陶质衬垫焊在公路钢桥上的应用
陶瓷衬垫法钢板对接焊缝焊接技术探讨课件

㎜的钢板采用陶瓷衬垫手工电弧焊。
问题的提出
▪ 在工程实例中,我们往往会发现,由于规范要求的不同, 同一条焊缝,采用不同的检测方法,检测结果略有不同。 超声检测可以通过,达到检测要求。而射线检测确会出 现30%~50%甚至更多的不合格。行业里常常有人会说 这是陶瓷垫片的质量通病。这真是质量通病吗?我们以 怀疑的态度,做些比对试验,探其究竟。
备注
1 YD2-17-3 密集性气孔
拍片已知
2 YD2-17-1 未融合
拍片已知
3 YD1-16-1 肉眼可见咬边
外观检查判断
4 YD2-18-1 肉眼可见未融合
外观检查判断
5 YD2-17-4 距YD2-17-3,300㎜位置假 外观检查判断 设密集性气孔焊缝
试验推理
▪ 比对试验结果分析表 表2
执笔:弓明 13632890809 2012年11月6日
概述
在公路钢结构制造中,常用的焊接方法有 CO2气体保护焊、手工电弧焊和埋弧自动焊。陶 质衬垫CO2气体保护焊和手工电弧焊因具有操作 简单、对坡口加工精度要求低、易于获得良好的 焊缝背面成型等优点,应用较普遍。埋弧自动焊 因埋弧焊小车是自动行走,焊丝对中要求高,对 接头坡口加工精度和组对间隙要求高,而且焊接 时在衬垫背面需要施加一定的顶紧压力,其操作 较CO2气体保护焊复杂,因而在实际生产中,陶 瓷衬垫CO2气体保护焊应用最为普遍。
4、拼缝坡口已安装好衬垫后,应立即开始焊接并连续一次完成,第 二层的焊接随即应马上进行以防止打底层的焊缝难以承受焊接应 力而形成裂纹。
工艺工法
▪ 焊接结束后,焊工需去除焊缝背面陶瓷衬垫,并检查背面焊
缝是否符合要求,进行必要的修补,修补标准见表4。
表4
钢箱梁焊评报告

温州绕城高速公路立交钢箱梁制造焊接工艺评定试验总报告一.工程简介温州绕城高速公路采用120m连续钢箱梁结构,全桥立面简图见图1。
钢箱梁梁高为2.3m,正交异性钢桥面板,顶、腹、底板设纵向加劲,隔板设竖向加劲,钢箱梁横断面见图2。
钢箱梁主要材质为Q345qD钢板,总重量约1080吨。
根据钢箱梁的接头形式、焊接位置等,确定了22组(对接焊缝11组、坡口部分熔透角焊缝8组,T形接头角焊缝3组)接头进行焊接工艺评定试验,编制了焊接工艺评定试验方案,并报该桥监理组和业主审批。
评定试验以《公路桥涵施工技术规范》(JTG/T F50-2011)为依据,并遵守设计图的相关规定。
图1全桥立面简图图2钢箱梁横断面图1二.试验材料及焊接设备1.母材用于钢箱梁制造的钢板主要材质为Q345qD,钢材符合《桥梁用结构钢》(GB/T714-2008)的规定,板厚范围8~35mm。
焊接工艺评定试验选择板厚8、12、16、20、24、30、40mm的Q345qD钢板进行,均为大生产用料。
评定用试板的化学成分和力学性能见表1和表2。
表1钢板化学成分(%)2表2钢板力学性能2. 焊接材料2.11)钢板对接接料焊缝采用 H08Mn2E (Ф5mm )焊丝+SJ101q 焊剂焊接。
2)钢箱梁整体拼装、桥上顶板单元单面焊双面成型平位对接焊缝的填充、盖面焊道采用 H10Mn2(Ф5mm )焊丝+SJ101q 焊剂焊接。
3)钢箱梁整体拼装、桥上顶板单元大间隙对接焊缝的填充、盖面焊道采用 H08MnMoA (Ф5mm )焊丝+SJ101q 焊剂焊接。
2.2 CO 2 气体保护焊1)钢板对接接料焊缝的打底焊道;梁段整拼顶、底板对接焊缝的打底焊道,采用实心焊丝 ER50-6(Ф1.2mm )焊接。
2)整体拼装底板单元对接焊缝,采用实心焊丝 ER50-6(Ф1.2mm )焊接。
30表3焊丝、焊剂的化学成分和力学性能3)横隔板与底板间T形接头角焊缝;横隔板、底板加劲肋T形角焊缝等,采用实心焊丝ER50-6(Ф1.2mm)焊接。
陶瓷衬垫在钢结构焊接施工中的运用
陶瓷衬垫在钢结构焊接施工中的运用摘要:焊接是通过加热或加压(或者两者并用),用或者不用填充材料,使两个工件(同种或异种材质)达到原子间结合的一种连接方式。
钢结构建筑、桥梁、船舶等通常构造较为复杂、焊接量大,在一些不能进行背面清根且可以保证变形的部位,通过陶瓷衬垫的合理和正确运用单面焊接双面成形,获得外观成形优异、探伤合格率高的焊缝,同时由于陶瓷衬垫导热系数低、散热慢,对焊缝有保温作用,加上碱性陶瓷衬垫在高温作用下,部分物质与熔池中的FeS反应,产生不溶于钢液的物质,从而起到脱硫的作用,对焊缝力学性能及机械性能都有改善效果。
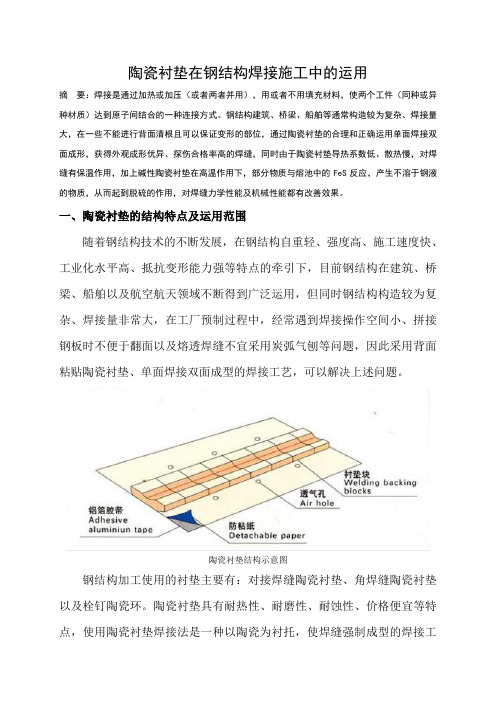
一、陶瓷衬垫的结构特点及运用范围随着钢结构技术的不断发展,在钢结构自重轻、强度高、施工速度快、工业化水平高、抵抗变形能力强等特点的牵引下,目前钢结构在建筑、桥梁、船舶以及航空航天领域不断得到广泛运用,但同时钢结构构造较为复杂、焊接量非常大,在工厂预制过程中,经常遇到焊接操作空间小、拼接钢板时不便于翻面以及熔透焊缝不宜采用炭弧气刨等问题,因此采用背面粘贴陶瓷衬垫、单面焊接双面成型的焊接工艺,可以解决上述问题。
陶瓷衬垫结构示意图钢结构加工使用的衬垫主要有:对接焊缝陶瓷衬垫、角焊缝陶瓷衬垫以及栓钉陶瓷环。
陶瓷衬垫具有耐热性、耐磨性、耐蚀性、价格便宜等特点,使用陶瓷衬垫焊接法是一种以陶瓷为衬托,使焊缝强制成型的焊接工艺方法,在狭小空间、不宜或不便背面清根的部位采用陶瓷衬垫,不仅焊缝质量良好,同时效率高、焊缝成形好、劳动强度低、职业危害小。
二、焊接接头的形成焊接时(熔焊),一般要经历加热、熔化、冶金反应、凝固结晶、固态相变、冷却,最后形成焊接接头的过程。
在钢结构生产过程中,最常用的焊接方法是气体保护焊,在热源的作用下焊丝熔化的同时被焊母材也发生局部熔化,焊丝熔化金属与母材局部熔化金属所组成的具有一定几何形状的液体金属叫熔池。
陶瓷衬垫是用来衬托住溶敷液态金属,使熔池在衬垫上冷却凝固从而正面和背面均得到成形良好的焊缝的一种工具,此种焊缝成形方法称为强制成形。
实用、另类的焊接技术 陶质 衬垫 焊方法
实用、另类的焊接技术陶质衬垫焊方法实用、另类的焊接技术-陶质衬垫焊方法1前言陶质衬垫焊是一种以特殊陶质材料为衬托,使焊缝强制成形的高效、优质、低成本的焊接方法。
这种焊接方法避免了清根、仰焊及狭窄封闭环境内作业,减轻了焊工劳动强度,使焊接生产效率成倍提高,焊接质量得到保障,同时对人体及环境不会造成危害,与传统焊接方法相比,是一种适应可持续发展潮流的"绿色"焊接方法。
日本、韩国、美国、德国、英国、前苏联、瑞典、挪威、比利时等国家一直都很重视衬垫焊的研究和应用。
二十世纪六十年代初,造船大国日本率先将衬垫焊应用于船体建造中,并取得显著效果。
衬垫焊材料种类繁多,有水冷铜块、焊剂、黄砂、玻纤布、水玻璃粘结固化材料和耐高温的陶质材料,其中陶质衬垫以其优良的成形性能和工艺适应性,在衬垫焊技术中占主导地位。
陶质衬垫焊在中国工业生产中出现始于二十世纪八十年代,一些大的船厂为了提高焊接效率,缩短造船周期,大力投入技术改造,依靠进口设备和材料在船体建造中逐步推广应用。
进入九十年代,CO2焊陶质衬垫完全国产化,相配套的设备和工艺日趋完善,陶质衬垫焊方法在船厂广泛应用。
据我国造船业一九九九年度统计,陶质衬垫耗量达六十五万米以上。
造船业的大规摸应用促进了陶质衬垫焊方法在其它行业的推广。
目前,在钢箱结构桥梁、压力容器、管道工程、建筑结构、化工机械、冶金机械等制造业中,陶质衬垫需求呈节节上升趋势。
为了帮助更多的焊接工作者了解和掌握陶质衬垫焊方法,本公司根据多年来研究开发陶质衬垫的体会和大量用户的反馈信息,总结整理出这篇论文。
我们希望本论文有助于用户选用合适的衬垫产品,也为广大焊接同仁在进行工艺方案设计和质量分析时提供有益的参考;同时,为了开发更多更好的焊接新工艺新产品,我们更期望在同行中起到抛砖引玉的作用,共同为我国的高效焊接事业做出贡献。
2天高系列陶质衬垫天高焊接有限责任公司与广大用户共同努力,在生产实践中培育了许多成熟的陶质衬垫焊工艺方法,如何选用不同规格型号的衬垫材料,最好是了解衬垫焊的基本知识,再结合自身焊接生产的特点,触类旁通。
陶质衬垫焊接工艺在箱型钢结构桥梁制作安装中的应用

陶质衬垫焊接工艺在箱型钢结构桥梁制作安装中的应用
谌彬
【期刊名称】《焊接技术》
【年(卷),期】2024(53)1
【摘要】箱型钢结构桥梁大多采用全焊结构形式,由多种不同规格的桥梁专用钢材组装焊接而成。
钢桥制作安装中存在大量仰焊位置焊缝,采用传统的双面焊方法,仰焊位置操作难度大,焊缝质量难以保证,焊接施工效率低下。
陶质衬垫焊接工艺是一种高效、低成本的焊缝单面焊接背面强制成形方法,应用于箱型钢结构桥梁制作安装中,能够有效降低焊接操作难度,保证焊缝质量,明显提高焊接施工效率。
【总页数】7页(P66-72)
【作者】谌彬
【作者单位】中国核工业二三建设有限公司
【正文语种】中文
【中图分类】TG44
【相关文献】
1.陶质衬垫焊接技术在水工金属结构中的应用
2.钢箱梁制造陶质衬垫单面焊焊接工艺
3.陶质衬垫焊在焊接承载焊缝中的应用
4.陶质衬垫GMAW焊与埋弧焊在锅炉筒体焊接中的应用
5.陶质衬垫在压力容器筒体焊接中的应用研究
因版权原因,仅展示原文概要,查看原文内容请购买。
陶瓷衬垫在钢梁焊接中的应用

1 陶 瓷 衬 垫 在 焊 接 工 艺 中 的 运 用 特
占
¨ 、
力 学性 能均 满 足标准 要 求 。陶瓷衬 垫 的主要 化学 成 分 见表 l 。
金 属 结构 截 面 大多 为 异 性结 构 . 箱 型结 构 在 大 跨 度 梁 中运 用 较 多 . 由于 其 结构 特 点 决定 了制 作 工 序 一 般 为在 工 厂分 段 预制 ,在施 工 现 场 进行 组 装 . 对 焊 缝 质量 要 求 高 . 而制 作 安装 过 程 中操 作 空 间 受 限, 焊接难 度 大 、 劳动强 度 高 。单 面焊双 面成 型技 术 可提 高工 作 效 率 . 减轻工人劳动强度 . 过 去 我 们 采 用 钢 垫 板进 行 双 面成 型 . 现 在 推广 的陶 瓷衬 垫 单 面 焊双面成 型材料得 到了广泛 的运用 . 不但 可 以保证 焊 接质量 , 而且 可以降低 焊接成本 , 能够替代钢衬垫 。
背 面成 型
5 ) 焊后 对 焊缝 进 行外 观 检 查 和无 损 检 测 . 一级 焊 缝 表 面 不得 有 气 孑 L 、 夹渣 、 裂纹 、 咬边 等 缺 陷 : 一
级 焊缝 无 损检 测 应用 超 声波 进 行 检查 . 超 声 波不 能
3 焊 接 质 量 控 制
利 用 陶瓷 衬 垫作 为 单 面焊 双 面成 型 的垫 板 . 由
第 3 3卷
第 3期
甘 肃 科 技
Ga n s u S c i e nc e a n d Te c h no l o g y
Vo 1 . 33 No . 3
2 0 1 7年 2月
F e b . 2 0l 7
陶质衬垫焊在公路钢桥上的应用
ABS TRAC T Th a e a se a pe f rRu y n n te Ri e i g n s a g wa t e rd e i to u e e a c b c ig e p p r tke x m l o n a g Ya g z v rBrd e a d An h n Hi h y S e lB g , n r d c s c r mi a k n i
焊缝 要 求熔 透 并 1 0 0 %进 行 无 损探 伤 检 验 。 为 保 证
焊缝 熔 透 , 件不 仅 需要 开坡 口, 且 背面 焊缝 焊 前 杆 而 根 部要 通 长清 根 , 加大 了焊 工 的 劳 动强 度 , 影 响 既 也
了 工程 进 度 。
近年来, 随着 衬 垫焊 材 料的 发 展 , 接 技 术的 不 焊 断提 高 , 陶质 衬垫 焊 技 术 以其 优 良的 成 型性 能 和 工 艺适 应性 及 生 产 效 率 高 、 本 低 等 优 点 被 广 泛 应 用 成 在大 跨 度公 路 钢 桥 的不 清根 熔透 焊 缝上 。 陶 质衬 垫 焊是 一 种 以特 殊 陶 质 材 料 为 衬 托 , 焊 缝 强 制 成 型 使 的高 效 、 质 、 成 本 的 焊 接 方 法 , 种 方 法 避 免 了 优 低 这 清根 、 仰焊 及狭 窄 封 闭环 境 作业 , 轻 _ 减 r焊工 的劳 动 强度 , 焊 接 生 产 效 率 成 倍 提 高 , 接 质 量 得 到 保 使 焊 证 , 时对 人体 及 环境 不 会造 成 危 害 , 同 尤其 是 陶质 衬 垫 c ) 气体 保 护 焊 的应 用 非 常 广 泛 。 中 铁 山桥 集 (2 团有 限公 司在 鞍 山公 路 大 桥 ( 称 鞍 山桥 ) 秦 沈 客 简 、 运专 线结 合 梁 、 州公 路 桥 、 郑 天津 塘 沽海 河大 桥 和 正
陶瓷衬垫法钢板对接焊缝焊接技术探讨
THANKS
感谢观看
传统焊接方法的局限性
传统焊接方法在某些特定条件下存在一定的局限性,如难以 保证焊接质量、生产效率低下等问题,而陶瓷衬垫法钢板对 接焊缝焊接技术的出现为解决这些问题提供了新的解决方案 。
技术应用领域
建筑行业
陶瓷衬垫法钢板对接焊缝焊接技术在 建筑行业中广泛应用于钢结构的焊接 连接,提高了建筑物的稳定性和安全 性。
钢板对接焊缝焊接技术的应用场景
建筑行业
用于钢结构建筑、桥梁 、高层建筑等结构的焊
接连接。
船舶制造
用于船体结构的焊接连 接,要求高强度、耐腐
蚀。
汽车制造
用于汽车车架、底盘等 部件的焊接连接,要求
高精度、高强度。
压力容器
用于制造石油化工、核 工业等领域的压力容器 ,要求高强度、耐高压
。
04
CATALOGUE
来确保焊接效果。
05
CATALOGUE
技术发展与展望
当前技术发展状况
陶瓷衬垫法钢板对接焊缝焊接 技术已广泛应用于各种工程领 域,如建筑、桥梁、船舶等。
当前技术已实现了高效、高质 量的焊接效果,提高了结构的 安全性和稳定性。
焊接工艺和材料不断改进,提 高了焊接质量和效率,降低了 生产成本。
技术发展趋势与展望
艺和材料。
技术发展面临的挑战与对策
技术更新换代
随着技术的不断进步,需要不断 更新焊接设备、工艺和材料,以 满足更高的生产要求。
技能培训
随着焊接技术的不断智能化和自 动化,需要加强技能培训和技术 交流,提高焊接工人的技能水平 。
安全生产
焊接过程存在高温、高压等危险 因素,需要加强安全生产管理, 确保工人的人身安全和生产安全 。
陶瓷衬垫在铁路货车焊接生产中的应用
1 试 验 材 料
本试 验模 拟 4 0 t 轴 重矿 石车 的牵 引梁 下 盖板 与 枕梁 下盖 板 的对 接 焊 缝 形 式 , 采 用 单 面 焊 双 面 成型( 加 陶瓷 衬垫 ) 的工 艺 方 法 进 行 试 验 , 实 际产 品 图 纸见 图 1 . 陶 瓷 衬 垫 是 目前 船 舶 制 造 广 泛 应
7 3
大 大提 高 了生产 效率 , 综 合效 益 十分 明显 . 采用 该
工 艺 的前后 对 比如 表 3所示
表3 改用加陶瓷衬垫 CO: 气体保护焊接工艺前后对 比表
3 结 论
对 于铁路 重 载 货 车 重 要承 载 焊 缝 的焊 接 , 采 用 陶瓷 衬 垫 C O :气 体 保 护 单 面 焊 双 面 成 型 的焊 接工 艺 , 焊接效率高 , 焊 缝成 型 美 观 , 焊 接 接 头综 合力 学 性 能 优 因此 , 此 工 艺 将 会 越来 越 多 的 在铁 路货 车 产 品生 产 中得 到应 用 .
பைடு நூலகம்
辔
图 3 接 头 形 式 与 坡 口形 状
- I ?
图 4 焊 缝 形 状 及 焊 接 顺 序
用的单面焊衬垫材料 , 在实芯焊丝 C O : 气体保护 半 自动焊与手工焊条电弧焊 中应用最为广泛.加 2 试 验 过 程 与讨 论 陶瓷衬垫 C O 气体保护焊 , 可单面焊双面成型 , 无 2 . 1 焊 接工 艺试 验 需 背 面碳 弧气 刨清 根 , 解决 了工 件 背 面 清根 费 时 、 单 面焊工 艺试 验 焊机 为松 下 Y D . 5 0 0 K R 晶闸 费力 以及碳 弧 气刨 增碳 、 焊 接韧 性 差 等难 题 , 尤 其 管气体焊机 , 焊缝形状及焊接顺序如图 4所示 , 焊 在结构空间狭小 、 不利 于操作且要求焊透 的关键 接工 艺 规 范 参 数 ( 与 产 品生 产 工 艺 规 范 一 致 ) 如 部 位 效果 显著 , 在有 效 保 证 单 面 焊 双 面 成 型 焊 接 表 1所示 .焊前 清 理 坡 口内侧 及 焊缝 边 缘 2 0 1 1 3 1 1 1 质量的同时 , 改善 了作业环境 、 减轻 劳动 强度 、 降 范围内的水 、 油、 锈等污物至露出金 属光泽 , 然后 低成本 、 提高生产效率 , 具有显著的经济和社会效 将 试 板两 侧点 焊 固定 ( 组 对 间 隙 为 5~ 6 m m) , 并
钢箱梁底板陶瓷衬垫焊接施工工法
钢箱梁底板陶瓷衬垫焊接施工工法钢箱梁底板陶瓷衬垫焊接施工工法一、前言钢箱梁是公路和铁路桥梁中常用的结构形式之一,底板作为钢箱梁的重要组成部分,承受着车辆和荷载的直接作用。
钢箱梁底板陶瓷衬垫焊接施工工法,是一种钢箱梁底板表面保护和修复工艺。
本文主要介绍该工法的特点、适应范围、工艺原理、施工工艺、劳动组织、机具设备、质量控制、安全措施、经济技术分析和工程实例。
二、工法特点钢箱梁底板陶瓷衬垫焊接施工工法具有以下特点:1. 抗压性能好:陶瓷材料具有良好的刚性和硬度,能够有效承受车辆和荷载的压力。
2. 防腐耐磨:陶瓷材料具有良好的耐腐蚀性和耐磨性,能够有效延长钢箱梁底板的使用寿命。
3. 焊接连接牢固:采用专业焊接设备和焊接工艺,陶瓷衬垫能够牢固地连接到钢箱梁底板上,具有较高的结构强度和稳定性。
4. 施工周期短:采用现场焊接施工,工期短,能够快速恢复钢箱梁功能,减少对交通的影响。
三、适应范围钢箱梁底板陶瓷衬垫焊接施工工法适用于具有钢箱梁结构的公路和铁路桥梁,尤其适用于对底板进行修复和强化的工程。
无论是新建工程还是老化桥梁的维护工程,都可以采用该工法进行施工。
四、工艺原理钢箱梁底板陶瓷衬垫焊接施工工法的工艺原理是通过焊接将陶瓷衬垫牢固地连接到钢箱梁底板上,形成一层坚固的保护层。
焊接工艺主要包括焊缝准备,陶瓷衬垫切割和定位,焊接参数的调整和焊接接头的处理等步骤。
通过这些工艺措施,能够确保焊接质量和施工效果的稳定和可靠。
五、施工工艺施工工艺主要包括:1. 准备工作:包括现场环境整理,焊接设备和材料的准备等。
2. 焊缝准备:对钢箱梁底板进行清理和预处理,保证焊缝的质量。
3. 陶瓷衬垫切割和定位:根据设计要求,将陶瓷衬垫切割成合适的尺寸,并进行定位。
4. 焊接参数调整:根据陶瓷材料的特性和焊接要求,调整焊接参数,确保焊接质量。
5. 焊接接头处理:对焊接接头进行处理,确保焊缝的质量和稳定性。
6. 焊接施工:按照焊接顺序,将陶瓷衬垫焊接到钢箱梁底板上。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
钢结构 2002 年第 5 期第 17 卷总第 61 期 © 1994-2010 China Academic Journal Electronic Publishing House. All rights reserved.
桥梁钢结构 续表 1
试验编号 板厚组合/
mm
坡口形式及尺寸/ mm
衬垫型号
焊接位置
焊接方法 及焊接材料
CO 2 气体保护焊打底 ,
代表焊缝
R4
30 + 20
T G - 1 132J
陶质衬垫
平焊
ER50 - 6 ( <112) ; 埋弧自动焊盖面 , H08Mn2 E( <5) + SJ 101
顶板与腹板焊接
桥梁钢结构
陶质衬垫焊在公路钢桥上的应用
王志华 李世斌
( 中铁山桥集团有限公司 秦皇岛 066205)
摘 要 以润扬长江公路大桥和鞍山公路大桥为例 ,介绍了多种典型接头的陶质衬垫焊技术 , 分析了工艺特点 , 该焊接技术成功 地应用于鞍山公路大桥 、 天津塘沽海河大桥 、 润扬长江公路大桥等公路钢桥工程 。 关键词 陶质衬垫焊 公路钢桥 应用
1 陶质衬垫焊接方法的选择 12
在公路桥钢结构制造中 , 常用的焊接方法有
CO2 气体保护焊 、 手工电弧焊和埋弧自动焊 。陶质
衬垫 CO2 气体保护焊和手工电弧焊因具有操作简 便、 对坡口加工精度要求低 、 易于获得良好的焊缝背 面成型等特点 , 应用较普遍 , 尤其是 CO2 气体保护 焊因生产效率高而被广泛应用 。而埋弧自动焊因埋 弧焊小车是自动行走 ,焊丝对中要求高 ,对接头坡口 加工精度和组对间隙要求高 , 而且焊接时在衬垫背 面需要施加一定的顶紧压力 , 其操作较 CO2 气体保 护焊复杂 ,因而在实际生产中 , 陶质衬垫 CO2 气体 保护焊应用最普遍 。
表3 润扬桥接头力学性能
试验编号 标准要求
D7 D10 D12 D13 D14 R2 R3 R4
σs/ MPa ≥ 345
430 430 515 380 490 505 550 460
δ 5/ % ≥ 22
29 28 25 29 26 22 23 27
σs/ MPa ≥ 345
385 400 420 405 410
焊缝拉棒 σ b/ MPa ≥ 470
570 555 595 525 560 605 650 575
(J TJ 041 检验标准 《公路桥涵施工技术规范》 : ( TB10212 - 98) 。 2000) 《 、铁路钢桥制造规范》 ( 1) 外部质量 : 焊后对焊缝进行外观检查 , 陶质
衬垫单面焊的焊缝背面成型光滑 ,宽窄均匀 ,余高在 015~115 mm 。 ( 2) 内部质量 : 焊接 24 h 后进行超声波探伤 ,一 次探伤合格率达 97 % ,并符合 Ⅰ 级焊缝标准要求 。 ( 3) 力学性能试验结果 : 两桥的接头各项力学性 能试验结果均合格 。润扬桥接头力学性能试验结果 见表 3 。鞍山桥接头力学性能试验结果见表 4 。
211 焊接工艺评定 21111 焊前准备
组对前彻底清除坡口及两侧 50 mm 范围内的 油污 、 铁锈 、 水分等 。陶质衬垫 CO2 气体保护焊预 留坡口间隙 4 ~ 6 mm , 手工电弧焊预留坡口间隙 6 mm 。试板组对时用马板定位 , 坡口背面粘贴陶质 衬垫 ,并与坡口表面粘贴紧密 ,且衬垫成型槽对准坡 口中心 。焊前按规定对 30 mm 以上钢板预热 80 ~ 120 ℃。 润扬桥典型接头坡口尺寸 、 衬垫型号 、 焊接位 置、 焊接方法及焊接材料见表 1 。鞍山桥典型接头 见表 2 。
表2 鞍山桥典型接头
试验编号 板厚组合/
mm
坡口形式及尺寸/ mm
衬垫型号
焊接位置
焊接方法 及焊接材料
CO 2 气体保护焊打底 ,
代表焊缝
A1
25 + 25
T G - 110Z
陶质衬垫
平焊
ER49 - 1 ( <112) ; 埋弧自动焊填充及盖面 , H08Mn2 E( <5) + HJ 431
底板接长 、 接宽
T G - 2130S 超宽陶质衬垫
立焊
CO 2 气体保护焊 , ER50 - 6 ( <112)
腹板立位对接
R2
30 + 16
T G - M2131S
陶质衬垫
立焊பைடு நூலகம்
CO 2 气体保护焊 , ER50 - 6 ( <112)
HG3~ HG5 横 隔板与腹板焊接
R3
30 + 40
T G - M2131S
APPL ICATION OF CERAMIC BACKING WELD ING IN HIGHWAY STEEL BRID GE
Wang Zhihua Li Shibin
(China Railway Shanhaiguan Bridge Group Co 1 ,Ltd1 Qinhuangdao 066205) ABSTRACT The paper takes example for Runyang Yangtze River Bridge and Anshan Highway Steel Bridge ,introduces ceramic backing welding techniques of many typical welding joints , and analyzes t he procedure characteristics1 The good results have been achieved in engineering applications of natural highway steel bridges ,such as Highway Bridge of Anshan , Tianjin ,Runyang Yangtze River etc1 KEY WORDS ceramic backing welding highway steel bridge application
A2
40 + 40
J N - 101
陶质衬垫
平焊
手工焊打底 , E5015 ( <4) ; 埋弧自动焊填充及盖面 , H08Mn2 E( <5) + HJ 431
底板接长 、 接宽
21112 焊接
平位对接和角接焊缝 , 坡口根部采用陶质衬垫 单面焊 ( CO2 气体保护焊或手工电弧焊 ) 打底 , 打底 道数以埋弧自动焊焊接时不漏为宜 , 一般为 2 ~ 3 道 ,然后采用埋弧自动焊填充并盖面 。打底焊接工 艺 :CO2 气体保护焊为 : 电流 ( 240 ±20 ) A , 电压 ( 30 ± 2) V ; 手工电弧焊 : 电流 ( 160 ± 10) A 。立位对接和 角接焊缝 ,采用陶质衬垫 CO2 气体保护焊焊接 , 焊 接工艺 : 电流 ( 120 ± 20) A ,电压 ( 20 ± 2) V 。 212 焊缝检验
D7
20 + 20
T G - 210Z
陶质衬垫
平焊
ER50 - 6 ( <112) ; 埋弧自动焊盖面 , H08Mn2 E( <5) + SJ 101
桥上节段间顶 板对接
D10
10 + 10
T G - 210Z
陶质衬垫
立焊
CO 2 气体保护焊 , ER50 - 6 ( <112)
横隔板 、 纵隔板 立位对接
D12
30 + 30
T G - 1130S
陶质衬垫
立焊
CO 2 气体保护焊 , ER50 - 6 ( <112)
腹板立位对接
D13
10 + 10
大间隙
T G - 2102Z 超宽陶质衬垫
立焊
CO 2 气体保护焊 , ER50 - 6 ( <112)
横隔板 、 纵隔板 立位对接
D14
30 + 30
大间隙
热影响区 ( 线外 1 mm) ≥ 27
76 ,88 ,69 (78) 170 ,158 ,174 (167) 213 ,246 ,179 (213) 196 ,178 ,172 (182) 201 ,180 ,160 (180)
基材 基材 基材 基材 基材
完好 完好 完好 完好 完好
d = 2a d = 3a d = 2a d = 3a
坡口制备 : 双面 X 形坡口采用机械方法加工 , 单面 V 形坡口采用火焰切割 。 陶质衬垫型号 : 根据焊接方法 、 坡口角度 、 间隙 大小选择相应的衬垫 。
表1 润扬桥典型接头
试验编号 板厚组合/
mm
坡口形式及尺寸/ mm
衬垫型号
焊接位置
焊接方法 及焊接材料
CO 2 气体保护焊打底 ,
代表焊缝
注 :D10 、 D13 冲击试样为 5 mm × 8 mm × 55 mm 的小试样 ,表中为折算后的结果 。
( 下转第 18 页)
钢结构 2002 年第 5 期第 17 卷总第 61 期
王志华 ,等 : 陶质衬垫焊在公路钢桥上的应用
实现钢板焊接 ,因而采用了陶质衬垫单面焊双面成 型技术 ( 以下简称单面焊) ,以满足产品的设计要求 。 考虑到钢板厚度对焊接方法的影响 , 对板厚 20 、 25 mm 的底板采用了陶质衬垫 CO2 气体保护焊 ,40 、 50 mm 的钢板采用了陶质衬垫手工电弧焊 。
陶质衬垫
平焊
CO 2 气体保护焊 , YCJ 502 - 1 ( <112)