常用塑胶材料特性大全世界通用版
常用塑胶材料的特性

常用塑胶材料的特性
塑料名称:GPPS(通用硬胶)
y方形,细少
圆形,细少(结晶性)
常用塑胶材料名称与特性
塑胶材料化学及物理性能
注:PVC,PA,PMMA,PC燃烧自动熄灭。
塑料类别与特性
HIPS 通用级
高光泽
高光泽+高冲击级
防火级FR-V0,FR-V2
PE
通用级
吹膜级
食物标签级
防紫外线级
PP
通用共聚级CO-POLYMER
均聚级HOMEPOLYMER
透明级RANDOM COPOLYMER
高结晶级HIGH CRYSTALLINITY
吹塑级
防火级FR-V2,FR-V0
.玻纤增强级
耐热级
矿物级
滑石级
透明级
ABS
通用级
电镀级
防火级FRV0,FRV2
防火FRV0+玻纤增强级
高流量级
耐热级
永久防静电级
透明级
透明+抗紫外光级
透明+防火FRV0.
PMMA
耐热级
耐冲击级
高流量级
PA6
防火FRV0,FRV2.
玻纤增强+耐热级
玻纤增强+耐热级+耐冲击级PA12
弹性级
抻出级
玻璃珠级
玻璃增强级
透明耐冲击级
透明级
PA66
防火级FRV0,V2
防为V0级+红磷级
防火FRV0+玻纤增强级
防为V0级+红磷+玻纤增强级PBT/PET
防为V0级+玻纤增强+高光泽级
PC
通用级
食用标签级
防火级FRV0,V2
防火FRV0+玻纤增强级
抗紫外光级
电镀级。
常用塑胶性能简介

5.PBT 聚对苯二甲酸丁二醇酯
典型应用范围:
家用器具(食品加工刀片、真空吸尘器元件、电风扇、头发干燥机壳体、咖啡器皿等),电器元件(开关、电机壳、保险丝盒、计算机键盘按键等),汽车工业(散热器格窗、车身嵌板、车轮盖、门窗部件等)。
注塑模工艺条件:
干燥处理:这种材料在高温下很容易水解,因此加工前的干燥处理是很重要的。建议在空气中的干燥条件为120℃,6~8小时,或者150℃,2~4小时。湿度必须小于0.03%。如果用吸湿干燥器干燥,建议条件为150℃,2.5小时。
典型应用范围:
齿轮箱、汽车保险杠以及要求具有抗化学反应和耐腐蚀性、热稳定性、抗冲击性以及几何稳定性的产品。
3.PA12 聚酰胺12或尼龙12
典型应用范围:
水量表和其他商业设备,电缆套,机械凸轮,滑动机构以及轴承等。
注塑模工艺条件:
干燥处理:加工之前应保证湿度在0.1%以下。如果材料是暴露在空气中储存,建议要在85℃热空气中干燥4~5小时。如果材料是在密闭容器中储存,那么经过3小时温度平衡即可直接使用。
熔化温度:260~340℃。
模具温度:70~120℃。
注射压力:尽可能地使用高注射压力。
注射速度:对于较小的浇口使用低速注射,对其它类型的浇口使用高速注射。
化学和物理特性:
PC是一种非晶体工程材料,具有特别好的抗冲击强度、热稳定性、光泽度、抑制细菌特性、阻燃特性以及抗污染性。PC的缺口伊估德冲击强度(otched Izod impact stregth)非常高,并且收缩率很低,一般为0.1%~0.2%。PC有很好的机械特性,但流动特性较差,因此这种材料的注塑过程较困难。在选用何种品质的 PC材料时,要以产品的最终期望为基准。如果塑件要求有较高的抗冲击性,那么就使用低流动率的PC材料;反之,可以使用高流动率的PC材料,这样可以优化注塑过程。
常用塑胶材料特性
塑胶常识 ??2008-01-27 22:11 ??阅读157???评论0 ?字号:大中小李弢的常用塑胶材料之识别PVC料:化学名聚胜氯乙烯,物料很软,离开火源会自动熄灭,燃烧时火焰黄色,绿边,黄绿白烟,有氯气味。
容易出现的问题---缺胶,披峰,缩水,夹水纹,油污,烧焦等。
(注:要度硬度)HIPS料:化学名聚苯乙烯,啤件表无光泽(无ABS光亮),断口无白色状,强度比ABS差,表面也不比ABS硬(用刀切可感觉到),容易燃烧(但不及ABS),燃烧时橙黄色火焰,浓浓黑烟有气泡产生(ABS无),有淡淡香味,离开火源可继续燃烧。
GP料:即GPPS,容易出现的问题---表面不透明,困气,缺气,擦花等。
啤件透明度极高,很脆,其他特性HIPS相似。
ABS料:容易出现的问题---困气,气泡,混色,顶裂,闭孔,模印,拖花,缺胶。
啤件表面光亮,硬(相对HIPS料),强度高,折口成白色状,手摸啤伯表面光滑,极易燃烧,火焰黄色,冒黑烟,有熔液下滴,有糊臭味,离火可继续燃烧。
PP料:化学名聚丙烯,又名百折胶。
容易出现的问题—哑色,料脆,料花,缺胶,缩水等。
物料稍软,不易折断,比重轻,可浮于水面,手摸啤件表面有触觉感,极易燃烧,离开火源可自烯,火焰蓝色,黄顶,少许白烟,会发涨有熔液下滴,石油味,似煤。
PE料:化学名聚乙烯,啤件较PP料软,不易折断,可浮于水面,燃烧时火焰为蓝色,黄色,极易燃烧,离火不会自熄,无烟,有熔液下滴,会发涨,有石蜡气味(此黑点与PP料特别不同)。
POM料:俗名赛钢。
容易出现的问题---缺胶,烧焦,温度过高变形,缩水等。
啤个软硬,较脆,易折断,可以燃烧,离开火源可自燃,火焰呈清晰之蓝色,无烟,有熔液下滴,气味有毒特别刺鼻,会令人流泪(这是此最大特点)。
PA料:化学名聚酰,又名尼龙。
容易出现的问题---变形,缩水,缺胶,混色,混点等。
最不易折断(特别是用水煲过之后),手摸啤件有角蜡之感,火焰蓝色,黄顶,有泡沫,有一股烧焦羊毛味,离开火源,会自动熄灭。
所有塑胶原料特性汇总
所有塑胶原料特性汇总 Revised as of 23 November 2020塑料原材料技术特性一、目录:1、2、3、4、5、6、7、8、9、10、11、12、13、14、15、16、17、18、19、20、21、22、ABS塑料(丙烯腈-丁二烯-苯乙烯)英文名称:Acrylonitrile Butadiene Styrene比重:克/立方厘米成型收缩率:成型温度:200-240℃干燥条件:80-90℃ 2小时PS 塑料(聚苯乙烯)英文名称:Polystyrene比重:克/立方厘米 成型收缩率: 成型温度:170-250℃ 干燥条件:---PMMA 塑料(有机玻璃)(聚甲基丙烯酸甲脂)英文名称:Polymethyl Methacrylate比重:克/立方厘米成型收缩率: 成型温度:160-230℃ 干燥条件:70-90℃ 4小时POM 塑料(聚甲醛)英文名称:Polyoxymethylene(Polyformaldehyde)比重:克/立方厘米 成型收缩率: 成型温度:170-200℃ 干燥条件:80-90℃ 2小时PP塑料(聚丙烯)英文名称:Polypropylene比重:克/立方厘米成型收缩率:成型温度:160-220℃干燥条件:---(聚乙烯)英文名称:Polyethylene比重:克/立方厘米成型收缩率:成型温度:140-220℃干燥条件:---聚氯乙烯PVC英文名称:Poly(Vinyl Chloride)比重:克/立方厘米成型收缩率:成型温度:160-190℃干燥条件:---PA塑料(尼龙)(聚酰胺)英文名称:Polyamide比重:克/立方厘米克/立方厘米克/立方厘米成型收缩率: 成型温度:220-300℃干燥条件:100-PC塑料(聚碳酸脂)英文名称:Polycarbonate比重:克/立方厘米成型收缩率:成型温度:230-320℃干燥条件:110-120℃ 8小时PPO塑料(MPPO)(聚苯醚)英文名称:poly(phenylene oxide)比重:克/立方厘米成型收缩率:成型温度:260-290℃干燥条件:130℃ 4小时PSU塑料(聚砜)英文名称:Polysulfone比重:克/立方厘米成型收缩率:成型温度:290-350℃干燥条件:130-150℃ 4PTFE塑料(F4)(聚四氟乙烯)英文名称:Polytetrafluoro ethylene比重:克/立方厘米成型收缩率:成型温度:330-380℃干燥条件:---ASA塑料(丙烯酸-苯乙烯-丙烯睛)英文名称:Acrylonitrile Styrene acrylate copolymer比重:克/立方厘米成型收缩率:成型温度:170-230℃干燥条件:80-90℃ 2小时PPS塑料(聚苯硫醚)英文名称:Phenylene sulfide比重:克/立方厘米成型收缩率:% 成型温度:300-330℃干燥条件:---ETFE塑料(聚四氟乙烯-乙烯共聚物)英文名称:Polytetrafluoro ethylene比重:克/立方厘米成型收缩率:成型温度:300-330℃干燥条件:---PFA塑料(可溶性聚四氟乙烯)英文名称:Polytetrafluoro ethylene比重:克/立方厘米成型收缩率:成型温度:350-400℃干燥条件:---PAR 塑料 (U 塑料)(聚芳脂)英文名称:比重:克/立方厘米 成型收缩率:% 成型温度:300-350℃ 干燥条件:100~120℃-5小时酚醛塑料 英文名称:Phenol-Formaldehyde(PF)比重:克/立方厘米 成型收缩率: 成型温度:150-170℃ 氨基塑料英文名称:MF,UF比重:克/立方厘米 成型收缩率: 成型温度:160-180℃环氧树脂(EP)英文名称:Epoxide Resin比重:克/立方厘米成型收缩率:% 成型温度:140-170℃有机硅塑料(IS)英文名称:Silicone比重:克/立方厘米成型收缩率:% 成型温度:160-180℃22 塑胶料不良处理方法。
最全的塑胶材料特性
性能可通过改变三种单体的含量来调整。有高的冲击韧度和较高的强度,优良的耐油、耐水性和化学稳定性,高的电绝缘性和耐寒性,高的尺寸稳定性和一定得耐磨性。表面可以镀饰金属,易于加工成型,但长期使用易起层
半透明~不透明着色范围广泛
82~100
优
非填充
0.90~0.091
透明~不透明着色范围广泛
121~160
优
耐冲击型
0.90~0.91
透明~不透明着色范围广泛
93~160
优
硬质
1.35~1.45
透明~不透明(适合)光率80%~88%)着色范围广泛
66~79
良~优
软质
1.16~1.35
透明~不透明(适光率80%~88%)着色范围广泛
热固性层压制品
三聚氰胺、脲醛、酚醛
PE、PC、氟塑料
PS、氟塑料、PP
PE、PP、有机硅、已烯醋酸乙酯
PES、玻纤增强PC、玻纤增强PP、热塑性聚酯、聚醚酰亚胺、乙烯酯、聚醚醚酮、环氧、聚酰亚胺
PPS、环氧、玻纤增强酚醛、玻纤增强尼龙、聚酰亚胺、对苯二甲酸二烯丙酯、聚对苯二甲酰胺、热塑性聚酯
玻纤增强聚氨酯、环氧、碳纤维增强尼龙、玻纤增强PPS、聚对苯二甲酰胺、PEEK、碳纤维增强PC等
常用的有尼龙6、尼龙66、尼龙610、尼龙1010等。用于制造要求耐磨、耐蚀的某些承载和传动零件,如轴承、齿轮、滑轮、螺钉、螺母及一些小型零件;还可以作高压耐油密封圈,金属表面的防腐耐磨涂层
透明性好,可透过99%以上太阳光;着色性好,有一定强度,耐紫外线及大气老化,非常耐腐蚀,优良的电绝缘性能,可在-60~+100℃使用。但质较脆,溶于有机溶剂中,表面硬度不高,易擦伤
常用塑胶材料特性
用开畅式延伸式喷嘴,注塑速度中高速。
5.冷却速度快,模具浇注系统应以粗,短为原则,宜设 冷料穴,浇口宜取大,如:直接浇口,圆盘浇口或扇 形浇口等,但应防止内应力增大,必要时可采用调整
式浇口。模具宜加热,应选用耐磨钢。
却处理以消除内应力:100度0.5-2H 冷却。
与其他树脂相溶性差,耐疲劳强度底较易产生应力开 裂,其制品可在-100~130度内使用。PC料燃烧时,火焰 呈黄色,黑烟,发出花果臭的气味PC料制品须进行后冷
却处理以消除内应力:100度0.5-2H 冷却。
具有较高的表面硬度,较高的刚性和韧性,也有较高的 抗应力开裂能力;它的机械性能介于两者之间
透光率达 92%
NA
用塑料特性一览表
性能
综合性能较好,冲击韧性,机械强度较高,尺寸稳定, 耐化学性;易于成型和机械加工,与372有机玻璃的熔 接性良好,可做双色成型塑件,且表面可镀铬硬而韧, 拉伸强度高,其制品可在-40~101度内使用。其弯曲强 度和压缩强度及表面强度较差其弯曲强度和压缩强度及
表面强度较差耐热耐低温不高。
5.注射压力高于聚苯乙烯。用柱塞式注射成型时,料 温为180~230度, 6.注射压力为(1000~1400)X100000 Pa。用螺杆式注 射机成型时,(560-1760kgf.lb/cm2) 7.料温为160~220度,注射压力为(700~1000) X100000 Pa。成型周期15-60S。
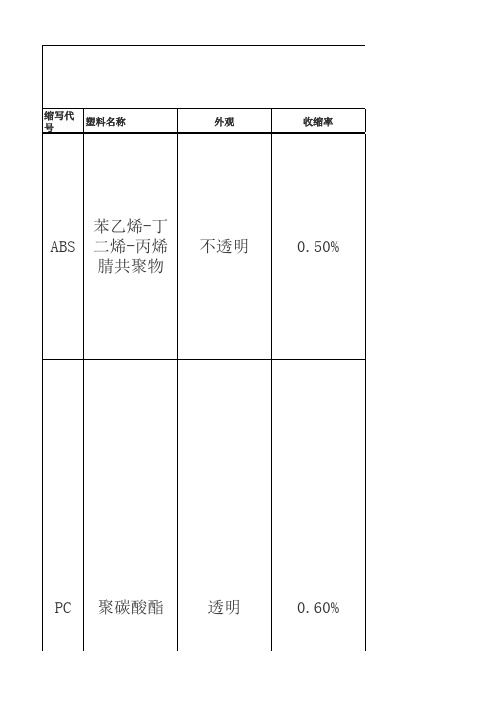
缩写代 号
塑料名称
外观
收缩率
苯乙烯-丁 ABS 二烯-丙烯
腈共聚物
不透明
0.50%
PC 聚碳酸酯
塑胶材料的特性及常见缺陷和处理方法
一.常用塑胶材料的特性1.ABS料特性1.1ABS无毒无味/不透明/带浅象牙色/无定形集合物,缺口效应比较优越,机械强度高/抗冲击/抗蠕变/耐磨/受温度变化小/耐酸/碱性/油和水/不易燃着/加工性能好,一般耐热90℃.耐热性的ABS还可在110℃-115℃下连续使用,缺点:耐侯性较差,易被有机溶剂溶胀,透明ABS=甲基丙烯酸脂代替丙烯睛(MBS).(适用于:齿轮/轴承/把手/电器机壳/日用品等).1.2(工艺要求)ABS有一定吸湿性,一般在70℃-82℃干燥2-4小时,ABS因为有橡胶成份,过高的加工温度并不会使其流动性增加,而使橡胶分解,一般成型温度在180℃-260℃之间,注射压力与许多因素有关,制品的形状/大/小/厚/薄等.一般来说注塑时流动阻力大,流动压力损失大,选用较多的注射压力.1.3注意事项:ABS在注射成型时,应减少在炮筒内的停留时间,否则会因熔料高温受热时间过长,产生橡胶成分降解和老化,并因高温氧化而变色,ABS树脂可掺入适量的水口料,一般以不超过20%为宜,尤其是对一些要求较高的制品过多水口料会降低物理性能,模具温度视制品结构情况而定,高可至75℃-85℃,注射速度不要太快,螺杆速度回料速度可适当加快.2.尼龙PA2.1优点:机械强度高,韧性好,有较高的抗拉抗压强度,耐疲劳(自行车塑料轮圈)表面光滑,磨擦系数小,耐磨,耐腐蚀如象碱/盐/弱酸/机油/汽油等,无毒抗菌,抗霉,耐热,绝缘性好,制作轻,易染色,易成型.(适用于:机械,汽车,化工,电气装置薄膜等)2.2缺点:易吸水,吸水后尺寸不稳定,机械强度下降,耐光性较差,耐高温性能差,啤塑技术要求严,水分对成型危害甚大,制件不允许有尖角,否则会降底机械强度,杂的产品易产生较大的内应力,使产品变形,歪曲,尼龙是结晶型塑料,具有比较明显的熔点,且熔点较高(160℃-290℃因品种不同而异),熔融温度范围较窄(一般10℃左右)流动性好,但热稳定性差,易降解.2.3(工艺要求)尼龙易吸湿,因此加工时必须干燥处理,一般新料干燥温度90℃-120℃之间,干燥为3小时以上,可掺入适当水口料,(一般以不超过20%为宜)水口料吸湿性更大,干燥时间更长,尼龙易染色.3.POM聚甲醛,结晶型高分子,密度高1.42(尼龙1.15,ABS1.05)具有很高的刚性和很好的机械强度,磨擦力小,在空中有一定吸湿性,吸水后的POM如不干燥将影响其机械强度,对于要求高的制品需干燥,否则不需要干燥,干燥温度80℃左右,时间3小时,易染色,成型温度180℃左右,不宜过高,否则易降解,熔化后粘性小,流动性好.(适用于:轴承,轴套,齿轮,凸轮,泵机,电器,开关等).4.PC料通称聚碳酸酯4.1(主要性能)PC属于聚酯类,PC强硬,坚韧透明,在不同的温度范围下,性质仍保持不变,燃烧较慢,有一定的绝缘性质,加工时绝不能渗入水份,否则塑胶料降质,遇到拉力时塑料容易破裂,不然可以抵抗蠕变,PC的抗冲击力良好,燃烧时会以出中性的热解气体,塑料会烧焦起泡,PC不易着火,移离火焰后即熄灭,发出稀薄的苯酚气味,火焰呈黄色,发光但乌黑.4.2(工艺要求)加工时需以120℃烘干2至4小时,使湿度降低0.02%以下,熔胶温度280℃-320℃良好的熔胶不会出现气泡,射料速度越快越好,尤其是薄壁制品.4.3曲型制品,主要用于电子,医学及打磨工程等用途,制品包括注射器封盖眼镜,头盔,相机,风筒等,又可制造镭射唱碟,因为PC符合尺寸稳定,表面平滑,低内部应用力及定向性的要求.5.GP料特性5.1 GP通称聚苯乙烯,坚硬,非常光滑透明,有良好的绝缘性,易碎,易燃,易老化,易注塑加工,燃烧发出乌黑的蓝色火焰及气味(典型制品玩具,容器,录音带盒,照明灯具,文具,日用品等).5.2(工艺要求)GP一股成型温度在180℃-230℃,一般是可以抗热的,但在机筒内加热太久会变色.6.476料特性6.1 476通称增韧聚苯乙烯,不碎胶,坚硬,易燃,易老化,易注塑成型加工,燃烧发出乌黑的黄色火焰及气味,火焰熄灭后,气味尤其显著,(典型制品玩具,日用品,收音机壳等).6.2(工艺要求)476料一般成型温度在180℃-230℃.7.PP料特性7.1 PP料通称聚丙烯是一种半透明,半晶体的热塑性塑料,收缩性较大,绝缘性良好,经火焰加热后,塑料约在170℃熔化,火焰微弱发光,蓝中带黄.(典型制品,包装胶袋,拉链,日用品,瓶子,带,绳等).7.2 (工艺要求)PP一般成型温度在190℃-230℃,若温度为270℃,机筒滞留时间则不能超过2至3分钟.8.PE料特性8.1 PE料又分HDPE通称高密度聚乙烯LDPE通称低密度聚乙烯.8.2 PE料有更佳的结晶程度,生产出的品种有更高的密度,粘度,坚固性,拉伸力,刚硬性等,但冲击强度较低,有良好的抗动力疲劳,但仍不及PP,收缩性较大,模具温度对收缩程度影响较大,(典型制品,包装胶袋,玩具,水桶,胶花,电线等).8.3(工艺要求)PE一般成型温度在160℃-230℃,当温度为285℃时,机筒滞留时间则不能超过2至3分钟.二.塑胶件常见缺点及处理方法1.0脆裂注塑件在顶出时断裂,或在处理时容易断掉或裂开.1.1.塑机:1.1.1.熔胶温度太低,可适当提高炮筒后端和射嘴的湿度,调整螺杆转速,以获得正确的螺杆表面温度.1.1.2塑料发生降解,引起性能降低,降低炮筒温度和背压.1.1.3填充速度太慢,增加模注塑速度,保持稳定的缓冲料.1.2. 模具1.2.1模具表面太冷,及时增加模具温度.1.2.2流道和浇口太小,在模具填充中产生过度剪切率,使用全圆流道并增加流道和浇口的横截面积.1.3.胶料:1.3.1水口料比例太大,减少水口料的比例.1.3.2有杂料,彻底清洗料斗,炮筒和螺杆,并检查塑料中是否含杂质.2.燃烧痕通常流道尾部,或空气压缩的地方,会出现胶料烧焦现象.2.1.注塑机:2.1.1塑料太热,降低熔胶温度.2.1.2模具填充速度太快,降低注塑速度.2.1.3背压太高,降低背压.2.1.4锁模力太高,轻微降低锁模力.2.1.5塑料炮筒内滞留时间过长,减少成型周期.2.2.模具:2.2.1模具排气不足,检查并清洗排气口.2.2.2浇口太小,增加浇口的深度或宽度.2.3胶料:2.3.1 .塑料粒未彻底烘干,按正确程序烘干塑料.3.粘模注塑件粘在模具内,顶出困难.3.1注塑机:3.1.1模具内塑料过分填充,降低注塑压力,减少注射量,降低料温.3.1.2注射时间过长,减少射胶时间.3.2模具:3.2.1模具表面擦伤,多孔,除去伤点并抛光表面.3.2.2模具的出模角度不足,修改模具,适当加大出模角度.3.2.3顶针位置不当,调整顶出系统3.3胶料:3.3.1塑料润滑不足,适当喷洒脱模剂.4.变形注塑件发生弯曲或变形.4.1注塑机:4.1.1零件在太热顶出,延长冷却时间,降低熔胶和模具温度.4.2模具:4.2.1模具内倒扣太深,减少扣位深度.4.2.2顶针太少或数量不够,增加顶针直径或数量.4.2.3顶针上下左右不均匀,检查弹弓是否断裂,移动是否通畅.4.2.4表面光洁度差,抛光模具表面.5.披锋注塑件边缘有多余的棱角或翅片,通常出现在模具的分型面和孔口处.5.1.1注塑机:注塑压力太大,降低注塑压力,缩短注塑时间,放缓注塑速度.5.1.2给料过多,降低注塑的容量.5.1.3塑料太热,降低熔胶温度.5.2模具:5.2.1注塑压力在模具内分布不均,检查塑件厚度是否均,改良模具.5.2.2投影面积太大,改用锁模力大的注塑机啤货.5.2.3模没有调紧,重新调模.6.银丝注塑件表面某些地方光洁度不一致,出现银色的表面.6.1注塑机:6.1.1熔胶表面温度太高,降低炮筒温度,减缓注射速度.6.1.2塑料在炮筒中滞留太长,减少注射周期.6.2模具:6.2.1模具表面温度太低,提高模具温度.6.2.2模具表面的脱模剂过多,或表面有水分,彻底清洁模具表面.6.3胶料:6.3.1塑料中的水分未烘干,重新烘干,将水分完全清除.7.熔接线注塑产品的熔接线,顶出或使用时易损坏断裂.7.1注塑机:7.1.1塑料温度太低,增加熔胶温度,适当提高背压.7.1.2注塑压力太低,增加注塑压力,保持适当的缓冲料.7.1.3熔胶流得太快或太慢,调整注塑速度.7.2模具:7.2.1使用过多脱模剂,清洁模具,尽量控制使用脱模剂.7.2.2模温太低,增加模具温度.7.2.3模具排气不足,清洗模具,加开排气孔.7.2.4熔接线离浇口的位置太远,改变浇口位置以获得适当的模具填充.7.3胶料:塑料粘度太高而不能填充模具,改用易于流动的塑料级别.8.尺寸差异注塑过程中重量及尺寸差异超过了模具,注塑机,塑料混合的生产能力.8.1注塑机:8.1.1输入炮筒内的塑料不均匀,检查有无充足的冷却水流经料斗喉以保持正确温度.8.1.2炮筒温度流动大,检查热电偶是否搭配.8.1.3注塑压力不稳定,检查缓冲料是否稳定,螺杆头的止逆阀是否漏胶.8.1.4螺杆回料位置不稳定,保证螺杆每次运作时复回位置都是稳定的.8.2模具:8.21浇口部分被堵塞,检查是否有残留物品在孔内,尤其是潜伏式浇口.8.2.2模具温度不一致,检查冷却管道有无堵塞.8.3胶料:8.3.1检查进料量大小的变化,保证细未从水口料中筛选.9.缩水:塑胶件脱模后,表面过度收缩,影响尺寸和强度.9.1注塑机:9.1.1熔融温度过高或过低,调整炮筒温度和螺杆转速以获得正确的螺杆表面温度.9.1.2给料不足,增加注塑量,延长注塑时间,提高注塑压力,加快注塑速度.9.1.3模温过高,降低模具表面温度.9.2模具:9.2.1进料浇口太小,适当增加流道和浇口的直径.9.2.2出模温度过高,增加冷却时间.9.2.3产品壁部太厚或不成比例,用较薄且更统一的壁厚重新设计注塑件,将浇口定位于注塑件最厚的部份.10.表面粗糙注塑件的表面光洁度不一致,有些部份比其它部份更有光泽.10.1注塑机:10.1.1射嘴中有料,检查射嘴是否漏胶,温度是否适当.10.1.2熔胶温度太低,增加熔胶温度.10.1.3注塑件未完全填充,增加注塑量和保压压力.10.1.4锁模力不足,增加锁模力.10.2模具:10.2.1模具温度太低,增加模具温度.10.2.2塑料流动方向急剧的转变,建议在模具内避免尖锐的边缘.10.2.3使用了脱模剂或有胶粉粘附在模具,清洁模具.10.3胶料:塑料含有多余的润滑剂或其它加工辅料,对来料和配料严格把关.。
各种塑胶材质的特性(精)
各种塑胶材质的特性(精)各种塑膠材质的特性~~申请加精⼀.ABS:丙烯睛—丁⼆烯—苯聚合物- t0 t e+ }5 Y& \1.三种成份的作⽤ 1 O" ]+ X2 w- [$ q6 Z/ `/ N丙烯晴(A)——使制品较⾼硬度,提⾼耐磨性耐热性。
丁⼆烯(B)——加强柔顺性,保持材料韧性、弹性及耐冲击强度。
苯⼄烯(S)——保持良好成型性(流动性着⾊性)及保持材料刚性(注根据组分不同派⽣出多种规格牌号)。
: C9 U\9 E! g# }7 Y2.ABS具有良好的电镀性,是所有塑料中电镀性最好的。
3.ABS较GPPS抗冲击强度显著提⾼。
- U4 b* x( C4 O- a3 @- B8 P; g:4.ABS原料浅黄⾊不透明,制品表⾯光洁度好。
5.ABS收缩率⼩,尺⼨稳定。
6 P}, {7 t/ \6.不耐有机溶剂:如溶于酮、醛、酯、及氧化烃⽽形成乳浊流(ABS胶浆)。
7.材料共混性能:1 Y- U6 I- O. e4 h- j# UABS+PVC~~~提⾼韧性,耐燃性,抗⽼化。
' x1 p L: K( k8 F7 ^. [ABS+PC~~~提⾼抗冲击强度,耐热性。
ABS 的成型⼯艺1.成型加⼯前需充分⼲燥,使含⽔率< 0.1%,⼲燥条件温度 85℃,时间3HRS以上。
2.ABS流动性较好,易产⽣啤塑披锋,注射压⼒在70~~100MPa,不可太⼤。
9 z* C( Y/ a0 b8 b7 h( u3.料筒温度不易超过250℃前料筒 160~~~210℃、中料筒170~~~190℃、后料筒 160~~~180℃过⾼温会引起塑胶成份分解、使流动性降低。
4.模温40~~80℃,外观要求⾼,模温也要⾼。
$ W) T6 T* |5 N% s5.注射速度取中、低速为主。
注射⼒80~~130MPa。
6.ABS内应⼒检验:以制品浸⼊煤油中2分钟不出现裂纹为准。
⼆.MBS—透明ABS、聚甲基丙烯酸酯—丁⼆烯—苯⼄烯共聚物。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
常用塑胶材料特性一、丙烯腈-丁二烯-苯乙烯(ABS)(乳白色半透明)优点:1.力学性能和热性能均好,乳白色半透明,硬度高,表面易镀金属2.耐疲劳和抗应力开裂、冲击强度高3.耐酸碱等化学性腐蚀4.加工成型、修饰容易缺点:1.耐候性差2.耐热性不够理想,3.拉伸率底主要应用范围:机器盖、罩,仪表壳、手电钻壳、风扇叶轮,收音机、电话和电视机等壳体,部分电器零件、汽车零件、机械及常规武器的零部件改性的ABS共聚物:将ABS加入PVC中,可提高其冲击韧性、耐燃性、抗老化和抗寒能力,并改善其加工性能;将ABS与PC共混,可提高抗冲击强度和耐热性;以甲基丙烯酸甲酯替代ABS中丙烯腈组分,可制得MBS塑料,即通常所说的透明ABS。
ABS/NYLON耐热及抗化学性、流动性佳、低温冲击性、低成本主要用于汽车车身护板、引擎室零组件、连接器、动力工具外壳ABS/PVCPVC增加防火性、降低成本ABS提供耐冲击性主要用于家电用品零组件、事务机器零组件ABS/PC增加ABS耐热尺寸安定性、改善PC低温、后壁耐冲性、降低成本主要用于打字机外壳、文字处理器、计算机设备之外壳、医疗设备零组件、小家电零组件、电子器材零组件、汽车头灯框、尾灯外罩、食物餐盘ABS/SMA增加耐热性、流动性、涂装性佳主要用于电子零组件、罩子、家电器材零组件模具设计1.排气为防止在充模时出现排气不良、灼伤、熔接缝等缺陷,要求开设深度不大于0.04mm 的排气槽。
壁厚0.8 mm至3.2 mm之间,典型的壁厚约在2.5mm左右,3.8以上需要结构性发泡。
圆角最小在厚度的25%,最适当半径在厚度的60%。
收缩率:0.4%-0.7%一般取0.5%加强筋:高<3T 宽度0.5T 筋间距>2T 脱模角:0.5°-1.5°支柱加强筋高度4T,可达支柱高度的90%,宽度0.5T,长度2T,支柱:外经是内径2倍具体公司和型号:日本油墨化学工业公司ABS\MBS TI-500A透明级价格较高,主要用于要求流动性好、小而透明、性能和ABS一样的零件台达化学工业股份有限公司ABS 8540T阻燃级,耐冲击强度、射出成型用、高流动性、难燃性可达UL94 1/16“V-0主要用于商用机器、信息产品、肉薄或形状复杂产品。
余姚四塑阻燃塑料厂ABS 001ABS 002二、聚乙烯(PE)优点:1、柔软、无毒、透明易染色.2、耐冲击、耐药品,绝缘性佳。
缺点:1、不易押出、不易贴合2、热膨胀系数高4、耐温性差用途:HDPE主要用于具有一定硬度和韧性的场合,如水管、燃气管,工业用化学容器、重包装袋和购物袋、洗发水瓶等。
中石化上海石油化工股份有限公司HDPE YGH041T、CH2802、MH602LDPE绝缘体、胶管、胶布、胶膜、农用薄膜中石化上海石油化工股份有限公司LDPE DJ210、N210最小壁厚0.5mm(LDPE),0.9mm(HDPE)(0.5-7.6mm一般1.6mm)收缩率:HDPE 1.5%-3.5%取2% LDPE 1.5%-3%取1.5%三、聚丙烯(PP)优点:1.半透明、刚硬有韧性.抗弯强度高,抗疲劳、抗应力开裂2.质轻,无毒、无味,耐高温、绝缘性佳。
(0.9G/cm3)缺点1、在0℃以下易变脆,不易接合;2、耐候性差,易被紫外线分解、易氧化3、收缩率大(1%-3%)、尺寸稳定性较差,不适合用于制作高精密度零件壁厚:0.6mm-7.6mm 一般取值2mm`用途化工容器、洗脸盆、管道、泵叶轮、接头,绳索、打包带,透明的瓶类,绝缘材料、汽车配件模具设计:1).成型收缩率大,选择浇口位置时应满足熔体以较平衡的流动秩序充填型腔,确保制品各个方向的收缩一致。
2).带铰链的制品应注意浇口位置的选择,要求熔体的流动方向垂直于铰链的轴心线。
3).由于PP的流动性较好,排气槽深度不可超过0.03mm。
如:台湾化纤K1011(日用品)、B8001(管材、容器)、F2003(包装)等四、尼龙66(PA66)(Nylon透明)优点:1.在较宽的温度范内仍有较高的强度、韧性、刚性和低摩擦系数2.耐磨性好,具有自润滑性和自熄性3.耐油和许多化学试剂和溶剂(不包括硫酸)。
缺点:1.吸湿性高2.在干燥的环境下冲击强度降低3.加工成型工艺不易控制。
收缩率:(1.0-2.5)%PA6(0.7%-1.5%)壁厚:0.4mm-3.2mm一般取1.6mm用途:电子电器:连接器、卷线轴、计时器、护盖断路器、开关壳座汽车:散热风扇、门把、油箱盖、进气隔栅、水箱护盖、灯座工业零件:齿轮、凸轮、蜗轮、轴套、轴瓦、椅座、自行车输框、溜冰鞋底座、踏板、滑输。
余姚市中发工程塑料有限公司PA66 66-FR 、66G-30五、聚甲醛(POM)为结晶性热可塑性塑料,具明显熔点165~175℃,性质最接近金属,一般称其为塑钢优点:1、具有高的机械强度、刚性,环境抵抗性,、反覆冲击性;2、具有良好尺寸稳定性、弹性、自润滑性和耐磨性。
3、耐温性佳(-40℃~120℃)介电性好,耐有机溶剂性好.缺点:1、长时间高温下易热分解;2、无自熄性、抗酸性差;3、成形收缩率大。
收缩率:(1.8-2.6)%壁厚:0.4mm-3.2mm,一般取1.6mm用途:电子电器:洗衣机、果汁机零件、定时器组件汽车:车把零件、电动窗零件工业零件:机械零件、齿轮、把手、玩具、螺杆美国杜邦公司POM 100(硬)、100T(韧)六、聚碳酸酯(PC/防弹玻璃胶)高透明性,非结晶性热塑性塑料。
优点:1、具有高的机械强度,耐冲击,耐疲劳性,有很好的韧性和抗懦变性。
2、透明性高、无毒无味易染色;3、耐候性、耐热性好,绝缘性佳;4、成形收缩率低(0.5%~0.7%)、尺寸稳定性好。
缺点:1.耐溶剂性差2.有应力开裂现象3.长期浸在沸水中易水解4.疲劳强度差0.7% 壁厚:0.1mm-9.5mm 一般取2.4mm收缩率:0.5%~加强筋:高<3T,厚度0.5-0.7T,筋间距>2.5T,底部圆角1/4T,脱模角0.5°单边用途:电子电器:CD片、开关、家电外壳、信号筒、电话机汽车:保险杆、分电盘、安全玻璃工业零件:照相机本体、机具外壳、安全帽、潜水镜、安全镜片、耐冲击航空玻璃等PC NPC 余姚双象纳米塑业有限责任公司主要应用于纺织机械,医疗器械,如:纺织工业的纬纱管等,也可用于耐蒸煮容器,搅拌器抗蒸煮耐开裂聚碳酸酯,最突出的优点是耐水性好,可在水下长期使用,耐应用开裂大有改善。
PC 103R 美国通用电气公司非卤化。
注塑厚壁型材时,无凹陷缺陷。
紫外稳定,户外及照明用。
七、聚氯乙烯(PVC)透明、未加可塑剂前,PVC为一坚硬之塑料,耐湿性佳,但亦被酮类、酯类溶剂分解优点:1、尺寸安定性佳2、低成本3、耐候性佳4、加不同比例之可塑剂,可轻易调整软硬度缺点:1、耐化性差2、耐温性差3、密度较一般塑料类为高4、热分解后会产生氯化氢用途电线槽、下水管道、绝缘的电线包层、容器、人造皮、地板材料、收缩膜、玩具PVC S-60 、S-65台塑工业(宁波)有限公司硬质、半硬质产品,透明片材,板材、管件、注塑接头、阀、零件、容器等。
性质:1、粘数、K值和平均聚合度指数指标可任选其一,本企业标准以平均聚合度为准。
2.增塑剂吸收量、0.063mm筛余物、白度(160℃,10min)和水萃取物电导率为型式检验项目中的抽检项目,连续正常生产符合标准规定指标,每季度抽检一次。
八、聚甲基丙烯酸甲酯(PMMA)高透明性,非晶体聚合物,92%光线穿透率,热变性温度介于74°C~102°C间优点:1、高光学透明性2、耐候性好、刚硬、易染色缺点:1、耐化学性差2、长期使用温度最高93°C3、应力集中处易碎化。
用途:电气:灯罩、透明板机械:防风玻璃、汽车零件建筑:窗玻璃、标示牌、广告灯灯座日用:光学透镜、硬式隐形眼镜、纽扣及装饰品。
生产厂家:台湾奇美实业股份有限公司PMMA CM205汽机车指示灯外壳、太阳眼镜片、电子表面外壳。
特性:耐热型射出级、能耐高温、热变形温度高达100°C、机械性强耐。
CM211 高流动性级用途:用于电子铭板,一般音响面板;日用家庭器具,及造形特殊难于射出成型加工的装饰品。
九、聚苯乙烯(PS\GPS\硬胶)透明,非晶体聚合物,成型后收缩率小于0.6低密度特性使产量大于一般料之20%到30%优点:1、成本低2、透明可染色3、尺寸安定特性4、高刚性,耐水耐药品性佳、绝缘性佳。
缺点:1、不耐冲击,易碎裂;2、耐温差加强筋:高<3T,厚度0.5-0.7T,筋间距>2.5T,底部圆角1/4T,脱模角0.5°单边用途:电气:收音机外壳,绝缘物机械:汽车尾灯、冷冻库壁建筑:百叶窗、隔热板、天花板、壁材日用:杯子、容器、牙刷、玩具、梳子、圆珠笔等以PS为基质,与不同单体共聚或与共聚体、均聚体共混,可制得多种改性体。
高抗冲聚苯乙烯(HIPS)、苯烯腈-苯乙烯共聚体(SAN)等等。
HIPS(0.4%-0.6%)它除了具有聚苯乙烯易于着色、易于加工的优点外,还具有较强的韧性和冲击强度、较大的弹性。
SAN具有较高的耐应力开裂性以及耐油性、耐热性和耐化学腐蚀性。
模具设计:1.PS的热胀系数与金属相差较大,在PS制品中不宜有金属嵌件,否则当环境温度变化时,制品极易出现应力开裂现象。
2.因PS性脆易裂,故制品的壁厚应尽可能均匀,不允许有缺口、尖角存在,厚薄相连处要用较大的圆弧过渡,以避免应力集中。
3.为防止制品因脱模不良而开裂或增加内应力,除了选择合理的脱模斜度外,还要有较大的有效顶出面积、有良好的顶出同步性。
4.PS对浇口形式无特殊要求,仅要求在浇口和制品连接处用较大的圆弧过度,以免在去浇口时损伤制品。
十、液晶聚酯 (LCP )为半芳香族聚酯,具高强度、高弹性率、低线性膨胀率优点:1、流动性高2、尺寸安定性佳3、耐溶剂性4、高机械强度5、难燃性缺点:与流动方向垂直之机械物性较差收缩率:壁厚:Min0.4mm 一般取1.5mm液晶共聚物有高的模数和低的延展性,倒扣的设计应要避免。
用途:1、速接器、线圈、开关、插座2、泵零件、阀零件3、汽车燃料外围零件4、电子炉用容器十一、饱和聚酯对苯二甲酸丁酯 ( PBT )性质为高结晶性热可塑性塑料,熔点220~230℃,结晶速率比PET快。
收缩率:(1.5-2.5)%壁厚:优点1、机械性质安定抗张强度与抗张模数和尼龙相似2、摩擦系数小有自润性3、吸水率低4、电气性质优良5、尺寸安定性良好6、耐药品性、耐油性极佳缺点1、Tg(30℃)低,在荷重下H.D.T.为60℃2、抗冲击强度不良,一般以玻纤补强为FR-PBT来使用用途电子电器:无熔线断电器、电磁开关、驰返变压器、家电把手、连接器、外壳汽车:车门把手、保险杆、分电盘盖、挡泥板、导线护壳、轮圈盖工业零件:OA风扇、键盘、钓具卷线器、零件、灯罩十二、饱和聚酯对苯二甲酸乙酯(PET)性质为结晶性热可塑性塑料,具明显熔点245~260℃,在室温下有优良之机械性能及耐摩擦、磨耗性能。