注塑原材料干燥温度参考表
合集下载
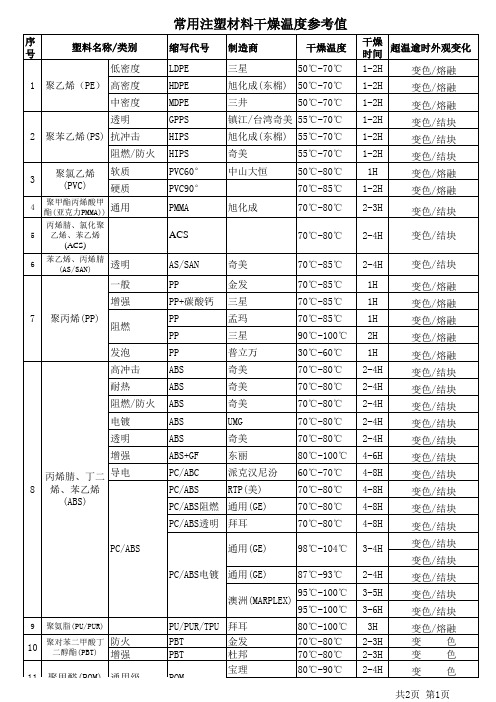
常用塑料干燥温度参考值
镇江/台湾奇美 55℃-70℃
聚氯乙烯 (PVC)
软质 硬质
聚甲酯丙烯酸甲 通用 酯(亚克力PMMA)) 丙烯腈、氯化聚 乙烯、苯乙烯 (ACS) 苯乙烯、丙烯腈 透明 (AS/SAN)
旭化成
70℃-80℃ 70℃-80℃
奇美 金发 三星 孟玛 三星 普立万 奇美 奇美 奇美 UMG 奇美 东丽 派克汉尼汾 RTP(美)
70℃-85℃ 70℃-85℃ 70℃-85℃ 70℃-85℃ 90℃-100℃ 30℃-60℃ 70℃-80℃ 70℃-80℃ 70℃-80℃ 70℃-80℃ 70℃-80℃ 80℃-100℃ 60℃-70℃ 70℃-80℃ 70℃-80℃ 70℃-80℃ 98℃-104℃ 87℃-93℃ 95℃-100℃ 95℃-100℃ 80℃-100℃ 70℃-80℃ 70℃-80℃
常用注塑材料干燥温度参考值
序 号 1 塑料名称/类别 低密度 聚乙烯(PE) 高密度 中密度 透明 2 聚苯乙烯(PS) 抗冲击 阻燃/防火 3
4 5 6
缩写代号 LDPE HDPE MDPE GPPS HIPS HIPS PVC60° PVC90° PMMA ACS AS/SAN PP PP+碳酸钙 PP PP PP ABS ABS ABS ABS ABS ABS+GF PC/ABC PC/ABS
共2页 第2页
变色/结块 变色/结块 变色/结块 变色/结块 变色/结块 变色/结块 变色/结块 变色/结块 变 色
阻燃/抗静电 PC+碳
120℃-140℃ 3-4H 120℃-140℃ 3-4H 130℃-150℃ 6-8H
聚苯硫醚 16 (PPS) 说明: 1、单位:温度--摄氏(℃
时间--小时(H ;
常用注塑材料干燥温度参考值

聚对苯二甲酸丁 防火 10 二醇酯(PBT) 增强
共2页 第1页
常用注塑材料干燥温度参考值
序 号 11 塑料名称/类别 聚甲醛(POM) 通用级 缩写代号 POM 制造商 宝理 杜邦 旭化成(东棉) PA66 一般 PA6 PA12 12 聚酰胺(尼龙) 阻燃 PA66 PA6 巴斯夫 东丽 东洋 巴斯夫 EMS 金发 金发 孟山都 PA66+GF 增强 PA612 PA6+GF 13 聚苯醚(PPO) 通用级 增强 一般 阻燃 14 聚碳酸酯(PC) 透明 增强 PC/PBT 聚对苯二甲酸 乙二醇酯 (PET) 聚苯硫醚 16 (PPS) 说明: 15 1、单位:温度--摄氏(℃ PPO(PPE) PPO(PPE) PC PC PC PC+GF PC/PBT PET PET PPS 巴斯夫 拜耳 东洋 杜邦 普立万 RTP(美) 通用(GE) 通用(GE) 通用(GE) 通用(GE) RTP(美) 拜耳 通用(GE) 三氧社 旭化成(东棉) 旭化成(东棉) 东丽 干燥温度 80℃-90℃ 80℃-100℃ 80℃-110℃ 80℃-110℃ 90℃-110℃ 90℃-110℃ 90℃-110℃ 80℃-110℃ 90℃-110℃ 90℃-110℃ 干燥 超温逾时外观变化 时间 2-4H 变 色 2-4H 变 色 2-10H 2-10H 4-6H 4-6H 4-6H 6-12H 4-6H 4-6H 变色/熔融 变色/熔融 变色/熔融 变色/熔融 变色/熔融 变色/熔融 变色/熔融 变色/熔融 变色/熔融 变色/熔融 变色/熔融 变色/熔融 变色/熔融 变色/熔融 变色/熔融 变 变 色 色
镇江/台湾奇美 55℃-70℃
聚氯乙烯 (PVC)
软质 硬质
聚甲酯丙烯酸甲 通用 酯(亚克力PMMA)) 丙烯腈、氯化聚 乙烯、苯乙烯 (ACS) 苯乙烯、丙烯腈 透明 (AS/SAN)
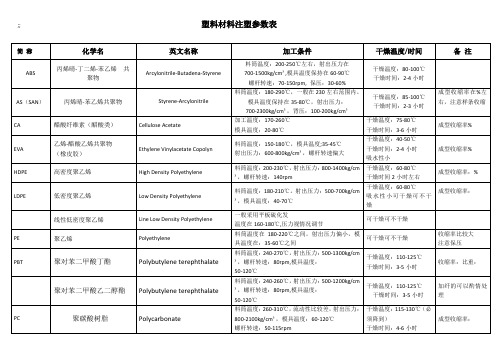
塑料材料注塑参数表

成型收缩率在%左右,注意样条收缩
CA
醋酸纤维素(醋酸类)
Cellulose Acetate
加工温度:170-260℃
模具温度:20-80℃
干燥温度:75-80℃
干燥时间:3-6小时
成型收缩率%
EVA
乙烯-醋酸乙烯共聚物
(橡皮胶)
Ethylene Vinylacetate Copolyn
料筒温度:150-180℃,模具温度;35-45℃
一般采用平板硫化发
温度在160-180℃,压力视情况调节
可干燥可不干燥
PE
聚乙烯
Polyethylene
料筒温度在180-220℃之间,射出压力偏小,模具温度在:35-60℃之间
可干燥可不干燥
收缩率比较大
注意保压
PBT
聚对苯二甲酸丁酯
Polybutylene terephthalate
料筒温度:240-270℃,射出压力:500-1300kg/cm3,螺杆转速:80rpm,模具温度:
聚甲醛
polyformaldehyde
料筒温度:180-210℃(温度不宜太高易分解)
注射压力:700-2000kg/cm3(流动性差),
模具温度:30-80℃,螺杆转速80-200rpm
干燥温度:75-85℃
干燥时间:2-4小时
可干燥可不干燥
成型收缩率:
聚丙烯
(均聚PPH)
(共聚PPC)
Polypropylene
射出压力:600-800kg/cm3,螺杆转速偏大
干燥温度:40-50℃
干燥时间:2-4小时
吸水性小
成型收缩率%
HDபைடு நூலகம்E
高密度聚乙烯
CA
醋酸纤维素(醋酸类)
Cellulose Acetate
加工温度:170-260℃
模具温度:20-80℃
干燥温度:75-80℃
干燥时间:3-6小时
成型收缩率%
EVA
乙烯-醋酸乙烯共聚物
(橡皮胶)
Ethylene Vinylacetate Copolyn
料筒温度:150-180℃,模具温度;35-45℃
一般采用平板硫化发
温度在160-180℃,压力视情况调节
可干燥可不干燥
PE
聚乙烯
Polyethylene
料筒温度在180-220℃之间,射出压力偏小,模具温度在:35-60℃之间
可干燥可不干燥
收缩率比较大
注意保压
PBT
聚对苯二甲酸丁酯
Polybutylene terephthalate
料筒温度:240-270℃,射出压力:500-1300kg/cm3,螺杆转速:80rpm,模具温度:
聚甲醛
polyformaldehyde
料筒温度:180-210℃(温度不宜太高易分解)
注射压力:700-2000kg/cm3(流动性差),
模具温度:30-80℃,螺杆转速80-200rpm
干燥温度:75-85℃
干燥时间:2-4小时
可干燥可不干燥
成型收缩率:
聚丙烯
(均聚PPH)
(共聚PPC)
Polypropylene
射出压力:600-800kg/cm3,螺杆转速偏大
干燥温度:40-50℃
干燥时间:2-4小时
吸水性小
成型收缩率%
HDபைடு நூலகம்E
高密度聚乙烯
塑料材料注塑参数表
PMMA
聚甲基丙基酸甲酯(亚克力)
Polymethyl Methacrylate
料筒温度:190-245℃,流动性差射出压力:
750-2400kg/cm³,模具温度:40-70℃,螺杆转速宜慢,背压:150-400kg/cm³
干燥温度:85-100℃
干燥时间:4-6小时,与水易水解,需干燥处理
成型收缩率:
加纤的可以酌情处理
PC
聚碳酸树脂
Polycarbonate
料筒温度:260-310℃,流动性比较差,射出压力:800-2100kg/cm³,模具温度:60-120℃
螺杆转速:50-115rpm
干燥温度:115-130℃(必须降到)
干燥时间:4-6小时
成型收缩率:
聚醚醚酮
polyetheretherketone
600-1400kg/cm³,采用专用PVC螺杆
干燥温度:60-70℃
干燥时间2小时左右
可干燥可不干燥
PS
聚苯乙烯
Polystyrene
料筒温度:190-210℃,模具温度:60-80℃
注射压力600-1800kg/cm³,注射速度适中
干燥温度:70-90℃
干燥时间:2-4小时
可干燥可不干燥
收缩率比较小
PA
聚酰胺(尼龙)
Polyamid eP
PA6
料筒温度:230-280℃,增强类:250-290℃
模具温度:80-90℃,注射压力:750-1300bar
采用高速注射,本色尼龙6注意粘模
干燥温度:85-100℃
干燥时间:4-6小时
原料尼龙6一般采用真空干燥,温度不宜太高
原料尼龙收缩率比较大,注意保压,尼龙易吸水,加工前必须干燥
聚甲基丙基酸甲酯(亚克力)
Polymethyl Methacrylate
料筒温度:190-245℃,流动性差射出压力:
750-2400kg/cm³,模具温度:40-70℃,螺杆转速宜慢,背压:150-400kg/cm³
干燥温度:85-100℃
干燥时间:4-6小时,与水易水解,需干燥处理
成型收缩率:
加纤的可以酌情处理
PC
聚碳酸树脂
Polycarbonate
料筒温度:260-310℃,流动性比较差,射出压力:800-2100kg/cm³,模具温度:60-120℃
螺杆转速:50-115rpm
干燥温度:115-130℃(必须降到)
干燥时间:4-6小时
成型收缩率:
聚醚醚酮
polyetheretherketone
600-1400kg/cm³,采用专用PVC螺杆
干燥温度:60-70℃
干燥时间2小时左右
可干燥可不干燥
PS
聚苯乙烯
Polystyrene
料筒温度:190-210℃,模具温度:60-80℃
注射压力600-1800kg/cm³,注射速度适中
干燥温度:70-90℃
干燥时间:2-4小时
可干燥可不干燥
收缩率比较小
PA
聚酰胺(尼龙)
Polyamid eP
PA6
料筒温度:230-280℃,增强类:250-290℃
模具温度:80-90℃,注射压力:750-1300bar
采用高速注射,本色尼龙6注意粘模
干燥温度:85-100℃
干燥时间:4-6小时
原料尼龙6一般采用真空干燥,温度不宜太高
原料尼龙收缩率比较大,注意保压,尼龙易吸水,加工前必须干燥
常用塑料干燥温度参考值

RTP(美)
100℃-120℃ 4-12H
通用(GE)
85℃-120℃ 2-4H
通用(GE)
85℃-120℃ 2-4H
通用(GE)
100℃-120℃ 4-10H
通用(GE)
100℃-120℃ 4-10H
RTP(美)
110℃-120℃ 4-10H
拜耳
100℃-120℃ 4-10H
通用(GE)
100℃-120℃ 4-10H
PC/ABS
9 聚氨脂(PU/PUR)
10
聚对苯二甲酸丁 防火 二醇酯(PBT) 增强
11 聚甲醛(POM) 通用级
常用注塑材料干燥温度参考值
缩写代号
LDPE HDPE MDPE GPPS HIPS HIPS PVC60° PVC90° PMMA
制造商
干燥温度
三星
50℃-70℃
旭化成(东棉) 50℃-70℃
EMS
80℃-110℃ 6-12H
金发
90℃-110℃ 4-6H
金发
90℃-110℃ 4-6H
孟山都
100℃-120℃ 4-10H
巴斯夫
100℃-120℃ 4-10H
拜耳
100℃-120℃ 4-10H
东洋
100℃-120℃ 4-6H
杜邦
100℃-120℃ 4-10H
普立万
100℃-120℃ 4-6H
东丽
PC/ABC
派克汉尼汾
PC/ABS
RTP(美)
PC/ABS阻燃 通用(GE)
PC/ABS透明 拜耳
70℃-85℃
70℃-85℃ 70℃-85℃ 70℃-85℃ 90℃-100℃ 30℃-60℃ 70℃-80℃ 70℃-80℃ 70℃-80℃ 70℃-80℃ 70℃-80℃ 80℃-100℃ 60℃-70℃ 70℃-80℃ 70℃-80℃ 70℃-80℃
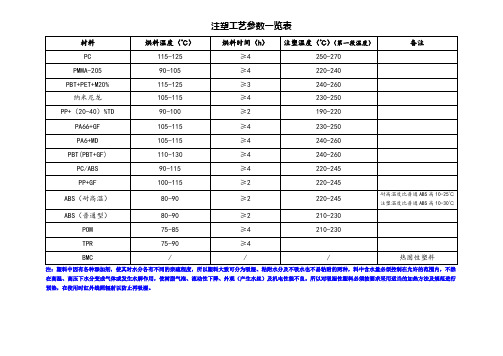
注塑工艺参数一览表(常用材料)
注塑温度比普通ABS高10-30℃
ABS(普通型)
80-90
≥2
210-230
POM
75-85
≥4
210-230
TPR
75-90
≥4
BMC
/
/
/
热固性塑料
注:塑料中因有各种添加剂,使其对水分各有不同的亲疏程度,所以塑料大致可分为吸湿、粘附水分及不吸水也不易粘附的两种,料中含水量必须控制在允许的范围内,不然
在高温、高压下水分变成气体或发生水解作用,使树脂气泡、流动性下降、外观(产生水丝)及机电性能不良。所以对吸湿性塑料必须按要求采用适当的加热方法及规范进行
预热,在使用时红外线照辐射以防止再吸湿。
190-220
PA66+GF
105-115
≥4
230-250
PA6+MD
105-115
≥4
240-260
PBT(PBT+GF)
110-130
≥4
240-260
PC/ABS
90-115
≥4
220-245
PP+GF
100-115
பைடு நூலகம்≥2
220-245
ABS(耐高温)
80-90
≥2
220-245
耐高温度比普通ABS高10-25℃
注塑工艺参数一览表
材料
烘料温度(℃)
烘料时间(h)
注塑温度(℃)(第一段温度)
备注
PC
115-125
≥4
250-270
PMMA-205
90-105
≥4
220-240
PBT+PET+M20%
115-125
ABS(普通型)
80-90
≥2
210-230
POM
75-85
≥4
210-230
TPR
75-90
≥4
BMC
/
/
/
热固性塑料
注:塑料中因有各种添加剂,使其对水分各有不同的亲疏程度,所以塑料大致可分为吸湿、粘附水分及不吸水也不易粘附的两种,料中含水量必须控制在允许的范围内,不然
在高温、高压下水分变成气体或发生水解作用,使树脂气泡、流动性下降、外观(产生水丝)及机电性能不良。所以对吸湿性塑料必须按要求采用适当的加热方法及规范进行
预热,在使用时红外线照辐射以防止再吸湿。
190-220
PA66+GF
105-115
≥4
230-250
PA6+MD
105-115
≥4
240-260
PBT(PBT+GF)
110-130
≥4
240-260
PC/ABS
90-115
≥4
220-245
PP+GF
100-115
பைடு நூலகம்≥2
220-245
ABS(耐高温)
80-90
≥2
220-245
耐高温度比普通ABS高10-25℃
注塑工艺参数一览表
材料
烘料温度(℃)
烘料时间(h)
注塑温度(℃)(第一段温度)
备注
PC
115-125
≥4
250-270
PMMA-205
90-105
≥4
220-240
PBT+PET+M20%
115-125
塑料材料注塑参数表

干燥时间:2-4小时 可干燥可不干燥
成型收缩率:
0.8-2.0%
PP
聚丙烯
(均聚PPH(共聚PPC)
Polypropyle ne
料筒温度:170-250C,通常在200C左右
注塑压力:1500-1800bar(保压在注塑压力的
80%左右)保压时间一般较长,模具温度:
50-80C,一般米用高速注射,(流动较好)
干燥温度:80-100C
干燥时间:2-4小时
AS(SAN)
丙烯晴-苯乙烯共聚物
Styre ne-Arcylo ni trile
料筒温度:180-290C,一般在230左右范围内。 模具温度保持在35-80C,射出压力:
700-2300kg/cm3,背压:100-200kg/cm3
干燥温度:85-100C
0.8-1.5%
改性聚苯醚
MPPO
料筒温度:260-290C,模具温度100C以上 采用高压、高速注射,保压(注射40-60%)
干燥温度:90-110C
干燥时间:2-4小时
PPS
聚苯硫醚
Phe nylen esulfide
纯PPS料筒温度:280-330C,加纤的料筒温 度:300-350C,模具温度:120-180C,注射
料筒温度:150-180C,模具温度;35-45C射出压力:600-800kg/cm3,螺杆转速偏大
干燥温度:40-50C
干燥时间:2-4小时 吸水性小
成型收缩率
0.7-2%
HDPE
高密度聚乙烯
High Den sity Polyethyle ne
料筒温度:200-230C,射出压力:
800-1400kg/cm3,螺杆转速:140rpm
成型收缩率:
0.8-2.0%
PP
聚丙烯
(均聚PPH(共聚PPC)
Polypropyle ne
料筒温度:170-250C,通常在200C左右
注塑压力:1500-1800bar(保压在注塑压力的
80%左右)保压时间一般较长,模具温度:
50-80C,一般米用高速注射,(流动较好)
干燥温度:80-100C
干燥时间:2-4小时
AS(SAN)
丙烯晴-苯乙烯共聚物
Styre ne-Arcylo ni trile
料筒温度:180-290C,一般在230左右范围内。 模具温度保持在35-80C,射出压力:
700-2300kg/cm3,背压:100-200kg/cm3
干燥温度:85-100C
0.8-1.5%
改性聚苯醚
MPPO
料筒温度:260-290C,模具温度100C以上 采用高压、高速注射,保压(注射40-60%)
干燥温度:90-110C
干燥时间:2-4小时
PPS
聚苯硫醚
Phe nylen esulfide
纯PPS料筒温度:280-330C,加纤的料筒温 度:300-350C,模具温度:120-180C,注射
料筒温度:150-180C,模具温度;35-45C射出压力:600-800kg/cm3,螺杆转速偏大
干燥温度:40-50C
干燥时间:2-4小时 吸水性小
成型收缩率
0.7-2%
HDPE
高密度聚乙烯
High Den sity Polyethyle ne
料筒温度:200-230C,射出压力:
800-1400kg/cm3,螺杆转速:140rpm
注塑材料温度对照表【免费下载】

在注塑成型过程中,会遇到各种各样的问题,如出现变形、出现裂纹、出现网状龟裂、熔结痕、产生糊斑等等,这些或多或少都与注塑时的温度相关。
常见塑料名称、简写和注塑温度参数如下:
一般对注塑模具材料的基本要求有以下方面:
1.易于加工,注塑模具零件多为金属材料制成,有的结构形状还很复杂,为了缩短生产周期、提高效率,要求模具材料易于加工成图纸所要求的形状和精度。
2.耐磨性好塑件表面的光泽度和精度都和模具型腔表面的耐磨性有直接关系,特别是有些塑料中加人了玻纤、无机填料及某些颜料时,它们和塑料熔体一起在流道、模腔中髙速流动,对型腔表面的摩擦很大,若材料不耐磨,很快就会磨损,使塑件质量受到损伤。
3.高耐蚀性很多树脂和添加剂对型腔表面都有腐蚀作用,这种腐蚀使型腔表面金属溶蚀、剥落,表面状况变坏、塑件质量变差。
所以,最好使用耐蚀钢,或对型腔表面进行镀铬、钹镍处理。
4.良好的尺寸稳定性在注塑成型时,注塑模具型腔的温度要达到300℃以上。
为此,最好选用经适当回火处理的工具钢(热处理钢)。
否则会引起材料微观结构的改变,从而造成模具尺寸的变化。
5.受热处理影响小为了提髙硬度和耐磨性,一般对模具要进行热处理,但这种处理应使
其尺寸变化很小。
因此,最好采用能切削加工的预硬化钢。
6.抛光性能好塑件通常要求具有良好的光泽和表面状态,因此要求型腔表面的粗糙度非常小,这样,对型腔表面必须进行表面加工,如抛光、研磨等。
所以,选用的钢材不应含有粗糙的杂质和气孔等。