SMT回流焊工艺知识
回流焊流程

回流焊流程
回流焊是SMT电子组装中非常重要的一环,主要包括以下流程:
1.PCB进入预热温区,焊膏中的溶剂、气体蒸发,同时
助焊剂润湿焊盘、元器件焊端和引脚,焊膏软化、塌落,覆盖焊盘,将焊盘、元器件引脚与氧气隔离。
2.PCB进入焊接区时,温度以每秒2-3℃的升温速率迅
速上升使焊膏达到熔化状态,液态焊锡在PCB的焊盘、元器件焊端和引脚润湿、扩散、漫流和回流混合在焊接界面上生成金属化合物,形成焊锡接点。
3.PCB进入冷却区使焊点凝固。
回流焊流程结束后,应检查设备内有无杂物,确保安全后开机,选择生产程序开启温度设置。
回流焊导轨宽度要根据PCB 宽度进行调节,开启运风、网带运送、冷却风扇。
回流机温度控制有铅最高(245±5)℃,无铅产品锡炉温度控制在(255±5)℃。
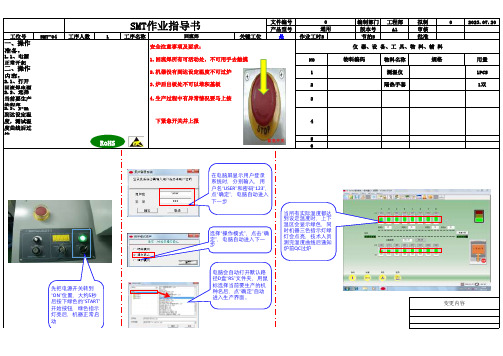
SMT作业指导书 回流焊
文件编号编制部门工程部拟制02023.07.20
产品型号版本号A1审核工位号SMT-04工序人数1工序名称关键工位是作业工时S节拍S批准
一、操作
准备:
1.1、电源正常开起NO物料名称用量
二、操作内容:1测温仪1PCS
2.1、打开回流焊电源2隔热手套1双
2.2、选择
当前要生产的程序3
2.3、炉温到达设定温
度,测试温度曲线后过炉
4
5
6
变更内容
3.炉后出板处不可以堆积基板
4.生产过程中有异常情况要马上按
下紧急开关并上报
1.回流焊所有可活动处,不可用手去触摸物料编码规格
2.机器没有到达设定温度不可过炉
安全注意事项及要求:仪 器、设 备、工 具、物 料、辅 料SMT作业指导书0
通用
回流焊
RoHS紧急开关
先把电源开关转到
“ON”位置,大约5秒
后按下绿色的“START”
开始按钮,绿色指示
灯亮后,机器正常启
动
在电脑屏显示用户登录
系统时,分别输入,用
户名“USER”和密码“123”,
点“确定”,电脑自动进入
下一步
选择“操作模式”,点击“确
定”,电脑自动进入下一
步
电脑会自动打开默认路
径D盘“RS”文件夹,用鼠
标选择当前要生产的机
种名后,点“确定”自动
进入生产界面。
当所有实际温度都达
到设定温度时,上下
温区会显示绿色,同
时机器三色指示灯绿
灯会点亮,技术人员
测完温度曲线后通知
炉前QC过炉。
SMT回流焊工艺温控技术分析
SMT回流焊工艺温控技术分析SMT(表面贴装技术)回流焊工艺是一种常用的电子元器件焊接方法,通过高温加热使焊料熔化并与电路板进行连接。
在整个回流焊工艺中,温度控制是非常关键的一步,直接影响焊接质量和可靠性。
下面将对SMT回流焊工艺的温控技术进行分析。
SMT回流焊工艺的温控技术主要包括温度曲线设计和温度传感器的选择与布置。
一、温度曲线设计温度曲线是指在整个回流焊工艺过程中,焊接区域的温度变化曲线。
良好的温度曲线设计可以保证焊料充分熔化并与电路板有效连接,同时避免过高的温度造成元器件损坏。
温度曲线设计需要考虑到以下几个因素:1. 预热阶段:在焊接之前,需要进行预热阶段以确保元器件和焊料的温度均匀分布,减少热应力。
一般温度曲线设计中会包含一个缓慢升温的阶段,使温度逐渐升高并达到预定的温度。
2. 熔化阶段:在达到预定温度后,焊料开始熔化。
这个过程需要保持较高的温度并保证焊料充分润湿焊接区域。
常见的温度曲线中会设置一个峰值温度来控制焊料的熔化。
3. 冷却阶段:焊接结束后,需要将焊接区域迅速冷却。
合理的冷却速度可以减少组织变化和应力积累,提高焊点的可靠性。
二、温度传感器的选择与布置温度传感器的选择与布置对于温控技术的准确性和稳定性都起到重要作用。
常见的温度传感器有热电偶、热敏电阻和红外线传感器。
1. 热电偶:热电偶是测量温度最常用的传感器之一,具有响应速度快、精度高的特点。
它适用于在高温环境中进行温度测量。
在回流焊工艺中,热电偶可以直接接触焊接区域进行温度测量,并将数据反馈给温度控制系统进行调节。
2. 热敏电阻:热敏电阻是一种随温度变化而改变阻值的传感器,它可以通过测量电阻值的变化来获得温度信息。
热敏电阻可以放置在焊接区域附近进行温度测量,可以用来监测焊接过程中的温度变化。
3. 红外线传感器:红外线传感器可以通过测量焊接区域的辐射热量来获得温度信息。
它具有非接触测温、快速测量的特点,适用于焊接区域较大或无法直接接触的情况下进行温度测量。
SMT回流焊PCB温度曲线讲解

区间
区间温度设定
区间末实际板温
预热 210℃(410°F)
140℃(284°F)
活性 177℃(350°F)
150℃(302°F)
回流 250℃(482℃)
210℃(482°F)
怎样设定锡膏回流温度曲线
图形曲线的形状必须和所希望的相比较,如果形状不协调, 则同下面的图形进行比较。选择与实际图形形状最相协调的曲 线。
得益于升温-到-回流的回流温度曲线
无光泽、颗粒状焊点 一个相对普遍的回流焊缺陷是无光泽、颗粒 状焊点。这个缺陷可能只是美观上的,但也 可能是不牢固焊点的征兆。在RTS曲线内改正 这个缺陷,应该将回流前两个区的温度减少 5° C;峰值温度提高5° C。如果这样还不行, 那么,应继续这样调节温度直到达到希望的 结果。这些调节将延长锡膏活性剂寿命,减 少锡膏的氧化暴露,改善熔湿能力。
得益于升温-到-回流的回流温度曲线
整个温度曲线应该从45℃到峰值温度215(± 5)℃持续3.5~4分钟。冷却速率应控制在每秒 4℃。一般,较快的冷却速率可得到较细的颗 粒结构和较高强度与较亮的焊接点。可是,超 过每秒4° C会造成温度冲击。
得益于升温-到-回流的回流温度曲线
升温-到-回流
RTS温度曲线可用于任何化学成分或合金,为水溶锡膏和难 于焊接的合金与零件所首选。 RTS温度曲线比RSS有几个优 点。RTS一般得到更光亮的焊点,可焊性问题很少,因为在 RTS温度曲线下回流的锡膏在预热阶段保持住其助焊剂载体。 这也将更好地提高湿润性,因此,RTS应该用于难于湿润的 合金和零件。
怎样设定锡膏回流温度曲线
活性区,有时叫做干燥或浸湿区,这个
区一般占加热通道的33~50%,有两个 功用,第一是,将PCB在相当稳定的温 度下感温,允许不同质量的元件在温度 上同质,减少它们的相当温差。第二个 功能是,允许助焊剂活性化,挥发性的 物质从锡膏中挥发。一般普遍的活性温 度范围是120~150℃。
SMT贴片加工中回流焊的工作原理
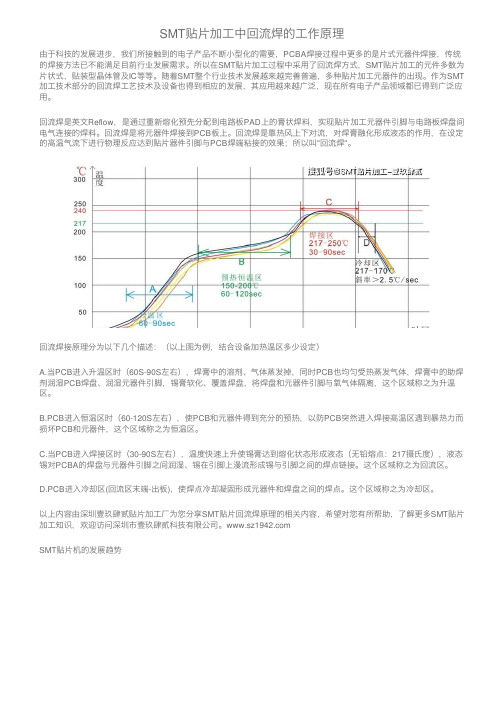
SMT贴⽚加⼯中回流焊的⼯作原理由于科技的发展进步,我们所接触到的电⼦产品不断⼩型化的需要,PCBA焊接过程中更多的是⽚式元器件焊接,传统的焊接⽅法已不能满⾜⽬前⾏业发展需求。
所以在SMT贴⽚加⼯过程中采⽤了回流焊⽅式,SMT贴⽚加⼯的元件多数为⽚状式,贴装型晶体管及IC等等。
随着SMT整个⾏业技术发展越来越完善普遍,多种贴⽚加⼯元器件的出现。
作为SMT 加⼯技术部分的回流焊⼯艺技术及设备也得到相应的发展,其应⽤越来越⼴泛,现在所有电⼦产品领域都已得到⼴泛应⽤。
回流焊是英⽂Reflow,是通过重新熔化预先分配到电路板PAD上的膏状焊料,实现贴⽚加⼯元器件引脚与电路板焊盘间电⽓连接的焊料。
回流焊是将元器件焊接到PCB板上。
回流焊是靠热风上下对流,对焊膏融化形成液态的作⽤,在设定的⾼温⽓流下进⾏物理反应达到贴⽚器件引脚与PCB焊端粘接的效果;所以叫"回流焊"。
回流焊接原理分为以下⼏个描述:(以上图为例,结合设备加热温区多少设定)A.当PCB进⼊升温区时(60S-90S左右),焊膏中的溶剂、⽓体蒸发掉,同时PCB也均匀受热蒸发⽓体,焊膏中的助焊剂润湿PCB焊盘、润湿元器件引脚,锡膏软化、覆盖焊盘,将焊盘和元器件引脚与氧⽓体隔离,这个区域称之为升温区。
B.PCB进⼊恒温区时(60-120S左右),使PCB和元器件得到充分的预热,以防PCB突然进⼊焊接⾼温区遇到暴热⼒⽽损坏PCB和元器件,这个区域称之为恒温区。
C.当PCB进⼊焊接区时(30-90S左右),温度快速上升使锡膏达到熔化状态形成液态(⽆铅熔点:217摄⽒度),液态锡对PCBA的焊盘与元器件引脚之间润湿、锡在引脚上漫流形成锡与引脚之间的焊点链接。
这个区域称之为回流区。
D.PCB进⼊冷却区(回流区末端-出板),使焊点冷却凝固形成元器件和焊盘之间的焊点。
这个区域称之为冷却区。
以上内容由深圳壹玖肆贰贴⽚加⼯⼚为您分享SMT贴⽚回流焊原理的相关内容,希望对您有所帮助,了解更多SMT贴⽚加⼯知识,欢迎访问深圳市壹玖肆贰科技有限公司。
回流焊工艺
回流焊工艺(一)摘要:由于电子产品PCB板不断小型化的需要,出现了片状元件,传统的焊接方法已不能适应需要。
首先在混合集成电路板组装中采用了回流焊工艺,组装焊接的元件多数为片状电容、片状电感,贴装型晶体管及二极管等。
随着SMT整个技术发展日趋完善,多种贴片元件(SMC)和贴装器件(SMD)的出现,作为贴装技术一部分的回流焊工艺技术及设备也得到相应的发展,其应用日趋广泛,几乎在所有电子产品领域都已得到应用,而回流焊技术,围绕着设备的改进也经历以下发展阶段。
(二)技术产生背景:由于电子产品PCB板不断小型化的需要,出现了片状元件,传统的焊接方法已不能适应需要。
起先,只在混合集成电路板组装中采用了回流焊工艺,组装焊接的元件多数为片状电容、片状电感,贴装型晶体管及二极管等。
随着SMT整个技术发展日趋完善,多种贴片元件(SMC)和贴装器件(SMD)的出现,作为贴装技术一部分的回流焊工艺技术及设备也得到相应的发展,其应用日趋广泛,几乎在所有电子产品领域都已得到应用。
(三)发展阶段:根据产品的热传递效率和焊接的可靠性的不断提升,回流焊大致可分为五个发展阶段第一代:热板传导回流焊设备:热传递效率最慢,5-30 W/m2K(不同材质的加热效率不一样),有阴影效应.第二代:红外热辐射回流焊设备:热传递效率慢,5-30W/m2K(不同材质的红外辐射效率不一样),有阴影效应,元器件的颜色对吸热量有大的影响。
第三代:热风回流焊设备:热传递效率比较高,10-50 W/m2K,无阴影效应,颜色对吸热量没有影响。
第四代:气相回流焊接系统:热传递效率高,200-300 W/m2K,无阴影效应,焊接过程需要上下运动,冷却效果差。
第五代真空蒸汽冷凝焊接(真空汽相焊)系统:密闭空间的无空洞焊接,热传递效率最高,300 W-500W/m2K。
焊接过程保持静止无震动。
冷却效果优秀,颜色对吸热量没有影响(四)回流焊的工作原理:再流焊又称回流焊。
smt回流焊工作原理
smt回流焊工作原理
SMT(Surface Mount Technology,表面贴装技术)回流焊工作原理是指在组装过程中,用高温热风或者蒸汽将贴装在PCB(Printed Circuit Board,印刷电路板)表面的贴片元件和焊脚上的焊膏加热至融化点,使其与焊盘间形成可靠的焊接连接。
具体工作原理如下:
1. 准备:首先,在PCB上涂覆一层焊膏,通常是由粒径较小的金属颗粒和助焊剂组成的混合物。
此焊膏会在高温下熔化并形成焊接连接。
2. 定位:将待焊接的SMT元件精确放置在PCB表面上,通常通过自动化设备进行定位。
3. 预热:PCB与贴片元件一起通过热风或蒸汽流进行预热,以使整个组装过程达到焊接所需的温度。
4. 焊接:当预热达到适当温度时,进入焊接区域。
焊接区域中的热风或蒸汽继续升温,使焊膏熔化,并使贴片元件与PCB 之间的焊盘形成连接。
焊膏熔化后由于表面张力的作用,焊膏会自动湿润焊盘和焊脚。
5. 冷却固化:在焊接完成后,PCB与焊接区域逐渐冷却,焊膏通过表面张力的作用形成可靠的焊接连接。
总的来说,SMT回流焊工作原理是通过加热焊接区域,使焊膏熔化,并在冷却过程中形成稳定的焊接连接。
这一过程通常由自动化设备完成,以确保精确的温度控制和焊接质量。
SMT回流焊作业指导书(2024)
引言概述:随着电子产品的快速发展,SMT(SurfaceMountTechnology,表面贴装技术)回流焊成为了主流的焊接工艺。
为了保证焊接质量和生产效率,制定一份SMT回流焊作业指导书是必要的。
本文将详细介绍SMT回流焊作业的相关内容,包括焊接参数设置、元件选型和布局、焊接工艺流程、设备操作和维护、质量控制等五个大点,旨在提供一份全面且专业的指导,帮助操作人员正确进行SMT回流焊作业,提高生产效率和产品质量。
正文内容:一、焊接参数设置1.1温度曲线设计:根据焊接元件的特性和要求,设计适当的温度曲线,包括预热区、焊接区和冷却区,确保焊接质量。
1.2回流炉温度设定:根据焊接工艺要求设定回流炉温度,包括预热温度、焊接温度和冷却温度,确保元件的正确焊接和熔化。
1.3过渡区设置:确定预热区和焊接区之间的过渡区,控制电子元件的热冲击。
二、元件选型和布局2.1元件选型:根据焊接要求和产品设计要求,选择合适的电子元件,包括表面贴装元件(SMD)和插件元件。
2.2元件布局:根据元件的尺寸、散热要求和信号传输要求,合理安排元件在PCB(PrintedCircuitBoard,印刷电路板)上的布局,防止热点和信号干扰。
三、焊接工艺流程3.1PCB准备:清洁PCB表面,确保焊接区域无尘、无油污,并检查PCB的电气连接和机械连接是否良好。
3.2胶水和焊膏涂布:根据焊接要求,在PCB上涂布胶水和焊膏,确保元件能够正确粘贴和焊接。
3.3元件贴装:使用自动贴装机将电子元件精确地贴到PCB 上,确保位置准确和固定可靠。
3.4回流焊:将贴装好的PCB放入回流炉中进行焊接,根据设定的温度曲线加热和冷却,完成焊接过程。
3.5清洁和检查:在焊接完成后,清洁焊接区域,检查焊接质量和元件的安装效果。
四、设备操作和维护4.1回流炉操作:熟悉回流炉的操作面板和控制参数,保证回流炉的正常运行。
4.2设备维护:定期清洁回流炉内部和外部的油污和灰尘,检查并更换磨损的零部件,保证设备的可靠性和稳定性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
SMT 回流焊工艺知识
Board/Sma ll
Comp onen t ---------- Large
Comp onen t
1、 预热
区:预热区的目的是使 PCB 和元器件预热,达到平衡,同时 除去焊膏中的水份、溶剂,以防焊膏发生塌落和焊料飞溅。
升温速率 要控制在适当范围内(过快会产生热冲击,如:引起多层陶瓷电容器 开裂、造成焊料飞溅,使在整个PCB 勺非焊接区域形成焊料球以及焊 料不足的焊点;过慢则助焊剂Flux 活性作用),一般上升速率设定为 1〜3C /sec ,最大升温速率为 4C /sec ;
2、 恒温区:指从120C 升温至170C 的区域。
主要目的是使 PCB 上各 元件的温度趋于均匀,尽量减少温差,保证在达到再流温度之前焊料 能完全干燥,到保温区结束时,焊盘、锡膏球及元件引脚上的氧化物 应被除去,整个电路板的温度达到均衡。
过程时间约 60〜120秒,根 据焊料的性质有所差异。
3、 回流区:这一区域里的加热器的温度设置得最高,焊接峰值温度 视所用锡膏的不同而不同,一般推荐为锡膏的熔点温度加20〜40C 。
此时焊膏中的焊料开始熔化 , 再次呈流动状态,替代液态焊剂润湿焊 盘和元器件。
也可以将该区域分为两个区,即熔融区和再流区。
理想 的温度典型的回流曲线
2 2
曲线是超过焊锡熔点的“尖端区”覆盖的面积最小且左右对称。
4、冷却区:用尽可能快的速度进行冷却,将有助于得到明亮的焊点并饱满的外形和低的接触角度。
缓慢冷却会导致PAD的更多分解物进入锡中,产生灰暗毛糙的焊点,甚至引起沾锡不良和弱焊点结合力。
降温速率一般为-4 C/sec以内,冷却至75C左右即可。
由于锡膏、机型与工艺要求不同,产品的炉温曲线也不尽相同。
生产时必须定期用炉温测试仪测试炉温并记录存档。
炉温测试板的测试点必须合宜
每片测温板最多可以使用200 次。