常用塑胶材料特性全套整合
所有塑胶原料特性汇总
所有塑胶原料特性汇总塑胶原料在现代工业和日常生活中都扮演着极为重要的角色,其种类繁多,特性各异。
了解不同塑胶原料的特性对于正确选择和应用它们至关重要。
以下是对常见塑胶原料特性的详细介绍。
聚乙烯(PE)聚乙烯是应用广泛的一种塑胶原料。
它具有良好的化学稳定性,能耐大多数酸碱的侵蚀。
低密度聚乙烯(LDPE)质地柔软,透明度较高,常用于制作薄膜,如食品包装膜等。
高密度聚乙烯(HDPE)则硬度较高,具有较好的机械强度,常被用于制造塑料瓶、管材等。
线性低密度聚乙烯(LLDPE)兼具了 LDPE 和 HDPE 的一些优点,具有更高的抗拉伸强度和抗穿刺性能。
聚丙烯(PP)PP 的优点众多,它的密度较小,是最轻的通用塑料之一。
具有较高的耐热性,能在 100℃以上的温度下进行消毒灭菌。
此外,PP 的耐腐蚀性也较好,对多数化学溶剂表现出惰性。
在日常生活中,PP 常用于制造餐具、水桶、洗衣机内筒等。
聚苯乙烯(PS)PS 分为通用聚苯乙烯(GPPS)和抗冲击聚苯乙烯(HIPS)。
GPPS 透明度高,刚性好,但较脆。
HIPS 则在一定程度上改善了脆性,提高了冲击强度。
PS 常用于制作电器外壳、玩具、一次性餐具等。
聚氯乙烯(PVC)PVC 是世界上产量最大的塑料品种之一。
它具有良好的耐腐蚀性和阻燃性,但在加工过程中需要添加增塑剂以改善其柔韧性。
硬 PVC 常用于制造管材、门窗型材等,软PVC 则常用于制作电线电缆的绝缘层、薄膜等。
聚碳酸酯(PC)PC 具有优异的机械性能,强度高,韧性好,同时具有良好的透明度和尺寸稳定性。
它耐高温,能在 130℃左右长期使用。
PC 常用于制造汽车灯罩、光学镜片、电子电器零部件等。
丙烯腈丁二烯苯乙烯共聚物(ABS)ABS 是一种综合性能良好的工程塑料,具有较高的强度和韧性,表面硬度高,耐化学腐蚀性较好。
它广泛应用于电子电器外壳、汽车零部件、玩具等领域。
聚酰胺(PA,尼龙)尼龙具有良好的耐磨性、自润滑性和耐疲劳性。
常用塑胶材料性能
常用塑胶材料性能塑胶材料是在高分子化合物中添加适量的助剂,经过加工制成各种形状的材料。
由于其具有良好的物理、化学性能以及可塑性,所以广泛应用于各个领域,如包装、建筑、汽车、电子等。
以下是常用塑胶材料的性能详解。
1.聚乙烯(PE)聚乙烯是一种常见的塑胶材料,具有良好的韧性和耐热性。
它具有很好的耐化学腐蚀性,可以在酸、碱等各种环境中使用。
聚乙烯还具有良好的电绝缘性能,因此它经常被用于电线电缆的绝缘层。
2.聚丙烯(PP)聚丙烯是一种常用的塑胶材料,具有较高的硬度和高温稳定性。
它具有良好的化学稳定性,可以在酸、碱等多种介质中使用。
聚丙烯还具有良好的电绝缘性能和低水吸收性能。
3.聚氯乙烯(PVC)聚氯乙烯是一种广泛应用的塑胶材料,具有良好的耐候性和耐腐蚀性。
它具有很好的可塑性,可以通过加热和压力加工成各种形状。
聚氯乙烯还具有很好的电绝缘性能和耐酸碱性能,因此广泛应用于电缆绝缘层、防护罩等领域。
4.聚苯乙烯(PS)聚苯乙烯是一种常见的塑胶材料,具有良好的透明性和韧性。
它具有较高的硬度和脆性,因此常用于制作保护盒、杯子等产品。
聚苯乙烯还具有优良的电绝缘性能和耐化学性能。
5.聚酯(PET)聚酯是一种常用的塑胶材料,具有较高的强度和耐磨性。
它具有良好的耐高温性能和化学稳定性。
聚酯还具有良好的光滑性和透明性,因此常用于制作瓶子、纤维等产品。
6.聚碳酸酯(PC)聚碳酸酯是一种耐高温的塑胶材料,具有良好的透明性和耐冲击性。
它具有较高的硬度和强度,可以用于制作电子产品外壳、汽车零件等。
7.聚氨酯(PU)聚氨酯是一种耐磨性和耐腐蚀性较强的塑胶材料。
它具有较高的强度和耐温性能,可以在较宽的温度范围内使用。
聚氨酯还具有很好的弹性和耐磨性,因此常用于制作轮胎、密封件等产品。
这只是常用塑胶材料性能的一部分,还有很多其他塑胶材料,如聚醚砜(PES)、聚醚酮(PEEK)、聚对苯二甲酸乙二醇酯(PETG)等,它们都具有各自的特点和应用领域。
塑胶特性大全
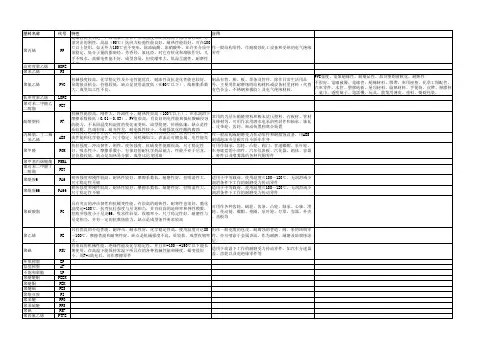
塑料名称代号特性应用聚丙烯PP 是最轻的塑料之一,其屈服、拉伸、压缩强度和硬度均优于低压聚乙烯,有很突出的刚性,高温(90℃)抗应力松弛性能良好,耐热性能较好,可在100℃以上使用,如无外力150℃也不变形,除浓硫酸、浓硝酸外,在许多介质中很稳定,低分子量的脂肪烃、芳香烃、氯化烃,对它有软化和溶胀作用,几乎不吸水,高频电性能不好,成型容易,但收缩率大,低温呈脆性,作一般结构零件,作耐腐蚀化工设备和受热的电气绝缘零件高密度聚乙烯HDPE 聚苯乙烯PS聚氯乙烯PVC 机械强度较高,化学稳定性及介电性能优良,耐油性及抗老化性能也较好,易熔接及粘合,价格较低。
缺点是使用温度低(在60℃以下),线膨胀系数大,成型加工性不良。
制品有管、棒、板、焊条及管件,除作日常生活用品外,主要用作耐磨蚀的结构材料或设备衬里材料(代替有色合金、不锈钢和橡胶)及电气绝缘材料。
PVC強度、電氣絕緣性、耐藥品性、加可塑劑會軟化、耐熱性不很好。
電線被覆、電線管、絕緣材料、膠帶。
車用座墊、化學工場配管、汽車零件。
水管、塑膠地板、屋頂材料、隔熱材料。
手提袋、皮帶、塑膠鞋、桌巾、透明瓶子、電話機。
玩具、農業用薄皮、塗料、藥碇包裝。
低密度聚乙烯LDPE 聚对苯二甲酸乙二醇酯PET酚醛塑料PF 机械性能很高,刚性大,冷流性小,耐热性很高(100℃以上),在水润滑下摩擦系数极低(0.01~0.03),PV值很高,有良好的电性能和抵抗酸碱侵蚀的能力,不易因温度和湿度的变化而变形,成型简便,价格低廉。
缺点是性质较脆、色调有限、耐光性差,耐电弧性较小,不耐强氧化性酸的腐蚀常用的为层压酚醛塑料和粉末状压塑料,有板材、管材及棒材等。
可用作农用潜水电泵的密封件和轴承、轴瓦、皮带轮、齿轮、制动装置和离合装置丙稀腈、丁二稀、苯乙烯ABS具有良好的综合性能,既高的冲击韧性和良好的机械性能,优良的耐热、耐油性能和化学稳定性,尺寸稳定、易机械加工,表面还可镀金属,电性能良好作一般结构或耐磨受力传动零件和耐腐蚀设备,用ABS制成泡沫夹层板可作小轿车车身聚甲醛POM 抗拉强度、冲击韧性、刚性、疲劳强度、抗蠕变性能都很高,尺寸稳定性好,吸水性小、摩擦系数小,有很好的耐化学药品能力,性能不亚于尼龙,但价格较低,缺点是加热易分解,成型比尼龙困难可用作轴承、齿轮、凸轮、阀门、管道螺帽、泵叶轮、车身底盘的小部件、汽车仪表板、汽化器、箱体、容器、杆件以及喷雾器的各种代铜零件聚甲基丙烯酸酯PMMA 聚对苯二甲酸丁二醇酯PBT聚酰胺6PA6疲劳强度和刚性较高,耐热性较好,摩擦系数低,耐磨性好,但吸湿性大,尺寸稳定性不够适用于中等载荷、使用温度≤100~120℃、无润滑或少润滑条件下工作的耐磨受力传动零件聚酰胺66PA66疲劳强度和刚性较高,耐热性较好,摩擦系数低,耐磨性好,但吸湿性大,尺寸稳定性不够适用于中等载荷、使用温度≤100~120℃、无润滑或少润滑条件下工作的耐磨受力传动零件聚碳酸脂PC 具有突出的冲击韧性和抗蠕变性能,有很高的耐热性,耐寒性也很好,脆化温度达-100℃,抗弯抗拉强度与尼龙相当,并有较高的延伸率和弹性模数,但疲劳强度小于尼龙66,吸水性较低,收缩率小,尺寸稳定性好,耐磨性与尼龙相当,并有一定的抗腐蚀能力。
常用塑胶材料特性大全
常用塑胶材料的特性及使用范围一、丙烯腈-丁二烯-苯乙烯(ABS)(乳白色半透明)优点:1.力学性能和热性能均好,乳白色半透明,硬度高,表面易镀金属2.耐疲劳和抗应力开裂、冲击强度高3.耐酸碱等化学性腐蚀4.加工成型、修饰容易缺点:1.耐候性差2.耐热性不够理想,3.拉伸率底主要应用范围:机器盖、罩,仪表壳、手电钻壳、风扇叶轮,收音机、电话和电视机等壳体,部分电器零件、汽车零件、机械及常规武器的零部件改性的ABS共聚物:将ABS加入PVC中,可提高其冲击韧性、耐燃性、抗老化和抗寒能力,并改善其加工性能;将ABS与PC共混,可提高抗冲击强度和耐热性;以甲基丙烯酸甲酯替代ABS中丙烯腈组分,可制得MBS塑料,即通常所说的透明ABS。
ABS/NYLON耐热及抗化学性、流动性佳、低温冲击性、低成本主要用于汽车车身护板、引擎室零组件、连接器、动力工具外壳ABS/PVCPVC增加防火性、降低成本 ABS提供耐冲击性主要用于家电用品零组件、事务机器零组件ABS/PC增加ABS耐热尺寸安定性、改善PC低温、后壁耐冲性、降低成本主要用于打字机外壳、文字处理器、计算机设备之外壳、医疗设备零组件、小家电零组件、电子模具设计1.排气为防止在充模时出现排气不良、灼伤、熔接缝等缺陷,要求开设深度不大于0.04mm 的排气槽。
壁厚0.8 mm至3.2 mm之间,典型的壁厚约在2.5mm左右,3.8以上需要结构性发泡。
圆角最小在厚度的25%,最适当半径在厚度的60%。
收缩率:0.4%-0.7%一般取0.5%加强筋:高<3T 宽度0.5T 筋间距>2T 脱模角:0.5°-1.5°支柱加强筋高度4T,可达支柱高度的90%,宽度0.5T,长度2T,支柱:外经是内径2倍二、聚乙烯(PE)优点:1、柔软、无毒、透明易染色.2、耐冲击、耐药品,绝缘性佳。
缺点:1、不易押出、不易贴合2、热膨胀系数高 4、耐温性差用途:HDPE主要用于具有一定硬度和韧性的场合,如水管、燃气管,工业用化学容器、重包装袋和购物袋、洗发水瓶等。
各种塑胶材质的特性(精)
各种塑胶材质的特性(精)各种塑膠材质的特性~~申请加精⼀.ABS:丙烯睛—丁⼆烯—苯聚合物- t0 t e+ }5 Y& \1.三种成份的作⽤ 1 O" ]+ X2 w- [$ q6 Z/ `/ N丙烯晴(A)——使制品较⾼硬度,提⾼耐磨性耐热性。
丁⼆烯(B)——加强柔顺性,保持材料韧性、弹性及耐冲击强度。
苯⼄烯(S)——保持良好成型性(流动性着⾊性)及保持材料刚性(注根据组分不同派⽣出多种规格牌号)。
: C9 U\9 E! g# }7 Y2.ABS具有良好的电镀性,是所有塑料中电镀性最好的。
3.ABS较GPPS抗冲击强度显著提⾼。
- U4 b* x( C4 O- a3 @- B8 P; g:4.ABS原料浅黄⾊不透明,制品表⾯光洁度好。
5.ABS收缩率⼩,尺⼨稳定。
6 P}, {7 t/ \6.不耐有机溶剂:如溶于酮、醛、酯、及氧化烃⽽形成乳浊流(ABS胶浆)。
7.材料共混性能:1 Y- U6 I- O. e4 h- j# UABS+PVC~~~提⾼韧性,耐燃性,抗⽼化。
' x1 p L: K( k8 F7 ^. [ABS+PC~~~提⾼抗冲击强度,耐热性。
ABS 的成型⼯艺1.成型加⼯前需充分⼲燥,使含⽔率< 0.1%,⼲燥条件温度 85℃,时间3HRS以上。
2.ABS流动性较好,易产⽣啤塑披锋,注射压⼒在70~~100MPa,不可太⼤。
9 z* C( Y/ a0 b8 b7 h( u3.料筒温度不易超过250℃前料筒 160~~~210℃、中料筒170~~~190℃、后料筒 160~~~180℃过⾼温会引起塑胶成份分解、使流动性降低。
4.模温40~~80℃,外观要求⾼,模温也要⾼。
$ W) T6 T* |5 N% s5.注射速度取中、低速为主。
注射⼒80~~130MPa。
6.ABS内应⼒检验:以制品浸⼊煤油中2分钟不出现裂纹为准。
⼆.MBS—透明ABS、聚甲基丙烯酸酯—丁⼆烯—苯⼄烯共聚物。
所有塑胶原料特性汇总
所有塑胶原料特性汇总较好,但比ABS差。
成型性2.料温宜取180-230度,模温宜取40-60度,但对于高光泽要求的塑件,模温宜取60-80度。
同时,要注意防止成型过程中产生内应力,避免产生裂纹。
3.对于需要进行后处理的塑件,如喷漆、镀铬等,需要进行表面处理,以提高附着力和美观度。
4.在成型过程中,要注意控制冷却水温度和流量,以避免产生夹水纹等缺陷。
PMMA塑料有机玻璃)英文名称:___比重:1.18克/立方厘米成型收缩率:0.2-0.8%成型温度:160-220℃干燥条件:70℃2小时透明度高,耐候性好,耐化学腐蚀,易加工成型。
物料性1.有机玻璃是一种无定形料,吸湿性小,但易受静电影响,需要注意防静电处理。
2.有机玻璃的流动性较差,需要采取高料温、高模温等措施,以提高流动性。
成型性3.有机玻璃的成型温度较低,但要注意控制温度,避免产生气泡、裂纹等缺陷。
4.有机玻璃的收缩率较低,但要注意控制收缩率,以保证成型精度。
5.有机玻璃的表面易产生划痕,需要进行表面处理,以提高美观度。
POM塑料聚甲醛)英文名称:___比重:1.41克/立方厘米成型收缩率:1.5-3.5%成型温度:170-210℃干燥条件:80℃2小时机械强度高,硬度高,耐磨性好,耐化学腐蚀。
物料性1.POM是一种无定形料,吸湿性小,但易受静电影响,需要注意防静电处理。
2.POM的流动性较好,但要注意控制温度,避免产生气泡、缩孔等缺陷。
成型性3.POM的成型温度较低,但要注意控制温度,避免产生气泡、裂纹等缺陷。
4.POM的收缩率较高,但要注意控制收缩率,以保证成型精度。
5.POM的表面易产生气泡、缩孔等缺陷,需要进行表面处理,以提高美观度。
PMMA塑料,也称有机玻璃,适用于制作透明绝缘零件和强度一物料性。
该塑料的透明性极好,强度较高,有一定的耐热耐寒性,耐腐蚀,绝缘性能良好。
成型时宜高压注射,采用高料温、高模温的方式,同时设排气口,以防出现起泡。
各种塑料特性(ABS.PP.PE.PBT.POM...)
塑料特性一.ABS塑料(丙烯腈-丁二烯-苯乙烯)( 英文名称:Acrylonitrile Butadiene Styrene 比重:1.05克/立方厘米成型收缩率:0.4-0.7% 成型温度:200-240℃干燥条件:80-90℃ 2小时)(1) 物料性能1、综合性能较好,冲击强度较高,化学稳定性,电性能良好.2、与372有机玻璃的熔接性良好,制成双色塑件,且可表面镀铬,喷漆处理.3、有高抗冲、高耐热、阻燃、增强、透明等级别。
4、流动性比HIPS差一点,比PMMA、PC等好,柔韧性好。
适于制作一般机械零件,减磨耐磨零件传动零件和电讯零件.(2) 成型性能1.无定形料,流动性中等,吸湿大,必须充分干燥,表面要求光泽的塑件须长时间预热干燥80-90度,3小时.2.宜取高料温,高模温,但料温过高易分解(分解温度为>270度).对精度较高的塑件,模温宜取50-60度,对高光泽.耐热塑件,模温宜取60-80度. 3、如需解决夹水纹,需提高材料的流动性,采取高料温、高模温,或者改变入水位等方法。
4、如成形耐热级或阻燃级材料,生产3-7天后模具表面会残存塑料分解物,导致模具表面发亮,需对模具及时进行清理,同时模具表面需增加排气位置。
二.PS塑料(聚苯乙烯)英文名称:Polystyrene 比重:1.05克/立方厘米成型收缩率:0.6-0.8% 成型温度:170-250℃干燥条件:---物料性能电绝缘性(尤其高频绝缘性)优良,无色透明,透光率仅次于有机玻璃,着色性耐水性,化学稳定性良好,.强度一般,但质脆,易产生应力脆裂,不耐苯.汽油等有机溶剂. 适于制作绝缘透明件.装饰件及化学仪器.光学仪器等零件.成型性能1.无定形料,吸湿小,不须充分干燥,不易分解,但热膨胀系数大,易产生内应力.流动性较好,可用螺杆或柱塞式注射机成型.2.宜用高料温,高模温,低注射压力,延长注射时间有利于降低内应力,防止缩孔.变形.3.可用各种形式浇口,浇口与塑件圆弧连接,以免去处浇口时损坏塑件.脱模斜度大,顶出均匀.塑件壁厚均匀,最好不带镶件,如有镶件应预热.三.PMMA塑料(有机玻璃)(聚甲基丙烯酸甲脂)英文名称:Polymethyl Methacrylate 比重:1.18克/立方厘米成型收缩率:0.5-0.7% 成型温度:160-230℃干燥条件:70-90℃ 4小时(1)物料性能透明性极好,强度较高,有一定的耐热耐寒性,耐腐蚀,绝缘性良好,综合性能超过聚苯乙烯,但质脆,易熔于有机溶剂,如作透光材料,其表面硬度稍低,容易擦花. 适于制作透明绝缘零件和强度一般的零件.(2)成型性能1.无定形料,吸湿大,需干燥,不易分解,流动性中等,易发生填充不良,粘模,收缩,熔接痕等.2.宜高压注射,在不出现缺陷的条件下取高料温,高模温,以增加流动性,降低内应力,改善透明性及强度.模具浇注系统表面应光洁,脱模斜度大,顶出均匀.同时设排气口,以防出现起泡.四.POM塑料(聚甲醛)英文名称:Polyoxymethylene(Polyformaldehyde) 比重:1.41-1.43克/立方厘米成型收缩率:1.2-3.0% 成型温度:170-200℃干燥条件:80-90℃ 2小时(1)物料性能综合性能较好,强度、刚度高,减磨耐磨性好,吸水小,尺寸稳定性好,但热稳定性差,易燃烧,在大气中暴晒易老化。
常见塑胶料特性
常见塑胶料特性
1.ABS具有良好的电镀性,制品表面光洁度好。
收缩率小,尺寸稳定
2. MBS—透明ABS、聚甲基丙烯酸酯—丁二烯—苯乙烯共聚物。
主要性质:透明、韧性好、耐酸碱、流动性好、易于成型着色、尺寸稳定。
3. SBS—K料(透明)。
丁二烯与本乙烯聚合物(KR01、KR03)。
主要性质:透明、较好
弹性、方便成型。
4. 聚丙烯(PP)良好流动性及成型性、表面光泽、化学稳定性高,不溶于有机溶剂、喷油、
烫、及粘结困难,成型收缩率大(1.6%)尺寸较不稳定、胶件易变形、缩水
5. 聚氯乙烯(PVC)难燃自熄、热稳定性差
6.聚甲醛(POM赛钢)具有综合力学性能、硬度刚性较高、耐冲击性好且具有优良的耐磨性及自润滑性。
7. 聚乙烯(PE)“花料” 流动性好,成型温度范围广,易于成型
8. 聚碳酸酯(PC)(价钱最贵)外观透明,刚硬带韧性、燃烧慢、离火后慢熄,耐冲击性
是塑料中最好的,成型收缩率小(0.5~~0.7%)成品精度高、尺寸稳定性高。
9. 聚酰胺(PA)尼料:尼龙具有良好的韧性,耐磨性,耐劳性、自润滑性和自熄性,低温
性能好,冲击强度高,并具有很高抗拉强度,弹性好。
10. PS 缩水率千分之5 可用做透明材料,但是比较脆,但是价格便宜。
最全的塑胶材料特性
密度小,是常用塑料中较轻的一种。强度、硬度、刚度和耐热性均优于低压聚乙烯,可在100~120℃长期使用,几乎不吸水,并有较好的化学稳定性,优良的高频绝缘性,且不受温度影响。但低温脆性大,不耐磨,易老化
表1塑料性能—种类推荐表
表2常用热塑性塑料性能与用途
表3常用热固性塑料性能与用途
表4塑料的燃烧特征
表5塑料的密度、色相、耐热温度和成型性
表6常用塑料的脱模斜度推荐值
表7常用塑料的收缩率
表8塑料工艺方法选用参考
表9塑料加工工艺方法用制品设计指南
表1塑料性能—种类推荐表
尼龙
脲醛、酚醛、聚苯乙烯、聚乙烯、聚丙烯、PVC
几乎能耐所有化学药品的腐蚀;良好的耐老化性及电绝缘性,不吸水;优异的耐高、低温性,在-195~250℃可长期使用;摩擦因数很小,有自润滑性。但不能热成型,只能烧结成型,高温时分解有害气体,价格较高
制作耐蚀件、减摩耐磨件、密封件、绝缘件,如高频电缆、电容线圈架以及化工反应器、管道等
双酚A型:有优良的耐热、耐寒、耐候性,抗蠕变及尺寸稳定性,强度高,优良的电绝缘性,化学稳定性高,可在-100~+150℃长期使用。但耐紫外线较差,成型温度高
氟塑料、尼龙、聚甲醛
三聚氰胺、玻纤或纤维素增强酚醛、聚酰亚胺、环氧
酚醛、环氧、PC、ABS
PE、PP、氟塑料、PPS、聚烯烃、热塑性聚酯、聚苯醚、PS、PC(玻纤或碳纤维增强PC)
PE、有机硅、PVC、热塑性弹性体、聚氨酯、乙稀醋酸酯
环氧、玻纤或碳纤维增强尼龙、聚氨酯、玻纤增强热塑性聚酯、聚对苯二甲酰胺、PEEK、碳纤维增强PC、PEI、PES
各种塑料特性介绍
各种塑料特性介绍各种塑料特性介绍塑料是一种由高分子有机化合物构成的材料。
由于其可塑性和耐腐蚀性,塑料已经成为现代工业中不可或缺的材料。
不同种类的塑料材料具有不同的特性,以下是各种塑料的特性介绍。
1. 聚乙烯(PE)聚乙烯是一种相对便宜的塑料,由于其高密度和低密度两种,因此可以用于许多不同的应用中。
聚乙烯具有很高的韧性和耐弯曲性,因此常用于制作瓶子、缠绕膜和食品包装。
它是一种光滑和耐用的材料,但也容易受到紫外线和氧化的影响。
2. 聚氯乙烯(PVC)聚氯乙烯是一种常见的热塑性塑料,常用于制作管道、绝缘材料和地板。
PVC具有较高的耐磨性和耐热性,可承受高温和低温。
不过,PVC也具有一定的脆化性和可燃性,容易与其他化学品发生反应产生有害物质,因此需要谨慎使用。
3. 聚丙烯(PP)聚丙烯是一种较硬的塑料材料,具有高强度、高硬度和耐腐蚀性。
聚丙烯广泛用于制作桶、容器、板材和塑料胶带等。
它是一种透明的材料,不过对紫外线存在一定的敏感性。
4. 聚苯乙烯(PS)聚苯乙烯是一种容易加工和可控的塑料材料,具有较高的透明度和严格的尺寸测量能力。
聚苯乙烯常用于制作塑料餐具、饮料杯或其他一次性餐具。
但聚苯乙烯的缺点是其容易碎裂和变形,而且对热和溶剂敏感。
5. 聚酰胺(PA)聚酰胺是一种强度较高的热塑性塑料材料,也被称为尼龙。
尼龙是一种轻便和优质的材料,广泛应用于车辆和飞机制造、电缆制造和家具制造。
尼龙具有高拉伸强度和耐磨性,但也容易收缩和吸水。
6. 聚碳酸酯(PC)聚碳酸酯是一种优质、坚硬和耐高温的塑料材料。
由于其透明度高,广泛用于制作汽车灯罩、电视机外壳、医疗器械和安全眼镜。
PC具有优异的抗冲击性能,但其价格相对较高。
7. 聚丙烯酸(PPA)聚丙烯酸是一种高性能塑料材料,具有高温、耐化学腐蚀和抗变形性能。
聚丙烯酸牢固性强,可用于汽车、航空航天、电子和医疗器械等领域。
但其温度太低会导致脆化,使用范围相对较窄。
以上是部分常见塑料材料的特性介绍,塑料材料非常广泛,其品种繁多,应用场景多样化。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
常用塑胶材料的特性及使用范围一、丙烯腈-丁二烯-苯乙烯(ABS)(乳白色半透明)优点:1.力学性能和热性能均好,乳白色半透明,硬度高,表面易镀金属2.耐疲劳和抗应力开裂、冲击强度高3.耐酸碱等化学性腐蚀4.加工成型、修饰容易缺点:1.耐候性差2.耐热性不够理想,3.拉伸率底主要应用范围:机器盖、罩,仪表壳、手电钻壳、风扇叶轮,收音机、电话和电视机等壳体,部分电器零件、汽车零件、机械及常规武器的零部件改性的ABS共聚物:将ABS加入PVC中,可提高其冲击韧性、耐燃性、抗老化和抗寒能力,并改善其加工性能;将ABS与PC共混,可提高抗冲击强度和耐热性;以甲基丙烯酸甲酯替代ABS 中丙烯腈组分,可制得MBS塑料,即通常所说的透明ABS。
ABS/NYLON耐热及抗化学性、流动性佳、低温冲击性、低成本主要用于汽车车身护板、引擎室零组件、连接器、动力工具外壳ABS/PVCPVC增加防火性、降低成本ABS提供耐冲击性主要用于家电用品零组件、事务机器零组件ABS/PC增加ABS耐热尺寸安定性、改善PC低温、后壁耐冲性、降低成本主要用于打字机外壳、文字处理器、计算机设备之外壳、医疗设备零组件、小家电零组件、电子模具设计1.排气为防止在充模时出现排气不良、灼伤、熔接缝等缺陷,要求开设深度不大于0.04mm的排气槽。
壁厚0.8 mm至3.2 mm之间,典型的壁厚约在2.5mm左右,3.8以上需要结构性发泡。
圆角最小在厚度的25%,最适当半径在厚度的60%。
收缩率:0.4%-0.7%一般取0.5%加强筋:高<3T 宽度0.5T 筋间距>2T 脱模角:0.5°-1.5°支柱加强筋高度4T,可达支柱高度的90%,宽度0.5T,长度2T,支柱:外经是内径2倍二、聚乙烯(PE)优点:1、柔软、无毒、透明易染色.2、耐冲击、耐药品,绝缘性佳。
缺点:1、不易押出、不易贴合2、热膨胀系数高4、耐温性差用途:HDPE主要用于具有一定硬度和韧性的场合,如水管、燃气管,工业用化学容器、重包装袋和购物袋、洗发水瓶等。
LDP E绝缘体、胶管、胶布、胶膜、农用薄膜最小壁厚0.5mm(LDPE),0.9mm(HDPE)(0.5-7.6mm一般1.6mm)收缩率:HDPE 1.5%-3.5%取2% LDPE 1.5%-3%取1.5%三、聚丙烯(PP)优点:1.半透明、刚硬有韧性.抗弯强度高,抗疲劳、抗应力开裂2.质轻,无毒、无味,耐高温、绝缘性佳。
(0.9G/cm3)缺点1、在0℃以下易变脆,不易接合;2、耐候性差,易被紫外线分解、易氧化3、收缩率大(1%-3%)、尺寸稳定性较差,不适合用于制作高精密度零件壁厚:0.6mm-7.6mm 一般取值2mm`用途:化工容器、洗脸盆、管道、泵叶轮、接头,绳索、打包带,透明的瓶类,绝缘材料、汽车配件模具设计:1).成型收缩率大,选择浇口位置时应满足熔体以较平衡的流动秩序充填型腔,确保制品各个方向的收缩一致。
2).带铰链的制品应注意浇口位置的选择,要求熔体的流动方向垂直于铰链的轴心线。
3).由于PP的流动性较好,排气槽深度不可超过0.03mm。
四、尼龙66(PA66)(Nylon透明)优点:1.在较宽的温度范内仍有较高的强度、韧性、刚性和低摩擦系数2.耐磨性好,具有自润滑性和自熄性3.耐油和许多化学试剂和溶剂(不包括硫酸)。
缺点:1.吸湿性高2.在干燥的环境下冲击强度降低3.加工成型工艺不易控制。
收缩率:(1.0-2.5)%PA6(0.7%-1.5%)壁厚:0.4mm-3.2mm一般取1.6mm 用途:电子电器:连接器、卷线轴、计时器、护盖断路器、开关壳座汽车:散热风扇、门把、油箱盖、进气隔栅、水箱护盖、灯座工业零件:齿轮、凸轮、蜗轮、轴套、轴瓦、椅座、自行车输框、溜冰鞋底座、踏板、滑输。
五、聚甲醛(POM)为结晶性热可塑性塑料,具明显熔点165~175℃,性质最接近金属,一般称其为塑钢优点:1、具有高的机械强度、刚性,环境抵抗性,、反覆冲击性;2、具有良好尺寸稳定性、弹性、自润滑性和耐磨性。
3、耐温性佳(-40℃~120℃)介电性好,耐有机溶剂性好.缺点:1、长时间高温下易热分解;2、无自熄性、抗酸性差;3、成形收缩率大。
收缩率:(1.8-2.6)%壁厚:0.4mm-3.2mm,一般取1.6mm用途:电子电器:洗衣机、果汁机零件、定时器组件汽车:车把零件、电动窗零件工业零件:机械零件、齿轮、把手、玩具、螺杆六、聚碳酸酯(PC/防弹玻璃胶)高透明性,非结晶性热塑性塑料。
优点:1、具有高的机械强度,耐冲击,耐疲劳性,有很好的韧性和抗懦变性。
2、透明性高、无毒无味易染色;3、耐候性、耐热性好,绝缘性佳;4、成形收缩率低(0.5%~0.7%)、尺寸稳定性好。
缺点:1.耐溶剂性差2.有应力开裂现象3.长期浸在沸水中易水解4.疲劳强度差收缩率:0.5%~0.7% 壁厚:0.1mm-9.5mm 一般取2.4mm加强筋:高<3T,厚度0.5-0.7T,筋间距>2.5T,底部圆角1/4T,脱模角0.5°单边用途:电子电器:CD片、开关、家电外壳、信号筒、电话机汽车:保险杆、分电盘、安全玻璃工业零件:照相机本体、机具外壳、安全帽、潜水镜、安全镜片、耐冲击航空玻璃等七、聚氯乙烯(PVC)透明、未加可塑剂前,PVC为一坚硬之塑料,耐湿性佳,但亦被酮类、酯类溶剂分解优点:1、尺寸安定性佳2、低成本3、耐候性佳4、加不同比例之可塑剂,可轻易调整软硬度缺点:1、耐化性差2、耐温性差3、密度较一般塑料类为高4、热分解后会产生氯化氢用途电线槽、下水管道、绝缘的电线包层、容器、人造皮、地板材料、收缩膜、玩具硬质、半硬质产品,透明片材,板材、管件、注塑接头、阀、零件、容器等。
性质:1、粘数、K值和平均聚合度指数指标可任选其一,本企业标准以平均聚合度为准。
2.增塑剂吸收量、0.063mm筛余物、白度(160℃,10min)和水萃取物电导率为型式检验项目中的抽检项目,连续正常生产符合标准规定指标,每季度抽检一次。
八、聚甲基丙烯酸甲酯(PMMA)高透明性,非晶体聚合物,92%光线穿透率,热变性温度介于74°C~102°C间优点:1、高光学透明性2、耐候性好、刚硬、易染色缺点:1、耐化学性差2、长期使用温度最高93°C3、应力集中处易碎化。
用途:电气:灯罩、透明板机械:防风玻璃、汽车零件建筑:窗玻璃、标示牌、广告灯灯座日用:光学透镜、硬式隐形眼镜、纽扣及装饰品。
生产厂家:汽机车指示灯外壳、太阳眼镜片、电子表面外壳。
特性:耐热型射出级、能耐高温、热变形温度高达100°C、机械性强耐。
用途:用于电子铭板,一般音响面板;日用家庭器具,及造形特殊难于射出成型加工的装饰品。
九、聚苯乙烯(PS\GPS\硬胶)透明,非晶体聚合物,成型后收缩率小于0.6低密度特性使产量大于一般料之20%到30%优点:1、成本低。
2、透明可染色。
3、尺寸安定特性。
4、高刚性,耐水耐药品性佳、绝缘性佳。
缺点:1、不耐冲击,易碎裂;2、耐温差加强筋:高<3T,厚度0.5-0.7T,筋间距>2.5T,底部圆角1/4T,脱模角0.5°单边用途:电气:收音机外壳,绝缘物机械:汽车尾灯、冷冻库壁建筑:百叶窗、隔热板、天花板、壁材日用:杯子、容器、牙刷、玩具、梳子、圆珠笔等以PS为基质,与不同单体共聚或与共聚体、均聚体共混,可制得多种改性体。
高抗冲聚苯乙烯(HIPS)、苯烯腈-苯乙烯共聚体(SAN)等等。
HIPS(0.4%-0.6%)它除了具有聚苯乙烯易于着色、易于加工的优点外,还具有较强的韧性和冲击强度、较大的弹性。
SAN具有较高的耐应力开裂性以及耐油性、耐热性和耐化学腐蚀性。
模具设计:1.PS的热胀系数与金属相差较大,在PS制品中不宜有金属嵌件,否则当环境温度变化时,制品极易出现应力开裂现象。
2.因PS性脆易裂,故制品的壁厚应尽可能均匀,不允许有缺口、尖角存在,厚薄相连处要用较大的圆弧过渡,以避免应力集中。
3.为防止制品因脱模不良而开裂或增加内应力,除了选择合理的脱模斜度外,还要有较大的有效顶出面积、有良好的顶出同步性。
4.PS对浇口形式无特殊要求,仅要求在浇口和制品连接处用较大的圆弧过度,以免在去浇口时损伤制品。
十、饱和聚酯对苯二甲酸乙酯(PET)性质:为结晶性热可塑性塑料,具明显熔点245~260℃,在室温下有优良之机械性能及耐摩擦、磨耗性能。
但因Tg低所以其热机械性能差,一般都添加玻纤以提高耐热及机械性能。
优点:1、尺寸安定性佳。
2、机械性能优异。
3、潜变性小。
4、电气特性佳5、耐候性优。
6、耐有机熔剂、油及弱酸。
7、耐气性耐水性好。
8、具自熄性缺点:1、机械性质具有方向性、流动性较高。
2、结晶速度较慢3、干燥及加工条件要求严格十一、聚硫化二甲苯( PPS )性质:非晶体,融点为285℃,Tg为85℃优点:1、耐热。
2、难溶解。
3、耐药品性。
4、耐燃性缺点:成形时易产生毛边用途:1、电器、电子:连接器、线圈架2、工业用品:表壳、洗涤用工具、计算机及OA零件3、汽车领域:各种感应器、化油器、电子控制零件试模中常见问题和解决办法试模时若发现塑件不合格或模具工作不正常﹐就需找出原因﹐调整或修理模具﹐至模具工作正常﹐试件合格为止。
塑料模试模中常见问题及调试方法见下表﹐供参考﹕问题1.主浇道粘模?方法与顺序;1拋光主浇道→2喷嘴与模具中心重合→3降低模具温度4缩短注射时间→5增加冷却时间→6检查喷嘴加热圈→7拋光模具表面→8检查材料是否污染.问题2.塑件脱模困难?方法与顺序;1降低注射压力→2缩短注射时间→3增加冷却时间→4降低模具温度→5拋光模具表面→6增大脱模斜度→7减小镶块处间隙问题3.尺寸稳定性差?方法与顺序;1改变料筒温度→2增加注射时间→3增大注射压力→4改变螺杆背压→5升高模具温度→6降低模具温度→7调节供料量→8减小回料比例问题4.表面波纹?方法与顺序;?1调节供料量→2升高模具温度→3增加注射时间→4增大注射压力→5提高物料温度→6增大注射速度→7增加浇道与浇口的尺寸问题5.塑件翘曲和变形方法与顺序;?1降低模具→2降低物料温度→3增加冷却时间→4降低注射速度→5降低注射压力→6增加螺杆背压→7缩短注射时间问题6.塑件脱皮分层方法与顺序;1检查塑料种类和级别→2检查材料是否污染→3升高模具温度→4物料干燥处理→5提高物料温度→6降低注射速度→7缩短浇口长度→8减小注射压力→9改变浇口位置→10采用大孔喷嘴问题7.银丝斑纹方法与顺序;?1降低物料温度→2物料干燥处理→3增大注射压力→4增大浇口尺寸→5检查塑料的种类和级别→6检查塑料是否污染问题8.表面光泽差?方法与顺序;?1物料干燥处理→2检查材料是否污染→3提高物料温度→4增大注射压力→5升高模具温度→6拋光模具表面→7增大浇道与浇口的尺寸问题9.凹痕方法与顺序;?与浇口?1调节供料量→2增大注射压力→3增加注射时间→4降低物料速度→5降低模具温度→6增加排气孔→7增大浇道尺寸→8缩短浇道长度→9改变浇口位置→10降低注射压力→11增大螺杆背压问题10.气泡方法与顺序;?1物料干燥处理→2降低物料温度→3增大注射压力→4增加注射时间→5升高模具温度→6降低注射速度→7增大螺杆背压问题11.塑料充填不足方法与顺序;?1调节供料量→2增大注射压力→3增加冷却时间→4升高模具温度→5增加注射速度→6增加排气孔→7增大浇道与浇口尺寸→8增加冷却时间→9缩短浇道长度→10增加注射时间→11检查喷嘴是否堵塞问题12.塑件溢边方法与顺序;?1降低注射压力→2增大锁模力→3降低注射速度→4降低物料温度→5降低模具温度→6重新校正分型面→7降低螺杆背压→8检查塑件投影面积→9检查模板平直度→10检查模具分型面是否锁紧问题13.熔接痕方法与顺序;??1升高模具温度→2提高物料温度→3增加注射速度→4增大注射压力→5增加排气孔→6增大浇道与浇口尺寸→7减少脱模剂用量→8减少浇口个数问题14.塑件强度下降方法与顺序;??1物料干燥处理→2降低物料温度→3检查材料是否污染→4升高模具温度→5降低螺杆转速→6降低螺杆背压→7增加排气孔→8改变浇口位置→9降低注射速度问题15.裂纹方法与顺序;??1升高模具温度→2缩短冷却时间→3提高物料温度→4增加注射时间→5增大注射压力→6降低螺杆背压→7嵌件预热→8缩短注射时间问题16.黑点及条纹方法与顺序;?1降低物料温度→2喷嘴重新对正→3降低螺杆转速→4降低螺杆背压→5采用大孔喷嘴→6增加排气孔→7增大浇道与浇口尺寸→8降低注射压力→9改变浇口位置。