基体表面酸洗处理对硬质合金涂层组织和性能的影响
材料表面处理对涂层性能的影响研究

材料表面处理对涂层性能的影响研究一、引言涂层技术在工业领域得到广泛应用,并且在提高材料表面性能方面发挥着重要作用。
而有效的材料表面处理对涂层性能的影响则成为研究的重点之一。
本文旨在探讨材料表面处理对涂层性能的影响,并介绍相关的研究成果。
二、表面处理方法1. 机械处理机械处理是一种常见的表面处理方法,可以通过抛光、刷洗等方式改变材料表面的粗糙度和形貌,从而影响涂层的附着力和均匀性。
2. 化学处理化学处理是使用一定的化学药剂对材料表面进行处理,如酸洗、碱洗等。
这些处理方法能够去除表面的氧化物、油脂、气体等杂质,提供更好的涂层基底。
3. 等离子处理等离子处理是一种将材料表面暴露在等离子体中,通过等离子体的能量和粒子束的轰击作用,改变表面的化学成分和形貌的方法。
这种方法可以使表面形成致密的氧化膜,提高涂层的附着力和耐腐蚀性。
三、材料表面处理对涂层性能的影响1. 附着力材料表面的处理方法可以显著影响涂层的附着力。
机械处理可以提高表面粗糙度,增加附着力。
化学处理可以去除杂质,提供更好的涂层基底。
而等离子处理则可以使涂层与基材的结合更牢固。
2. 光学性能材料表面处理对涂层的光学性能也有一定影响。
通过选择合适的表面处理方法,可以实现涂层的反射率调节、光波导特性的改善等,从而满足各种光学应用需求。
3. 抗腐蚀性材料表面处理可以提高涂层的抗腐蚀性能。
一些化学处理方法能够去除杂质、生成致密的氧化膜,减少涂层被腐蚀的可能性。
而等离子处理则可以提供更好的防护层,提高涂层的耐蚀性。
4. 硬度材料表面处理对涂层的硬度也有一定的影响。
通过机械处理等方法,可以增加材料表面的硬度,提高涂层的耐磨性和抗划伤性。
四、结论材料表面处理对涂层性能具有重要影响,不同的表面处理方法能够在一定程度上改善涂层的附着力、光学性能、抗腐蚀性和硬度。
因此,在涂层应用领域,选择适当的材料表面处理方法至关重要。
未来的研究可以继续深入探讨不同材料表面处理方法对涂层性能的影响机理,开发出更加优良的表面处理技术,为涂层技术的发展做出更大的贡献。
金属表面处理对材料的防蛀性能的改善
金属表面处理对材料的防蛀性能的改善金属材料的蛀蚀问题一直是材料科学领域中的一大挑战。
蛀蚀不仅会导致金属材料的性能下降,还会对金属结构的安全性造成威胁。
因此,研究金属表面处理对材料的防蛀性能的改善具有重要的实际意义。
本文将从专业角度分析金属表面处理对材料的防蛀性能的改善。
1. 金属蛀蚀的机理金属蛀蚀是金属材料在特定环境下发生的一种电化学反应。
金属材料中的活泼金属原子在电化学反应中失去电子,形成阳离子,同时吸引阴离子,形成蛀蚀产物。
这个过程会在金属表面形成一个蛀蚀电池,导致金属材料的不断腐蚀。
2. 表面处理对防蛀性能的改善金属表面处理可以通过改变金属表面的化学成分和物理性质来提高金属材料的防蛀性能。
以下是几种常见的金属表面处理方法对防蛀性能的改善:2.1 镀层处理镀层处理是在金属表面沉积一层耐腐蚀的金属或非金属材料,以形成保护层,防止腐蚀介质与金属基体直接接触。
常用的镀层材料包括镀锌、镀铬、镀镍、陶瓷涂层等。
镀层处理可以有效地隔绝腐蚀介质,减少金属表面的蛀蚀速率。
2.2 阳极氧化处理阳极氧化处理是一种在金属表面形成氧化膜的方法。
在阳极氧化过程中,金属表面产生一层致密的氧化物保护膜,可以阻止腐蚀介质进一步渗透到金属内部。
这种处理方法适用于铝、钛等金属材料,可以显著提高其防蛀性能。
2.3 磷化处理磷化处理是在金属表面形成一层磷酸盐保护膜的方法。
磷化处理可以增加金属表面的疏水性,减少腐蚀介质的吸附,从而提高金属材料的防蛀性能。
磷化处理适用于铁、锌等金属材料。
2.4 涂层处理涂层处理是在金属表面涂覆一层抗腐蚀涂料,形成保护层,隔绝腐蚀介质。
常用的涂层材料包括环氧树脂、聚氨酯、氟碳涂料等。
涂层处理可以有效地防止腐蚀介质直接接触金属基体,提高金属材料的防蛀性能。
3. 结论金属表面处理是一种有效的手段来改善金属材料的防蛀性能。
通过选择合适的表面处理方法,可以有效地隔绝腐蚀介质,减少金属表面的蛀蚀速率,提高金属结构的安全性。
不同表面处理对耐蚀合金钢的影响研究

不同表面处理对耐蚀合金钢的影响研究引言耐蚀合金钢作为一种重要的结构材料,在各种行业中得到广泛应用。
然而,在使用过程中,合金钢可能会受到腐蚀的影响,从而降低其使用寿命和性能。
因此,研究不同表面处理对耐蚀合金钢的影响具有重要的实际意义。
本文将探讨不同表面处理方法对耐蚀合金钢的影响,并分析其机理。
一、清洁和脱脂处理清洁和脱脂处理是合金钢表面处理的常见方法之一。
这些处理方法的目的是去除表面的杂质、油脂和污垢,使合金钢表面更加洁净。
实验研究表明,清洁和脱脂处理可以显著提高耐蚀合金钢的耐蚀性能。
这是因为清洁和脱脂处理可以有效地去除表面的污染物,并提高合金钢的表面光洁度。
光洁的表面可以减少腐蚀介质对合金钢的侵蚀,从而提高耐蚀性能。
二、化学处理化学处理是改善合金钢表面性能的重要方法之一。
在化学处理过程中,常用的方法包括酸洗、镀锌和化学染色等。
酸洗是一种利用酸性溶液去除合金钢表面氧化层和污垢的方法。
实验研究表明,酸洗可以清除表面的氧化物,提高合金钢表面的纯度,从而提高其耐蚀性能。
此外,镀锌可以在合金钢表面形成一层锌层,起到防护的作用。
化学染色则可以改变合金钢表面的颜色和抗蚀性能。
三、机械处理机械处理是一种通过打磨、抛光和机械刷洗等方法改善合金钢表面性能的方法。
实验研究表明,机械处理可以去除合金钢表面的氧化皮、污垢和微小缺陷,提高合金钢的表面光洁度和平整度。
较佳的表面光洁度和平整度有助于减少腐蚀介质对合金钢的侵蚀,提高合金钢的耐蚀性能。
四、涂层处理涂层处理是一种常用的提高合金钢耐蚀性的方法。
涂层可以有效地隔离合金钢与外界环境的接触,防止腐蚀介质对合金钢的侵蚀。
目前,常用的耐蚀涂层材料包括聚合物、涂料和金属涂层等。
研究表明,涂层处理可以显著提高合金钢的耐蚀性能,并延长其使用寿命。
其中,金属涂层具有较好的导电性和导热性,可以在外界溶液中形成一层保护性的氧化膜,从而提高合金钢的耐蚀性能。
结论不同的表面处理方法对耐蚀合金钢的影响是多方面的。
酸洗钝化处理工艺的好处
酸洗钝化处理工艺的好处
酸洗钝化处理工艺具有以下好处:
1. 去除氧化物:酸洗环节能有效去除金属表面的氧化物、锈蚀物等杂质,使金属表面更加干净。
2. 改善表面质量:酸洗能使金属表面变得光滑、均匀,并且去除金属上的划痕、凹凸等缺陷,从而改善表面的质量。
3. 增加耐腐蚀性能:酸洗后进行钝化处理可以形成一层致密的钝化膜,该膜能有效防止金属表面的进一步氧化、腐蚀,提高金属材料的耐腐蚀性能。
4. 增强涂层附着力:酸洗后的金属表面清洁,无氧化物和油脂等杂质,能够增强金属表面与涂层之间的附着力,提高涂层的耐久性。
5. 促进涂装工艺:酸洗能使金属表面更加适合涂装工艺,涂层均匀、附着力强,提高涂装的效果和质量。
6. 增加产品寿命:经过酸洗钝化处理工艺后的金属材料,耐腐蚀性能和涂层附着力均得到提高,能够延长产品的使用寿命。
总的来说,酸洗钝化处理工艺能够提高金属材料的表面质量、耐腐蚀性能和涂层
附着力,从而增加产品的使用寿命,保证产品的品质和可靠性。
酸洗对基体表面粗糙度的影响

Advances in Material Chemistry 材料化学前沿, 2023, 11(3), 71-76 Published Online July 2023 in Hans. https:///journal/amc https:///10.12677/amc.2023.113009酸洗对基体表面粗糙度的影响张友亮1,邓志伟2,张守华21安泰爱科科技有限公司,山东 淄博 2安泰科技股份有限公司,北京收稿日期:2023年6月13日;录用日期:2023年7月19日;发布日期:2023年7月27日摘要本文研究了在前处理酸洗液中加入粗化剂,钕铁硼基体表面获得良好粗糙度的前处理酸洗工艺。
试验结果表明,合适的酸洗粗化剂浓度是钕铁硼基体获得良好粗糙度的关键。
用有机晶体粉末作为粗化剂可以获得粗糙度良好的基体表面。
同时还研究了酸洗浓度、酸洗温度以及酸洗时间对钕铁硼基体表面粗糙度的影响。
关键词粗化剂,粗糙度,酸洗温度,钕铁硼Effect of Pickling on Surface Roughness of MatrixYouliang Zhang 1, Zhiwei Deng 2, Shouhua Zhang 21AT&M Magco Technology Co., Ltd., Zibo Shandong 2Advanced Technology & Materials Co., Ltd., BeijingReceived: Jun. 13th , 2023; accepted: Jul. 19th , 2023; published: Jul. 27th, 2023AbstractIn this paper, the pretreatment pickling process of NdFeB substrate surface with good roughness was studied by adding roughening agent into the pretreatment pickling solution. The test results show that suitable concentration of pickling roughening agent is the key to obtain good roughness of NdFeB matrix. The matrix surface with good roughness can be obtained by using organic crystal powder as roughening agent. The effects of pickling concentration, pickling temperature and pick-ling time on surface roughness of NdFeB substrate were also studied.张友亮等KeywordsCoarsening Agent, Roughness, Pickling Temperature, NdFeBCopyright © 2023 by author(s) and Hans Publishers Inc.This work is licensed under the Creative Commons Attribution International License (CC BY 4.0)./licenses/by/4.0/1. 引言钕铁硼永磁材料作为目前磁性最强的材料,被广泛应用于电子、电力机械、医疗器械、玩具、包装、五金机械、航天航空等领域[1]。
金属表面处理技术对材料耐蚀性能的影响分析
金属表面处理技术对材料耐蚀性能的影响分析引言:金属材料在各个领域中广泛应用,但由于金属容易受到氧化、腐蚀等自然环境的侵蚀,从而使其性能和寿命受到限制。
为了提高金属材料的耐蚀性能,人们开展了大量的研究和实践,发展了各种金属表面处理技术。
本文旨在分析金属表面处理技术对材料耐蚀性能的影响,并探讨其原理和应用。
一、化学处理技术化学处理技术通过在金属表面形成一种化学反应产物,形成一层具有良好耐蚀性能的保护膜,避免金属与外界介质直接接触。
常用的化学处理技术包括酸洗、酸化处理、东氏处理等。
1. 酸洗酸洗是通过在酸性溶液中将金属表面进行反应去除氧化层、油脂和其他有害物质的工艺。
酸洗可以清除表面的杂质,并使金属表面更光滑,提高表面的附着力和耐蚀性能。
2. 酸化处理酸化处理是指通过与金属物质反应,使其在金属表面形成一层薄膜覆盖物,起到保护金属的作用。
酸化处理可以改善金属表面的耐蚀性能,增加其防护层的厚度,降低金属对外界环境的敏感性。
3. 东氏处理东氏处理是一种通过在金属表面形成氧化膜,进而提高金属材料的耐蚀性能的技术。
东氏处理常用于铝和其合金材料,通过产生无机氧化铝的膜层,有效地阻止了金属材料与外界氧、水等腐蚀介质的直接接触。
二、表面涂层技术表面涂层技术通过在金属表面涂覆一层具有良好耐蚀性和保护性能的涂层来提高金属材料的耐蚀性。
常见的表面涂层技术包括电镀、电泳涂装和喷涂等。
1. 电镀电镀是通过在金属表面镀上一层其他金属薄层的方法,如镀铬、镀镍等。
电镀技术可以在金属表面形成致密、均匀的涂层,提供优良的耐蚀性和装饰效果。
2. 电泳涂装电泳涂装是将电泳涂料悬浮在水溶液中,利用电泳原理使涂料颗粒迅速向金属表面移动并定位在其上,形成均匀致密的涂层。
电泳涂装技术在金属表面形成了具有较高耐蚀性能的外观装饰层,同时还具有良好的环境友好性。
3. 喷涂喷涂是将涂料通过特定喷枪均匀地喷向金属表面,形成一层涂层,起到保护金属的作用。
喷涂涂层可以提供金属材料较好的抗蚀性和耐候性,同时还可以根据实际需要进行颜色和纹理的调整。
论述表面处理工艺对铝合金防腐涂层性能的影响

论述表面处理工艺对铝合金防腐涂层性能的影响摘要】随着市场经济的不断发展以及工业化建设进程的不断加快,我国各行各业对铝合金材料的需求量越来越多,因此,关于铝合金方面的研究也在不断深入。
本文针对表面处理工艺对铝合金防腐涂层性能的影响进行了简要分析,以供参阅。
【关键词】表面处理工艺;铝合金;防腐涂层;性能;影响随着我国工业化进程的不断加快和市场经济的快速发展,我国各行各业对铝合金材料的需求量都处于不断增长之中,所以有关铝合金的研究也应该不断深入,本文将所选取的三组铝合金分为X、Y、Z三组,对X、Y、Z三组各进行基本打磨处理、基本钝化处理和基材阳极氧化处理,并对三组分别实施拉开法附着力实验和电化学阻抗实验及耐海水浸泡实验,通过观察分析得出这三组样本的性能测试结果。
1实验基本过程说明1.1实验所需材料和仪器本文研究主要选取5083铝合金材料为实验的样本,将这其中的三组相同材料命名为X组、Y组和Z组,并将725-B40-EF1自抛光无铜防污漆、725-H06-19环氧锌黄防腐漆、725-D01=52表面钝化剂、725-H44-61环氧厚浆防腐底漆和725-HB53-1环氧丙烯酸连接漆作为备用,同时将液压附着力测试仪(PolitestAT-A型)和电化学阻抗谱仪(AtuoLabM273A型)作为研究的主要实验仪器。
1.2防腐防污涂层体系的制备为适应实验需求,本文研究把725-B40-EF1自抛光无铜防污漆作为防腐防污涂层中的一号涂层,并设置厚度为80μm、道数为1道。
同时将725-HB53-1环氧丙烯酸连接备用漆和725-H44-61环氧厚浆防腐底漆分别设置为防腐防污涂层中的二号涂层和三号涂层,并设置厚度为50μm、道数为1道。
把725-H06-19环氧锌黄防腐漆设置为防腐防污涂层的四号图层,与二三涂层一样设置厚度为50μm、道数为1道。
1.3进一步实施表面处理工艺上文提到,本文研究在对铝合金进行防腐涂层性能测试之前会分别对X、Y、Z三组各进行基本打磨处理、基本钝化处理和基材阳极氧化处理,首先,对X组铝合金材料所实施的基本打磨处理是在样板的表面进行涂油,在此基础上再用1.5#砂纸对表面进行打磨,材料打磨的表面粗糙度为20μm,随后用无水乙醇清洗样板并涂装防腐防污涂层。
基体表面酸洗处理对硬质合金涂层组织和性能的影响
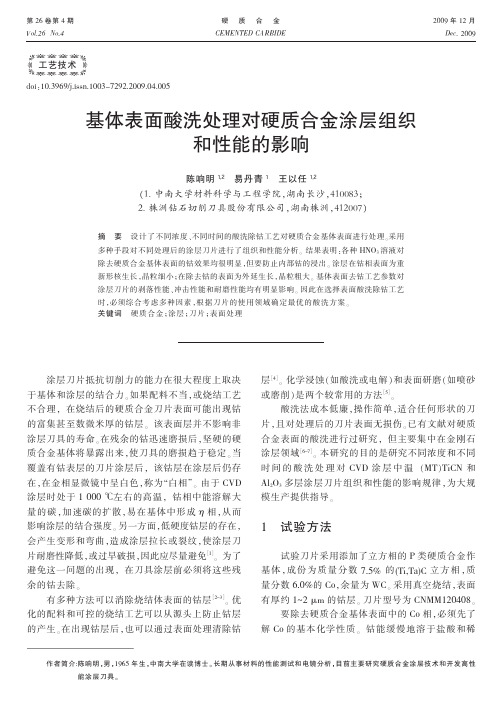
对样品表面的能谱分析也能定量地表征钴的去 除状况。未清洗的刀片表面有大量的钴存在,较低浓 度和较短时间内钴便可大量去除,浓度超过 20%或 时间超过 10min 的酸洗处理就已基本去除表面的钴 层。 更长时间或更高浓度的酸洗表面钴含量的变化 不大,但会浸蚀基体内部的钴。
将刀片沿截面制成金相样品, 采用扫描电镜的 背 散 射 电 子 成 像 模 式 (BEI) 可 以 深 入 地 分 析 成 分 和 形貌的变化,如图 2 所示。 观察表明,在未酸洗的样 品中基体与涂层界面上则有明显的钴层 (金相观察 中称为白相)。 酸洗后基体与涂层界面已不存在白 相, 也不形成 η 相。 但在浸蚀较多的样品中发现有 TiN 进入基体的现象, 用金相显微镜可以更清楚地 看到黄色的 TiN 取代粘结相,沉积在 WC 颗粒间。 和 未酸洗样品比较可知,这些 TiN 所在的位置正是 Co
涂层刀片抵抗切削力的能力在很大程度上取决 于基体和涂层的结合力。如果配料不当,或烧结工艺 不合理, 在烧结后的硬质合金刀片表面可能出现钴 的富集甚至数微米厚的钴层。 该表面层并不影响非 涂层刀具的寿命。在残余的钴迅速磨损后,坚硬的硬 质合金基体将暴露出来,使刀具的磨损趋于稳定。当 覆盖有钴表层的刀片涂层后, 该钴层在涂层后仍存 在,在金相显微镜中呈白色,称为“白相”。 由于 CVD 涂层时处于 1 000 ℃左右的高温, 钴相中能溶解大 量的碳,加速碳的扩散,易在基体中形成 η 相,从而 影响涂层的结合强度。 另一方面,低硬度钴层的存在, 会产生变形和弯曲,造成涂层拉长或裂纹,使涂层刀 片耐磨性降低,或过早破损,因此应尽量避免[1]。 为了 避免这一问题的出现, 在刀具涂层前必须将这些残 余的钴去除。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
刀片磨损试验在 HAAS 数控车床上进行,被加工 材料为 45# 钢。 切削条件为 v=320 m/min,a=1.0 mm, f=0.2 mm/r。 每隔一定时间测量一次刀片后刀面的磨 损,磨损量大于 0.3 mm 或切削过程中刀片破损,中止 试验。 通过其加工寿命表征刀片的耐磨性。
表 3 不同酸液浓度浸蚀后刀片冲击试验时间统计 min
浸 蚀 时 间 /min
5%
10%
20%
50%
5
0.5
1.5
0.07
4.17
10
4.17
4.17
4.17
4.17
20
0.33
2.95
1.75
0.07
注:每个结果为 2 次测量的算术平均值。 未酸洗样品冲击时
间为 0.08 min。
这是由于冲击性能主要反映刀尖的使用状况。 如前所述,刀片酸洗后需进行刃口钝化处理。刀尖部 分除已钝化区外,还有很大部分是未钝化区域。已钝 化区在较短时间内或较低浓度时不会受到浸蚀的影 响,因此结合力较好。未钝化区域钴层经酸洗全部除 去,粘结强度较好,因此较长时间或较高浓度酸洗的 冲击性能好。但如果浓度过高且时间太长,钝化也不 能完全清除该浸蚀层,则影响到基体的韧性,因此导 致冲击性能很差。
·225·
凝固时形成的典型生长条纹, 只有少量 WC 颗粒的 尖端曝露在基体的表面,没有发现立方相。酸洗后表 面钴迅速减少,短时间酸洗后仅残留少量钴,露出白 色块状 WC 颗粒和浅灰色球状立方相(见图 1b)。 说 明采用 HNO3 去钴的效率很高。 在更长时间或更高 浓度酸洗后, 在扫描电镜中已不能观察到表面钴的 存在,只有 WC 和立方相(见图 1(c))。
左:未酸洗,基体表面浅灰色层为 Co,右:酸洗后,基体表层黑色相为 TiN 图 2 酸洗前后涂层样品纵截面形貌
·226·
硬质合金
第 26 卷
压痕试验中涂层和基体承受的主要是压应力。 基体表面的钴被完全浸蚀后, 涂层直接在 WC 或立 方相上外延生长,为原子间键合,结合力很强,因此 涂层和基体间粘结强度高;但如果浸蚀过重,基体内 部粘结相受损,造成基体韧性下降,则降低涂层的结 合性能。 如果有钴层存在或涂层时钴可以扩散到表 面,则结合强度低。
表 1 HNO3 酸洗工艺表
时 间 /min
5%
10%
20%Байду номын сангаас50%
5
1#
2#
3#
4#
10
5#
6#
7#
8#
20
9#
10#
11# 12#
所有经酸洗处理刀片和未经处理刀片的刃口均 进行规定大小的钝化处理,超声波清洗和干燥,放入 同一 CVD 涂层炉内涂层。 采用多层涂层工艺以获得 最佳的涂层性能,多层涂层的结构从里到外依次为: 1 μm TiN+8 μm MT-TiCN+4 μm Al2O3+1 μm TiN。
涂层刀片抵抗切削力的能力在很大程度上取决 于基体和涂层的结合力。如果配料不当,或烧结工艺 不合理, 在烧结后的硬质合金刀片表面可能出现钴 的富集甚至数微米厚的钴层。 该表面层并不影响非 涂层刀具的寿命。在残余的钴迅速磨损后,坚硬的硬 质合金基体将暴露出来,使刀具的磨损趋于稳定。当 覆盖有钴表层的刀片涂层后, 该钴层在涂层后仍存 在,在金相显微镜中呈白色,称为“白相”。 由于 CVD 涂层时处于 1 000 ℃左右的高温, 钴相中能溶解大 量的碳,加速碳的扩散,易在基体中形成 η 相,从而 影响涂层的结合强度。 另一方面,低硬度钴层的存在, 会产生变形和弯曲,造成涂层拉长或裂纹,使涂层刀 片耐磨性降低,或过早破损,因此应尽量避免[1]。 为了 避免这一问题的出现, 在刀具涂层前必须将这些残 余的钴去除。
结合强度是涂层刀片最重要的性能之一。 本研 究采用两种方法表征涂层的结合性能。 一种是压痕 法测量涂层的剥落性能, 通过测量涂层的剥落面积 半定量地表征涂层和基体的结合强度 。 [8-9] 设定没有 剥 落 时 为 0 级 , 剥 落 面 积 20%以 下 为 1 级 , 大 于 20%为 2 级。 可以看出,剥落数值越低,表示结合强 度越好。 另一种方法为冲击试验,它表征的是刀片的 综合结合强度。
作者简介:陈响明,男,1965 年生,中南大学在读博士。 长期从事材料的性能测试和电镜分析,目前主要研究硬质合金涂层技术和开发高性 能涂层刀具。
·224·
硬质合金
第 26 卷
硫酸中,较易溶于适当浓度的硝酸中,在浓硝酸中呈
“钝态”。 钴与几种主要酸介质的化学反应为:
Co+2HC1=CoCl2+H2 Co+2HNO3= Co (NO3) 2+H2
有多种方法可以消除烧结体表面的钴层 。 [2-3] 优 化的配料和可控的烧结工艺可以从源头上防止钴层 的产生。在出现钴层后,也可以通过表面处理清除钴
层[4]。 化学浸蚀(如酸洗或电解)和表面研磨(如喷砂 或 磨 削 )是 两 个 较 常 用 的 方 法 [5]。
酸洗法成本低廉,操作简单,适合任何形状的刀 片,且对处理后的刀片表面无损伤。已有文献对硬质 合金表面的酸洗进行过研究, 但主要集中在金刚石 涂层领域 。 [6-7] 本研究的目的是研究不同浓度和不同 时 间 的 酸 洗 处 理 对 CVD 涂 层 中 温 (MT)TiCN 和 Al2O3 多层涂层刀片组织和性能的影响规律,为大规 模生产提供指导。
用 扫 描 电 镜 (SEM) 观 测 样 品 表 面 上 钴 层 的 形 貌
变化和截面上涂层组织的 变 化 ,用 能 谱 仪 (EDS)测 量表面成份的变化。 采用压痕法评估涂层的抗剥落 性能,压痕实验在 FR-3e 数字洛氏硬度仪上进行。
刀 片 的 冲 击 试 验 在 CK7525 型 数 控 车 床 上 进 行 ,被 加 工 材 料 为 径 向 均 匀 开 有 四 个 槽 的 45# 钢 , 即 每 转 一 周 冲 击 四 次 。 试 验 参 数 为 v=300 r/min, a=1.0 mm,f=0.2 mm/r, 每分钟冲击 1200 次,4 分 17 秒材料被切削一层,冲击了约 5 000 次。
对表 4 的切削数据进行分析可知, 切削寿命最 短的是 8# 和 12#,它们是长时间和高浓度浸蚀的样 品,切削寿命最长的是 2# 和 1#,它 们 是 低 浓 度 、短 时间浸蚀的样品, 其它样品则和未浸蚀样品差不多 (在 85%-115%范围内), 这些样品虽受偶然因素的 影响, 但仍有时间短或浓度低则寿命长的趋势。 如 4# 样品虽然浓度达 50%,但由于时间只有 5 min,因 此寿命有 98%;10# 和 9# 浸蚀时间为 20 min, 但浓 度较低,因此寿命仍有 96%和 97%。 由此可见,切削 试验对工艺参数比压痕试验和冲击试验敏感, 只有 较低浓度和较短时间才能取得较好的效果。
!!!!"
!"
!"
第 26 卷第 4 期 Vol.26 No.4
!!!!" 工艺技术
doi:10.3969/j.issn.1003-7292.2009.04.005
硬质合金 CEMENTED CARBIDE
2009 年 12 月 Dec. 2009
基体表面酸洗处理对硬质合金涂层组织 和性能的影响
陈响明 1,2 易丹青 1 王以任 1,2 (1. 中南大学材料科学与工程学院,湖南长沙,410083; 2. 株洲钻石切削刀具股份有限公司,湖南株洲,412007)
摘 要 设计了不同浓度、不同时间的酸洗除钴工艺对硬质合金基体表面进行处理。采用 多种手段对不同处理后的涂层刀片进行了组织和性能分析。 结果表明:各种 HNO3 溶液对 除去硬质合金基体表面的钴效果均很明显,但要防止内部钴的浸出。 涂层在钴相表面为重 新形核生长,晶粒细小;在除去钴的表面为外延生长,晶粒粗大。 基体表面去钴工艺参数对 涂层刀片的剥落性能、冲击性能和耐磨性能均有明显影响。 因此在选择表面酸洗除钴工艺 时,必须综 合 考 虑 多 种 因 素 ,根 据 刀 片 的 使 用 领 域 确 定 最 优 的 酸 洗 方 案 。 关键词 硬质合金;涂层;刀片;表面处理
被清除后留下的间隙。 说明用 HNO3 清洗时基体内 部的 Co 可能被清洗掉,这在酸洗时必须特别注意。
从 SEM 照片上看到, 在 Co 相上 TiN 晶粒细小 的柱状晶,直径小于 50 nm,长径比在 2~5 之间。 表 明 TiN 涂层在 Co 相上重新形核。 在 Co 完全浸蚀的 基体上,WC 和立方碳化物上 TiN 涂层为外延生长, 晶粒粗大。 3.2 结合强度的变化
Co+H2SO4=CoSO4+H2 此外,钴还能溶于上述酸性介质的混合液,并能
与某些盐类发生置换反应。 因此,根据 Co 的这些化
学性质,利用酸或盐介质,均可除去硬质合金基体表
面中的 Co 相。 本研究采用不同浓度的 HNO3 溶液进 行表面去钴处理。刀片经标记后放入酸液中处理,时
间分别为 5、10 和 20 min,酸洗工艺见表 1。
表 2 不同酸液浓度浸蚀后刀片压痕试验结果统计
浸 蚀 时 间 /min
5%
10%
20%
50%
5
1
2
1.75
0.5
10
1.5
2
0.5
0.5
20
1.25 0.75
0.75
1
注:每个样品测量 4 次,计算其算术平均值。 未酸洗样品剥落
为 1.0
冲击试验结果见表 3,可以看出,未酸洗的刀片 冲击性能均不行,酸洗后的刀片有一半是好的。冲击 性能较好的试样是高浓度、短时间或低浓度、适中时 间的样品。 浸蚀时间为 10 min 的样品冲击性能均较 好。但高浓度、长时间处理的 12# 刀片冲击性能却很 差。