可锻铸铁
2-3铸铁分类及性能

2012年2月17日星期五
2-3 铸铁
可锻铸铁的牌号及应用
可锻铸铁的机械性能较好,质量稳定, 成本较球墨铸铁低,适于大批量生产形 状复杂、承受冲击载荷的薄壁件。 可锻铸铁牌号由两组数字表示,分别代 表其最低抗拉强度和最低相对延伸率。
KT370-12 最低抗拉强度370MPa、最低相 对延伸率12%的铁素体可锻铸铁 KTZ450-06 最低抗拉强度450MPa、最低相 对延伸率6%的珠光体可锻铸铁
2012年2月17日星期五 2-3 铸铁
灰口铸铁的石墨化及影响因素
石墨化即石墨的结晶过程,石墨化程度 越大灰口铸铁组织中的自由碳(石墨) 越多,化合碳越少,因此不同的石墨化 程度形成不同组织和性能的灰口铸铁。 灰口铸铁的组织取决于自由碳与化合碳 的多少及比例,取决于石墨化的程度。 影响石墨化程度的因素有
2012年2月17日星期五 2-3 铸铁
球墨铸铁的生产
球墨铸铁原则上只是比灰口铸铁的含碳 量较高,含硫、磷量较低。高碳是为了 改善铸造性能及球化效果,低磷是为了 防止急剧降低球墨铸铁的塑性、韧性及 强度从而造成冷裂的倾向,低硫是为了 防止其与球化剂形成硫化物从而加大球 化剂的耗损倾向。
球化处理
2012年2月17日星期五 2-3 铸铁
铸铁分类及性能
铸铁是含碳量大于2.06%的铁碳合金, 按碳在合金中的存在方式可以将铸 铁分为白口铸铁、灰口铸铁、球墨 铸铁、可锻铸铁、合金铸铁以及蠕 墨铸铁等。
白口铸铁 可锻铸铁
2012年2月17日星期五
灰口铸铁 合金铸铁
2-3 铸铁
球墨铸铁 蠕墨铸铁
白口铸铁
碳全部以化合物的形式存在,断面呈银 灰色,由于大量硬而脆的存在,其性能 表现为硬度高,脆性大,耐磨性好,难 于切削加工。 主要用于制造耐磨性要求高的零件,也 可作为可锻铸铁的毛坯或炼钢原料使用。
可锻铸铁的铸造缺陷及防止方法

可锻铸铁的铸造缺陷及防止方法缺陷一:浇不到特征:铸件外型残缺,边角圆滑,多见于薄壁部位。
产生原因:1铁液氧化严重,碳、硅量低,硫量偏高;2.浇注温度低,浇速慢或断续浇注。
防止方法:1检查风量是否过大;3.加接力焦,调整底焦高度;4.提高浇注温度和浇注速度,浇注中不得断流。
缺陷二:缩孔.缩松特征:孔穴表面粗糙不平,带有树枝状结晶,孔洞集中的为缩孔,细小分散的为缩松,多见于热节部位。
产生原因:1、碳硅量过低、收缩大,冒口补缩不足;2、浇注温度过高,收缩大;3、冒口颈过长,断面过小;4、浇注温度过低,铁液流动性差,影响补缩;5、孕育不当,凝固为板条状白口组织,不易补缩。
防止方法:1、控制铁液化学成分,防止碳、硅量偏低;2、严格掌握浇注温度;3、合理设计冒口,必要时铺以冷铁,确保顺序凝固;4、适当增加钮的加入量。
缺陷三:热裂、冷裂特征:热裂为高温沿晶界断裂,形状曲折,呈氧化色,内部热裂纹常与缩孔并存;冷裂在较低温时产生,穿晶断裂,形状平直,表面有金属光泽或有轻微氧化色。
产生原因:1、凝固过程收缩受阻;2、铁液中碳量过低,硫量高、浇注温度过高;3、铁液含气量大;4、复杂件打箱过早。
防止方法:1、改善型、芯的退让性;2、碳的质量分数不宜低于2.3%;3、控制硫量;4、冲天炉要充分烘炉,风量不能过大;5、避免浇注温度过高,并提高冷却速度,以细化晶粒;6、控制打箱温度。
缺陷四:枝状疏松、针孔特征:铸件断口表面有针形树枝状疏松,向内部伸展,呈黑灰色氧化色,多见于皮下、缓冷部位和两壁交接处。
产生原因:1、炉前加铝过量;2、炉后错用了含铝的废机件;3、型砂水分过多;4、补缩不足。
防止方法:1、控制加铝量,厚铸件可不加铝;2、使用合格炉料;3、降低型砂水分,防止反应性氢导致针孔;4、提高浇注温度,并加强补缩。
缺陷五:灰点.灰口特征:铸件断口上有小黑点,或断口呈灰黑色。
金相观察有片状-T-KTTt石墨。
产生原因:1、铁液碳、硅量过高;2、钿量不足,或包内投祕过早造成铀的过多烧损;3、较大铸件,浇口过于集中。
垂直线生产的可锻铸铁管件缺陷改进措施
垂直线生产的可锻铸铁管件缺陷改进措施我们通常把分型面设在水平位置的叫做水平线,把分型面设在垂直位置的叫做垂直线。
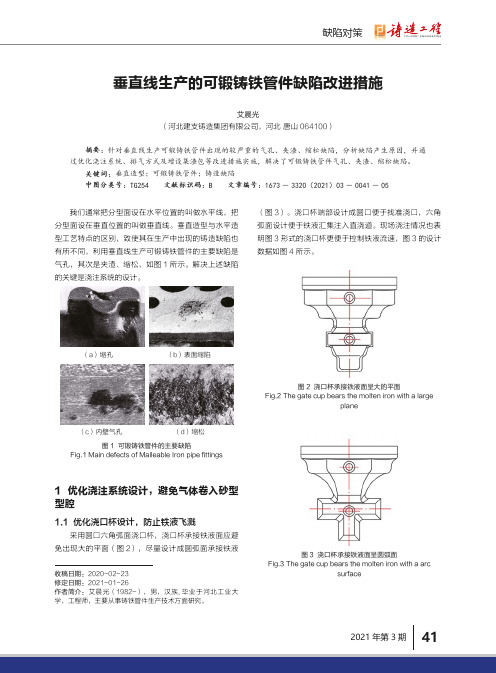
垂直造型与水平造型工艺特点的区别,致使其在生产中出现的铸造缺陷也有所不同,利用垂直线生产可锻铸铁管件的主要缺陷是气孔,其次是夹渣、缩松,如图1所示。
解决上述缺陷的关键是浇注系统的设计。
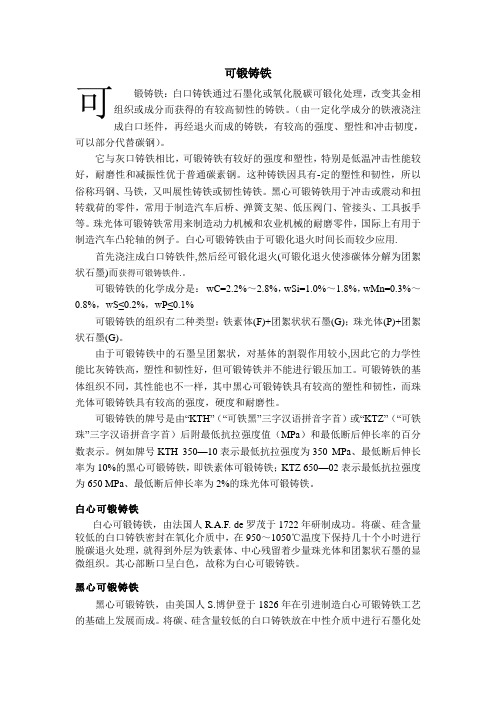
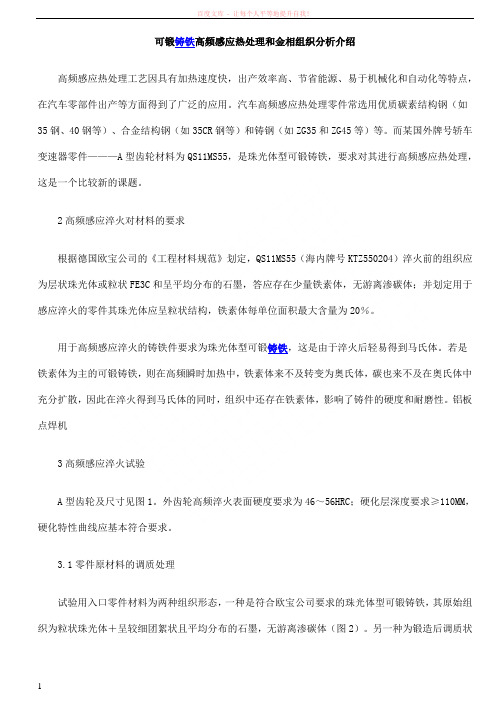
(a)缩孔 (b)表面缩陷(c)内壁气孔 (d)缩松图1 可锻铸铁管件的主要缺陷Fig.1 Main defects of Malleable Iron pipe fittings1 优化浇注系统设计,避免气体卷入砂型型腔1.1 优化浇口杯设计,防止铁液飞溅采用圆口六角弧面浇口杯,浇口杯承接铁液面应避免出现大的平面(图2),尽量设计成圆弧面承接铁液(图3)。
浇口杯端部设计成圆口便于找准浇口,六角弧面设计便于铁液汇集注入直浇道。
现场浇注情况也表明图3形式的浇口杯更便于控制铁液流速,图3的设计数据如图4所示。
图2 浇口杯承接铁液面呈大的平面Fig.2 The gate cup bears the molten iron with a largeplane图3 浇口杯承接铁液面呈圆弧面Fig.3 The gate cup bears the molten iron with a arcsurface艾晨光(河北建支铸造集团有限公司,河北 唐山 064100)摘要:针对垂直线生产可锻铸铁管件出现的较严重的气孔、夹渣、缩松缺陷,分析缺陷产生原因,并通过优化浇注系统、排气方式及增设集渣包等改进措施实施,解决了可锻铸铁管件气孔、夹渣、缩松缺陷。
关键词:垂直造型;可锻铸铁管件;铸造缺陷中图分类号:TG254 文献标识码:B 文章编号:1673-3320(2021)03-0041-05收稿日期:2020-02-23 修定日期:2021-01-26作者简介:艾晨光(1982-),男,汉族,毕业于河北工业大学,工程师,主要从事铸铁管件生产技术方面研究。
铸铁牌号及表示方法

铸铁牌号及表示方法:(根据GB5612-85)各种铸铁代号,由表示该铸铁特征的汉语拼音字母的第一个大写正体字母组成。
当两种铸铁名称的代号字母相同时,可在该大写正体字母后加小写正体字母来区别。
同一名称铸铁,需要细分时,取其细分特点的汉语拼音第一个大写正体字母,排列在后面。
铸铁名称,代号及牌号表示方法铸铁名称...............代号牌号.....................实例灰铸铁......................HT.........................HT100蠕墨铸铁..................RuT........................RuT400球墨铸铁..................QT.........................QT400-17黑心可锻铸铁...........KHT........................KHT300-06白心可锻铸铁...........KBT........................KBT350-04珠光体可锻铸铁.......KZT........................KZT450-06耐磨铸铁..................MT.........................MT Cu1PTi-150抗磨白口铸铁...........KmBT....................KmBTMn5Mo2Cu抗磨球墨铸铁...........KmQT....................KmQTMn6冷硬铸铁..................LT...........................LTCrMoR耐蚀铸铁..................ST..........................STSi15R耐蚀球墨铸铁...........SQT.......................SQTAl15Si5耐热铸铁..................RT..........................RTCr2耐热球墨铸铁..........RQT........................RQTA16奥氏体铸铁..............AT.........................----...牌号中代号后面的一组数字,表示抗拉强度值;有两组数字时,第一组表示抗拉强度值,第二组表示延伸率值。
可锻铸铁
可锻铸铁可锻铸铁:白口铸铁通过石墨化或氧化脱碳可锻化处理,改变其金相组织或成分而获得的有较高韧性的铸铁。
(由一定化学成分的铁液浇注成白口坯件,再经退火而成的铸铁,有较高的强度、塑性和冲击韧度,可以部分代替碳钢)。
它与灰口铸铁相比,可锻铸铁有较好的强度和塑性,特别是低温冲击性能较好,耐磨性和减振性优于普通碳素钢。
这种铸铁因具有-定的塑性和韧性,所以俗称玛钢、马铁,又叫展性铸铁或韧性铸铁。
黑心可锻铸铁用于冲击或震动和扭转载荷的零件,常用于制造汽车后桥、弹簧支架、低压阀门、管接头、工具扳手等。
珠光体可锻铸铁常用来制造动力机械和农业机械的耐磨零件,国际上有用于制造汽车凸轮轴的例子。
白心可锻铸铁由于可锻化退火时间长而较少应用.首先浇注成白口铸铁件,然后经可锻化退火(可锻化退火使渗碳体分解为团絮状石墨)而获得可锻铸铁件.。
可锻铸铁的化学成分是:wC=2.2%~2.8%,wSi=1.0%~1.8%,wMn=0.3%~0.8%,wS≤0.2%,wP≤0.1%可锻铸铁的组织有二种类型:铁素体(F)+团絮状状石墨(G);珠光体(P)+团絮状石墨(G)。
由于可锻铸铁中的石墨呈团絮状,对基体的割裂作用较小,因此它的力学性能比灰铸铁高,塑性和韧性好,但可锻铸铁并不能进行锻压加工。
可锻铸铁的基体组织不同,其性能也不一样,其中黑心可锻铸铁具有较高的塑性和韧性,而珠光体可锻铸铁具有较高的强度,硬度和耐磨性。
可锻铸铁的牌号是由“KTH”(“可铁黑”三字汉语拼音字首)或“KTZ”(“可铁珠”三字汉语拼音字首)后附最低抗拉强度值(MPa)和最低断后伸长率的百分数表示。
例如牌号KTH 350—10表示最低抗拉强度为350 MPa、最低断后伸长率为10%的黑心可锻铸铁,即铁素体可锻铸铁;KTZ 650—02表示最低抗拉强度为650 MPa、最低断后伸长率为2%的珠光体可锻铸铁。
白心可锻铸铁白心可锻铸铁,由法国人R.A.F. de罗茂于1722年研制成功。
铸铁的分类及特性

铸铁的分类及特性从铁碳相图中知道,含碳量大于2.06%的铁碳合金称为铸铁。
尽管铸铁强度、塑性、韧性较差,不能进行锻造,但它具有优良的铸造性、减摩性、切削加工等一系列性能特点;另外其生产设备和工艺简单、价格低廉,因此得到了广泛的应用。
1.铸铁的分类铸铁的常用分类方法有两种:一是按石墨化程度;二是按石墨结晶形态。
按石墨化程度可分为:①灰口铸铁:即在第一和第二阶段石墨化过程中都得到了充分石墨化的铸铁,其断口呈暗灰色。
②白口铸铁:即第一、二和三阶段的石墨化全部被抑制,完全按Fe—Fe3C相图进行结晶而得到的铸铁。
③麻口铸铁:即在第一阶段的石墨化过程中便未得到充分石墨化的铸铁。
按石墨结晶形态分:①灰口铸铁:铸铁组织中的石墨形态呈片状结晶。
②可锻铸铁:铸铁组织中的石墨形态呈固絮状。
③球墨铸铁:铸铁组织中的石墨形态呈球状。
2.铸铁的编号基本性能及用途(1)灰口铸铁:根据GB976—67所规定的编号、牌号用“HT”表示灰口铸铁,后面两项数字分别表示其抗拉和抗弯强度的最低值。
如HT20—40表示抗拉强度和抗弯强度最低值为200MN/m2和400MN/m2。
灰口铸铁具有优良的铸造性、切削加工性,优良的减摩性。
良好的消震性和缺口敏感性,故而灰口铸铁主要用于制造各种承受压力和要求消震性的床身、机架、复杂的箱体、壳体和经受磨擦的导轨、罐体等。
(2)可锻铸铁:按GB978—67规定牌号以“KT”和“KTZ”表示可锻铸铁,其中“KT”表示铁素体可铸铸铁,“KTZ”表示珠光体可锻铸铁,牌号中的两项数字表示其最低抗拉强度和延伸率。
可锻铸铁的机械性能,特别是冲击韧性普遍较灰口铸铁高,但由于其成本高,故而应用不是很广泛,主要用于制造一些小型铸铁。
(3)球墨铸铁:按GB1348—78规定,球墨铸铁以“QT”表示,后面数字同可锻铸铁一样。
球墨铸铁不仅具有远远超过灰铁的机械性能,而且同样也具有灰铁的优点,如良好的减摩性、切削加工性及低的缺口敏感性,甚至可与锻钢媲美,如疲劳强度大致与中碳钢相近,耐磨性优于表面淬火钢等。
可锻铸铁高频感应热处理和金相组织分析介绍
可锻铸铁高频感应热处理和金相组织分析介绍高频感应热处理工艺因具有加热速度快,出产效率高、节省能源、易于机械化和自动化等特点,在汽车零部件出产等方面得到了广泛的应用。
汽车高频感应热处理零件常选用优质碳素结构钢(如35钢、40钢等)、合金结构钢(如35CR钢等)和铸钢(如ZG35和ZG45等)等。
而某国外牌号轿车变速器零件———A型齿轮材料为QS11MS55,是珠光体型可锻铸铁,要求对其进行高频感应热处理,这是一个比较新的课题。
2高频感应淬火对材料的要求根据德国欧宝公司的《工程材料规范》划定,QS11MS55(海内牌号KTZ550204)淬火前的组织应为层状珠光体或粒状FE3C和呈平均分布的石墨,答应存在少量铁素体,无游离渗碳体;并划定用于感应淬火的零件其珠光体应呈粒状结构,铁素体每单位面积最大含量为20%。
用于高频感应淬火的铸铁件要求为珠光体型可锻铸铁,这是由于淬火后轻易得到马氏体。
若是铁素体为主的可锻铸铁,则在高频瞬时加热中,铁素体来不及转变为奥氏体,碳也来不及在奥氏体中充分扩散,因此在淬火得到马氏体的同时,组织中还存在铁素体,影响了铸件的硬度和耐磨性。
铝板点焊机3高频感应淬火试验A型齿轮及尺寸见图1。
外齿轮高频淬火表面硬度要求为46~56HRC;硬化层深度要求≥110MM,硬化特性曲线应基本符合要求。
3.1零件原材料的调质处理试验用入口零件材料为两种组织形态,一种是符合欧宝公司要求的珠光体型可锻铸铁,其原始组织为粒状珠光体+呈较细团絮状且平均分布的石墨,无游离渗碳体(图2)。
另一种为锻造后调质状态,原始组织为回火索氏体+呈较细团絮状且平均分布的石墨,基体硬度为22~24HRC(图3)。
两种材料均符合高频感应淬火工艺对其组织的要求。
出产中未经调质的可锻铸铁的原始组织为珠光体+铁素体(珠光体含量为50%~80%),经由高频瞬时加热后轻易造成有效硬化层深度分布不平均,导致表面硬度值高低不均,若要达到高硬度,采取进步淬火温度往往会使铸件产生裂纹。
铸铁的分类及其特点
个人收集整理仅供参考学习铸铁的分类及其特点白口铸铁简称为白口铁,完全按照Fe-Fe3C 相图进行结晶而得到的铸铁。
其中碳全部以渗碳体(Fe3C)形式存在,断口呈银白色。
由于存在有大量硬而脆的Fe3C,硬度高,脆性大,很难切削加工。
很少用来直接制造机器,主要用于炼钢原料或制造可锻铸铁的毛坯。
灰口铸铁中的碳除微量溶入铁素体外,全部或大部以石墨形式存在,因断口呈灰色而得名。
依据石墨的形状不同,灰口铸铁可以分为灰铸铁(片状)、可锻铸铁(团状)、球墨铸铁(球状)、蠕墨铸铁(蠕虫状)。
1.灰铸铁的显微组织由金属基体(铁素体和珠光体)和片状石墨所组成,相当于在纯铁或钢的基体中嵌入了大量的石墨片。
石墨的强度、硬度、塑性极低,因此可以将灰铸铁视为布满细小裂纹的纯铁或钢。
由于石墨的存在,减少了承载的有效面积,石墨的尖角处还会引起应力集中,因此灰铸铁的抗拉强度低,塑性、韧性差。
显然,石墨愈多、愈粗大、分布愈不均,其力学性能愈差。
灰铸铁显微组织的不同,是由于碳在铸铁中存在形式的不同。
灰铸铁中碳由化合碳Fe3C和石墨碳所组成,化合碳为百分之零点八时,属于珠光体灰铸铁,化合碳小于百分之零点八时,属于珠光体-铁素体灰铸铁,全部都以石墨形式存在时,则为铁素体灰铸铁。
石墨赋予灰铸铁的优良性能:优良的减震性、良好的耐磨性、缺口敏感小。
2.可锻铸铁又称玛铁。
它是将白口铁经石墨化退火而成的一种铸铁。
由于其石墨呈团絮状,大大减轻了对金属的割裂作用,故抗拉强度得到显著提高,尤为可贵的是这种铸铁有着相当高的塑性与韧性,可锻铸铁就因此而得名。
按照退火方法的不同,可锻铸铁又可以分为黑心可锻铸铁、珠光体可锻铸铁和白心可锻铸铁三种,其中以黑心可锻铸铁最为常用。
黑心可锻铸铁为铁素体基体,其牌号为KTH,后面用两位数字分别表示其最低抗拉强度和伸长率。
黑心可锻铸铁的性能特征是塑性、韧性好,耐蚀性较高,但强度、硬度叫珠光体可锻铸铁低。
可锻铸铁通常用于制造形状复杂、承受冲击载荷的薄壁零件。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
牌号表示方法
可锻铸铁的牌号是由“KTH”(“可铁黑”三字汉语拼音字首)或“KTZ”(“可铁珠”三字汉语拼音字首)后附最低抗拉强度值(MPa)和最低断后伸长率的百分数表示。
例如牌号KTH 350—10表示最低抗拉强度为350 MPa、最低断后伸长率为10%的黑心可锻铸铁,即铁素体可锻铸铁;KTZ 650—02表示最低抗拉强度为650 MPa、最低断后伸长率为2%的珠光体可锻铸铁。
常见的几种可锻铸铁
牌号、性能及用途(GB 9440—1988)
铸铁牌号KTH300—06、KTH330—08、KTH350—10、KTH370—12:用于制造管道配件、低压阀门、汽车拖拉机的后桥外壳、转向机构、机床零件等。
铸铁牌号KTZ450—06、KTZ550—04、KTZ650—02、KTZ700—02:制造强度要求较高、耐磨性较好的铸件,如齿轮箱、凸轮轴、曲轴、连杆、活塞环等
铸铁牌号KTB380—04、KTB380—12、KTB400—05、KTB450—07:此为白心可锻铸铁,仅限于制造薄壁铸件和焊接后不需进行热处理的铸件、由于工艺较复杂,故在机械制造上较少应用。