大容量纺丝组件漏浆原因分析及设计改进
前纺知识——常见纺丝异常现象及修正措施
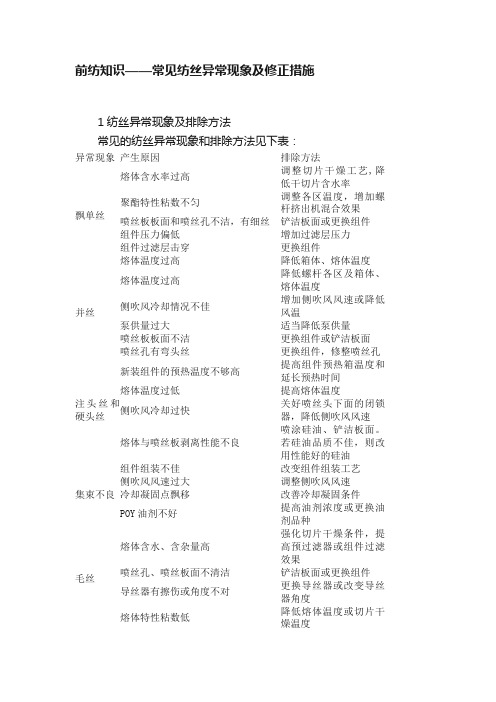
前纺知识——常见纺丝异常现象及修正措施1纺丝异常现象及排除方法常见的纺丝异常现象和排除方法见下表:异常现象 产生原因排除方法飘单丝熔体含水率过高调整切片干燥工艺,降低干切片含水率聚酯特性粘数不匀调整各区温度,增加螺杆挤出机混合效果喷丝板板面和喷丝孔不洁,有细丝 铲洁板面或更换组件 组件压力偏低 增加过滤层压力 组件过滤层击穿 更换组件 熔体温度过高 降低箱体、熔体温度并丝 熔体温度过高降低螺杆各区及箱体、熔体温度侧吹风冷却情况不佳增加侧吹风风速或降低风温泵供量过大 适当降低泵供量 喷丝板板面不洁 更换组件或铲洁板面 喷丝孔有弯头丝 更换组件,修整喷丝孔注头丝和硬头丝 新装组件的预热温度不够高提高组件预热箱温度和延长预热时间熔体温度过低 提高熔体温度侧吹风冷却过快关好喷丝头下面的闭锁器,降低侧吹风风速熔体与喷丝板剥离性能不良 喷涂硅油、铲洁板面。
若硅油品质不佳,则改用性能好的硅油集束不良 组件组装不佳 改变组件组装工艺 侧吹风风速过大 调整侧吹风风速冷却凝固点飘移 改善冷却凝固条件POY 油剂不好提高油剂浓度或更换油剂品种毛丝熔体含水、含杂量高 强化切片干燥条件,提高预过滤器或组件过滤效果喷丝孔、喷丝板面不清洁 铲洁板面或更换组件导丝器有擦伤或角度不对更换导丝器或改变导丝器角度熔体特性粘数低降低熔体温度或切片干燥温度喷丝头拉伸过大降低纺丝速度,增加吐出量丝条晃动过大侧吹风风速过大或过小调整侧吹风风速 卷绕间向纺丝室回风 正确控制纺丝室和卷绕间的风压低分子升华物堵塞侧吹风网清刷侧吹风过滤网2纺丝工艺异常调整表由于聚酯切片、油剂等批号的变更或质量的差异,以及纺丝工艺条件的波动和设备状况的不同,产品和半成品的质量亦会受到影响,为此,必须及时调整工艺参数,确保最佳的生产状况和质量指标。
下表列举主要的工艺调整方法。
调整内容 产生原因调整方法干切片与无油丝间的特性粘数降过大 干切片含水率高改变干燥工艺条件,提高干燥效果螺杆挤出机各区及熔体温度偏高 降低熔体温度,调整螺杆挤出机各区温度 熔体停留时间过长改用浅槽螺杆或提高纺丝吐出量(提高丝条纤度)螺杆转速过快 调整纤维纤度,以适合螺杆挤出机的特性 纤度偏差计量泵吐出量异常 检查讲师泵运转状态,校验计量泵组件漏浆紧固组件、顶紧螺栓或更换组件讲师泵转速过高或过低 调整计量泵转速飘单丝或单丝断裂 按照排队飘单丝的方法处理计量泵之前压力不足 提高计量泵泵前压力 分丝错误认真分丝,集束上油,不分错单丝强度偏差原料切片特性粘数波动加强切片混料和按批号投料干切片含水率波动稳定切片干燥工艺,提高干燥效率 熔体温度过高或过低调整熔体温度 伸度偏差熔体温度过低,引起伸度偏低提高熔体温度 无油丝特性粘数波动改变纺丝、干燥工艺条件,使无油丝特性粘数适中干切片含水率过高,切片干燥温度过高 提高切片干燥效率,降低切片干燥温度 含油不均匀上油嘴部分被阻塞捅通上油嘴孔 上油泵转速不合适调整上油泵转速油剂浓度波动严格分析油剂浓度,调整上油量 油剂浓度过高降低油剂浓度3不良卷绕筒子生产生的原因及排除措施造成卷绕筒子缺陷的原因很多,工艺、设备和操作等因素均会影响卷绕成型,有时,几个因素相互交错,列归纳如表:缺陷名称 产生原因排除措施 凸肩卷绕张力过大增大卷绕角摩擦辊与卷绕筒子接触压力太高降低摩擦辊与卷绕筒子间的接触压力螺旋边卷绕筒管与中间丝层滑动 降低卷绕张力 落丝时,筒管制动速度过快 增大卷绕角筒管夹与摩擦辊未较水平,使卷绕筒子与摩擦辊接触不良 摩擦辊与筒管夹校成平行蛛网丝 横动导丝器每次换向时不在同一位置调整横动导丝器,修正横动凸轮槽换向点 卷绕张力太高降低卷绕张力,增大欠喂率卷绕角太大 减小卷绕角 横动导丝器松动或损坏 调换横动导丝器摩擦辊与筒管夹未较水平校正摩擦辊与筒管夹,增加其转动灵活性 筒管夹转动不灵或筒管有跳动除去筒管夹中可能带入的废丝,更换筒管摩擦辊表面磨损 修理或更换摩擦辊横动导丝器干扰振幅太高减小横动导丝器干扰振幅表面凹凸卷绕张力太高 降低卷绕张力卷绕角过大 减小卷绕角表面丝层脱圈丝不能贴附于筒子两端的表面上减小卷绕角上油量过高增加横动导丝器干扰振幅增加卷绕张力减少上油量叠圈横动导丝器的速度、干扰振幅和周期过小,导丝棒或导丝器与丝接触部分表面损坏增大横动导丝器速度、干扰振幅和周期。
聚合物纺丝组件基于模拟的分析和优化

聚合物纺丝组件基于模拟的分析和优化R.Fe(B)ler;D.Hietel;C.Leith(a)user;刘俊华【摘要】The simulation-based analysis is an effective tool to evaluate the overall performance of polymer spin packs, to identify design problems and to avoid misconstructions.Quality indicators rate the interplay of individual components and point out potential weaknesses.Once a problem has been identified the spin pack optimization tools help to revise the design.Every modification can be validated prior to construcation.%基于模拟的分析是评估聚合物纺丝组件整体性能、识别设计问题和避免错误构造的有效工具.质量指标可评估各组成部分的相互作用,并指出潜在弱点.一旦明确了问题,纺丝组件优化工具便能帮助改进设计.每个修改都可以在构造前进行验证.【期刊名称】《国际纺织导报》【年(卷),期】2017(045)004【总页数】3页(P20-22)【关键词】聚合物;纺丝组件;模拟分析;优化【作者】R.Fe(B)ler;D.Hietel;C.Leith(a)user;刘俊华【作者单位】弗劳恩霍夫工业数学研究所(德国);弗劳恩霍夫工业数学研究所(德国);弗劳恩霍夫工业数学研究所(德国)【正文语种】中文如今对具有独特性能的化学纤维的日益增长的需求给制造商和工程师们带来了挑战。
虽然新聚合物可以生产出新的纤维,但可纺性通常成为一个问题。
灌浆过程中出现漏浆和跑浆处理措施

灌浆工程是指将水泥灌浆料喷入岩体孔隙或裂隙中,以填充、加固和密封岩体,从而提高岩体的整体承载能力和稳定性。
但在实际的施工过程中,经常会遇到灌浆过程中出现漏浆和跑浆的情况。
本文将就灌浆过程中出现漏浆和跑浆的原因分析及处理措施进行探讨。
一、漏浆的原因及处理措施1. 孔隙或裂隙过大出现漏浆的主要原因之一是孔隙或裂隙过大,超出了水泥灌浆料的填充能力。
在此情况下,可采用以下措施进行处理:- 对孔隙或裂隙进行加固处理,以减小孔隙或裂隙大小,提高填充的密实性。
- 选择灌浆料的粘结性能好的产品,增加填充的粘结力,从而减小漏浆的概率。
- 调整水泥灌浆料的配方,使填充物性能适应岩体的特点,提高填充料的充实性。
2. 灌浆施工技术不当灌浆施工技术不当也是导致漏浆的原因之一。
在进行施工时,应注意以下几点:- 严格按照施工工艺要求进行操作,严禁擅自更改施工方法。
- 对灌浆设备进行定期检查和维护,确保设备的正常运行。
3. 岩体渗水岩体的渗水情况也会影响到灌浆的效果。
对于岩体渗水严重的情况,需要采取一些补救措施:- 做好岩体的防水处理,减少岩体渗水情况的发生。
- 选择耐水性好的灌浆料,增加填充物的耐水性。
二、跑浆的原因及处理措施1. 灌浆料黏度过低当灌浆料的黏度过低时,容易导致灌浆过程中出现跑浆的情况。
针对这种情况,可以采取以下措施:- 调整灌浆料的配方,增加灌浆料的黏度,提高填充物的粘结力。
- 在施工中控制灌浆料的流量和喷射压力,避免因过大的压力导致灌浆料跑浆。
2. 岩体表面不洁净岩体表面存在杂物或者污垢也会影响到灌浆过程,容易导致跑浆现象的发生。
处理方法包括:- 在施工前对岩体表面进行清洁,确保表面光滑无杂物。
- 增加填充物的附着力,选择具有良好附着性能的灌浆料。
3. 施工工艺不合理在进行灌浆施工时,如果工艺不合理也容易导致跑浆。
应注意以下问题:- 严格按照工艺要求进行施工,避免出现过多的喷射压力和流量,导致灌浆料跑浆。
对于灌浆过程中出现漏浆和跑浆的处理措施,可以从孔隙裂隙大小、灌浆施工技术、岩体渗水情况、灌浆料的黏度、岩体表面清洁等多个方面进行综合考虑。
设备漏浆分析报告怎么写

设备漏浆分析报告怎么写引言:在建筑施工中,混凝土是一种常用的建筑材料,而混凝土浇筑过程中常常会出现漏浆现象,影响施工质量和进度。
设备漏浆分析报告是一种对混凝土漏浆问题进行分析和总结的技术性报告,通过分析漏浆的原因和解决方法,可以提高施工质量,减少损失。
本文将从报告的结构、分析方法和写作技巧等方面进行介绍,以期对读者在编写设备漏浆分析报告时提供一些参考。
一、报告结构设备漏浆分析报告一般包括以下几个部分:摘要、引言、设备与操作描述、漏浆问题描述、漏浆原因分析、解决措施、结论和建议等。
1. 摘要摘要应该简明扼要地介绍设备漏浆问题的情况、原因、解决方法和效果等,使读者能够迅速了解整个报告内容。
2. 引言引言部分介绍了设备漏浆问题的背景和意义,提出了报告的目的和意义,引起读者的兴趣并对设备漏浆问题进行概述。
3. 设备与操作描述在这一部分,应该详细描述设备和操作过程的相关信息,包括设备型号、技术参数、操作流程等,以便读者了解设备的情况和操作过程。
4. 漏浆问题描述这一部分应该详细描述漏浆的情况,包括漏浆的位置、程度、影响等,结合图表或照片,使读者对漏浆问题有直观的了解。
5. 漏浆原因分析漏浆原因分析是整个报告的核心部分,应按照时间顺序逐一分析每个可能的原因,并通过实验证据或案例进行支撑。
常见的漏浆原因包括施工人员技术不熟、设备不合理、施工环境不符合要求、材料问题等。
6. 解决措施在这一部分,应提出解决漏浆问题的具体措施和方法,并说明其合理性和可行性。
可以结合实际案例或数据进行论证,使读者相信解决措施的可靠性。
7. 结论和建议在结论部分,应对分析得出的各种原因和解决措施进行总结,并提出进一步改进的建议。
结论有助于读者对报告内容进行概括和总结,建议可以为其他类似问题的解决提供参考。
二、分析方法在设备漏浆分析报告中,可以采用以下几种分析方法:1. 实地调查根据漏浆问题的具体情况,可以前往施工现场实地进行调查。
观察设备操作情况、施工环境、材料状况等,寻找可能的漏浆原因。
再生有色PET短纤维用纺丝组件的改进

收稿 日期 : 1 -1 7 2 11 - 。 0 1
作者简介 : 金福康 (96)男 , 13 ・, 江苏泰州人 , 高级工程师 , 现从事化纤生产 工艺设备技术研 用 纺 丝 组件 的 改进 E
金 福康 , 大庆 , 国祥 朱 周
( 扬州天富龙汽 车内饰纤 维有 限公 司 , 江苏 仪征 2 10 ) 140
摘要 : 对生产再生有色 P T E 短纤维过程 中纺 丝组件 易产生难拆 、 难装、 漏料、 内腔有熔体流 动死 角、 喷丝板变形等问题进行 了
好带“ 工作 , 病” 直接影响生产稳定和生产效率。 纺丝组件密封工作是依靠纺丝组件工作压力形 成自 我密封 , 要实 现 自我密封 , J首先要保证旋合
大螺套要 有足 够 的拧 紧 力矩 , 就是 零 件 密 封 面无 再
其孔位 , 但是常有错位 , 影响纺丝熔体流速。中心出 纺丝熔体时 , 一开始会很快将纺丝熔体分流到组件 内腔所有空间, 并从中心孔抄近路流到喷丝孔, 从而 分流到海砂上面 四周的纺丝熔体就会暂时停 留在原 处, 随着时间的推移开始降解。当中心流动到喷丝 孔 的纺丝熔体过滤阻力逐渐增大并向四周扩散 , 再 与已降解的纺丝熔体混合流动喷丝, 直接影响原丝 产品 的性能 。
3 0
聚 酯 工 业
第2 5卷
2 结果及讨论
2 1 漏 浆及解 决方 案 .
经改进后 的组件好装易拆 , 即使零件变形 、 轴 心偏移 、 碳化污物多 , 也不影 响拧紧 , 不会产生假紧 现象 , 使漏料现象基本得到解决 。
2 2 内腔有熔 体 流动 死 角及解 决方 案 .
涤纶纤维生产中毛丝原因与措施
涤纶纤维生产过程中毛丝的产生与措施一、前言在涤纶长丝的生产过程中,毛丝无时无刻不伴随左右,成为一个令人头痛的问题,毛丝的出现直接影响加工性能,对产品形象以及用户的使用均会造成一定影响,因而,对毛丝的分析与消除是涤纶长丝生产技术管理的一项重要内容。
毛丝的形态各异,产生原因也各不相同,正确的判断会产生事半功倍的效果。
在生产中,厂家为增加产量、降低成本,在保证较高的纺丝速度的前提下,把毛丝数降至最低,甚至以零毛丝数为目标,就成为涤纶长丝生产过程中的努力目标之一。
同时,在涤纶短纤生产过程中,毛丝现象也依然会存在的,涤纶短纤纺丝时毛丝的产生与熔体输送过程中的热降解、组件的工况、丝束冷却方式、丝道光滑度等有关系,纺丝熔体的热降解、组件工况是纺丝毛丝的产生最主要的因素。
二、涤纶长丝与涤纶短纤毛丝产生的缘由与应对措施分析1.涤纶长丝毛丝产生的原因与对策 1.1普通涤纶长丝FDY生产过程中毛丝的产生聚酯熔体经增压泵的作用流入纺丝箱体,然后经纺丝、冷却、上油、拉伸、定型等工序卷取成型,所得产品为皮芯结构均一的全拉伸丝FDY。
在纺速和冷却速率非常高的情况下,由于应力集中,使皮层承受较大的张力,纤维的皮层容易产生裂痕而导致毛丝,故选择优良的冷却条件保持径向结构均匀就显得十分重要。
成功的做法是建立一个有效的缓冷区,以及使用带有蜂窝状的侧吹风装置,可产生平流风,实现对熔体细流的良好冷却。
在拉伸过程中,随着加工速度(即第二热辊速度)的提高,产量成比例增加,生产成本下降,并且染色均匀性有所提高。
但是加工速度过高时,产品断头和毛丝随之增加,因此必须权衡确定合适的加工速度。
如果拉伸不足而使张力低下,使丝条的摇动幅度增大,也会造成毛丝和断头,但张力过高会对丝饼成型及退绕产生负作用。
从油剂的附着性与纤维起毛的关系来讲,维持较高的油剂乳液的浓度及丝质含油率,可使得纤维的毛丝减少,但也要防止油剂浓度过高而导致油剂渗透性下降而使得丝质降低。
【百科】浆纱各类疵点原因分析大全

【百科】浆纱各类疵点原因分析大全浆纱各类疵点原因分析大全一、上浆不匀1、浆液浓度不正确(1)调浆投料计量不准,成浆体积不符合标准。
或因牵就黏度改变体积。
(2)蒸汽凝结水太多,造成浆桶、浆槽煮浆浓度变化太大。
(3)输浆或转浆时与其他浆液或水混合。
2、浆液黏度不正确(1)所用浆料黏度的热稳定性太差;尤其是淀粉类浆料要用新鲜未变质的。
变性淀粉热稳定性要求85%以上。
(2)调浆时煮浆不充分,黏度未到稳定阶段,使用时变化大。
(3)浆液酸碱度pH值不正确。
(4)浆槽温度不稳定。
(5)用浆时问太长。
3、浆液温度不稳定(1)蒸汽压力忽高忽低。
(2)煮浆蒸汽管堵塞。
(3)温控作用不良。
4、浆液面高低不稳定(1)输浆电磁阀有故障。
(2)浆泵作用不良。
(3)浮球失灵或液位检测器作用不良。
(4)溢流板连接胶板破损。
(5)浆液起泡沫。
5、压浆力不适当(1)压浆力工艺设定不适当或任意改变压浆力。
(2)压浆力随车速变化不适当或打慢车时间过长。
(3)压浆辊、上浆辊表面损坏或不圆整。
(4)压浆辊橡胶老化或双浆槽的压浆辊硬度不一致。
(5)压浆辊两端加压不一致。
二、回潮不匀(1)蒸汽压力不稳定,时高时低。
(2)蒸汽凝结水过多,虹吸管损坏或位置不当,疏水器不灵或回水管不畅,影响烘燥效能。
(3)烘房排气罩风机作用不良,排湿不畅。
(4)烘筒温控作用不良。
(5)测湿仪作用不良。
(6)压浆力不适当,压浆力两端不一致以及压浆辊、上浆辊表面损坏或不圆整。
(7)浆纱车速快慢不一。
三、轻浆起毛1、上浆偏小(1)由于调浆浓度偏低或蒸汽冷凝水多,使浆液稀释。
(2)用浆时间过长,浆料不断分解,黏度下降。
(3)浆液面不稳定,主要是浮球等液位控制失灵,溢流板漏浆及浆泵作用不良。
(4)浆液起泡沫。
(5)压浆力过大。
(6)开慢车时间长,压浆辊调压作用不正常。
2、表面上浆、浸透不足(1)浆液温度过低,浸透作用不足。
(2)浸没辊太高,浸浆长度不够。
(3)预压浆辊压力不够,对于一些较难吸浆的经纱品种,应加强预压作用。
漏浆处理方案

漏浆处理方案1. 背景在建筑、地铁和隧道等工程施工过程中,漏浆是一个常见的问题。
漏浆可能会导致地基沉降、结构不稳定等严重后果。
因此,及时有效地处理漏浆问题,对于工程的质量和安全至关重要。
2. 漏浆的原因漏浆的原因可以是多种多样的,常见的原因包括但不限于以下几点:•施工操作不当:施工人员在注浆过程中没有按照规范操作,导致注浆不均匀或漏浆。
•施工材料不合格:注浆材料质量不达标,或未按照要求进行检测验证。
•施工设备故障:注浆设备故障导致漏浆。
•地基条件复杂:地质条件复杂,地基土层不均匀或存在空洞等问题,导致注浆不完全。
3. 漏浆处理方案为了解决漏浆问题,需要从多个方面进行考虑和处理。
下面提供一些常用的漏浆处理方案供参考:3.1 加强施工人员培训和管理在施工前,要对施工人员进行全面的培训,确保其了解注浆操作的要求和步骤。
此外,要严格管理施工人员,并对其进行考核和奖惩,以提高其工作责任感和专业素质。
3.2 优化注浆材料和设备选择合适的注浆材料和设备对于防止漏浆非常重要。
注浆材料应具备良好的流动性和粘度,在施工过程中能够充分填充孔隙和缝隙。
注浆设备应具备稳定可靠的性能,确保注浆过程的连续性和均匀性。
3.3 注浆方案设计和优化在进行注浆方案设计时,需要根据具体工程的情况制定合理的注浆方案。
包括确定注浆的位置和数量、注浆剂的使用浓度和注浆压力等参数。
通过优化注浆方案,可以最大限度地减少漏浆的发生。
3.4 监测和检测在施工过程中,要加强对注浆工作的监测和检测。
通过使用先进的监测设备和技术,可以实时监测注浆过程中的压力、流量等参数,并及时发现漏浆情况。
同时,还应定期对注浆质量进行检测和评估,确保注浆质量满足要求。
3.5 处理漏浆问题一旦发现漏浆问题,应立即采取措施进行处理。
常见的处理方法包括:•补浆:对漏浆部位进行二次注浆,填补漏浆空隙。
•补强:对漏浆部位进行加固处理,比如使用钢筋、钢板等材料。
•修复:修复漏浆部位可能引起的地基沉降、结构不稳定等问题。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3 79 ×3 5 垫片厚 ) ×25 3 .(
10 0
= 0 0 2 II . 3 II TT
× ( 1 2 2 . 1 ) 一47 3 .3 n 。 c 8 ‘ 4
1
的宽度和厚度。组件人 口铝密封垫(02 材质改为 01) T 2一M , 厚度 3511 改 为 451I, 举 提 高 了垫 . 2t / T . II TT 此
封垫 可 靠性进 行校 核 , 对 纺丝 组件 出现 的 问题 进 行 了设 计 改进 。 针 关键 词 纺 丝组件 泄 漏 载荷 可靠性 校核
纺 丝组 件作 为 纺 丝 机 的 心 脏部 件 , 构 设 计 的 结
设 计 改进
起 视为 一对 法兰 , 图 1 示 。 如 所
一
优劣直接影响到组装 的难易程度 、 上位纺丝时的可 靠性 。邵 阳纺 织 机 械 责 任 有 限 公 司 与 美 国 C N— HE
= 1 孚 × 34 ×
8 . 9 6= 1 8 0 N 13
×
组件结构不甚合理 , 导致组装要求很严 , 安装程 序复杂 , 零件安装 时无定位榫槽 , 密封垫易受损 , 上
位后 个别 出现 内泄 。 12 原 因分析 与计 算 .
12 12 操作状 态 下需要 的最小垫 片 压 紧力 . ..
M Pa l 【1:
螺栓 3 一M1 , 6 最小处 +3m 有效长度 L= 1 m,
1 5 mm ; 9
好 , 纺 丝组件 曝 露 的一些 问题 一 度 影 响 到 生 产 的 但 顺利 进行 。本文针 对 生产 现场 出现 的 问题进行 了分
流体 压力 P 按压 力 2 a ( 高 压 力 理论 c 2MP 计 最 可 达 3 a , 作 温度 30℃ 。 0MP )工 0 计算 :
靠。
的效果 , 得 了 良好 的经 济效 益 和社会效 益 。 取
2 纺丝组件的改进设计
针 对纺 丝组 件 出现 的问题 及 断裂螺 钉 和入 口铝
密封 垫 的校 核 , 组 件 进 行 了 相 应 改 进 , 图 2所 对 如
示
参考文献
[ ] G 10—1 9 { 1 B5 9 8 钢制压 力容器 》 M] 北京 : [ . 中国标 准 出
F = F = 6 2 D b×I × P c . 8 (× ' D - c
:
62× . 8
- 十
×
×
纺 丝 箱
4. 5×2 7 2= 2 5 3 N 7 9
1 2 2 螺 栓载 荷… ..
122 1 预 紧状 态 下需要 的最小螺 栓 载荷 . ..
= = 11 30 N 8
1 ・ 8 研究与应用 ・
纺织机械
2 1 年 第 3期 01
大 容 量 纺 丝 组 件 漏 浆 原 因分 析 及 设 计 改 进
邓 清方 黄伟 江
( 1湖南邵阳学院 4 2 0 2邵 阳纺织机械有 限责任公 司 4 2 0 ) 200 2 0 0
摘 要 介绍 了纺丝组件泄漏的影响 因素 , 分析计算了组件安装螺钉 的最小载荷及横截面积, 对密
效 地保 护 了密 封垫不 受损 害 , 密封 垫处增 加定 位槽 ,
材质 0 r8 9可改 为 铝 垫 或铜 垫 , 缩 变形 量 大 , C 1 Ni 压 可有 效 防止 出现 内泄 。
10 0
× × 1 d …3
! 丝 二 Z 2 ! 二三2
1 × 1 0 0 u ’ 6 署×
P
而
2・ m 。 9 m
纺织机械
21 0 1年第 3期
・ 研究与应 用 ・ 1 9
123 1 单 件螺 栓危 险截 面 处直径 .. .
作 了如下 改进 : 2 1 组 件安 装螺 钉 (0 1 截 面 直径 处 于危 险 临 界 . 01)
d√ =4.41 B  ̄ 9f=. m = / 5 3m 2 5
12 4 2 螺 栓 在 操作 状 态 需 要 的最 小 螺 栓 载荷 下 .. .
的伸长量( +3iT和 +6 分 1 ft 1 q l l mm两段计算)
△ =
:
! 垒
二
2
+
号, 结构改为定位榫槽 , 安装简易快捷 , 无需象老结 构每 次安 装 时须 用 定 位工 装 进 行 定 位 安 装 , 同时有
= 0. 7 m 0 8n
24 个别 零 件结 构更 改 , 少 了 因必 要 的干涉 而引 . 减
起 的漏浆 。
1 2 4 3 校核 . ..
3 结 束 语
改进 的组 件在后 续 项 目实施 中收 到 了立 竿见 影
△ >△ 。 L ,工 作 状 态 下 产 生 间 隙 , 封 不 可 密
T X公 司合 作 的大容 量涤 纶 短纤 项 目( 块 喷 丝板 E 每
达 到 1 5 tx57 0孔 ,6个 纺位 年产 量可 达 5万 .6de / 0 3 t2 0 ) 0 5年 1 2月 在 用 户 生 产 运 行 以来 , 总体 情 况 良
密封 垫材 料 为 66 0 1一T 6铝 材 , 照 软 铜 或 黄 参 铜 选 择 垫 片 系 数 1 =4 7 , 比 压 力 Y= 8 . T I .5 96
122 2 操作状态下需要 的最小螺栓载荷 . ..
W p = F+Fp=0. 8 Dc P 7 5 c+6 2 Db . 8 b×1 × P T I c
:0 7 5× ( .8
图 1 原 纺 丝 组 件 结 构
=4 5 0 N 29
) ×2 2十2 5 3 7 9
1 2 3 螺 栓 面 .
边缘 , 无余量 , 现增大至 1 . m; 3 5m 螺钉有效长度 从 2 0im减 小 1511, 量减小 在工 作状 态下 螺 0 l T 0 21尽 2 T
钉 的 伸 长 变 形 量 ( 算 公 式 同 前 ,△ 减 小 至 计
设 计 螺栓 截 面直径 1 ll不安 全 。 3nl, T 124 密封 可靠 性校核 .. 按 虎 克定律 ‘ : 124 1 垫 片 在 操作 状 态 需 要 的最 小 压 紧力 下 的 .. .
压缩 变 形量
△L = =
00 5 I )更改螺钉材质为 3 CMo 材料 的许 .3 7FT ; fI 1 5 r A,
用应 力 30℃ 时从 10M_ 0 0 P a提高 至 14M_ , 大 7 P 大 a 提高 螺钉 的安 全 系数 。 2 2 垫 片在预 紧状 态下 受 到最大 螺钉 载荷 的作用 , . 可 因压 紧过度 而 失 去 密封 性 能 , 为此 垫 片 须 有 足够
组 件 螺 钉 出现 断 裂及 人 口处 密封 垫 泄 露 , 能 可
载荷 取 Wp材 质 按 2 r3 算 , , C1 计 数量 3件 ¨。
Ap= = 4 5 29 0 _42 5 9.
是螺钉强度不够及 密封垫选材不对或压缩量不够 , 需进 行校 核 。可将 外套 与纺 丝箱 体视 为 刚性与 组件
片在 载荷 下 的压 缩 变形 量 , 在用 户 现 场 处 理效 果 十 分 明 显 。 同 时 , 封 垫 外 径 奶1 2 TT 应 增 至 密 . 311 II 3 .3mm; 下表 面增 加 回水 线结 构 , 2 7 上 可大 大提 高 密封 效果 。 2 3 外 圈 3个 件号 0 0 、05 00 . 030 0 、06简化 为 2个 件
版 社 ,9 8 9 —9 . 19 :4 5
[ ] 机械设计手册联 合编 写组 . 2 机械设计 手册 ( 上册 . 一 第 分册 第二版 ) M]北 京 : 学工 业 出版社 ,9 7 4— [ . 化 18 :
11 3.
图 2 改进 后的纺丝组件结构
1 2 1 垫 片压 紧力1 . . 1 】
析, 并提 出了设计改进 、 具体措施。
1 纺 丝组 件出现 问题 及原 因分析
1 1 出现 的 问题 .
12 1 1 预紧状 态下 需要 的最 小垫 片压 紧力 .. .
= F = 3. 4 1 Dc×b× Y
组件 安 装螺 钉 (0 1个 别 断裂 , 成纺 丝 中断 ; 0 1) 造 组件 中铝密 封垫设 计不 合 理 , 出现漏 浆 ;