ X3H
ቤተ መጻሕፍቲ ባይዱ
260-280 70-90
80~100℃ X3H
Page 9
常用塑膠材料特性及成型工藝一覽表
版次:01
類別
牌號-級 材料性能及成型工藝特性 別
240-260
80
80℃X2~4H,成 型允含水率 <0.2%
260-285
80℃X2~4H,成 70-90 型允含水率 <0.2%
270-293
38-93 80℃X3H
Page 8
常用塑膠材料特性及成型工藝一覽表
版次:01
類別
牌號-級 材料性能及成型工藝特性 別
1.25%玻纖增強級PA66,1.55mm,UL94V-0級; BASF-巴斯夫 2.高流動,低熔融溫度;熔點約255-260℃; ULTRAMID- 3.成型收縮率0.5%-0.75%; A3X2G5 BASF-巴斯夫 ULTRAMIDA3XZG5 BASF- 巴斯 夫 ULTRAMIDA3X2G7 BASF-巴斯夫 ULTRAMIDA3EG7 1.25%玻纖增強級PA66,UL94V-0級; 2.高流動,低熔融溫度; 3.耐沖擊增強級; 1.35%玻纖增強級PA66,1.59mmUL94V-0級; 2.高流動,低熔融溫度; 3.成型收縮率0.45%-0.65%; 1.35%玻纖增強級PA66; 2.安定級,原白色,耐高溫老化,對人身無害, 其添加劑不影響電气性能;
成型溫 模溫 度(℃) (℃)
焗料
材料性能及成型工藝共性 9.尼龍易吸濕,成型前必須干燥,加工允含水率<0.2%;另尼龍對氧敏感,高溫 下易氧化降解,宜用真空抽濕設備干燥,焗料溫度高于90℃易氧化變色; 10.尼龍熔融粘度低,流動性極好,零件易有披鋒及因气燒焦;炮咀易流誕,回 料易返膠;玻纖級則不易發生; 11.熔點高,PA6為228℃;PA66為265℃;成型溫度窄,熔融態熱定性差,300℃下 滯留時間<30min; 12.尼龍收縮率大(約1.5%-1.7%),尺寸變化大,易產生縮水,光印,需較大保壓 進行補膠; 13.尼龍分子鏈易在啤塑流動中產生定向,從而導致零件收縮不勻而產生內應 力,發生變形; 14.玻纖增強尼龍較純尼龍熱變形溫度提升約60℃,疲勞強度提升約50%; 15.尼龍吸濕率大,零件啤出后一般需進行調濕處理,以穩定零件尺寸,增加韌 性;吸濕后含水率一般達2-2.5%,尺寸一般會脹大一些; 16.因玻纖在流動中會順流動方向展開而使冷卻時發生流動定向,流動方向收 縮率較橫向小,一般而言,玻纖增強級收縮率橫向約為流動方向的1.5至2.5 倍;