片剂生产工艺流程图
片剂生产工艺

主 药
辅 料
粉 碎 和 过 筛
混 合
润 粘 崩 湿 合 解 剂 剂 剂
填充剂
制 软 材
制 湿 粒
干 燥
整
润 滑 剂
崩 解 剂
混 合
压 片
粒
挥发物
湿法制粒压片工艺流程图
崩解剂的加入方法
内加法:制粒时加入 外加法:压片时加入 ↗一份内加法加入 内外加法:崩解剂 ↘一份外加法加入
崩解速率:外加法>内外加法>内加法 溶出速率:内外加法>内加法>外加法
真空干燥机
压片 1.干颗粒的预处理 过筛整粒:12~20目筛网 加入润滑剂和崩解剂 加入挥发油或挥发性物质
片重计算 根据主药的含量计算:
每片主药含量 片重 测得颗粒中主药的百分 含量
根据颗粒重量计算:
干颗粒重 压片前加入的辅料量 片重 预定的应压片数
实例分析
乙酰螺旋霉素片中每片含乙酰螺旋霉素0.1g, 制成颗粒后,测得颗粒中的含主药量为 48.5%,本品含乙酰螺旋霉素应为标示量的 95.0%~105.5%,计算片重范围。 0.1 片重= × 95.0%~105.5% 48.5 % = 0.20~0.22g
原辅料的流动性、压缩成形性和润滑性决定了片
剂制备时采用何种方法。
先制粒后压片 目的:
① ↑药物的流动性和可压性 ② ↓松片、裂片现象 ③ ↓分层,避免主药含量不均或花斑 ④ ↓粉末飞扬及粘冲现象
一、制粒压片法
湿法制粒压片 干法制粒压片
﹙一﹚湿法制粒压片
是将药物和辅料的粉末混合均匀后加入液体 润湿剂或粘合剂制备颗粒后再压片的方法。
片剂的生产工艺及质量检测
胶囊剂片剂工艺流程图

沸腾床
温度、滤袋完好、清洁度
随时/班
压片
片子
平均片重
1次/30分钟
片重差异
1次/2小时
崩解时限
1次/30分钟
硬度、脆碎度
1次以上外观ຫໍສະໝຸດ 随时/班含量、均匀度、溶出度(指规定品种)
每批
包衣
包衣片
外观
随时/班
崩解时限
定时/班
包装
瓶子
清洁度
每批
在包装品
装量、封口、瓶签、填充物
随时/班
装盒
数量、说明书、标签
随时/班
标签
内容、数量、使用记录
每批
装箱
数量、合格证、印刷内容、装箱者代号
每箱
随时/班
标签
内容、数量、使用记录
每批
装箱
数量、合格证、印刷内容、装箱者代号
每箱
二、硬胶囊剂
本公司拥有药品批准文号的硬胶囊剂产品共5种,其工艺流程图如下:
硬胶囊剂主要过程控制点及控制项目:
工序
质量控制点
质量控制项目
频次
粉碎
原辅料
异物
每批
粉碎过筛
细度、异物
每批
配料
投料
品种、数量
1次/班
制粒
颗粒
粘合剂浓度、温度
1次/批、班
含量、水分
筛网
使用前后
烘干
烘箱
温度、时间、清洁度
随时/班
沸腾床
温度
随时/班
滤袋完好、清洁度
每批
灌装
硬胶囊
温度、湿度
随时/班
平均装量
1次/30分钟
装量差异
1次/1小时
牛黄解毒片车间生产工艺.

生产工艺流程图
排风 PI
PI 制粒干燥 牛黄、雄 黄、大黄等 牛黄、雄 黄、大黄 等净品 滤液 提取液 浓缩液
PI PI
干颗粒
电子秤
XY-500 洗药机
CFC-IV 热风循环 烘箱
CSJ-250 粗碎机
ZG-280 全自动 煎药机
RCN-3? 热回流提 取浓缩器
870 板框式液压器
ZN-500 真空减压浓缩器
袋装 袋包装 外包装
外包装
小盒 片子来自凉片室
大盒
片剂包装成品 去仓库
DXDP60C 自动包装机
外包装工作台
图样名称 项 目
附图B
生产工艺流程图
年产24亿片牛黄解毒片生产车间工艺设计
设 计 制 图
王奎丽 王奎丽
比 日
例 期
1:100 2013.05.10
四、设备选型
设备选型:物料衡算 、生产的条件。 主要设备:洗药机、切药机、粗碎机、煎药机、 制粒机、干燥机、 混合机、压片机等。
多向运动混合 15 DXDP60C 自动包装机 机 序号 设备型号 设备名称 序号 设备型号 设备名称
设 计 制 图
王奎丽 王奎丽
比 日
例 期
1:160 2013.05.10
六、人员组织结构
企业中最重要的组成部分就是企业的全体人员, 因此企业的全体人员必须效、稳 定、均一和使用方便的优质产品。人员组织结构 图见下张。
稠膏罐
HLSG-200 湿法制粒机
GFG-100 高效沸腾干燥机
从室外排风 压缩空气来自车间总管 自来水来自车间总管 蒸汽来自车间总管 纯化水回自车间总管 纯化水来自车间总管 PI 包衣辅料 来自仓库 薄膜包衣剂 包衣配浆 PI 整粒 干颗粒 PI 总混 总混后批料颗粒 去分装、压片 压 片 颗粒装桶 包衣片打光 PI 包 衣 PI
几种典型制药实用工艺流程图
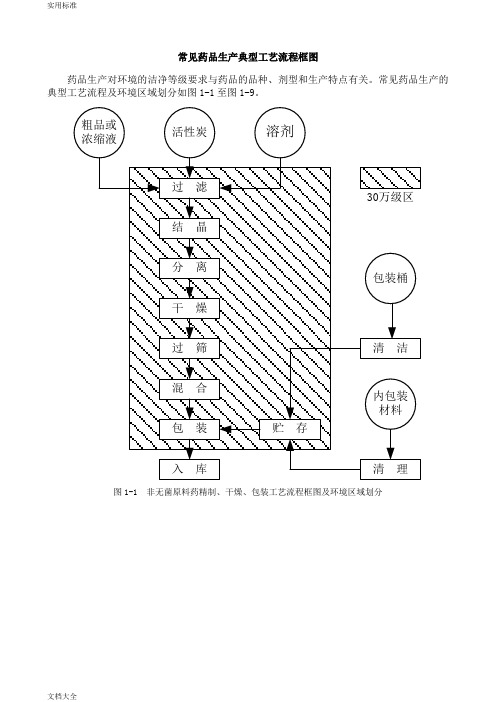
常见药品生产典型工艺流程框图
药品生产对环境的洁净等级要求与药品的品种、剂型和生产特点有关。
常见药品生产的典型工艺流程及环境区域划分如图1-1至图1-9。
图1-1 非无菌原料药精制、干燥、包装工艺流程框图及环境区域划分
图1-2 无菌原料药精制、干燥、包装工艺流程框图及环境区域划分
图1-3 片剂生产工艺流程框图及环境区域划分
图1-4 硬胶囊剂生产工艺流程框图及环境区域划分
图1-5 压制法软胶囊剂生产工艺流程框图及环境区域划分
图1-6 可灭菌小容量注射剂生产工艺流程框图及环境区域划分
图1-7 可灭菌大容量注射剂生产工艺流程框图及环境区域划分
图1-8 注射用无菌分装产品生产工艺流程框图及环境区域划分
图1-9 注射用冷冻干燥制品生产工艺流程框图及环境区域划分。
(完整版)各制剂工艺流程图
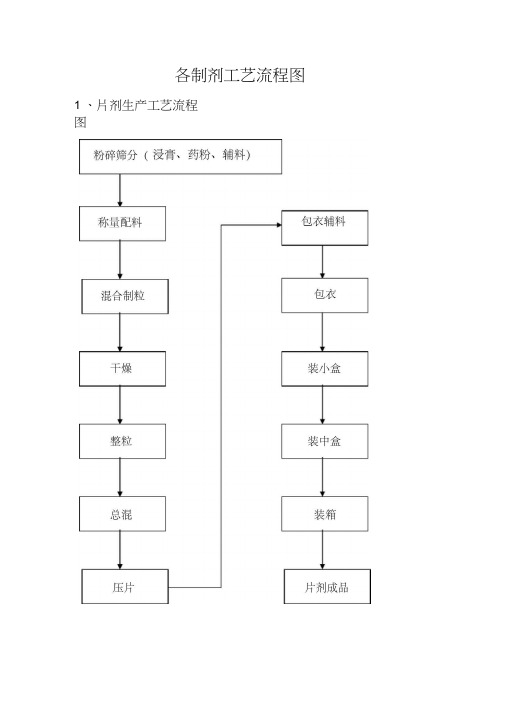
各制剂工艺流程图1 、片剂生产工艺流程图2、颗粒剂生产工艺流程图3、胶囊剂生产工艺流程图4、合剂生产工艺流程图5、糖浆剂生产工艺流程图6, 丸剂生产工艺流程图2 、工艺流程说明2 . 1 、前处理工艺流程说明外购的药材经过挑、选、检、去杂质及非药用部位后,川选药机或不绣钢洗药池,将药材上的泥土、灰尘洗净,根据不同品种的要求湿润,以达到提取、榨油、细粉的标准。
用J 六提取的药材,采取切割的方法切片,后经多层带式}气燥机干燥,中药粉碎机粉碎,筛分得到合格粒度的药材,送到净药库。
用J 屯榨油的药材,经多层带式干燥机干燥后,直接送去榨汕。
榨油前,按配方要求混合,用中药粉碎机粗碎,经蒸汽湿润后进入螺旋榨油机榨油,榨出的油经过过滤,再送到综合伟lJ 剂车间。
用一于细粉的药材切片,经多层带式十燥机十燥后,送到双扇灭菌柜灭菌,再用高效粉碎机组和震荡筛粉碎,筛分合格后包装,转入综合制剂车间。
2 . 2 、热回流提取工艺流程说明来自净药库的药材,按配方配料,加入乙醇,用热回流抽提机组进行第· 次醉提,过滤后剩余的药渣,加上辅料,再进行次水提,使有效成分尽量提出。
醇体液静置后过滤,除去杂质,减压浓缩,回收乙醉,并得到醇提浸膏。
水提液静置后过滤,除去杂质,减压浓缩,并得到水提浸膏。
将醇提浸膏与水提浸膏混合,采用可倾式反应锅浓缩,得到稠浸膏,用周转桶送到综合制剂车间。
2 .3 、片剂工艺流程说明原料和辅料经过粉碎过筛,达到要求细度后,按配方称取配料。
配制好的物料,根据需要混合制粒、干燥、整粒、总棍后,再压片、包衣、抛光,经检验合格,按规定包装,送入成品库房。
2 . 4 、合剂工艺流程说明原料和辅料按处方称量后,加入纯化水配制成药液,经力热煮沸、冷却、过滤后,再灌装和轧盖,经过蒸汽检漏、晾瓶、灯检、贴签,检验合格后,装箱送入成品库房。
2 . 5 、糖浆剂工艺流程说明将原料和辅料按处方称量后,加入纯化水配制成药液,经力热煮沸、冷却、过滤、调整浓度后,再灌装和轧盖,经过幻检、贴签,检验合格后,装箱送入成品库房。
扑热息痛生产工艺设计
扑热息痛生产工艺设计年产3亿片Vc片工艺设计目录目录.................................................................................................................................... - 1 - 中文摘要.......................................................................................................................... 错误!未定义书签。
英文摘要.......................................................................................................................... 错误!未定义书签。
第一章概述.............................................................................................................................................. - 3 - 1.1片剂(tablets)介绍 ........................................................................................................................... - 3 -1.1.1片剂的特点[1] ..........................................- 3 -1.1.2片剂的分类.............................................- 4 -1.1.3片剂的规格和质量[2] ....................................- 4 -1.1.4片剂的质量检查.........................................- 5 -1.2扑热息痛片简介[3] ............................................................................................................................. - 5 - 1.3药代动力学.......................................................................................................................................... - 5 - 第二章处方设计及工艺.......................................................................................................................... - 9 -2.1 扑热息痛片处方设计..................................................................................................................... - 9 -2.1.1 处方................................................- 9 -2.1.2 处方分析 [5] .......................... 错误!未定义书签。
(完整版)各制剂工艺流程图

各制剂工艺流程图1 、片剂生产工艺流程图2、颗粒剂生产工艺流程图3、胶囊剂生产工艺流程图4、合剂生产工艺流程图2 、工艺流程说明2 . 1 、前处理工艺流程说明外购的药材经过挑、选、检、去杂质及非药用部位后,川选药机或不绣钢洗药池,将药材上的泥土、灰尘洗净,根据不同品种的要求湿润,以达到提取、榨油、细粉的标准。
用J 六提取的药材,采取切割的方法切片,后经多层带式}气燥机干燥,中药粉碎机粉碎,筛分得到合格粒度的药材,送到净药库。
用J 屯榨油的药材,经多层带式干燥机干燥后,直接送去榨汕。
榨油前,按配方要求混合,用中药粉碎机粗碎,经蒸汽湿润后进入螺旋榨油机榨油,榨出的油经过过滤,再送到综合伟lJ 剂车间。
用一于细粉的药材切片,经多层带式十燥机十燥后,送到双扇灭菌柜灭菌,再用高效粉碎机组和震荡筛粉碎,筛分合格后包装,转入综合制剂车间。
2 . 2 、热回流提取工艺流程说明来自净药库的药材,按配方配料,加入乙醇,用热回流抽提机组进行第·次醉提,过滤后剩余的药渣,加上辅料,再进行次水提,使有效成分尽量提出。
醇体液静置后过滤,除去杂质,减压浓缩,回收乙醉,并得到醇提浸膏。
水提液静置后过滤,除去杂质,减压浓缩,并得到水提浸膏。
将醇提浸膏与水提浸膏混合,采用可倾式反应锅浓缩,得到稠浸膏,用周转桶送到综合制剂车间。
2 .3 、片剂工艺流程说明原料和辅料经过粉碎过筛,达到要求细度后,按配方称取配料。
配制好的物料,根据需要混合制粒、干燥、整粒、总棍后,再压片、包衣、抛光,经检验合格,按规定包装,送入成品库房。
2 . 4 、合剂工艺流程说明原料和辅料按处方称量后,加入纯化水配制成药液,经力热煮沸、冷却、过滤后,再灌装和轧盖,经过蒸汽检漏、晾瓶、灯检、贴签,检验合格后,装箱送入成品库房。
2 . 5 、糖浆剂工艺流程说明将原料和辅料按处方称量后,加入纯化水配制成药液,经力热煮沸、冷却、过滤、调整浓度后,再灌装和轧盖,经过幻检、贴签,检验合格后,装箱送入成品库房。
片剂的制备及包衣-药剂

干燥方法
①按操作方式分类: 间歇式、连续式
②按操作压力分类: 常压式、真空式
③按加热方式分类:
热传导干燥、对流干燥、辐
射干燥、介电加热干燥。
干燥设备
(1) 厢式干燥器 优点:设备简单,适应
性强。 缺点:劳动强度大,热
量消耗量大。 方式:常压;减压
2) 流化床干燥器
亦称沸腾干燥器,构造简 单,操作方便,有利于传 热、传质,提高了干燥速 率;物料停留时间任意调 节,适宜于热敏性物料。
第五节 片剂的包衣
包衣:在片剂表面包以 适宜材料的过程称包 衣。
包衣的目的
① 避光、防潮 ② 遮盖不良气味 ③ 隔离配伍禁忌成分(颗粒包衣) ④ 采用不同颜色包衣,增加药物的识别能力。 ⑤ 包衣后表面光洁,提高流动性。 ⑥ 提高美观度 ⑦ 改变药物释放的位置及速度,如胃溶、肠
溶、缓控释等。
一、糖包衣工艺与材料
• 按制备工艺分类:
制粒压片法
湿法制粒压片法(对湿热稳定) 干法制粒压片法(对湿不稳定)
直接粉末(结晶)压片法 直接压片法
半干式颗粒(空白颗粒)压片法
精选ppt
3
(一)湿法制粒压片法工艺流程图:
粘合剂
主药 粉 过 混 辅料 碎 筛 合
造干 整 粒燥 粒
润滑剂
压
混
片
合
精选ppt
4
(二)干法制粒压片法工艺流程图
测定方法:检测方法为取药片20片,精密称定总重 量,求得平均片重后,再精密称定每片片重,每片片重 与平均片重比较,超出差异范围者不得多于2片,并不得 有1片超出差异范围的1倍。
片重差异大原因及解决办法
①颗粒流动性不好,应重新制粒或使用较好的助流 剂。 ②颗粒内细粉太多或颗粒大小相差悬殊,应除去过 多细粉或重新制粒。 ③加料斗量时多时少:加料斗内应保持有1/3量以上 的颗粒。 ④冲头与模孔吻合性不好,应更换冲头、模圈。