紧固类知识简介(新版)
紧固件基础知识
第一章基本知识1. 螺纹:在零件表面上加工的螺纹称为外螺纹.在零件内表面上加工的螺纹称为内螺纹2. 螺纹按用途可以分为:连接螺纹(普通螺纹和管螺纹)和传动螺纹(梯形螺纹和锯齿形螺纹).3. 螺纹加工方法:用车床加工,先用钻头钻孔,再用丝锥加工内螺纹.4. 螺纹的结构要素:4.1牙型:通过螺纹轴线断面上的螺纹轮廓形状称为牙型.常见有三角,梯形,矩形,锯形螺纹.4.2直径:大径,中径,小径.(公称直径一般指大径)4.3线数:单线螺纹和多线螺纹之分.(主要是从线的岀口来区分.单线导程=螺距.多线导程=螺距x线数.)4.4螺距:相邻两牙在中径线上对应两点间的轴向距离称为螺距4.5导程:同一螺线上的相邻两牙在中径线上对应两点的轴向距离称为导程4.6旋向:左旋螺纹和右旋螺纹,顺时针旋入的螺纺是右旋,逆时钟旋入的螺纹是左旋螺纹.(工程常用右旋螺纹)5. 螺纹标识5.1普通螺纹:特征代号公称直径x螺距,旋向M30 X25.2锯齿螺纹:特征代号公称直径:B40x7-7e5.3梯形螺纹:特征代号公称直径:Tr40 x 14 (P7) LH8e-L5.4管螺纹:特征代号,尺寸代号,旋向(Rc1)6. 螺纹种类:开槽圆柱头螺钉,圆柱头内六角螺钉,沉头十字槽螺钉,开槽紧定螺钉,六角头螺栓,双头螺柱,六角螺母,六角开槽螺母,平垫圈,弹簧垫圈.7. 螺丝是总称,螺栓要配合螺母使用,螺钉不用.螺柱有双头螺柱,没有螺帽.8. 紧定螺钉:又称支头螺丝,定位螺丝.用途:专供固定机件相对位置用的一种螺钉使用时,把紧定螺钉旋入待固定的机件的螺孔中,以螺钉的未端紧压在另一机件的表面上,即使前一机件固定在后一机件上9. 粗牙和细牙的区别:螺距大小不同,粗牙螺距大,细牙小;1、细牙的螺旋升角更小,更利于螺纹的自锁,所以细牙一般用在需要防松动的地方。
2、细牙螺纹螺距小,在相同的螺纹长度上,旋入的牙数更多,即可以起到降低流体泄露的作用,因此用在需要密封的场合。
紧固件的基础知识
紧固件基础知识简介紧固件基础知识简介一、紧固件的种类紧固件是机器设备的基础零件。
将几个(二个或二个以上)零件连接成一体所用的机械零件统称为紧固件。
因为紧固件标准化程度高,实现标准化时间早,所以又习惯称为标准件。
紧固件有螺栓、螺拄、螺钉、自攻螺钉、木螺钉、螺母、垫圈、销、铆钉及组合紧固件。
按不同形状和用途,已发布的紧固件国家标准已超过300种。
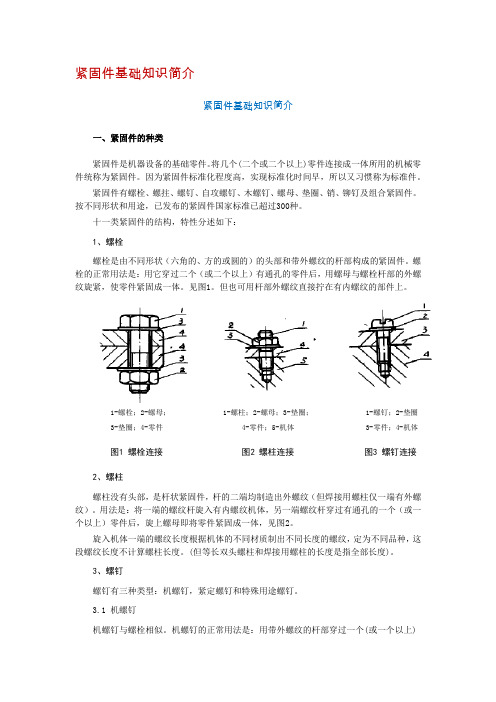
十一类紧固件的结构,特性分述如下:1、螺栓螺栓是由不同形状(六角的、方的或圆的)的头部和带外螺纹的杆部构成的紧固件。
螺栓的正常用法是:用它穿过二个(或二个以上)有通孔的零件后,用螺母与螺栓杆部的外螺纹旋紧,使零件紧固成一体。
见图1。
但也可用杆部外螺纹直接拧在有内螺纹的部件上。
1-螺栓;2-螺母; 1-螺柱;2-螺母;3-垫圈; 1-螺钉;2-垫圈3-垫圈;4-零件 4-零件;5-机体 3-零件;4-机体图1 螺栓连接图2 螺柱连接图3 螺钉连接2、螺柱螺柱没有头部,是杆状紧固件,杆的二端均制造出外螺纹(但焊接用螺柱仅一端有外螺纹)。
用法是:将一端的螺纹杆旋入有内螺纹机体,另一端螺纹杆穿过有通孔的一个(或一个以上)零件后,旋上螺母即将零件紧固成一体,见图2。
旋入机体一端的螺纹长度根据机体的不同材质制出不同长度的螺纹,定为不同品种,这段螺纹长度不计算螺柱长度。
(但等长双头螺柱和焊接用螺柱的长度是指全部长度)。
3、螺钉螺钉有三种类型:机螺钉,紧定螺钉和特殊用途螺钉。
3.1 机螺钉机螺钉与螺栓相似。
机螺钉的正常用法是:用带外螺纹的杆部穿过一个(或一个以上)有通孔的零件后,用杆部的螺纹直接旋紧在有内螺纹的机体上(不需再用螺母),就将零件紧固成一体,见图3。
但也可以在穿过被紧固的零件后用螺母旋紧。
螺钉和螺栓常有相同的用法,二者没有绝对的区别。
但一般说螺钉的尺寸规格小,强度低的较多,紧固力比螺柱小。
3.2 紧定螺钉紧定螺钉分为有头部的和无头部的(螺纹杆的一端直接铣槽口或制出内六角孔)二种主要用于固定二个零件的相对位置见图4。
紧固件专业知识
紧固件专业知识目录1. 紧固件基础知识 (3)1.1 紧固件概述 (4)1.2 紧固件分类 (5)1.2.1 按材质分类 (6)1.2.2 按形状分类 (7)1.2.3 按用途分类 (8)1.3 紧固件性能指标 (9)2. 紧固件选用与设计 (10)2.1 选用原则 (12)2.2 设计要求 (13)2.3 紧固件预紧力计算 (14)3. 紧固件连接技术 (14)3.1 紧固件连接原理 (15)3.2 紧固件连接方法 (16)3.2.1 螺栓连接 (18)3.2.2 垫圈连接 (20)3.2.3 螺母连接 (21)3.3 紧固件连接质量检验 (22)4. 紧固件安装与拆卸 (23)4.1 安装要点 (24)4.2 拆卸方法 (25)4.3 安装工具选用 (26)5. 紧固件常用材料 (27)5.1 钢铁材料 (28)5.2 非铁金属材料 (29)5.3 非金属材料 (31)6. 紧固件表面处理 (32)6.1 防锈处理 (34)6.2 表面硬化处理 (34)6.3 装饰性处理 (35)7. 紧固件检测与质量保证 (36)7.1 检测方法 (38)7.2 质量标准 (39)7.3 质量保证体系 (40)8. 紧固件应用案例 (42)8.1 汽车行业 (43)8.2 机械制造 (44)8.3 建筑行业 (45)8.4 航空航天 (47)9. 紧固件行业发展趋势 (47)9.1 技术发展趋势 (49)9.2 市场发展趋势 (50)9.3 环保与节能趋势 (51)1. 紧固件基础知识紧固件主要是指通过拧紧力矩来实现的机械连接件,根据材质、形状和用途,紧固件可以分为以下几类:按材质分类:碳钢紧固件、不锈钢紧固件、合金钢紧固件、有色金属紧固件等。
按用途分类:建筑紧固件、汽车紧固件、电子紧固件、航空航天紧固件等。
摩擦力:紧固件通过螺纹产生的摩擦力,使连接件之间产生一定的正压力,从而实现连接。
弹性变形:紧固件在拧紧过程中,其形状会发生弹性变形,产生预紧力。
紧固件培训资料

目录
• 紧固件基础知识 • 紧固件的应用场景 • 紧固件的安装与使用 • 紧固件的常见问题与解决方案 • 紧固件的发展趋势与未来展望
01 紧固件基础知识
紧固件的定义与分类
定义
紧固件是一种用于连接或固定两 个或多个物体的机械元件。
分类
根据其形状、功能和应用,紧固 件可分为螺栓、螺母、螺丝、垫 圈、ING
感谢您的观看
固定
根据紧固件类型,选择合适的 工具进行固定,如螺丝刀、扳
手等。
紧固件的使用注意事项
检查紧固件
在使用前,应检查紧固件是否完好无损,如 有损坏应及时更换。
注意操作顺序
按照规定的操作顺序进行紧固件的安装,避 免因操作不当导致安装失败或损坏。
选择合适的紧固件
根据安装需求选择合适的紧固件类型和规格, 避免使用不合适的紧固件。
注意安全
在操作过程中,应注意安全,避免因操作不 当导致人员受伤或设备损坏。
紧固件的维护与保养
定期检查
定期对紧固件进行检查,发现松动或 损坏应及时处理。
清洁
定期清洁紧固件,去除表面污垢和杂 物,保持其良好的工作状态。
润滑
根据需要,对紧固件进行润滑,以减 少摩擦和磨损。
更换
对于达到使用寿命或损坏严重的紧固 件,应及时进行更换。
紧固件在机械制造中起到关键的作用,能够保证设备的稳定性和可靠性,提高设 备的使用寿命和安全性。
建筑行业中的紧固件
在建筑行业中,紧固件主要用于固定 和连接各种建筑材料,如钢筋、钢板 、木材等。
紧固件能够保证建筑物的稳定性和安 全性,防止因材料松动而引发的安全 事故。同时,紧固件的合理使用还能 够提高施工效率,降低成本。
《紧固件基本知识》课件

抗剪强度 ≥ 640M Pa ≥ 800M Pa ≥ 960M Pa
耐腐蚀性 中等 好 非常好
耐疲劳性 有限 优良 极佳
紧固件的使用规范
预紧力计算公式
预紧力计算公式为T=k*d*hp, 其中T为螺纹连接件的预紧力, k为预紧系数,d为螺纹公称直 径,hp为螺纹公称高度。
松动寿命计算公式
松动寿命计算公式为 N=(k2*t)/(k1*T),其中N为松 动寿命,t为试验时间,T为螺 纹连接件的预紧力,k1、k2为 实验常数。
螺栓及螺母
结构与特点
螺栓一般由螺纹、头部和柄部构成,螺母与螺栓 咬合配合形成一定的预紧力。
使用ห้องสมุดไป่ตู้意事项
螺栓和螺母要选择相应的强度等级,安装时要保 证预紧力达到规定值,拆卸时要注意保护螺纹。
螺柱及螺母
1
结构与特点
螺柱通常用于连接构件和支撑结构,与螺母搭配使用,具有较高的预紧力。
2
使用注意事项
螺柱要按照强度等级选配,安装时要注意螺栓的预紧力,使用时要及时检查和加 紧。
实用技巧总结
使用紧固件时要注意选择合适 的紧固件类型和规格、合理调 整预紧力大小、按照要求安装、 定期检查维护。
紧固件的维护与保养
常见问题
紧固件在长时间使用过程中可能会出现松动、断裂、腐蚀等问题,需要注意维护。
维护与保养要点
要定期检查并重新紧固,避免长期处于高温和潮湿环境,注意保护和保养紧固件表面。
螺钉及螺母
1 结构与特点
2 使用注意事项
螺钉一般由螺纹和头部组成,主要用于连 接薄板和构件,螺母用于咬合。
螺钉安装时要注意方向、位置和预紧力, 使用时要及时检查和加紧,螺母要适配螺 钉。
螺母
紧固件基础知识

第一章基本知识1.螺纹: 在零件表面上加工的螺纹称为外螺纹. 在零件内表面上加工的螺纹称为内螺纹.2.螺纹按用途可以分为:连接螺纹(普通螺纹和管螺纹)和传动螺纹(梯形螺纹和锯齿形螺纹).3.螺纹加工方法: 用车床加工,先用钻头钻孔,再用丝锥加工内螺纹.4.螺纹的结构要素:4.1牙型: 通过螺纹轴线断面上的螺纹轮廓形状称为牙型.常见有三角,梯形,矩形,锯形螺纹.4.2直径: 大径, 中径, 小径. (公称直径一般指大径)4.3线数: 单线螺纹和多线螺纹之分.(主要是从线的出口来区分.单线导程=螺距. 多线导程=螺距x 线数.)4.4螺距: 相邻两牙在中径线上对应两点间的轴向距离称为螺距4.5导程: 同一螺线上的相邻两牙在中径线上对应两点的轴向距离称为导程.4.6旋向: 左旋螺纹和右旋螺纹,顺时针旋入的螺纺是右旋,逆时钟旋入的螺纹是左旋螺纹.(工程常用右旋螺纹)5.螺纹标识5.1普通螺纹: 特征代号公称直径x 螺距,旋向M30 X25.2锯齿螺纹: 特征代号公称直径: B40x7-7e5.3梯形螺纹: 特征代号公称直径: Tr40 x 14 (P7) LH-8e-L5.4管螺纹:特征代号,尺寸代号,旋向(Rc1)6.螺纹种类: 开槽圆柱头螺钉,圆柱头内六角螺钉,沉头十字槽螺钉,开槽紧定螺钉, 六角头螺栓,双头螺柱, 六角螺母,六角开槽螺母,平垫圈,弹簧垫圈.7.螺丝是总称,螺栓要配合螺母使用,螺钉不用. 螺柱有双头螺柱,没有螺帽.8.紧定螺钉:又称支头螺丝,定位螺丝.用途:专供固定机件相对位置用的一种螺钉使用时,把紧定螺钉旋入待固定的机件的螺孔中,以螺钉的未端紧压在另一机件的表面上,即使前一机件固定在后一机件上9.粗牙和细牙的区别:螺距大小不同,粗牙螺距大,细牙小; 1、细牙的螺旋升角更小,更利于螺纹的自锁,所以细牙一般用在需要防松动的地方。
2、细牙螺纹螺距小,在相同的螺纹长度上,旋入的牙数更多,即可以起到降低流体泄露的作用,因此用在需要密封的场合。
紧固件培训资料
紧固件培训资料紧固件是机械制造中广泛使用的连接元件,用于固定和连接不同部件或构件。
它们在各种行业中都得到广泛应用,例如机械制造、汽车、航空航天、电子设备等。
由于紧固件的作用至关重要,掌握相关知识和技能对于工程师和相关从业人员来说是非常重要的。
本文将为您介绍一些有关紧固件的基础知识和培训资料。
一、紧固件概述紧固件是指用来连接或固定零件的器具或装置,通常包括螺钉、螺母、垫圈、螺栓、螺柱等。
它们通过力的形式将各个部件固定在一起,保证机械装置的正常工作和安全运行。
紧固件的种类繁多,不同的应用场景需要使用不同类型的紧固件。
二、螺纹紧固件螺纹紧固件是最常见的一种紧固件,它们通过螺纹的连接方式实现固定效果。
常用的螺纹紧固件有螺钉和螺母。
螺纹紧固件可以采用不同的螺纹类型,例如常用的公制螺纹和英制螺纹。
了解螺纹紧固件的基本知识和使用技巧对于正确使用和维护机械设备至关重要。
三、紧固件的材料和表面处理紧固件的材料选择和表面处理对于其性能和寿命具有重要影响。
常用的紧固件材料包括碳钢、合金钢、不锈钢等。
不同材料具有不同的力学性能和耐腐蚀性能,因此在选择紧固件材料时需充分考虑使用环境和要求。
另外,表面处理可以改善紧固件的耐腐蚀性能和外观质量,常见的表面处理方法包括镀锌、镀镍、电镀等。
四、紧固件的安装和拧紧正确的安装和拧紧紧固件是确保其性能和质量的重要步骤。
过松的紧固件可能导致连接失效,而过紧的紧固件可能引起应力集中和螺纹损坏。
安装时应严格按照规范进行,使用合适的工具和方法,避免应力集中和松动。
拧紧紧固件时应根据具体要求选择合适的拧紧扭矩和拧紧角度。
五、紧固件的质量控制紧固件的质量控制对于确保连接的可靠性和安全性十分重要。
各个环节的质量控制包括原材料的检验、生产工艺的控制、产品的测试和检验等。
常见的质量控制方法有寸法和外观检验、拉力和扭矩测试等。
了解质量控制方法和要求有助于提高紧固件的质量和可靠性。
六、紧固件培训资料推荐为了帮助从业人员更好地掌握紧固件的知识和技能,以下是一些优秀的紧固件培训资料推荐:1. 《紧固件工程手册》:该手册详细介绍了紧固件的基础知识、设计原理、选型方法等内容,是一本非常实用的参考书。
紧固件专业知识点总结
紧固件专业知识点总结第一章:紧固件的基本概念1.1 紧固件的定义紧固件是工程装配中用来连接两个或多个零部件的元件。
它包括螺栓、螺母、螺钉、垫圈、销钉、挡圈等。
1.2 紧固件的作用紧固件的主要作用是连接和固定机械零件,以便于整体的运转和使用。
1.3 紧固件的分类根据用途和结构,紧固件可以分为机械连接紧固件和焊接连接紧固件两类。
机械连接紧固件包括螺栓、螺母、螺钉、垫圈等;焊接连接紧固件包括焊条、焊丝、焊剂等。
第二章:紧固件的材料和特性2.1 紧固件的材料紧固件的主要材料有碳钢、合金钢、不锈钢、铜、铝等。
其中,碳钢是应用最广泛的紧固件材料,通常是采用4.8级、8.8级、10.9级的碳钢。
2.2 紧固件的特性紧固件的特性主要包括硬度、拉伸强度、抗拉强度、抗腐蚀性能等。
硬度是紧固件的重要参数,硬度高的紧固件能够更好地承受外力和振动。
第三章:紧固件的螺纹连接3.1 螺纹的概念螺纹是一种用来连接和传递力的结构。
常见的螺纹有内螺纹和外螺纹,内螺纹常见于螺母中,外螺纹常见于螺栓和螺钉。
3.2 螺纹的种类按照形状,螺纹可以分为三角形螺纹、矩形螺纹、锯齿螺纹等。
常见的螺纹有公制螺纹、英制螺纹和直径充整螺纹等。
3.3 螺纹连接的紧固件螺纹连接的紧固件包括螺栓、螺母、螺钉等。
螺栓和螺母的螺纹类型必须相同才能够连接。
第四章:紧固件的力学性能4.1 紧固件的拉伸和剪切紧固件在使用过程中承受拉伸和剪切力。
通常情况下,紧固件的抗拉伸性能要比抗剪切性能高。
4.2 紧固件的扭矩在紧固件的螺纹连接中,通常要施加一定的扭矩。
扭矩过大会损坏螺纹,扭矩过小会导致螺纹松动。
4.3 紧固件的疲劳性能紧固件在频繁振动和变形的情况下容易出现疲劳破坏。
因此,在设计和选择紧固件时,需要考虑疲劳性能。
第五章:紧固件的预紧5.1 预紧的概念预紧是指在紧固件连接时,事先为螺栓或螺母施加一定的力,使之产生一定的紧固力。
5.2 预紧的原理预紧的目的是为了防止紧固件在使用过程中出现松动,提高连接的稳定性和可靠性。
紧固件普及常识
第一章产品分类螺丝(Bolt / Screw)一、外六角螺栓/螺丝(Hex Head Cap Bolt / Screw---HCS)二、内六角螺丝(Socket Head Cap Screw---SHCS)1. 圆柱头内六角螺丝(Socket Head Cap Screw---SHCS)2. 半圆头内六角螺丝(Button Head Socket Cap Screw---BH SHCS)3. 平头/沉头内六角螺丝(Flat Head Socket Cap Screw---FH SHCS)4. 低头内六角螺丝(Low Head Socket Cap Screw---LH SHCS)三、内六角紧定螺钉(Socket Set Screw---SSS)1. 内六角平端紧定螺钉(Socket Set Screw with Die / Flat Point---SSS FT)2. 内六角球面紧定螺钉(Socket Set Screw with Round Point---SSS RD)3. 内六角锥端紧定螺钉(Socket Set Screw with Cone Point---SSS CN)4. 内六角凹端紧定螺钉(Socket Set Screw with Cup Point---SSS CP)5. 内六角滚花凹端紧定螺钉(Socket Set Screw with Knurled Cup Point---SSS KNL)6. 内六角长圆柱端紧定螺钉(Socket Set Screw with Full Dog Point---SSS DOG)7. 内六角短圆柱端紧定螺钉(Socket Set Screw with Half Dog Point---SSS ½ DOG)四、内六角圆柱头轴肩螺钉(Socket Shoulder Screw)五、方头螺栓(Square Head Bolts---SQHD)六、马车螺栓(Carriage Bolt---CB)七、吊环螺栓(Eye Bolt)八、U型螺栓(U Bolt)九、牙条(Stud---14”以下/ Threaded Rod)十、机螺丝(Machine Screw---MS)常见头型:1. 圆头机螺丝(Round Head Machine Screw---RH MS)2. 平头/沉头机螺丝(Flat Head Machine Screw---FH MS)3. 盘头机螺丝(Pan Head Machine Screw---PH MS)4. 大扁头机螺丝(Truss Head Machine Screw---TH MS)5. 半沉头机螺丝(Oval Head Machine Screw)6. 圆柱头机螺丝(Cheese Head Machine Screw)7. 六角头带垫片螺丝(Hex Washer Head Screw)常见槽型:1. 一字槽(Slotted)2. 十字槽(Philips)3. 米字槽(Posidriv)4. 梅花槽(Torx)十一、自攻钉(Tapping Screw)常见头型:1. 盘头(Pan Head)2. 沉头(Flat Head)3. 半沉头(Oval Head)常见牙型:1. A型(Type A)2. B型(Type B)3. AB型(Type AB)4. 三角形(Trilobe / Thread Rolling)5. 17型(Type 17)6. F型(Type F)7. 23型(Type 23)8. 25型(Type 25)十二、自钻钉(Self-Drilling Screw)螺母(Nut)一、六角螺母(Finished Hex Nut---FHN)二、重型六角螺母(Heavy Hex Nut)三、六角开槽螺母(Slotted Hex Nut)四、皇冠螺母(Hex Castle Nut)五、盖形螺母(Acorn Nut)六、蝶形螺母(Wing Nut)七、方形螺母(Square Nut)八、齿形螺母(K-Lock Nut / Keps Nut)九、六角薄螺母(Hex Jam Nut)十、法兰螺母(Serrated Hex Flange Nut)十一、尼龙锁紧螺母(Nylon Insert Lock Nut)十二、顶部锁紧螺母(Top Lock Nut)垫片(Washer)一、平垫片(Flat Washer---F/W)二、弹簧垫片(Spring Lock Washer---L/W)三、齿形垫片(Toothed Lock Washer)1. 外齿垫片(External Tooth Lock Washer---EXT L/W)2. 内齿垫片(Internal Tooth Lock Washer---INT L/W)3. 内外齿垫片(Combination Tooth Lock Washer---INT/EXT L/W)销子(Pin)一、圆柱销(Dowel Pin)二、弹性销(Spring Pin)三、开口销(Cotter Pin)四、锥形销(Taper Pin)铆钉(Rivet)一、圆头铆钉(Button Head Rivet)二、凸缘铆钉(Flange Head Rivet)三、沉头铆钉(Countersunk Head Rivet)四、闭端式铆钉(Closed-End Head)第二章产品性能等级标记英制螺栓/螺丝/牙条性能等级:英制螺母性能等级:公制螺栓/螺丝性能等级:等级标记公制螺母性能等级:公制产品性能等级标记:对于螺栓/螺丝的等级标记应打在头部顶面,螺柱/牙条的等级标记应打在拧入螺母端或无螺纹杆部,螺母的等级标记应打在螺母支撑面上。
紧固件知识
紧固件专业知识、1、表面处理:ZP-蓝白锌、BO-发黑,PL-本色,ZY-彩锌,DA-达克罗,HBO-热处理发黑,HZS-热处理环保蓝白锌,ZPS-三价蓝白锌,ZYS-三价彩锌,CR-镀铬2、材料等级:4.8S,6.8S→1008、1018(可以做,但是价格贵)、10226S,8S,8.8S→1035,1045(10B21,1022→只适合做M8以下的)10.9→10B21,40CR,45#,SCM435→中碳钢12.9→SCM4353、材料碳含量:低:1008,1015,1018,1022≦25%中:1035,1045→25%-65%高:1070,1080→﹥65%4、硬度等级:等级洛氏(HRC)维氏(HV)8S - 200-3028.8S≦M16 22-32 250-3208.8S﹥M16 23-34 255-3359.8S 28-37 290-36010S 28-38 235-32510.9 32-39 320-38012.9 39-44 385-43545H 45-53 450-560 K 帽 40-50 390-510 弹垫 35-43 430-530SS302→A1不锈钢 SS304→A2→CU(铜)+CU=开裂不能热处理 SS316→A4,防腐性能好,价格是SS302的1.5倍 SS410→不锈铁,可热处理,渗碳5、螺纹种类:机公制螺纹(普通螺纹)→牙角度600械美制螺纹→(统一标准螺纹)牙英制螺纹→惠式螺纹,粗牙(BSW),牙角度550管螺纹→用于管道上NPT→美制管螺纹,牙角度600PT→英制管螺纹,牙角度550内螺纹平面图怎么区分:内螺纹剖开是空的,外螺纹剖开是实的左旋螺纹→逆时钟拧的螺纹右旋螺纹→顺时钟拧的螺纹(通常用的螺纹都是右旋螺纹)完整螺纹:牙底与牙顶是完整的螺纹不完整螺纹:牙底是完整的,牙顶是不完整的有效螺纹:完整螺纹+不完整螺纹螺尾:与光杆相接过渡的螺纹螺 UNC→统一螺纹,美国、英国、加拿大统一制定的螺纹(惠氏螺纹)纹 U C→美国制定的螺纹外螺纹底径=内螺纹顶径,内螺纹底是大径、顶径是小径。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
紧固件产品基础知识简介思库特:邱晓丰紧固件的定义:将两个或两个以上零件(或构件)紧固连 接成为一件整体时所采用的一类机械零件的 总称(市场上也称为标准件)。
它通常包括 以下零件——螺丝、螺柱、螺钉、螺母、自 攻螺钉、木螺钉、垫圈、挡圈、销、铆钉、 组合件等。
螺丝由头部或螺杆(带有外螺纹的圆柱体)两部分构成的一类紧固件,需与螺母配合,用于紧固连接两个带有通孔的零件。
这种连接形 式称为螺丝连接。
如把螺母从螺丝上旋下,又可以使这两个零件分开,故螺丝连接属可拆卸连接。
没有头部,仅有两端均带外螺纹的一类紧固件。
连接时,它的一端须旋入带有内螺纹孔的零件中,另一端穿过带有通孔的零件中, 然后旋上螺母,即使这两个零件紧固连接成为一件整体。
这种连接形式称为螺柱连接,也属可拆卸连接。
主要用于被连接零件之一 厚度较大、要求结构紧凑,或因拆卸频繁,不宜采用螺栓连接的场合。
带有内螺纹孔,形状一般呈扁六角柱形,也有呈扁方柱形或扁圆柱形,配合螺栓、螺柱或机器螺钉,用于紧固连接两个零件,使之 成为一件整体 也是由头部或螺杆两部分构成的一类紧固件,按用途可以分为三类——机器螺钉、紧定螺钉和特殊用途螺钉。
机器螺钉主要用于一 个带有内螺纹孔的零件,与一个带有通也的零件之间的紧固连接,不需要螺母配合(这种连接形式称为螺钉连接,也属可拆卸连 接;也可以与螺母配合,用于两个带有通孔的零件之间的紧固连接,紧宁螺钉主要用于固定两个零件之间的相对位置。
特殊用途螺 钉有吊环螺钉,供吊装零件用。
与机器螺钉相似,但螺杆上的螺纹为专用的自攻螺钉用螺纹。
用于紧固连接两个薄的金属构件,使之成为一件整体,构件上需要事 先制出小孔,由于这种螺钉具有较高的硬度,可以直接旋入构件的孔中,使构件孔中形成相应的内螺纹,这种连接形式也属可拆卸 连接。
也与机器螺钉相似,但螺杆上的螺纹为专用的木螺钉用螺纹,可以直接旋入木质构件(或零件)中,用于把一个带通孔的金属(或 非金属)零件与一个木质构件紧固连接在一起。
这种连接形式也属可拆卸连接 形状呈扁圆形的一类紧固件,置于螺栓、螺钉或螺母的支承面与被连接零件表面之间,起着增大被连接零件接触表面面积,降低单 位面积压力和保护被连接零件表面不被损坏的作用;另一类弹性垫圈,还起着阻止螺母回构的作用 供装在机器、设备的轴槽或孔槽中,起着阻止轴上或孔中的零件左右移动的作用 主要供零件定位用,有时也可供零件连接、固定零件、传递动力或锁定其他紧固件之用 由头部和钉杆两部分构成的一类紧固件,用于紧固连接两个带通孔的零件(或构件),使之成为一件整体。
这种连接形式称为铆钉 连接,简称铆接。
属不可拆卸连接。
因为要使连接在一起的两个零件分开,必须破坏零件上的铆钉 指组合供应的一类紧固件,如将机器螺钉(或自攻螺钉)与平垫圈(或弹簧垫圈、锁紧垫圈)组合供应。
螺柱螺母螺钉自攻螺钉 木螺钉 垫圈 挡圈 销 铆钉 组合件產品展示產品展示產品展示一、螺丝制造流程螺丝类二次 加工 套华司线材打头搓牙热处理电镀筛选包装出货二、螺丝材料规格 目前市场上螺丝材料主要有碳钢、不锈钢、铜三种: 碳钢、不锈钢、铜 1、碳钢:我们以碳钢料中碳的含量区分低碳钢,中碳钢和高碳钢以及合金钢。
碳钢 低碳钢:C%≤0.25% 国内通常称为A3钢。
国外基本称为C1008、C1015、 低碳钢 C1018、C1022等。
主要用于4.8级螺栓及4级螺母、小螺丝等无硬度要求 的产品。
(注:钻尾螺丝主要用1022材料。
) 中碳钢:0.25%<C%≤0.45% 国内通常称为35号、45号钢,国外基本称为 C1035,CH38F,C1039,40ACR等。
主要用于8级螺母、8.8级螺栓及 8.8级内六角产品。
高碳钢:C%>0.45%。
目前市场上基本没使用 合金钢:在普碳钢中加入合金元素,增加钢材的一些特殊性能:如 SCM435 、10B21等。
螺丝主要使用SCM435铬鉬合金钢,主要成分有 C、Si、Mn、P、S、Cr、Mo。
2、不锈钢:主要特点是耐腐蚀性强,耐热性好,耐磨性较高。
目前市场上进 不锈钢 口材料主要是日本产品,按级别主要分SUS302、SUS410等。
因不锈钢类 材料硬度较高,故用于螺丝冷墩时需在表面作草酸处理。
3、铜:常用材料为黄铜、锌铜合金。
市场上主要用H62、H65、H68铜做标准 件。
三、螺丝头部成型 1、头型2、槽型3、成型步骤(1)线材通过线轮穿入线模,剪刀单向移动,将卡 于剪模内的线材切成所需胚料。
(2)跳夹夹住剪刀口的胚料,送至主模及一冲模中 心。
一冲模将产品头部初步成型。
(3)模座上移,一冲模后退,二冲模移向主模正前 方,同时二冲模向前运行,将产品最终成型。
(4)顶针从主模孔顶出,将光钉螺丝推出主模,由 主模口的气枪将光钉吹入下料道,并利用气流 对主模孔内的铁屑进行清理。
二模四冲一模二冲四、螺丝牙部成型 1、牙型2、螺纹知识简介 螺纹种类: 根据国际标准可分为JIS、ANSI、DIN、ISO等。
根据螺纹使用特点可分为机械牙与自攻牙两大类。
机械牙:需与螺母和己攻牙孔进行实配。
自攻牙:对锁件只需是一个圆孔,甚至是平板也可。
目前 自攻钉牙型有TA、TB、ST 、PI等牙型,各种牙型如图所示。
其中TA(尖尾) 用于锁木板 ; TB(铁板牙) ST(三角机械牙) 用于锁铁板 ;PI(双牙)用于塑料。
有效径(辗造径)牙底径 牙外径牙距3、成型步骤牙部成型又 称为搓牙或辗牙。
即是将一块牙板固 定,另一块活动牙 板带动产品移动, 利用挤压使产品产 生塑性变形,形成 所需螺纹。
车件类一、车件制造流程线材车削 成型二次 加工热处理电镀筛选包装出货二、车件材料规格目前市场上车件材料主要有快削钢、快削铝、快削铜、不锈钢四种: 1、快削钢:一种通过在铁中混合碳及锰等辅料实现易于切削特点 快削钢: 的钢材。
为了切削容易,过去在加工过程中都加入了铅 (如 12L14 等);为了符合环保要求,现已开发出无铅快削钢1213、1215等。
2、快削铝:一种质量较轻、硬度较低的金属,市场上有6061、 快削铝 6063等。
3、快削铜:一种具有优良导电、导热性的金属,市场上有C3602 、 快削铜 C3604等,为了符合环保要求,现已开发出无铅快削铜(目前还没有 正式的牌号)。
4、不锈钢:一种在空气中或化学腐蚀介质中能够抵抗腐蚀的一种 高合金钢,具有美观的表面和良好的耐腐蚀性能,不必经过镀色等 表面处理,市场上有SUS303等。
表面处理,三、成型步骤 (1)棒材通过料管穿入夹筒后定长度。
(2)对中心孔,切料头。
(3)刀具对材料进行尺寸加工。
(4)有内螺纹的产品,钻头钻孔后由 丝攻进行攻牙。
(5)表面有压花的产品,由压花轮进 行表面压花。
(6)导角并切断。
外螺纹尺寸标准内螺纹尺寸标准下限 0.940 1.033 1.140 1.320 1.496 1.696 1.890 2.080 2.380 2.480 2.874 3.350 3.838 4.340 4.026 5.820 6.820 7.790 8.790 9.770 规格 M1 M1.1 M1.2 M1.4 M1.6 M1.8 M2 M2.2 M2.5 M2.6 M3 M3.5 M4 M4.5 M5 M6 M7 M8 M9 M10 牙距 0.25 0.25 0.25 0.3 0.35 0.35 0.4 0.45 0.45 0.45 0.5 0.6 0.7 0.75 0.8 1 1 1.25 1.25 1.5 内径 上限 0.785 0.885 0.985 1.142 1.321 1.521 1.679 1.838 2.138 2.260 2.599 3.010 3.422 3.878 4.334 5.153 6.153 6.912 7.912 8.676 下限 0.729 0.829 0.929 1.075 1.221 1.421 1.567 1.713 2.013 2.184 2.459 2.850 3.212 3.628 4.134 4.917 5.917 6.647 7.647 8.376公英制螺纹尺寸规格规格 M1 M1.1 M1.2 M1.4 M1.6牙距 0.25 0.25 0.25 0.3 0.35 0.35 0.4 0.45 0.45 0.45 0.5 0.6 0.7 0.75 0.8 1 1 1.25 1.25 1.5外径 上限 0.985 1.100 1.185 1.390 1.581 1.781 1.980 2.180 2.480 2.580 2.980 3.470 3.978 4.470 4.976 5.970 6.970 7.960 8.960 9.960外螺纹尺寸标准 规格 1#-64 UNC 2#-56 UNC 3#-48 UNC 4#-40 UNC 5#-40 UNC 6#-32 UNC 8#-32 UNC 10#-24 UNC 12#-24 UNC 1/4-20 UNC 3/16-18 UNC 3/16-16 UNC 外径 上限 1.838 2.169 2.496 2.824 3.154 3.484 4.142 4.800 5.461 6.322 7.907 9.491 下限 1.743 2.066 2.383 2.695 3.026 3.333 3.991 4.618 5.279 6.117 7.687 9.254内螺纹尺寸标准 规格 1#-64 UNC 2#-56 UNC 3#-48 UNC 4#-40 UNC 5#-40 UNC 6#-32 UNC 8#-32 UNC 10#-24 UNC 12#-24 UNC 1/4-20 UNC 3/16-18 UNC 3/16-16 UNC 内径 上限 1.582 1.871 2.115 2.385 2.697 2.895 3.530 3.962 4.597 5.257 6.731 8.133 下限 1.425 1.695 1.941 2.157 2.487 2.612 3.302 3.683 4.344 4.979 6.401 7.798M1.8 M2 M2.2 M2.5 M2.6 M3 M3.5 M4 M4.5 M5 M6 M7 M8 M9 M10一、 外螺纹 1. 使用分厘卡量测牙径(依国际标准或客户要求) 2. 使用环规检测有效径 1) 原色产品(不需电镀) a. 公制螺纹使用 6g 级环规检测 Go/NO GO 端 b. 英制螺纹使用 2A 级环规检测 Go/NO GO 端 二、 内螺纹 1. 使用 PIN 规检测内径(依国际标准) 2. 使用栓规检测有效径2) 电镀产品 a.公制螺纹使用 6h 级环规检测 Go 端,6g 级环规检测 NO GO 端 b.英制螺纹使用 3A 级环规检测 Go 端,2A 级环规检测 NO GO 端三、 检验判定方法 1. 环规 a. 以手顺时针旋转螺纹环规通端(GO),不要使用过大之扭力,环规应通过整个产品螺纹之全部牙长部份,如不能通过则产品 不符合要求。