D绝对编码器回参考点精编版
840D绝对编码器回参考点

840D绝对编码器回参考点
2010-07-18 10:28
机床采用绝对编码器作为测量系统能在断电之后记住机床的坐标,不需要每次上电后回参考点,这就是采用绝对编码器的好处,但是注意同样容量的电机采用绝对编码器时会比采用普通的增量编码器的容量要降10%,这是选用带绝对编码器电机时需要注意的。
绝对编码器分为多圈和单圈的,如过用绝对编码器作为直线轴的测量系统的话,必须采用多圈,常用的为4096圈,注意在机床轴的整个行程中,编码器旋转的圈数不能超过4096圈,否则会造成断电后无法记忆机床的坐标。
1.电机采用绝对编码器时参数的配置
在选择电机型号的时候,注意选择编码器的类型为绝对编码器。
MD30240[0]=4 反馈编码器类型
MD34200[0]=0 回参考点模式
2.第二测量系统采用绝对编码器参数的配置
MD30240[1]=4 反馈编码器类型
MD34200[1]=0 回参考点模式
3.绝对编码器回参考点的步骤:
(1)设MD34210=1
(2)将机床切换到JOG-FEF(手动回参考点方式),按一下机
床面板上的RESET键,然后按住轴移动方向键“+”(当
MD34010=1时按“+”,若MD34010=0时按“-”),此时机床不移动,并将侧位置设为机床零点,即坐标显示为零并出现回参考点完成的标志,数控系统会自动将偏置写到
MD34090中,回完参考点后MD34210变为2,回参考点成功。
1030=8复位然后查看1007将其中的数值填入31020中。
数控机床绝对式编码器参考点的设定
现绝对编码器位置丢失或位置信息错误的情况 。
-
1 7 3
中绝对式编码器故障问题及参考点的设定 。
2故障原因
绝 对 位置 检 测装 置 的样 式 有 多种 ,一 般 为 伺服 电动机 内 装 编码 器 、外 接 独 立 编码 器及 光 栅尺 等 】 。纵 然 绝对 式 编码 器 的数 据 可靠 性 较高 ,但 由于人 为 或其 他 原 因也会 出
中国科技信患 2 0 1 4年第 。 6期 ・ C H I N A S C I E N C E A ND T E C H N OL OG Y I NF OR MA T I ON Ma r . 2 o 1 4
推广技术
数控机床绝对式编码器参考点的设定
蓝方明 余超 梅斌浩
南车戚 墅堰机 车有 限公 司,江苏 常州 2 1 3 0 I 1
蓝 方 明
蓝 方 明
摘要 基 于现 代 企 业 大量 使 用数控 机床 , 当机 床 出现 故障 时 ,维护人 员应 该要 有 清晰 思路 解 决某 类 常 见 问题 的 能 力 ,而这 种 能 力要 依 靠平 时 的 积 累和 总结 。 本文着 重 归纳介 绍机械 加 工 中常 见的 西 门子 8 4 0 D 数控 系统 、F A N U C o i / 1 6 /1 6 i /1 8 / 1 8 i / 2 1 / 2 1 f 数控 系统 中所 用绝对式编码器参考点的设定。 关键词
器 ,在轴 的任意 位 置都 可读 出一 个 固定 的与 位置 相 对应 的 数 字 码 ,具 有抗 干扰 能 力 强 、不会 产生 累积误 差 等优 点 。 绝 对 式编 码 器最 突 出 的特 点是 机床 在 电 力 中断的情 况下 仍
部分 ,用于检测机床轴的位移和速度,而数控机床的加工 精 度 主 要 由检 测 系统 的精 度 决 定 【 1 】 。根 据数 据 记 录 方式 的 不 同 ,位 置检 测 装 置可 分 为增 量 式编 码 器和 绝对 位 置 编码 器。增量式编码器由于其成本较低、接 F I 简单、维护方便 等优 点 广 泛用 于 现 代数 控 系统 中 。但 其位 移 是 由测 量信 号 计数读出的 ,每次开机或故障停机后 ,都需要重新 回参考 点,并且排除故障后不能找到事故前的正确位置 ,而且因 干扰容易产生累积误差。这种增量式编码器多用于精度要 求 不是很高 的经济 型数控机床 。然而随着 工业 的快速发 展 ,这种精度低、掉 电后无记忆功能的编码器难以满足现 代工艺的生产要求 ,于是推动了绝对位置编码器的运用与 发展 。绝对式编码器是直接输出数字量的传感器 ,它是利
17位多圈绝对值编码器回原点 -回复

17位多圈绝对值编码器回原点-回复【17位多圈绝对值编码器回原点】的主题文章。
第一步:解释什么是绝对值编码器绝对值编码器是一种用于测量旋转角度的装置。
它可以告诉我们一个物体旋转了多少圈,并且可以确定在当前圈数下的精确位置。
其中,17位多圈绝对值编码器是一种特殊类型的绝对值编码器,可以提供更高的分辨率和更精确的测量结果。
第二步:说明为什么需要编码器回原点在某些应用中,例如机器人控制和工业自动化,准确定位物体的位置是非常重要的。
编码器可以记录物体的位置,但是在某些情况下,需要编码器回到初始位置,即原点。
这方面的一个典型例子是机器人臂在执行一系列任务之后,需要返回到初始位置,以保证下一次任务能够准确执行。
第三步:介绍17位多圈绝对值编码器的工作原理17位多圈绝对值编码器通过多个环形光栅和传感器来测量旋转运动。
它的精确度很高,可以提供很高的分辨率,使其能够捕捉到微小的旋转变化。
与其他编码器相比,它具有更广泛的测量范围。
第四步:解释回原点的过程回原点的过程通常涉及多个步骤。
首先,编码器需要接收一个回原点信号。
这个信号可以是来自外部的指令或通过编码器自身的控制电路产生的。
编码器将读取信号,并执行相应的操作来返回到原点。
第五步:详细描述17位多圈绝对值编码器回原点的过程17位多圈绝对值编码器回原点的过程是相对复杂的。
它通常涉及以下几个步骤:1. 接收回原点信号:编码器需要接收一个回原点信号,可以是外部信号或内部产生的信号。
2. 设置寻零模式:编码器进入寻零模式,在这种模式下编码器会寻找原点。
3. 寻找原点信号:编码器通过旋转运动寻找原点标记。
它会逐步转动,同时观察传感器的信号变化,以找到哪一个位置对应原点。
4. 停止并确定原点位置:当编码器检测到传感器信号与原点标记匹配时,它会停止旋转并记录下当前位置作为原点位置。
5. 设置零位:在确定了原点位置后,编码器会设置零位,将当前位置设置为零点。
6. 返回原点:编码器根据原点位置和零位重新调整,将自己返回到原点。
回参考点

回参考点 <使用挡块和限位开关> 通过接收安装在机床上的限位开关送出的信号(*DEC),检取CNC内部产生的电动机每转的栅格信号使伺服电动机停止,将该位置定为参考点。
■动作概要 工作台 挡块 (PRM1420) FL(PRM1425)速度 快移速度 减速后的速度 时间 从信号*DECn由“0”始检取下一个GRID (栅格)信号,以停止轴的移动,将该位置定为参考点。
a:栅格位移量(PRM1850) b:参考计数器容量(PRM1821) ■相关参数 PARAM 1850 栅格偏移量 各轴 设定范围 : 0±99999999 在参考计数器容量以内的值进行设定。
(当设定的值超过参考计数器的容量时,只有用参考计数器容量相除后的余数才有效。
) #7 #6 #5 #4 #3 #2 #1 #0 PARAM 1002 DLZ 所有轴共用 #1 (DLZ)☆ 0 :使用挡块回参考点。
1 : 使用无挡块参考点。
#7 #6 #5 #4 #3 #2 #1 #0 PARAM 1005 DLZx ZRNx 各轴 #1 (DLZx) 0 : 使用挡块回参考点。
1 : 各轴使用无挡块参考点。
(PRM1002#1=0时有效,可对各轴进行选择。
) #0 (ZRNx) 通电后,未建立参考点时,自动运行指令G28(自动回参考点)以外的轴移动时: 0 : 发生报警224信号,禁止轴移动。
1 : 不发生报警224信息,允许轴移动。
#7 #6 #5 #4 #3 #2 #1 #0 PARAM 1006 ZMIx 各轴 #5 (ZMIx) 0 : 回参考点方向为正方向。
1 : 回参考点方向为负方向。
#7 #6 #5 #4 #3 #2 #1 #0 PARAM 1815 APCx APZx OPTx 各轴 #5 (APCx) 0 : 位置检测器不使用绝对位置检测器。
(使用增量式位置检测器。
) 1 : 位置检测器使用绝对位置检测器。
D调试步骤精
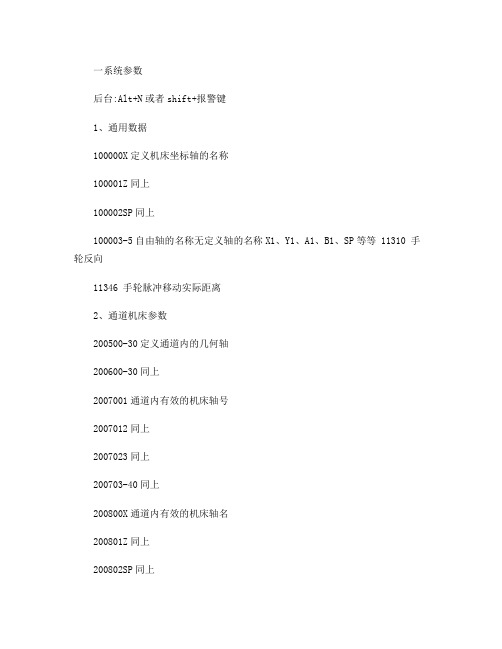
一系统参数后台:Alt+N或者shift+报警键1、通用数据100000X定义机床坐标轴的名称100001Z同上100002SP同上100003-5自由轴的名称无定义轴的名称X1、Y1、A1、B1、SP等等 11310 手轮反向11346 手轮脉冲移动实际距离2、通道机床参数200500-30定义通道内的几何轴200600-30同上2007001通道内有效的机床轴号2007012同上2007023同上200703-40同上200800X通道内有效的机床轴名200801Z同上200802SP同上200803-40同上20700 0未回参考点NC启动停止为13、轴参数通过“轴+”“轴-”更换轴,使用的同性质轴同时更改3010051模拟给定输出到轴控接口3011011-驱动器号对于X轴定义速度给定端口3011022-驱动器号对于Z轴同上3013001给定值输出类型,同时更改30220 同30110,实际值:驱动器号定义位置反馈接口30240 1-实际值编码器反馈类型,同时更改,1-相对编码器/2-仿真轴/4-绝对编码器30300 1定义“回转轴”对于SP30310 1回转轴取模转换,对于SP30320 1取模360度位置显示,1为有效,对于SP31020 2048每转的编码器线数,对于SP31030 10丝杠螺距31040 1-直接测量系统32110 1-实际值反馈记性:1/-1310500-51减速箱丝杠端齿轮齿数310600-55减速箱电机端齿轮齿数32000 3000最大轴速度,同时更改32010 2500点动方式快速速度32100 电机转向1/-132110 反馈极性1/-132450 反向间隙补偿,回参考点后补偿生效单位mm 36100 负方向软限位单位mm,一般为负值36110 正方向软限位单位mm,一般为正值设定主轴步骤如下:30300 1-定义为主轴0-坐标轴/1-主轴30310 1-回转轴取模转换30320 1-取模360度位置显示1-有效/0-无效35000 1-定义机床轴为主轴35100 实际值最高主轴转速351100-5主轴各档最高转速351200-5主轴各档最低转速351300-5主轴各档最高转速限制351400-5主轴各档最低转速限制362000-5各档速度监控的门限值带直接编码器的模拟量主轴30110 1-给定值模块号30220 1-编码器模块号30230 2-编码器信号端口号31000 实际值0-编码器/1-光栅尺31010 实际值光栅尺节点距离31020 实际值编码器没转脉冲数NCK复位上电二驱动调试见手册14510161H用户数据车床14512188H用户数据K1使能。
D参考点简单介绍和常用参数理解与整理
机床回参考点有两种情况:一种是绝对值式的,一种是增量式的对于增量式的来说又分为零脉冲在参考点开关之外和零脉冲在参考点开关之上。
这两种情况由机床数据MD34050 REFP_SEARCH_MARKER_REVERSE[O][ 编码器零脉冲在参考点开关的反向(编码器号)]来决定。
当MD34050=1时用上升沿触发,而MD34050=0用下降沿触发。
增量式的回参相对来说比较麻烦,它需要在每次开机或者传输程序后会造成参考点丢失,都要重新会参考点。
为了防止发生事故可以设置MD20700 REFP_NC_START_L0CK=1 (未回参考点NC启动禁止)来保护机床对于增量式来说有以下几种方式会参考点:1手动方式回参:它是通过设置相应的参数,然后点击MCP上的Reform 键触发,至于回参的方向则由MD 34010 REFP_CAM_DIR_IS_MINUS (负向逼近参考点)的值来决定。
如果按错方向键或者按键的过程中中断则程序没有反映或者回参失败。
2触发方式回参:它是通过MD11300 JOG-INC-MODE-LEVELTRIGGRD(返回参考点触发方式)来决定的将该数据设置为0时,只需要点击相应的方向键,方向还是由MD34010来决定。
如果按错后程序没有反映。
它只需要点击相应的方向键一下就可以自动回参考点。
其实并不只对进给轴有效,对主轴也也可以有效,那就是与机床参数MD34200ENC_REFP_M0DE[n] 有关。
当该数据为1时,主轴也可以采用触发方式回参,那就意味着我们可能不是用Bero回参了。
如果有多个进给轴的话,它们可以按照顺序回参,顺序在MD34110 REFP_CYCLE_NR 中定义,也可以都定义为同一个那么所有的轴就是同时进行。
4.2)。
它很多时候需要程序员自己来编写一个简单的激活程序,相当于定义一个键用来触发通道回参。
同样它也可以对主轴有效。
相关设计参数和触发方式中的红字部分相似。
17位多圈绝对值编码器回原点 -回复
17位多圈绝对值编码器回原点-回复如何通过17位多圈绝对值编码器回到原点。
导言:17位多圈绝对值编码器是一种常用于精确测量和控制旋转位置的装置。
它可以通过编码信号提供绝对位置的信息,因此在许多自动化领域中得到广泛应用。
然而,在某些情况下,我们可能需要将编码器的位置回到初始点,这就需要采取一系列步骤来实现。
本文将从理解多圈绝对值编码器的工作原理开始,逐步介绍如何通过17位编码器回到原点。
第一步:了解多圈绝对值编码器工作原理多圈绝对值编码器由一个主轴和一个固定圆盘组成。
主轴用于旋转,而圆盘上有多个圆环,每个圆环代表一个编码位。
圆环上的刻度被分成许多小份,根据每个小份的位置,编码器将产生一个特定的编码信号。
17位编码器意味着,圆盘上有17个编码位,可以提供高精度的位置测量。
第二步:确定回到原点的位置在回到原点之前,我们首先需要确定原点的位置。
这可以通过一些特殊符号或者固定的编码位来实现。
在多圈绝对值编码器中,通常设置一个特定的位模式来表示原点位置。
第三步:读取编码器的位置信息为了了解当前编码器的位置,我们需要读取编码信号。
多圈绝对值编码器的编码信号通常是以数字形式输出的,可以通过连接到控制系统的接口或者专用的编码器解码器来读取。
第四步:将读取到的位置信息与原点位置进行比较一旦我们读取到编码器的位置信息,我们可以将其与原点位置进行比较。
比较的方法可以是计算编码器当前位置与原点位置之间的差值。
第五步:根据差值确定旋转方向和距离根据计算得到的差值,我们可以确定当前位置相对于原点的旋转方向和距离。
正向旋转表示顺时针旋转,负向旋转表示逆时针旋转。
第六步:通过控制旋转方向和距离回到原点通过控制编码器的旋转方向和距离,我们可以将其回到原点。
这可以通过控制旋转电机实现,旋转电机根据差值和方向信号进行控制。
第七步:监测回到原点的过程在旋转过程中,我们需要监测编码器是否回到了原点。
可以通过不断读取编码器的位置信息来进行监测。
17位多圈绝对值编码器回原点 -回复

17位多圈绝对值编码器回原点-回复什么是17位多圈绝对值编码器回原点。
在现代工业领域,编码器是一种被广泛应用的设备,用于测量旋转或线性位置。
它可以将位置信息转换成电信号,用于控制和监测各种运动系统。
而17位多圈绝对值编码器回原点则是一种特殊的编码器,它具有高分辨率和绝对精度,可以准确地测量和控制运动系统的位置。
同时,它还具有回原点功能,即可以精确地返回到初始位置。
17位多圈绝对值编码器回原点的工作原理是什么呢?它的名称中包含了三个关键词:17位、多圈和绝对值编码器。
首先,这里的17位指的是编码器的分辨率,也就是它可以测量的位置的精度。
一个17位的编码器可以将一个完整的旋转或线性运动分成2的17次方个位置,这样的分辨率非常高,可以满足需要高精度控制的各种应用场景。
同时,17位编码器还可以通过计算角度或者距离与位置的关系,获取准确的位置信息。
而多圈编码器则是指编码器具有多个圈的设计。
在传统编码器中,通常只有一个圈,通过旋转或线性运动就可以测量和控制位置。
然而,在某些应用中,高精度和长距离运动可能需要两个或者更多的圈。
多圈编码器通过将多个圈叠加在一起,从而提高了测量的精度和范围。
最后,绝对值编码器是指编码器可以直接获取位置的绝对值,而无需进行位置信息的累积计算。
相对编码器需要通过位置信息的累积计算来确定当前的位置,因此容易出现积累误差,而绝对值编码器可以消除这些误差。
绝对值编码器内部包含了一个独特的编码模式,可以将每个位置映射到一个唯一的二进制码。
通过读取这个编码模式,可以立即获取准确的位置信息,而无需进行计算。
那么,如何实现17位多圈绝对值编码器回原点呢?首先,编码器的设计和制造需要具备高度的精度和稳定性。
通常,这种编码器是由高精度的光学元件和精密机械装置组成的,以确保测量的准确性和可靠性。
其次,编码器需要通过传感器将位置信息转换成电信号。
在17位多圈绝对值编码器中,传感器需要能够识别每个编码模式,并将其转换成相应的电信号。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
D绝对编码器回参考点集团企业公司编码:(LL3698-KKI1269-TM2483-LUI12689-ITT289-
电机采用绝对编码器时参数的配置在选择电机型号的时候,注意选择编码器的类型为绝对编码器。
MD30240[0]=4反馈编码器类型MD34200[0]=0回参考点模式
3:光栅距离码回零
1:零脉冲,如编码器
0:不回参考点,如绝对编码器
2.第二测量系统采用绝对编码器参数的配置
MD30240[1]=4反馈编码器类型
MD34200[1]=0回参考点模式
3.绝对编码器回参考点的步骤:
(1)设MD34210=1
(2)将机床切换到JOG-FEF(手动回参考点方式),按一下机床面板上的RESET键,然后按住轴移动方向键“+”(当MD34010=1时按“+”,若MD34010=0时按“-”),此时机床不移动,并将侧位置设为机床零点,即坐标显示为零并出现回参考点完成的标志,数控系统会自动将偏置写到MD34090中,回完参考点后MD34210变为2,回参考点成功。
机床采用绝对编码器作为测量系统能在断电之后记住机床的坐标,不需要每次上电后回参考点,这就是采用绝对编码器的好处,但是注意同样容量的电机采用绝对编码器时会比采用普通的增量编码器的容量要降10%,这是选用带绝对编码器电机时需要注意的。
绝对编码器分为多圈和
单圈的,如过用绝对编码器作为直线轴的测量系统的话,必须采用多圈,常用的为4096圈,注意在机床轴的整个行程中,编码器旋转的圈数不能超过4096圈,否则会造成断电后无法记忆机床的坐标。
1.电机采用绝对编码器时参数的配置
在选择电机型号的时候,注意选择编码器的类型为绝对编码器。
MD30240[0]=4反馈编码器类型
MD34200[0]=0回参考点模式
2.第二测量系统采用绝对编码器参数的配置
MD30240[1]=4反馈编码器类型
MD34200[1]=0回参考点模式
3.绝对编码器回参考点的步骤:
(1)设MD34210=1
(2)将机床切换到JOG-FEF(手动回参考点方式),按一下机床面板上的RESET键,然后按住轴移动方向键“+”(当MD34010=1时按“+”,若MD34010=0时按“-”),此时机床不移动,并将侧位置设为机床零点,即坐标显示为零并出现回参考点完成的标志,数控系统会自动将偏置写到MD34090中,回完参考点后MD34210变为2,回参考点成功。
1030=8复位然后查看1007将其中的数值填入31020中
840D?光栅尺调试时出现报警25000:“主动编码器硬件出错”,是指光栅尺的信号状态不正常,如波形杂乱、信号幅值过低、信号未接收进来到指定编码器端口、参数、数据块标志位设置不正确等,主要有以下原因:
1.首先绝对保证LC183的扫描单元与带尺安装的正确性,海德汉光栅尺LC183(绝对式直线光栅尺,栅距20μm(信号周期),准确度等级
±2μm,测量步距0.1μm,测量长度达30m,信号波形1?VSS)安装面的平面度直接影响直线光栅尺精度以及输出信号的状态,
2.注意安装时,扫描单元与带尺应该无摩擦,但是扫描单元与带尺上若有污损,则影响输出信号的状态,会产生报警25000:“主动编码器硬件出错”,
4.如果以上正常,更换光栅尺电缆(我建议最好还是用Siemens的标准电缆,否则干扰会让人无从下手),再试机,如果报警未变,就继续;
5.
注意系统参数的设定:
1)MD30200NUM_ENCS设为‘2’
2)MD30230ENC_INPUT_NR[0]‘1’
MD30230ENC_INPUT_NR[1]‘2’
3)MD31000ENC_IS_LINEAR[0]‘0’
MD31000ENC_IS_LINEAR[1]‘1’
4)MD31040ENC_IS_DIRECT[0]‘0’
MD31040ENC_IS_DIRECT[1]‘1’
5)MD31010ENC_GRID_POINT_DIST[0]‘0.02’\设栅距/信号周期
MD31010ENC_GRID_POINT_DIST[0]‘0.02’
6)30240ENC_TYPE-设置为4,
7)34200ENC_REFP_MODE-设置为0,
8)34210ENC_REFP_STATE-设置为0,
9)进入“手动”方式,将坐标移动到一个已知位置,
10)输入已知位置值在如下参数
34100REFP_SET_POS,
11)激活绝对值编码器的调整功能
34210ENC_REFP_STATE:1,
12)激活机床参数:按机床控制面板上的复位键,可激活的以上设定的参数
13)通过机床控制面板进入返回参考点方式
14)按照返回参考点的方向按方向键,无坐标移动,但系统自动设定了下列参数值:
34090REFP_MOVE_DIST_CORR:参考点偏移量
34210ENC_REFP_STATE-2:绝对值编码器状态,表示设定完毕
屏幕上的显示位置为MD34100设定的位置。
至此,机床参考点设定完成,而调整编码器零位也完成。
1030的3、4位应为1。
参数及含义直线光栅尺Linearencoders
旋转光栅尺Rotaryencoders增量绝对MD30200编码器个数2MD30240编码器类型1增量4绝对MD30242编码器是否独立1MD31000直接测量系统1是0否MD31010
光栅尺分割点(等于栅距)查光栅尺
LS-0.02查光栅尺
LF-0.004查光栅尺
LB-0.04查光栅尺
LC-0.02查光栅尺
以光栅为准
MD?31020编码器线数查光栅尺仅用于圆光栅
MD31040编码器是否直接安装在机床1是0否11111
MD32110编码器极性当光栅尺生效后出现25040报警时,更改此参数MD34000有无撞块
1有撞块0无撞块
MD34060
检测参考点的最大位2倍直线光栅尺标准参考点标志栅格间距。
LS=40LF=40LB=160
MD34102
测量系统的校准1
MD34200回参考点方式
0绝对1增量3距离编10103
MD34300相邻参考标记的位移(仅用于距离编码)LF-20LB-80LS-20
零脉冲之间的基本距离
MD34310在位移编码器缩放参考标记间距等于栅距两个零脉冲之间的差值LS=0.02LF=0.004LB=0.04
MD34320
相反方向上的线性测量系实际情况
MD1030ACTUAL_VALUE_CONFIG-DIRECT10H18H8H10H
MD31010=0.02MD1034=20000
MD31010=0.004MD1034=4000
MD1034/MD31010=1000000
了解相关的系统参数:(LF481)
如果是距离编码的光栅尺,需要注意修改下列参数:
30240=1
31010=0.004(信号周期)(编码器用度=360/线数)
34090=0(坐标偏置)
34310=0.004(相邻零脉冲标记差值)(编码器用度=360/线数)34300=20相邻参考标记的位移(仅用于距离编码)LF-20LB
-80LS-20
34060=40(搜索参考点的最大距离)(=360/基准点个数)
检测参考点的最大位2倍直线光栅尺标准参考点标志栅格间距。
LS=40LF=40LB=160
34200=3(距离编码光栅尺)
MD34310ENC_MARKER_INC
相邻零脉冲标记差值(一个信号周期)
MD34320=0此参数改为‘1’,
=0时,显示值与尺同相
=1时,显示值与尺反相
如果第二次回参考点,屏幕数据有跳变,修改(=0时,显示值与尺同相=1时,显示值与尺反相)。
MD34060REFP_MAX_MARKER_DIST
MD34300ENC_REFP_MARKER_DIST
MD1055MARKER_DIST(应该与MD34300相同)(角度没有)
MD1056MARKER_DIST_DIFF(应该与MD34310相同)(角度没有)
MD1034栅距(角度没有)
MD32110位置反馈极性
同时处理对应的驱动参数。
8042sl。