注塑机参数设置界面
注塑机调机操作技术书
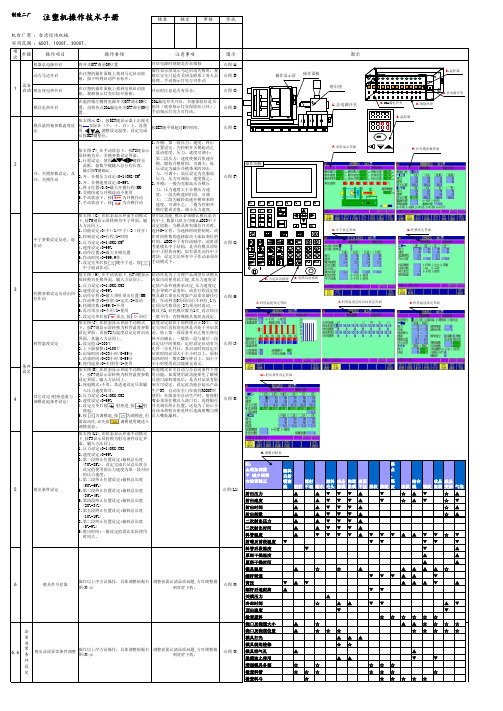
屏转换为开、关模参数设定界面。
1.行程设定:使用
键移至
此框,按数字键输入总行程长度,
最后按Y键确认。
2.开、合模压力设定:0-140KG/CM2
位置设定,为控制开关模起动之 震动程度,压力、速度可调小; 第二段压力、速度使模具快速合 模,缩短合模时间,可调大;低 压设定为减少合模带来的冲击 力,可调小;高压设定为克服高 压力,压力可调高,速度慢之。
礼拜一至礼拜日,其启动时间设定后
3.启始时间:0-23小时/0-59分
结束时间必须大于半小时以上,原料
4.结束时间:0-23小时/0-59分
加热时间一般在20分钟以上,如小于
条件 设定
5.使用选择:0-不使用/1-使用
半小时使用此功能就无意义。
依右图(K),在状态显示界面手动模式 座退模式在半自动与全自动条件下使
(70%-85%),设定完成后从总长度至 设定值使用的压力速度为第一段对应 的压力速度。 4.第二段终止位置设定:储料总长度 (50%-69%) 5.第三段终止位置设定:储料总长度 (35%-49%) 6.第四段终止位置设定:储料总长度 (20%-34%) 7.第五段终止位置设定:储料总长度 (10%-19%) 8.第二段终止位置设定:储料总长度 (5%-9%) 9.射出时间:一般设定值需比实际使用 时间大。
位作动
4.作动种类:0-停留/1-定次/2-震动 置;作动种类0为顶出后不回位,1为
右图(H)
5.托模次数:1-99/0-不用
定顶出次数顶出,2为顶出时震动,一
6.再次顶出:0-不用/1-使用
般设为1,而托模次数为1次,再次顶出
7.设定完毕后按 顶出,按 回位 一般不用;有特殊模具依状况设定。
东芝一代注塑操作面板说明
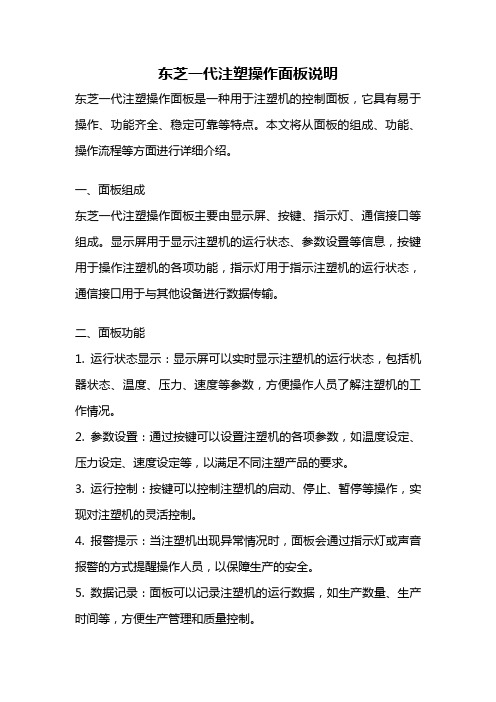
东芝一代注塑操作面板说明东芝一代注塑操作面板是一种用于注塑机的控制面板,它具有易于操作、功能齐全、稳定可靠等特点。
本文将从面板的组成、功能、操作流程等方面进行详细介绍。
一、面板组成东芝一代注塑操作面板主要由显示屏、按键、指示灯、通信接口等组成。
显示屏用于显示注塑机的运行状态、参数设置等信息,按键用于操作注塑机的各项功能,指示灯用于指示注塑机的运行状态,通信接口用于与其他设备进行数据传输。
二、面板功能1. 运行状态显示:显示屏可以实时显示注塑机的运行状态,包括机器状态、温度、压力、速度等参数,方便操作人员了解注塑机的工作情况。
2. 参数设置:通过按键可以设置注塑机的各项参数,如温度设定、压力设定、速度设定等,以满足不同注塑产品的要求。
3. 运行控制:按键可以控制注塑机的启动、停止、暂停等操作,实现对注塑机的灵活控制。
4. 报警提示:当注塑机出现异常情况时,面板会通过指示灯或声音报警的方式提醒操作人员,以保障生产的安全。
5. 数据记录:面板可以记录注塑机的运行数据,如生产数量、生产时间等,方便生产管理和质量控制。
6. 远程监控:通过通信接口,面板可以与上位机或其他设备进行数据传输,实现远程监控和远程操作。
三、操作流程1. 启动注塑机:按下启动按钮,注塑机开始工作,显示屏上会显示注塑机的运行状态。
2. 参数设置:按下参数设置按钮,进入参数设置界面,通过按键设置注塑机的各项参数,如温度、压力、速度等。
3. 生产操作:设置好参数后,按下运行按钮,注塑机开始生产,同时显示屏上会显示生产的实时数据,如生产数量、生产时间等。
4. 异常处理:如果注塑机出现异常情况,面板会通过指示灯或声音报警,此时需要按下停止按钮,停止注塑机的运行,并及时处理异常问题。
5. 数据记录:生产结束后,可以通过按键查看生产数据,如生产数量、生产时间等,以便进行生产统计和质量分析。
6. 关闭注塑机:生产完毕后,按下停止按钮,注塑机停止工作,关闭面板电源。
Moldflow成型参数设置

Injection Unit---注塑单元
• Maximum machine injection stroke---注塑机螺杆行程 • Maximum machine injection rate---注塑机注射速率 • Machine screw diameter---机器螺杆直径 • Filling control---填充控制方式 • Ram speed control steps---螺杆速度控制段数 • Pressure control steps---压力控制段数
• 足够的注塑量
- 注塑量=(产品体积+流道体积)X 注塑材料密度
- 注塑量≤ 85%注塑机最大注塑量 X
注塑材料密度
•足够的模具安装空间
PS材料密度
- 模具宽度尺寸≤注塑机拉杆最小间距-10
- 注塑机允许的最小模厚≤模具厚度尺寸≤注塑机允许的最大模厚
产品体积与流道体积分别为147.769 cm^3和56.2632 cm^3,注塑量为211.13g, 因此注塑机最大注塑量需要240g; 产品投影面积为402.3cm^2,ABS材料型腔平均注塑压力为300~400kg/cm^2, 锁模力约为160吨左右,因此注塑机锁模力需要188吨左右 模具宽度方向尺寸为650,厚度方向尺寸为467,适合此模具安装的海天注塑机 为HTF320W2型号注塑机,因此本例选择HTF320W2 _A型。
-螺杆曲线分段及拟合 设定注射段数为4段 用注塑机螺杆速度曲线拟合
填充速度 填充量
1段 60% 20%
2段 50% 7.5%
3段 90% 62.5
4段 70% 10%
- 计算名义流动速率和各段速率
New新建 打开Databases复制进行编辑, 级选项---Advanced Options Injection molding machine 选择All Injection molding machine (User)
Moldflow成型参数设置
计算衰减段保压时间 总保压时间减第一段保压时间,即9s-4.7s=4.3s
保压曲线如下
- 保压曲线拟合
由于大多数注塑机并不能象Moldflow分析一样设置压力衰减的保压方式, 而只能提供阶梯状恒定保压方式,故为了模拟实际保压状况,需要将保压 曲线进一步拟合成实际注塑机的保压曲线
保压一 保压二 保压三
6
14
62
70
88
V/P切换9.5mm Ls4
Ls3
Ls2
Ls1
Ls0
各个位置点的填充状况如下,与预期结果一致:
Ls1=70
Ls2=62
Ls3=18
V/P=9.5
冷却工艺参数标准化
- 冷却液介质
选择冷却液介质为纯净水
- 冷却液流动控制
指定雷诺系数,雷诺系数默认为10000
- 冷却液温度
根据目标模温,设定冷却液温度为25℃
阶梯保压
▪ 型腔内各点压力曲线 衰减保压
阶梯保压
▪ Z方向翘曲
从上面各项结果比较可知,采用拟合后的保压曲线进行分析其结果与采用衰减保压曲线的分析结果接近, 从而验证了拟合方法的可行性
通过上面对注射、冷却、保压三个阶段的工艺优化,得到 标准工艺参数如下:
▪ 温度
熔融温度 210
▪(注℃射)
速度(%) 30
位置(mm) 6
V/P切换
9.5mm
Ls4
模具温度 (℃)
38 21 14 62
Ls3 Ls2
45
26 70 88 Ls1 Ls0
▪ 保压
保压一
压力(Mpa) 65
时间(s)
4.7
▪ 冷却
冷却时间(s) 19
保压二 48 2.2
利广注塑机新电脑屏幕操作指南

利广注塑机新电脑屏幕操作指南利广注塑机新电脑屏幕操作指南引言:随着科技的不断发展,利广注塑机引入了新的电脑屏幕,为操作人员提供更加便捷、高效的操作体验。
为了帮助大家更好地运用这一技术,本文将详细介绍利广注塑机新电脑屏幕的操作方法,包括开机、功能介绍、参数设置等内容。
相信经过阅读本指南,大家能够更加熟练地操作利广注塑机。
第一部分:开机1. 找到电源按钮,通常位于屏幕的右下方。
2. 按下电源按钮,待屏幕亮起之后,系统会自动加载。
第二部分:功能介绍1. 主界面:开机后,您将看到利广注塑机新电脑屏幕的主界面,内容包括机器状态、参数设定、系统设置等。
2. 机器状态信息:主界面上会显示当前注塑机的运行状态,例如温度、压力、注射速度等信息,方便操作人员实时监控机器运行情况。
3. 参数设定:通过触摸屏幕,您可以进入参数设定界面,根据生产需求进行各项参数的调整,如温度设定、注射速度设定等。
请确保在设定之前,根据注塑产品要求,合理选取参数数值。
4. 系统设置:在主界面中,您也可以找到系统设置选项,包括语言、单位、时间等设置,根据个人需求进行适当调整。
请注意,系统设置的修改可能需要重启电脑,以确保新设定生效。
第三部分:参数设置1. 进入参数设定界面后,您会看到各个参数项,如温度、压力、注射速度等。
2. 使用触摸屏幕或按键,选择需要调整的参数项。
3. 在选定的参数项上进行增减,或输入数值。
请注意,不同的参数项可能具有不同的数值范围,您需要根据具体需求进行设定。
4. 确认设定后,点击确认按钮保存修改。
系统将根据新设定值进行控制。
第四部分:常见问题解决1. 如果屏幕显示异常,如模糊、闪烁等,您可以尝试重启电脑,如果问题仍然存在,请联系设备维修人员进行进一步检查。
2. 如果设定参数后,机器仍无法正常运行,可以检查参数设置是否符合生产需求,或者联系技术支持人员进行协助。
结语:利广注塑机新电脑屏幕的操作方法虽然较为简单,但是掌握好这些操作技巧将极大提升您的工作效率。
博创注塑机界面操作指南

博创注塑机界面操作指南一、引言博创注塑机是一种先进的注塑设备,具有高效、稳定、精确的特点。
为了更好地操作该设备,我们需要掌握其界面操作方法。
本文将为大家详细介绍博创注塑机界面的操作指南。
二、界面概述博创注塑机界面分为主界面和子界面两部分。
主界面显示设备的整体状态和控制选项,而子界面则用于详细设置和调整参数。
通过界面操作,我们可以实现对注塑机的各种功能和参数进行调整。
三、主界面操作1. 登录界面首次进入界面时,需要输入用户名和密码进行登录。
确保只有授权人员可以访问和操作设备。
2. 主界面布局主界面通常分为几个区域,包括设备状态显示区、操作按钮区、参数显示区等。
设备状态显示区用于显示设备的运行状态,如温度、压力等。
操作按钮区包含了各种功能按钮,如启动、停止、急停等。
参数显示区用于显示当前设备的各项参数。
3. 设备状态显示在设备状态显示区,我们可以实时监测设备的运行状态。
通过观察温度、压力等指标,可以及时发现异常情况并采取相应措施。
4. 操作按钮主界面的操作按钮区包含了各种功能按钮,如启动、停止、急停等。
在进行操作之前,首先确保设备处于停止状态。
然后,根据实际需求点击相应按钮进行操作。
四、子界面操作1. 进入子界面点击主界面的设置按钮或相应选项,可以进入子界面进行详细设置和调整参数。
2. 参数设置在子界面中,我们可以对各项参数进行设置。
例如,可以设置注射速度、保压时间、冷却时间等。
根据注塑产品的要求,调整相应参数,以实现最佳效果。
3. 曲线显示博创注塑机界面还提供了曲线显示功能,可以实时显示温度、压力等参数的变化趋势。
通过观察曲线,可以判断设备运行是否正常,及时调整参数。
4. 报警信息子界面还会显示设备的报警信息,如温度过高、压力过低等。
当出现报警时,需要及时处理,以避免设备故障或产品质量问题。
五、操作技巧1. 注意安全在操作注塑机时,要注意安全。
遵守操作规程,佩戴好防护设备,确保自身和他人的安全。
2. 熟悉设备功能在操作之前,要熟悉注塑机的各项功能和操作方法。
注塑机合模参数设置
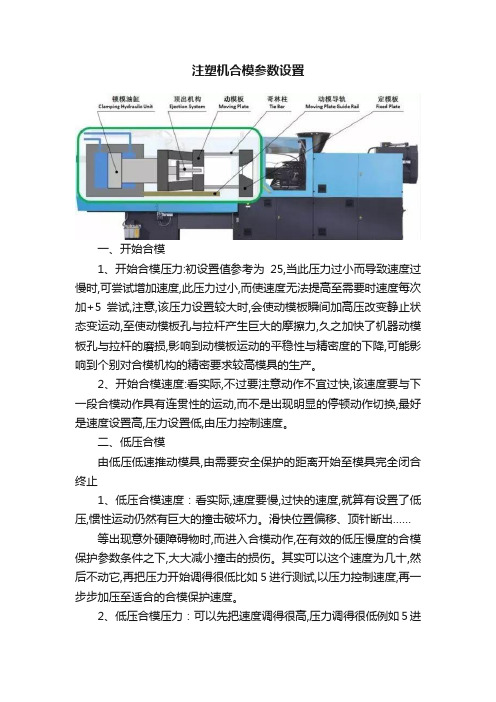
注塑机合模参数设置一、开始合模1、开始合模压力:初设置值参考为25,当此压力过小而导致速度过慢时,可尝试增加速度,此压力过小,而使速度无法提高至需要时速度每次加+5尝试,注意,该压力设置较大时,会使动模板瞬间加高压改变静止状态变运动,至使动模板孔与拉杆产生巨大的摩擦力,久之加快了机器动模板孔与拉杆的磨损,影响到动模板运动的平稳性与精密度的下降,可能影响到个别对合模机构的精密要求较高模具的生产。
2、开始合模速度:看实际,不过要注意动作不宜过快,该速度要与下一段合模动作具有连贯性的运动,而不是出现明显的停顿动作切换,最好是速度设置高,压力设置低,由压力控制速度。
二、低压合模由低压低速推动模具,由需要安全保护的距离开始至模具完全闭合终止1、低压合模速度:看实际,速度要慢,过快的速度,就算有设置了低压,惯性运动仍然有巨大的撞击破坏力。
滑快位置偏移、顶针断出……等出现意外硬障碍物时,而进入合模动作,在有效的低压慢度的合模保护参数条件之下,大大减小撞击的损伤。
其实可以这个速度为几十,然后不动它,再把压力开始调得很低比如5进行测试,以压力控制速度,再一步步加压至适合的合模保护速度。
2、低压合模压力:可以先把速度调得很高,压力调得很低例如5进行合模测试,因为压力低,就算速度设置很大,失去压力的支持,合模速度也不会很快的,以压力控制速度,在5的基础上,一点点往上加至理想的合模保护速度,以最低的压力合模。
3、低压合模开始位置:(即上一段合模终止位置)这个要根据模具大小与结构而设置大小差异较大的数值,一般为模具闭合前的5-20厘米之间,这个位置大家看着办。
很多人就是设置模具合得太近,就才开始用低压,应该提前得到低压保护的距离受到上一段较大压力速度冲击合模,滑快位置偏移、顶针断出、、、、等出现意外硬障碍物时,快猛撞击,这时低压保护无效,来迟了,(重点核心)、、、、4、低压合模终止位置(即高压锁模开始位置):此参数为模具刚好刚完全闭合的位置,即动模板前进已经到尽头停止了,调试时先调好低压压力和速度,再将位置设置为0,关门手动合模测试得出一个低压合模完全闭合位置数值;比如这个数值是2.2,这个数值的大小受电子尺设置调整、调模松紧、合模压力大小影响,并且这个数值会受到机器精度和模具表面细小杂物的影响等原因影响,每次合模可能会有小小变动,所以要将终止位置设置稍大一点点比如加0.2设置为2.4(参考加0.1-0.3),以最低的位置,精确保护模具,如果不把低压合模测试获得的位置数值设置大一点点的话,直接就用2.2,可能经常会出现低压合模位置大于2.2,低压位置结束不了而无法转到高压锁模。
佳明注塑机418参数设置

佳明注塑机418参数设置(实用版)目录1.佳明注塑机 418 概述2.参数设置说明3.参数设置具体步骤4.参数设置注意事项正文一、佳明注塑机 418 概述佳明注塑机 418 是一款性能卓越的注塑设备,适用于各种塑料制品的生产。
该设备集高效、节能、安全、稳定于一身,可满足不同行业的生产需求。
二、参数设置说明参数设置是佳明注塑机 418 正常运行的关键,合理的参数设置可以保证生产效率、产品质量以及设备使用寿命。
在操作设备前,务必熟悉并掌握参数设置的方法和技巧。
三、参数设置具体步骤1.开机:开启设备电源,待系统自检完成后,进入参数设置界面。
2.设定模式:选择手动或自动模式,根据生产需要进行调整。
3.设定注射速度、压力、温度等参数:根据所生产塑料制品的特性,设置相应的注射速度、压力、温度等参数。
建议参考产品说明书或咨询专业技术人员进行设置。
4.设定保压时间和冷却时间:根据产品要求,合理设置保压时间和冷却时间,以保证产品质量。
5.设定螺杆转速和背压:根据原料特性,设置螺杆转速和背压,以保证熔融料的均匀输送。
6.设定夹爪和喷嘴:根据产品形状和尺寸,设置夹爪和喷嘴的位置,以保证制品成型效果。
四、参数设置注意事项1.在设置参数时,应遵循由小到大、逐步调整的原则,避免一次性设置过高或过低,导致设备运行异常。
2.设定参数时要充分考虑原料的特性,不同原料的熔融温度、注射压力等参数可能有较大差异。
3.在生产过程中,应密切关注设备运行状态,如有异常,应及时调整参数或停机检查。
4.定期对设备进行维护和保养,确保设备参数设置的准确性和可靠性。
总之,佳明注塑机 418 的参数设置对于保证生产效率和产品质量至关重要。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
动作监视画面
运转中 机器监视 侦测页
模号:PQRI 上模 0.0秒 总数 5 模
设定: 射200 一 220 二200 三﹡﹡﹡﹡ 四 0 油温 现在: ■198 □220 ■195 □﹡﹡﹡﹡ □ 0 16
温度设定画面
(可选项:加热
保温
自动保温 自动加热
不加热)
【温设】 射嘴 一段 二段 三段 四段 油温 现在 加热 保温
高温偏差(数值可自己填写) 冷间螺杆保护延迟(可选项 ON OFF )
低温偏差(数值可自己填写)
【定时】加热 保温
【日期时间】 3/19/9 14:32:23 四
开合模设定画面
关模 /开模 /调模 动模:78.3mm
【锁模】 快速锁模
压力
速度
位置
(可选项ON OFF )
噸 压力 Bar 速度 % (上限140) 位置 mm
开模限 270 mm
压力速度
射胶设定画面
射胶 /加料 /射前加料
【射胶】 螺杆 36.6mm
保三 保二 保一 射四 射三 射二 射一
Bar % mm 秒
冷却时间秒 (根据需要输入) 射出形态(可选项:
时+位 位置)
【加料】 加一 加二 后松退 【射前加料】 压力Bar
速
度 % 位置 秒
系统压
OFF (可选项为 ON OFF )
系统压是否是背压呢?
顶出设定画面
【顶进】进一进二顶针﹡﹡﹡mm 压力
顶针形态
速度顶出延迟
位置顶出保持
次数
(顶出形态可选:震动不用重复)【顶退】退二退一
压力Bar
速度(%)
位置(mm)
【吹气】
时间秒吹气使用ON OFF)位置mm
功能设定画面
功能\ 时间设定
【功能选择】
取出机油温预热
冷却完加料预热温
度℃
电眼侦测预热压力Bar
预热速
度 %(可选项为:ON OFF)
【时间设定】
周期保护秒复动时间秒
低压保护秒射出延迟秒
加料保护秒加料延迟秒
射出保护秒异常时间秒
开模保护秒中间警报秒
(以上时间根据需要设定,主要是起保护作用,出现异常会报警)
中子设定画面
【中子一】 【中子二】
型态
型芯 绞牙)
型态
型芯
绞牙)
出二
出一 入 出二 出一 入
清料/ 射台设定画面
【清料】
次
压力 速度 位置
秒
【射座】
压力 速度
%
选择压力速度位置时间牙数感应
生产管制画面
原料
(自己输入原料)
模号
开机 495.8小时 自动:0.2小时
【生产】
停机
目标 现在
【品管】
选择
品管值 mm 秒 公差 mm 秒 平均值 mm
秒
平均偏差
mm
秒
曲线追踪画面
温度追踪曲线
显示段
(可选 射嘴 一段 二段 三段 四段)
温度上限
下限格数设定值200
400 360 320 280 240 200 160
模号查询
选择 目标 现在
0模
(可选项 温度 终点)
120
80
40
8:30 8:40
8:50
9:00
9:10
8:20
9:30
射出终点曲线
品管值: 150 品管公差:±0 垂直上限 下限
格数 10 单位0.1mm 200
180 160 140 120 100 80 60 40 20 0
注:小括号内的内容为简单解释,
界面中带阴影部分的按键,表示具有可选项。
(可选项 温度 终点)。