计算机视觉技术在零件尺寸测量中的应用_王晓翠
基于机器视觉的机械零部件尺寸测量技术研究

基于机器视觉的机械零部件尺寸测量技术研究导言近年来,随着机械工业的不断发展,对机械零部件尺寸测量技术的要求也越来越高。
传统的人工测量虽然能够满足一定的需求,但其存在的主观性和不稳定性仍然是主要问题。
为了解决这一问题,基于机器视觉的机械零部件尺寸测量技术应运而生。
本文将探讨基于机器视觉的机械零部件尺寸测量技术的研究现状和未来发展趋势。
一、技术原理基于机器视觉的机械零部件尺寸测量技术是利用计算机和摄像设备对机械零部件进行图像采集和处理,通过图像处理算法获取零部件的尺寸信息。
其技术原理主要分为图像采集、图像处理和尺寸测量三个步骤。
图像采集是基于机器视觉的机械零部件尺寸测量技术的第一步。
通过高分辨率摄像设备对机械零部件进行拍摄,获取清晰的图像。
高分辨率的摄像设备能够提供更多的图像信息,有助于提高尺寸测量的准确性。
图像处理是基于机器视觉的机械零部件尺寸测量技术的核心步骤。
通过图像处理算法对采集到的图像进行分析和处理,去除图像中的噪声和干扰,提取出零部件的边缘特征。
常用的图像处理算法包括边缘检测、二值化、轮廓提取等。
尺寸测量是基于机器视觉的机械零部件尺寸测量技术的最终目标。
通过对图像处理后的图像数据进行尺寸计算,得到机械零部件的尺寸信息。
常用的尺寸测量方法包括长度测量、宽度测量、直径测量等。
二、研究现状基于机器视觉的机械零部件尺寸测量技术已经在工业领域得到广泛应用。
目前,研究人员主要集中在算法改进、设备优化和测量系统的智能化方面进行研究。
在算法改进方面,研究人员提出了许多新的图像处理算法和尺寸测量方法。
例如,基于边缘检测和霍夫变换的尺寸测量方法可以提高测量的准确性和稳定性。
另外,利用深度学习技术进行图像处理和尺寸测量也成为研究热点。
这些算法的出现极大地推动了基于机器视觉的机械零部件尺寸测量技术的发展。
在设备优化方面,研究人员致力于提高摄像设备的性能和精度。
高分辨率、高帧率的摄像设备能够提供更多的图像信息,从而提高尺寸测量的准确性。
如何利用计算机视觉技术准确测量物体尺寸

如何利用计算机视觉技术准确测量物体尺寸随着科技的进步,计算机视觉技术在各个领域中发挥着越来越重要的作用。
其中之一就是利用计算机视觉技术来准确测量物体尺寸。
在生产制造、物流仓储、建筑设计等领域,准确测量物体尺寸对于工作的进行和结果的准确性至关重要。
本文将介绍如何利用计算机视觉技术进行物体尺寸测量的方法和技术。
首先,利用计算机视觉技术进行物体尺寸测量需要使用图像处理和机器学习技术。
图像处理技术可以提取图像中的特征信息,例如边缘、角点、颜色等,从而实现物体轮廓的提取。
而机器学习技术则可以通过训练模型,使计算机能够学习并识别不同物体的特征,进而实现物体尺寸的测量。
其次,准确测量物体尺寸的关键在于获取清晰、高质量的图像。
当物体在图像中出现模糊、失真或者有其他干扰因素时,会对测量结果产生影响。
因此,在进行物体尺寸测量前,需要保证图像的清晰度和质量。
可以通过提高摄像设备的分辨率、使用合适的曝光时间和光照条件,以及防止相机晃动等方式来改善图像质量。
在图像处理过程中,物体的边缘检测是进行物体尺寸测量的关键步骤之一。
边缘检测可以通过Canny算子、Sobel算子等边缘检测算法实现。
这些算法可以帮助提取图像中明暗变化较为剧烈的区域,从而确定物体的边缘。
通过对图像进行边缘检测并进行一定的滤波处理,可以得到物体的轮廓信息。
在物体尺寸测量中,我们需要知道物体在实际世界中的尺寸与图像中的像素之间的关系。
这可以通过进行相机标定来实现。
相机标定是确定相机内参(如焦距、主点坐标等)和外参(如相机与物体之间的相对位置和姿态等)的一个过程。
通过相机标定,可以将像素坐标转化为实际世界中的尺寸,从而实现物体尺寸的准确测量。
另外,在进行物体尺寸测量时,还需要考虑图像中的尺度问题。
由于相机与物体之间的距离和角度不同,物体在图像中的尺寸也会发生变化。
为了解决这个问题,可以使用参考物体或者标定板来估计物体与相机之间的相对尺度关系,从而得到准确的物体尺寸测量结果。
基于机器视觉的工件尺寸测量研究_1
基于机器视觉的工件尺寸测量研究发布时间:2023-01-30T01:36:30.917Z 来源:《中国建设信息化》2022年第18期作者:许仕奇[导读] 在工件尺寸测量方面,当前大部分工厂会选择人工测量的方式许仕奇东莞市普密斯精密仪器有限公司广东东莞 523000摘要:在工件尺寸测量方面,当前大部分工厂会选择人工测量的方式,不仅浪费了大量的人力资源而且无法获得精准的测量结果。
为了避免这类事情的出现,本文提出了基于机器视觉的工件尺寸测量。
选择合适的系统硬件和系统软件设施,保证获取数据的准确性。
在测量方法的选择上利用系统图像预处理方法达成较好的去噪效果,基于Ramer算法进行轮廓分割,基于Tukey算法进行拟合,保证达成较好的机器视角下的工件尺寸测量效果。
以上工件测量方法不仅能够增加工件尺寸测量的效率和效果,还能够为自动化生产提供必要基础保障,不断提升我国工业生产的整体效果。
关键词:机器视觉;工件尺寸;测量研究;自动化引言:现代化生产过程中,常常需要测量工件尺寸判断产品和生产标准是否吻合。
特别是多工工件的尺寸测量,如果选择人工测量的方法则需要对圆孔、直线进行系统的测量,测量过程的效率和精度均得不到有效保障。
传统生产过程中往往会采用人工测量的方法,测量量程受测量工具限制、测量精度受到测量人员的主观能动性影响。
不能进行大批次的高强度和高精度测量,无法满足大量生产和高精度工业的测量需要。
随着计算机技术和图像处理技术的发展,机器视觉的识别和检测技术被广泛应用。
这一方法可以实现对测量目标的无接触实时自动检测效果,具备精度、效率较高,客观性和自动化明显的特征。
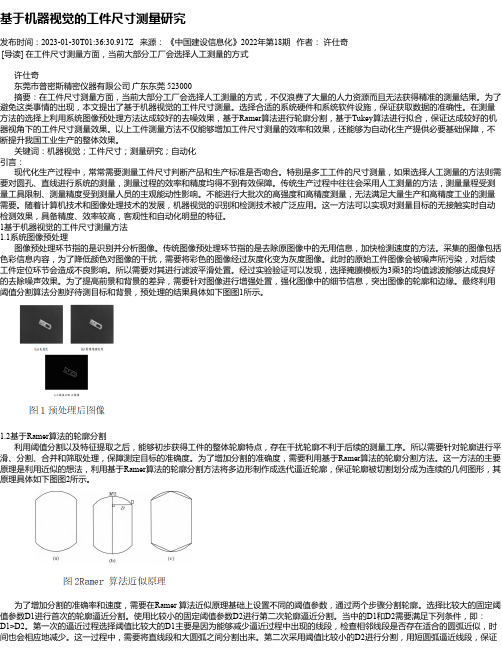
1基于机器视觉的工件尺寸测量方法1.1系统图像预处理图像预处理环节指的是识别并分析图像。
传统图像预处理环节指的是去除原图像中的无用信息,加快检测速度的方法。
采集的图像包括色彩信息内容,为了降低颜色对图像的干扰,需要将彩色的图像经过灰度化变为灰度图像。
此时的原始工件图像会被噪声所污染,对后续工件定位环节会造成不良影响。
基于计算机视觉技术的小尺寸机械零件的尺寸测量系统研究.
第29卷第3期 2007年9月湘潭师范学院学报(自然科学版) JournalofXiangtanNormalUniversity(NaturalScienceEdition) Vol.29No.3Sep.2007基于计算机视觉技术的小尺寸机械零件的尺寸测量系统研究何学科,龙赛琼12(1.湖南交通工程职业技术学院交通工程系,湖南衡阳421001;2.番禺出入境检验检疫局,番禺511400)摘要:利用计算机视觉技术解决工业现场皮带流水线上大批量的小尺寸机械加工零件尺寸的测量方法,利用计算机视觉技术结合流水线现场需要的实际情况构建小尺寸机械零件的尺寸测量系统。
在对测量系统进行系统功能分析和总体设计的同时,根据现场工况需要对硬件系统进行了设计。
关键词:计算机视觉技术;小尺寸机械零件;尺寸;测量系统中图分类号:TP391.41 文献标识码:A 文章编号:1671-0231(2007)03-0035-03随着生产的发展,测量技术作为生产质量和效率的保证手段,越来越显示其重要性。
对于工业现场皮带流水线上大批量的小尺寸机械加工零件尺寸的测量,传统的人工抽检测量方法已经不适应自动化发展需求。
本文利用计算机视觉技术解决该类问题的方法,利用计算机视觉技术结合流水线现场需要的实际情况构建小尺寸机械零件的尺寸测量系统。
在对测量系统进行系统功能分析和总体设计的同时,根据现场工况需要对硬件系统进行了设计[1]。
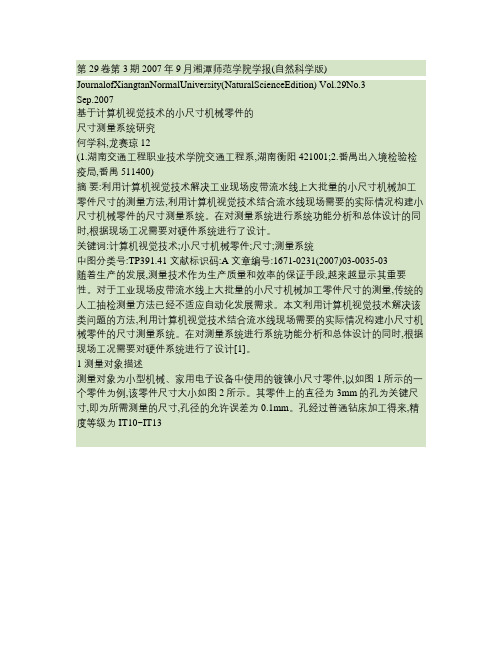
1 测量对象描述测量对象为小型机械、家用电子设备中使用的镀镍小尺寸零件,以如图1所示的一个零件为例,该零件尺寸大小如图2所示。
其零件上的直径为3mm的孔为关键尺寸,即为所需测量的尺寸,孔径的允许误差为 0.1mm。
孔经过普通钻床加工得来,精度等级为IT10~IT13。
图1 测量对象零件图图2 测量对象零件尺寸图2 测量环境说明被测零件放置在机械加工现场的皮带流水线上,经过检测后输送到下一步加工工序。
皮带流水线为常用的墨绿色的PVC皮带,带变频无极变速电机,可实现调速运行方式。
计算机视觉技术在品质检测中的应用

计算机视觉技术在品质检测中的应用随着科技的不断发展,计算机视觉技术在各个领域得到了广泛应用。
其中,在品质检测领域中,计算机视觉技术具有很高的应用价值和实际意义。
在本文中,我将会详细论述计算机视觉技术在品质检测中的应用,以及其优势和发展前景。
一、计算机视觉技术在品质检测中的应用品质检测是生产过程中非常重要的一个环节,它直接关系到产品的质量和安全。
传统的品质检测方法一般采用人工检测,这种方式存在着人力资源浪费、效率低下、精度不高的问题。
而使用计算机视觉技术进行品质检测,则能够有效地解决这些问题。
计算机视觉技术通过采集产品的图像或视觉信息,并进行图像分析、图像处理、机器学习等技术手段,可以实现对产品的自动化检测、分类、数量统计等功能。
例如,在食品加工行业中,可以通过计算机视觉技术对食品外观、形状、颜色、纹理等特征进行分析和识别,从而实现对食品的检测和分类。
在半导体行业中,可以通过计算机视觉技术对芯片的表面瑕疵、成品的尺寸和形状等进行检测和测量。
在汽车行业中,可以通过计算机视觉技术对汽车的组装过程进行检测和质量控制。
二、计算机视觉技术在品质检测中的优势相较于传统的人工检测方式,计算机视觉技术在品质检测中有着明显的优势。
首先,计算机视觉技术可以实现自动化检测,大大减少了人力资源的浪费。
在工业生产中,无论是容量大还是小的生产线,人力成本都是最大的成本之一。
通过计算机视觉技术的应用,可以将一个品质检测的任务交给一台计算机来完成,人们只需要设置好相应的检查参数即可,真正实现智能化生产。
其次,计算机视觉技术在品质检测中可以实现高精度的检测结果。
计算机视觉技术可以处理成千上万的图像,且在处理过程中完全没有疲劳的概念,而人类则往往会出现疲劳和一定程度的误判。
所以,使用计算机视觉技术进行品质检测,可以大大提高产品的精度和准确度,降低质量问题的发生率。
再次,计算机视觉技术可以实现高效的品质检测。
对于传统的人工检测方式,需要大量的人力资源和时间,而通过计算机视觉技术,可以在更短的时间内完成对成品的全面检测,从而提高了生产线的效率和生产量。
计算机视觉技术在零件尺寸测量中的应用

计算机视觉技术在零件尺寸测量中的应用王晓翠;王艳秋;麻恒阔【摘要】介绍了一种应用计算机视觉技术检测机械零件参数的测量方法.以面阵CCD为图像传感器,通过图像采集卡将机械零件的二维图像输入到计算机中.在对原始输入图像进行直方图校正和边缘保持滤波处理后,对得到的较为平滑的零件图像进行边缘检测.利用图像边缘灰度突变的特性,提出了一种结合梯度算子的快速边缘检测方法.并据此计算出零件的各参数值.此种测量方法非常适合于微小、易形变等接触测量难以准确测量的机械零件的参数检测,具有广阔的应用前景.【期刊名称】《新技术新工艺》【年(卷),期】2010(000)005【总页数】4页(P33-36)【关键词】直方图校正;边缘保持滤波;边缘检测【作者】王晓翠;王艳秋;麻恒阔【作者单位】北京航空精密机械研究所,北京,100076;北京航空精密机械研究所,北京,100076;ABB电气传动系统有限公司,北京,100015【正文语种】中文【中图分类】TP391.41基于图像处理的计算机视觉技术是把被测零件的图像当作检测和传递信息的手段,从中提取有用的信号来获得待测的参数。
该测量方法具有非接触、高速度、动态范围大、信息量丰富等优点,非常适合传统方法难以测量的场合,如易变形零件尺寸、微小尺寸及零件孔心距等的测量。
本文介绍了一种以CCD作为图像传感器的图像测量系统,并可实现对微小零件的几何量(如薄板零件的小孔和孔心距等)进行自动测量。
1 计算机视觉检测系统的构成计算机视觉检测系统是集光学、光电子学、精密机械及计算机技术为一体的综合系统。
该测量系统基本上由平行光照明系统、CCD图像采集系统以及相应的图像处理软件组成。
为了达到良好的照明效果,并适当提高被测图像的对比度,从而提高图像处理中边缘提取的精度,采用光照均匀的柯拉照明方式,并对被测物进行平行光背光照射。
由于被测对象多为板型零件,因而可以较好地利用光照条件提取被测物的有效轮廓,有利于图像测量算法精度的提高。
计算机视觉技术在质检领域的应用案例分享

计算机视觉技术在质检领域的应用案例分享随着科技的发展,计算机视觉技术在各个领域中发挥着越来越重要的作用。
质检领域作为制造业的核心环节之一,也逐渐应用计算机视觉技术来提高质检的效率和准确性。
本文将分享一些计算机视觉技术在质检领域的典型应用案例。
首先,计算机视觉技术可以应用于产品外观缺陷检测。
传统的质检人工检测可能存在主观性和疲劳等问题,而计算机视觉技术可以通过图像处理和模式识别来准确地检测和识别产品表面的缺陷。
例如,某家汽车制造商利用计算机视觉技术来检测汽车外观上的划痕、凹陷等问题,确保了车辆外观的美观度,提高了质检效率。
其次,计算机视觉技术在产品尺寸和位置检测方面也发挥着重要作用。
在传统的质检过程中,通常需要使用测量工具和人工测量来检测产品的尺寸和位置是否符合标准要求。
而计算机视觉技术可以通过图像处理和模式匹配来自动识别和测量产品的尺寸和位置,减少了人为误差,并且大大提高了质检的效率。
例如,某家电子产品制造商利用计算机视觉技术来检测手机屏幕的位置和尺寸,确保每个产品都能符合严格的要求。
另外,计算机视觉技术还可以应用于产品装配的自动化质检。
在传统的质检过程中,通常需要质检员进行人工检验来确保产品的正确组装和连接。
而计算机视觉技术可以通过图像识别和模式匹配来自动检测产品的装配情况,提高质检的准确性和效率。
例如,某家汽车零部件生产商可以利用计算机视觉技术来检测汽车零部件的组装情况,确保每个零部件都正确地安装在相应的位置上。
此外,计算机视觉技术在产品的缺陷分类和分拣方面也有广泛的应用。
传统的质检过程中,通常需要人工对产品进行分类和分拣,这是一项繁琐且容易出错的工作。
而计算机视觉技术可以通过图像处理和模式识别来自动分类和分拣产品的缺陷,提高了质检的效率和准确性。
例如,某家食品加工企业利用计算机视觉技术来检测食品包装上的缺陷,并自动将合格和不合格的产品分拣到不同的通道中。
总之,计算机视觉技术在质检领域的应用案例丰富多样,正逐渐改变着传统的质检方式。
基于SVM和图像编码的二维工件智能快速识别
文章编 号 : 1 0 0 7 — 9 4 1 6 ( 2 0 1 5 ) 0 4 — 0 0 9 4 . 0 l
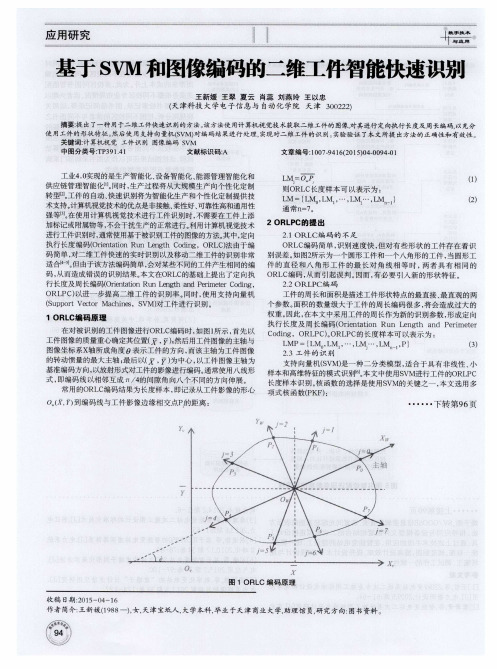
工业4 . 0 实现的是生产智能化 、 设备智能化、 能源管理智能化和 供 应 链 管理 智能 化 1 。 同时 , 生 产 过 程 将 从大 规 模 生 产 向个 性 化 定 制 转型[ 2 1 。 工件的 自动、 快速识别将为智能化生产和个性化定制提供技 术支持。 计算机视觉技术的优点是非接触、 柔性好、 可靠性高和通用性 强等I 3 ] 。 在使用计算机 视觉技术进行工件识别时, 不需要在工件上添 加标 记 或 附属 物 等 , 不 会干 扰生 产 的 正常 进 行 。 利 用 计算 机 视 觉技 术 进行工件识别时, 通常使用基于被识别工件的图像的方法。 其中, 定向 执 行 长 度 编码 ( O r i e n t a t i o n R u n L e n g t h C o d i n g ,O R L C ) 法 由于 编 码简单 , 对二 维 工 件快 速 的实 时识 别 以及 移 动 二 维工 件 的 识 别 非常 适 合 】 。 但 由于 该方 法 编码 简 单 , 会对 某 些 不 同的工 件 产生 相 同的 编 码, 从 而 造成 错 误 的 识别 结 果 。 本 文在 O R L C 的基 础 上提 出 了定 向执 行 长 度 及周 长 编码 ( Od e n t a  ̄ o n R u n I g t h a n d P e r i me t e r C o d i n g , ORL PC ) 以进 一 步 提 高 二 维 工 件 的 识 别 率 。 同时, 使 用 支 持 向量 机  ̄u p p o r t V e c t o r Ma c h i n e s ,S V M) 对 工 件进 行 识 别 。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
计算机视觉技术在零件尺寸测量中的应用王晓翠1,王艳秋1,麻恒阔2(1.北京航空精密机械研究所,北京100076; 2.A BB电气传动系统有限公司,北京100015)摘要:介绍了一种应用计算机视觉技术检测机械零件参数的测量方法。
以面阵CCD为图像传感器,通过图像采集卡将机械零件的二维图像输入到计算机中。
在对原始输入图像进行直方图校正和边缘保持滤波处理后,对得到的较为平滑的零件图像进行边缘检测。
利用图像边缘灰度突变的特性,提出了一种结合梯度算子的快速边缘检测方法。
并据此计算出零件的各参数值。
此种测量方法非常适合于微小、易形变等接触测量难以准确测量的机械零件的参数检测,具有广阔的应用前景。
关键词:直方图校正;边缘保持滤波;边缘检测中图分类号:T P391.41文献标志码:AApplication of Measurement of Mechanical Accessory Size based on C omputer Vision TechnologyWA N G Xiaocui1,W AN G Y anqiu1,M A H eng kuo2(1.Beijing Pr ecision Eng ineering Institut e fo r A ircraft Industr y,Beijing100076,China;2.ABB Beijing Dr ive Systems Co.,L td,Beijing100015,China)Abstract:T he accessor y parameter measurement met ho d w as presented based on co mputer v ision technolog y.By taking CCD as imag e senso r,the accesso ry image is put into the co mputer via imag e co llection card.T he edge detectio n of smoot her accessor y imag e attained after histo gr am adjusting the or ig inal imag e and holding edg e filter.Co nsider ing the sudden chang e of the gr ay scale o f the image edge,a rapid edge-detectio n technique is pr esented which uses gr adient operato r,and then wo rked o ut t he accesso ry parameters.T his metho d is pr opitio us to measure mechanical accesso ry accur ately,such as m-i nuteness,mo re defo rmable that unfit for tangency measur ement,and has a w ide applicatio n fo reg round.Key words:Histo gr am adjusting,Edge keeping filter,Edg e detectio n基于图像处理的计算机视觉技术是把被测零件的图像当作检测和传递信息的手段,从中提取有用的信号来获得待测的参数。
该测量方法具有非接触、高速度、动态范围大、信息量丰富等优点,非常适合传统方法难以测量的场合,如易变形零件尺寸、微小尺寸及零件孔心距等的测量。
本文介绍了一种以CCD作为图像传感器的图像测量系统,并可实现对微小零件的几何量(如薄板零件的小孔和孔心距等)进行自动测量。
1计算机视觉检测系统的构成计算机视觉检测系统是集光学、光电子学、精密机械及计算机技术为一体的综合系统。
该测量系统基本上由平行光照明系统、CCD图像采集系统以及相应的图像处理软件组成。
为了达到良好的照明效果,并适当提高被测图像的对比度,从而提高图像处理中边缘提取的精度,采用光照均匀的柯拉照明方式,并对被测物进行平行光背光照射。
由于被测对象多为板型零件,因而可以较好地利用光照条件提取被测物的有效轮廓,有利于图像测量算法精度的提高。
结构框图如图1所示。
其工作过程为:将被测零件置于尽可能均匀照明的可控背景前,CCD和图像卡将被测零件图像采集到计算机里,计算机按一定的算法计算出被测物体的几何参数,最后计算机对这些数据进行各种处理,并将结果按一定要求予以显示和存储。
图1图像测量系统结构框图2图像预处理由于光的散射、空间电磁干扰、电路杂波等原因,得到的图像中通常含有如椒盐、脉冲和高斯等噪声。
噪声会影响图像质量,造成零件边缘模糊,降低系统测量精度,因此,必须对原始图像进行灰度校正、噪声过滤等预处理。
对图像测量系统来说,所用的图像预处理方法可不考虑图像降质,只将图像中感兴趣的部分有选择地突出,衰减不需要的特征。
考虑到待测物体参数大多由其外形轮廓决定,本文首先对原始图像进行直方图均衡化处理,然后采用边缘保持滤波算法对图像进行降噪。
2.1直方图修正原始图像的灰度值分布是不均匀的,其灰度值集中在一个较小的区间内,直方图修正是一种通过重新均匀分布各灰度值来改变零件图像对比度的方法,可提高图像的主观质量。
设原始图像灰度值分布在区间[a,b],期望灰度分布区间为[z1,z k],如果原始区间[a,b]是[z1,z k]的子空间,则可将原区间内某像素点z映射为期望区间的点z c,具体为:z c=z K-z1b-a(z-a)+z1(1)如果仅是大多数像素值分布在区间[a,b],则可以使用如下的映射函数:z c=z k-z1b-a(z-a)+z1,a[z[bz1,z<az k,z>b(2)上述映射关系可以使图像的灰度分布更均匀,使曝光不充分的图像得到增强。
2.2边缘保持滤波图像预处理使用平滑处理的方法,主要目的是减少噪声。
由于均值滤波或高斯滤波的平滑功能会使图像边缘模糊,牺牲零件图像的精确定位能力,而中值滤波在去除脉冲噪声的同时也会将图像的线条细节除掉,因此,本文采用边缘保持滤波器。
边缘保持滤波器是在均值滤波和中值滤波的基础上发展起来的一种滤波器,在有效滤除噪声的同时,又可基本保持边缘的阶跃特征,基本算法如下:1)对于像素点[i,j],其灰度值为f[i,j],选取适当大小的领域,如3@3领域;2)依公式V=E f2[i,j]-(E f[i,j])2N式中,N为各邻域的像素个数,分别计算左上角子邻域、左下角子邻域、右上角子邻域、右下角子邻域的灰度分布均匀度V;3)取最小灰度均匀度对应区域的均值作为像素点[i,j]的新灰度值。
3图像边缘提取在图像测量系统中,图像边缘的检测是整个测量的基础和关键。
图像边缘检测精度高,整个测量系统的精度就可大大提高。
基于图像边缘灰度突变的特性,我们可以利用像素点的梯度值来区分边缘点和非边缘点,通过比较各像素点的梯度来获得边缘位置。
但是由于图像采集方面的原因,某些非边缘的梯度幅值可能高于弱边缘的梯度幅值。
因此真正的边缘点应该是对应于梯度值的局部极值点。
如果仅确定单一的阈值,因弱边缘的梯度幅值比较小,在选取边缘点时极易丢失。
但对于弱边缘来说,在与边缘走向垂直的方向上,它也是一个局部峰值,还是可以检测出来的。
为更好地满足图像测量的需要,在检测边缘点时利用Sobel算子在梯度方向上去除非局部极大值点的基础上,引入了Canny边缘检测算法中的双阈值技术来提取候选的边缘点,成功地获取了像素级边缘,具体的步骤如下。
1)用So bel算子对预处理后的图像g(i,j)进行卷积,得到卷积图像。
2)计算图像中每一点的梯度幅值M(i,j)与梯度方向值H(i,j)。
其计算公式为:M(i,j)=p x(i,j)2+p y(i,j)2(3)H(i,j)=tan-1p y(i,j)/p x(i,j)(4)这样就可以得到图像中每一点的梯度方向值H(i,j)。
3)非局部极大值抑制。
首先对图像中每一个像素点的梯度方向值H进行量化,确定其在梯度方向上相邻的2点,以像素点O(i,j)为例进行如下分析。
O11(i-1,j-1)O12(i-1,j)O13(i-1,j+1)O21(i,j-1)O22(i,j)O23(i,j+1)O31(i+1,j-1)O32(i+1,j)O33(i+1,j+1)当H(i,j)\38P或H(i,j)[-38P时,相邻2点为O12,O32;当18P[H(i,j)<38P时,相邻2点为O13, O31;当-18P[H(i,j)<18P时,相邻2点为O21, O23;当-38P[H(i,j)<-18P时,相邻2点为O11, O33。
而后将每一个梯度幅值非零的像素点与沿梯度方向上相邻的2个像素梯度值进行比较,若该像素点的梯度幅值M(i,j)小于其在梯度方向上相邻像素点对应值,则此点标记为非像素点,并置其梯度值为零。
4)重新统计经非局部极大值抑制后的图像像素点梯度,并进行自适应双阈值操作。
考虑到光照不均匀等因素对图像的影响,我们将图像分成若干幅子图,在各个子图中利用其各自的梯度直方图自适应地选取阈值,避免检测到不连续的边缘,允许各幅子图有部分重叠。
为各子图设定高低2个阈值T1和T2。
计算各个子图的梯度均值D 与梯度方差R ,两者之和作为该子图边缘检测地高阈值T 1,令高阈值与低阈值之间的比例为0.4,从而得到低阈值T 2=0.4T 1。
对于大于T 1的像素点标记为边缘点,而小于T 2的一定不是边缘点,从而得到待选边缘点,需要进一步验证。
5)对第4步处理所得的图像进行最后扫描。
在与边缘点或待选边缘点梯度方向垂直的方向上选取小直线领域,直线两端各取2点。
若此点在小领域中是极大值,则是边缘点,否则就不是边缘点。
6)抑制细小边缘,提取出目标轮廓。
对第5步操作后得到的图像中的边缘点进行8领域统计,将像素个数少于一定值的连通边缘视为非目标边缘,将其删除。
将边缘点的梯度值修改为255,非边缘点的梯度值置为0。
7)边缘点连接。
在图像中按照从左到右,从下到上的顺序遍历,选择一有效边缘点作为起点,按照轮廓跟踪算法将各个边缘点连接起来得到边缘链,从而得到单像素边缘图像。
以塑料薄板的小孔为例进行处理。
图2给出了经过边缘提取后的图像效果。
其中图2a 为待检测的原始图像,图2b 为经过图像预处理及边缘提取后的图像。
a)待检测原始图像 b)边缘提取后的图像图2 边缘提取前后的图像4 零件二维图像分析对获得边缘轮廓的零件图像进行分析及尺寸检测。