磷化工艺流程
磷化工艺

金属骨架表面处理工艺表面处理工艺是通过化学反应在金属骨架表面生成一层细密的磷酸盐膜,促进胶料与金属骨架的粘合。
(一)磷化处理工艺的主要生产设备1.磷化处理生产线一套2.胶粘剂喷涂装置一套3.污水处理系统一套4.纯水装置一套(二)生产工艺流程与控制条件1.磷化处理生产线(1)磷化处理生产线工艺流程金属骨架→脱脂(碱洗)→静态水清洗→(酸洗)→动态水清洗→表面调整(停止使用)→磷化处理→静态水清洗→动态水清洗→钝化处理→(浸涂胶粘剂)→烘干。
磷化处理生产线6种不同的工艺流程已存贮在计算机中,由计算机控制工艺流程的运作。
工艺流程具体如表1所示:(2)基本工艺条件如表2所示:(3)处理液的配制、检测与补充处理液的配制包括脱脂液、酸洗液、磷化处理液及钝化处理液。
新配液时,处理槽中无旋转篮,清洗水须排尽;新配液搅拌后停放16~24小时,并进行浓度的测定。
a脱脂液:新配制时:称量70kgFC-4360和80kgFL-4393BG脱脂剂倒入已清洗干净的脱脂槽中缓慢注入自来水,并不断搅拌;当水位超过溢流位时,继续注入自来水,直至与脱脂槽中的水位差为0~50mm则关闭自来水进水阀。
开启脱脂槽的循环泵,保证槽内脱脂剂完全溶解。
浓度测定时,用80ml玻璃烧杯从取样口处取样。
第一次的样液用来清洗烧杯,用量不少于30ml;清洗完毕后倒回脱脂槽中;用第二次的样液进行浓度测定,样液用量为30~50ml。
碱度值为11±2度。
向脱脂槽脱脂剂时,槽中不能停放旋转篮。
添加完毕,需开启循环泵0.5~1小时,然后浓度测定。
每班开始生产前,需测定脱脂液的碱度。
生产结束后,须向脱脂槽补充自来水至溢流位。
每2个星期脱脂液的除油处理。
除油处理时间为2~3小时。
脱脂液每半年更换一次。
b.酸洗液的更换与浓度测量新配制酸洗液时,领取10桶25公斤装工业浓盐酸(30%)倒入酸洗槽中,缓慢注入自来水直至规定刻度。
盐酸质量百分比浓度控制在5~10%。
表面处理磷化工艺流程
表面处理磷化工艺流程英文回答:Surface treatment is an essential process in phosphating, which is widely used in various industries such as automotive, aerospace, and manufacturing. The phosphating process aims to create a protective layer on the surface of the metal substrate, enhancing its corrosion resistance and promoting paint adhesion.The phosphating process typically involves several steps, including degreasing, surface activation, phosphating, and post-treatment. Let me explain each stepin detail.1. Degreasing: This step is crucial to remove any oils, grease, or contaminants from the metal surface. It can be done through various methods such as solvent cleaning, alkaline cleaning, or emulsion cleaning. For example, in automotive manufacturing, alkaline cleaning is commonlyused to remove oil and grease from the metal components.2. Surface activation: After degreasing, the metal surface needs to be activated to improve the adhesion of the phosphate coating. This can be achieved by using an acid-based solution, such as an acid pickling bath. The acid activates the metal surface by removing any oxide layers and providing a clean and reactive surface for the subsequent phosphating process.3. Phosphating: This is the main step in the surface treatment process. The metal substrate is immersed in a phosphating solution, which contains phosphoric acid, metal ions, and accelerators. The phosphoric acid reacts with the metal surface, forming a phosphate layer that provides corrosion resistance and promotes paint adhesion. The accelerators help to control the coating thickness and improve the overall quality of the phosphate layer.4. Post-treatment: After the phosphating step, a post-treatment process is often carried out to further enhance the properties of the phosphate coating. This can includerinsing with water to remove any residual chemicals, drying the metal surface, and applying a protective coating or sealant. For instance, in aerospace applications, a chromate conversion coating may be applied as a post-treatment to improve the corrosion resistance of the phosphate layer.中文回答:表面处理是磷化工艺中的一个重要步骤,广泛应用于汽车、航空航天和制造等各个行业。
磷化工艺及技巧
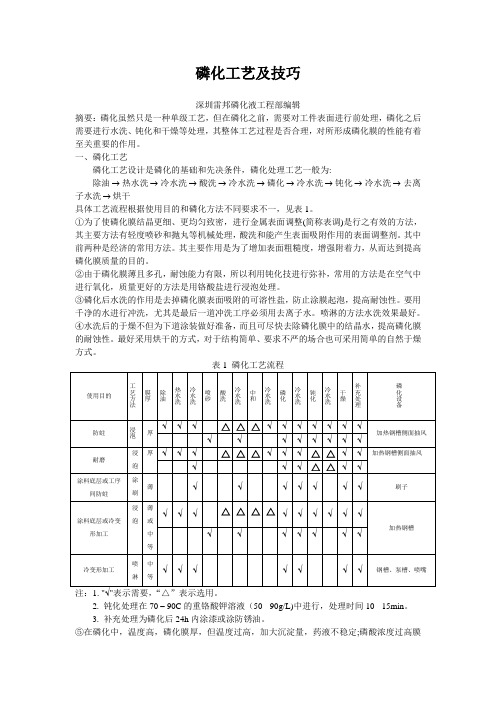
磷化工艺及技巧深圳雷邦磷化液工程部编辑摘要:磷化虽然只是一种单级工艺,但在磷化之前,需要对工件表面进行前处理,磷化之后需要进行水洗、钝化和干燥等处理,其整体工艺过程是否合理,对所形成磷化膜的性能有着至关重要的作用。
一、磷化工艺磷化工艺设计是磷化的基础和先决条件,磷化处理工艺一般为:除油→热水洗→冷水洗→酸洗→冷水洗→磷化→冷水洗→钝化→冷水洗→去离子水洗→烘干具体工艺流程根据使用目的和磷化方法不同要求不一,见表1。
①为了使磷化膜结晶更细、更均匀致密,进行金属表面调整(简称表调)是行之有效的方法,其主要方法有轻度喷砂和抛丸等机械处理,酸洗和能产生表面吸附作用的表面调整剂。
其中前两种是经济的常用方法。
其主要作用是为了增加表面粗糙度,增强附着力,从而达到提高磷化膜质量的目的。
②由于磷化膜薄且多孔,耐蚀能力有限,所以利用钝化技进行弥补,常用的方法是在空气中进行氧化,质量更好的方法是用铬酸盐进行浸泡处理。
③磷化后水洗的作用是去掉磷化膜表面吸附的可溶性盐,防止涂膜起泡,提高耐蚀性。
要用千净的水进行冲洗,尤其是最后一道冲洗工序必须用去离子水。
喷淋的方法水洗效果最好。
④水洗后的于燥不但为下道涂装做好准备,而且可尽快去除磷化膜中的结晶水,提高磷化膜的耐蚀性。
最好采用烘干的方式,对于结构简单、要求不严的场合也可采用简单的自然于燥方式。
表1 磷化工艺流程注:1. "√"表示需要,“△”表示选用。
2. 钝化处理在70 – 90C的重铬酸钾溶液(50 - 90g/L)中进行,处理时间10 - 15min。
3. 补充处理为磷化后24h内涂漆或涂防锈油。
⑤在磷化中,温度高,磷化膜厚,但温度过高,加大沉淀量,药液不稳定;磷酸浓度过高膜层疏松,过低难以成膜;溶液中Fe2+飞作用是提高磷化膜厚度和耐蚀性,但含量过高会导致膜层疏松,Zn2+的作用是加快磷化速度,提高致密性,但含量过高会导致脆性大,晶粒粗;Mn2+的作用是提高硬度、结合力和耐蚀性,但含量过高,磷化膜影响膜的形成;NO3-的作用是加快磷化速度,降低磷化温度,但含量过高会导致磷化膜粗而薄,易出现白点;NO3-的作用是加快磷化速度,减少空隙,提高耐蚀性,但含量过高易出现白点。
(完整版)磷化实验方法

磷化实验方法1.磷化工艺流程脱脂—水洗-除锈—水洗—表调—磷化—水洗-干燥(1)脱脂除油脂的目的在于清除掉试样表面的油脂、油污、脏物,使磷化液与金属表面有良好的接触,从而得到质量良好的磷化膜.目前低碱液除油逐渐被广泛应用,它是一种有效的除油方法,而且不损伤试样表面,它能把试样表面上的杂质彻底清洗干净,使磷化液与金属表面有良好的接触,充分润湿金属表面.脱脂液的配制先将250 ml的水加入到烧杯中,慢慢加入三聚磷酸钠3克、硅酸钠2克、碳酸钠3克、磷酸钠2克、草酸1克,搅拌均匀,加水稀释至500ml,配制成低碱脱脂液。
处理条件在室温下浸泡2—5分钟。
(2)除锈采用磷酸与柠檬酸混合液酸洗除锈。
磷酸酸洗除锈有特殊的作用,在酸洗过程中可以在金属表面形成不溶性的磷酸亚铁.磷酸亚铁在磷化处理过程中可起晶核作用,但是过多会妨碍磷化,加入有机阻蚀剂可以防止清洁的金属表面进一步受到磷酸酸液的侵蚀,同时又不妨碍磷酸对剩余氧化物起作用。
除锈处理液的配制将85%的磷酸5ml与3克柠檬酸,混合均匀,加水配制成250 ml的溶液。
处理条件将试样浸入该溶液中2—5分钟.(3)水洗水洗的目的是去除试样表面残留的酸和碱。
经过脱脂和除锈的试样表面残留一定的碱和酸.如果把这样的试样浸入磷化液中势必会影响磷化液的成分,进而影响磷化液膜的质量.此外,磷化后的试样如不经过水洗,残留在磷化膜上的酸会降低磷化膜的耐蚀性能。
水洗液采用自来水为水洗液。
处理条件在室温浸泡5—10分钟。
(4)表调本实验采用酸性表调剂(草酸)对试样进行表面调整。
经过表面调整的试样,可以直接进行磷化处理,无需再经过水洗。
表面调整液的配制先将清水加入烧杯中至400ML,温度升至35摄氏度左右,将3克表调剂(草酸)加入烧杯中进行搅拌,待草酸完全溶解,加水至500ML彻底搅拌均匀。
表面调整的处理条件温度20—30摄氏度,时间30—150秒,处理方式为浸泡。
(5)磷化磷化液的配制(1)取适量的水放入500 ml的烧杯中,加热到25—35摄氏度。
磷化处理工艺流程,表面处理黑色磷化工艺
磷化处理工艺流程|表面处理黑色磷化工艺磷化处理工艺流程磷化(phosphorization)是一种化学与电化学反应形成磷酸盐化学转化膜的过程,所形成的磷酸盐转化膜称之为磷化膜。
磷化的目的主要是:1)给基体金属提供保护,在一定程度上防止金属被腐蚀;2)用于涂漆前打底,提高漆膜层的附着力与防腐蚀能力;3)在金属冷加工工艺中起减摩润滑使用。
施工方法(1)浸渍磷化适用于高、中、低温磷化特点:设备简单,仅需加热槽和相应加热设备,最好用不锈钢或橡胶衬里的槽子,不锈钢加热管道应放在槽两侧。
(2)喷淋磷化适用于中、低温磷化工艺,可处理大面积工件,如汽车、冰箱、洗衣机壳体。
特点:处理时间短,成膜反应速度快,生产效率高,且这种方法获得的磷化膜结晶致密、均匀、膜薄、耐蚀性好。
(3)刷涂磷化上述两种方法无法实施时,采用本法,在常温下操作,易涂刷,可除锈蚀,磷化后工件自然干燥,防锈性能好,但磷化效果不如前两种。
磷化处理工艺流程除油→水洗→水洗→表调→磷化处理→水洗→水洗→烘干→涂装磷化处理工艺是整个前处理工艺相当为重要的一个环节,其反应机理复杂且影响因素较多,因此磷化处理工艺槽液相对于其它槽液的生产过程控制要复杂得多。
(1)酸比(总酸度与游离酸度的比值)提高酸比可加快磷化处理工艺反应速度,使磷化处理工艺膜薄而细致,但酸比过高会使膜层过薄,易引起磷化处理工艺工件挂灰;酸比过低,磷化处理工艺反应速度缓慢,磷化处理工艺晶体粗大多孔,耐蚀性低,磷化处理工艺工件易生黄锈。
一般来说磷化处理工艺yao液体系或配方不同其酸比大小要求也不同。
(2)温度槽液温度适当提高,成膜速度加快,但温度过高,会影响酸比的变化,进而影响槽液的稳定性,同时膜层晶核粗大,槽液出渣量增大。
(3)沉渣量随着磷化处理工艺反应的不断进行,槽液内的沉渣量会逐渐增多,过量的沉渣会影响工件表面的界面反应,导致磷化处理工艺膜发花、挂灰严重,甚至不成膜,因此槽液必须根据处理的工件量和使用时间适时进行倒槽,进行清渣除淤。
硅钢片磷化工工艺流程

硅钢片磷化工工艺流程
硅钢片磷化是一种防锈和增加表面硬度的工艺,其工艺流程包括以下几个步骤:
1. 清洗:将硅钢片放入清洗槽中,使用碱性或酸性清洗剂进行清洗,以去除表面油脂、污物和氧化物。
2. 磷化:将清洗后的硅钢片放入磷化槽中,磷化槽中含有磷化剂和其他添加剂。
磷化剂一般为磷酸盐溶液,可以在硅钢片表面形成均匀的磷化层。
3. 水洗:将磷化后的硅钢片从磷化槽中取出,进行清洗。
水洗的目的是去除残留的磷化剂和其他杂质。
4. 去油:将水洗后的硅钢片放入去油槽中,使用有机溶剂进行去油处理,去除残留的油污和污物。
5. 再次水洗:将去油后的硅钢片进行再次水洗,确保表面干净。
6. 干燥:将水洗后的硅钢片放入烘干室中进行干燥,以去除水分。
7. 涂漆:将干燥后的硅钢片进行涂漆处理,以防止表面氧化。
8. 固化:将涂漆后的硅钢片放入烤箱中进行固化,提高涂层的附着力和硬度。
9. 冷却:将固化后的硅钢片进行冷却处理,使其温度降至室温。
10. 检验:对磷化后的硅钢片进行质量检验,检查磷化层的均
匀性和涂层的质量。
以上是硅钢片磷化的一般工艺流程,实际工艺可能会根据具体的生产要求和设备条件有所不同。
磷化处理工艺
磷化处理一、问题处理:铁件磷化后,表面发白,原因:磷化液中的沉渣,在铁件表面。
处理办法:磷化液中加入双氧水,沉淀,清除磷化液下边的沉渣。
加大在磷化后的水洗。
局部发黄,的原因是铁件表面开始反锈。
原因,1.工件的在做完磷化后,水洗不够彻底。
2.工件复杂,没有把水完全空出。
处理办法,1.加大水洗,2.用热水烫干,加大通风。
二、磷化工艺:磷化是常用的前处理技术,原理上应属于化学转化膜处理。
工程上应用主要是钢铁件表面磷化,但有色金属如铝、锌件也可应用磷化。
磷化原理:工件(钢铁或铝、锌件)浸入磷化液(某些酸式磷酸盐为主的溶液),在表面沉积形成不溶于水的结晶型磷酸盐转化膜的过程,称之为磷化。
把金属放入含有锰、铁、锌的磷酸盐溶液中进行化学处理,使金属表面生成一层难溶于水的磷酸盐保护膜的方法,叫做金属的磷酸盐处理。
磷化膜层为微孔结构,与基体结合牢固,具有良好的吸附性、润滑性、耐蚀性、不粘附熔融金属(Sn、Al、Zn)性及较高的电绝缘性等。
磷化分类:按处理温度分:高温型(75-100℃,能耗大,磷化物沉积多,形成的磷化膜厚度达10-30g/㎡)、中温型(50-75℃,处理时间5-15min,磷化膜厚度达1 -8g/㎡)、低温型(30-50℃)和常温型(10-30℃,节省能源,使用方便,除加氧化剂外还加促进剂,能耗小,但溶液配制较复杂,膜厚度达0.2-7g/㎡)。
按磷化液成分分:锌系磷化、锌钙系磷化、锌锰系磷化、铁系磷化、锰系磷化和复合磷化等。
按磷化处理方法分:化学磷化、电化学磷化。
按磷化膜质量分:重量级(膜重7.5g/㎡以上)、次重量级(膜重4.6-7.5g/㎡)、轻量级(膜重1.1-4.5g/㎡)和次轻量级(膜重0.2-1g/㎡)。
按施工方法分:浸渍磷化、喷淋磷化和刷涂磷化。
磷化作用及用途:涂装前磷化的作用:增强涂装膜层(如涂料涂层)与工件间结合力;提高涂装后工件表面涂层的耐蚀性;提高装饰性。
非涂装磷化的作用:提高工件的耐磨性,令工件在机加工过程中具有润滑性;经适当的后处理,可提高工件的耐磨性。
锰系磷化工艺流程

锰系磷化工艺流程
锰系磷化工艺是一种常用的表面处理方法,可在金属表面生成一
层具有防腐、减摩、润滑等多种功能的膜层。
下面我们一起来了解一
下锰系磷化工艺流程:
1. 表面清洗:首先,需要将待处理的金属表面进行清洗,以去
除其表面的油脂、灰尘、氧化层等杂质,保证后续处理的质量。
2. 预处理:将待处理的金属表面进行预处理,使其表面形成一
层基础的锰氧化物膜。
预处理的方法有多种,如酸洗、电化学处理等。
3. 磷化处理:接下来进行磷化处理,即将待处理金属表面浸泡
在含有磷化剂的溶液中,通过化学反应在表面生成一层富含磷的复合
膜层。
4. 旋转:磷化完成后,需要将金属件进行旋转,以保证涂层的
均匀性。
旋转的速度和时间应该根据具体情况进行调整。
5. 清洗:磷化处理后,需要对金属表面进行清洗,去除残留的
磷化剂等。
6. 封闭层:最后加入封闭层,在磷化膜层表面生成一层防锈、
防腐、润滑等功能性封闭层。
通过以上的几个步骤,即可顺利完成锰系磷化工艺流程。
需要注
意的是,不同金属的磷化工艺可能会略有差异,在具体操作时需要注
意遵循材料科学的原则。
同时,工艺的成功还要依赖于厂商的设备及
技术的优势,保证质量的稳定性和批量生产的效率。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
磷化工艺开放分类:化学工程、化学工艺、化工术语(I)基本原理及分类磷化工艺过程是一种化学与电化学反应形成磷酸盐化学转化膜的过程,所形成的磷酸盐转化膜称之为磷化膜。
磷化的目的主要是:给基体金属提供保护,在一定程度上防止金属被腐蚀;用于涂漆前打底,提高漆膜层的附着力与防腐蚀能力;在金属冷加工工艺中起减摩润滑使用。
1 基本原理磷化过程包括化学与电化学反应。
不同磷化体系、不同其材的磷化反应机理比较复杂。
虽然科学家在这方面已做过大量的研究,但至今未完全弄清楚。
在很早以前,曾以一个化学反应方程式简单表述磷化成膜机理:8Fe+5Me(H2PO4)2+8H2O+H3PO4Me2Fe(PO4)2?4H2O( 膜)+Me3(PO4)?4H2O(膜)+7FeHPO4(沉渣)+8H2 TMe 为Mn 、Zn 等,Machu 等认为,钢铁在含有磷酸及磷酸二氢盐的高温溶液中浸泡,将形成以磷酸盐沉淀物组成的晶粒状磷化膜,并产生磷酸一氢铁沉渣和氢气。
这个机理解释比较粗糙,不能完整地解释成膜过程。
随着对磷化研究逐步深入,当今,各学者比较赞同的观点是磷化成膜过程主要是由如下4 个步聚组成:①酸的浸蚀使基体金属表面H+ 浓度降低Fe - 2e —Fe2+2H2 —+2e —2[H]⑴H2②促进剂(氧化剂)加速[O]+[H] —[R]+H2OFe2++[O] —Fe3++[R]式中[O]为促进剂(氧化剂),[R]为还原产物,由于促进剂氧化掉第一步反应所产生的氢原子,加快了反应(1 )的速度,进一步导致金属表面H+ 浓度急剧下降。
同时也将溶液中的Fe2+ 氧化成为Fe3+ 。
③磷酸根的多级离解H3PO4H2PO4 —+H+HPO42 —+2H+PO43 —+3H —(3)由于金属表面的H+ 浓度急剧下降,导致磷酸根各级离解平衡向右移动,最终为PO43- 。
④磷酸盐沉淀结晶成为磷化膜当金属表面离解出的PO43 —与溶液中(金属界面)的金属离子(如Zn2+ 、Mn2+ 、Ca2+ 、Fe2+ )达到溶度积常数Ksp 时,就会形成磷酸盐沉淀Zn 2++Fe2++PO43 —+H2O —Zn 2Fe(PO4)2?4H2O MX3Zn2++2PO43 —+4H2O=Zn3(PO4)2?4H2O J 5)磷酸盐沉淀与水分子一起形成磷化晶核,晶核继续长大成为磷化晶粒,无数个晶粒紧密堆集形而上学成磷化膜。
磷酸盐沉淀的副反应将形成磷化沉渣Fe3++PO43 —=FePO4 (6)以上机理不仅可解释锌系、锰系、锌钙系磷化成膜过程,还可指导磷化配方与磷化工艺的设计。
从以上机理可以看出:适当的氧化剂可提高反应(2)的速度;较低的H+ 浓度可使磷酸根离解反应(3 )的离解平衡更易向右移动离解出PO43- ;金属表面如存在活性点面结合时,可使沉淀反应(4)(5)不需太大的过饱和即可形成磷酸盐沉淀晶核;磷化沉渣的产生取决于反应(1)与反应(2 ),溶液H+ 浓度高,促进剂强均使沉渣增多。
相应,在实际磷化配方与工艺实施中表面为:适当较强的促进剂(氧化剂);较高的酸比(相对较低的游离酸,即H+ 浓度);使金属表面调整到具备活性点均能提高磷化反应速度,能在较低温度下快速成膜。
因此在低温快速磷化配方设计时一般遵循上述机理,选择强促进剂、高酸比、表面调整工序等。
关于磷化沉渣。
因为磷化沉渣主要是FePO4,要相减少沉渣量就必须降低Fe3+ 的产生量,即通过两个方法:降低磷化液的H+ 浓度(低游离酸度)减少Fe2+氧化成为Fe3+ 。
锌材与铝材磷化机理基本与上相同。
锌材的磷化速度较快,磷化膜只有磷酸锌盐单一组成,并且沉渣很少。
铝材磷化一般要加入较多的氟化合物,使之形成AlF3 、AlF63- ,铝材磷化步聚与上述机理基本相同。
2 磷化分类磷化的分类方法很多,但一般是按磷化成膜体系、磷化膜厚度、磷化使用温度、促进剂类型进行分类。
2.1 按磷化膜体系分类按磷化成膜体系主要分为:锌系、锌钙系、锌锰系、锰系、铁系、非晶相铁系六大类。
锌系磷化槽液主体成他是:Zn2+ 、H2PO3- 、NO3- 、H3PO4 、促进剂等。
形成的磷化膜主体组成(钢铁件):Zn3(po4)2 ?4H2O 、Zn2Fe(PO4)2?4H2O 。
磷化晶粒呈树枝状、针状、孔隙较多。
广泛应用于涂漆前打底、防腐蚀和冷加工减摩润滑。
锌钙系磷化槽液主体成分是:Zn2+ 、Ca2+ 、NO3- 、H2PO4- 、H3PO4 以及其它添加物等。
形成磷化膜的主体组成(钢铁件):Zn2Ca(PO4)2?4H2O Zn2Fe(PO4)2?4H2O 、Zn3(PO4)2?4H2O 。
磷化晶粒呈紧密颗粒状(有时有大的针状晶粒),孔隙较少。
应用于涂装前打底及防腐蚀。
锌锰系磷化槽液主体组成:Zn2+ 、Mn2+ 、NO3- 、H2PO4- 、H3PO4 以及其Zn2Fe(PO4)2?4H2O 、Zn3(PO4)2?4H2O 它一些添加物。
磷化膜主体组成:(Mn,Fe)5H2(PO4)4?4H2O 磷,化晶粒呈颗粒-针状-树枝状混合晶型,孔隙较少广泛用于漆前打底、防腐蚀及冷加工减摩润滑。
锰系磷化槽液主体组成:Mn2+ 、NO3- 、H2PO4 、H3PO4 以及其它一些添加物。
在钢铁件上形成磷化膜主体组成:(Mn,Fe)5H2(PO4)4?4H2O 磷。
化膜厚度大、孔隙少,磷化晶粒呈密集颗状。
广泛应用于防腐蚀及冷加工减摩润滑。
铁系磷化槽液主体组成:Fe2+ 、H2PO4 、H3PO4 以及其它一些添加物。
磷化膜主体组成(钢铁工件):Fe5H2(PO4)4?4H2O, 磷化膜厚度大,磷化温度高,处理时间长,膜孔隙较多,磷化晶粒呈颗粒状。
应用于防腐蚀以及冷加工减摩润滑。
非晶相铁系磷化槽液主体成分:Na+(NH4+) 、H2PO4 、H3PO4 、MoO4-(ClO3- 、NO3-) 以及其它一些添加物。
磷化膜主体组成(钢铁件):Fe3(PO4)2?8H2O,Fe2O3, 磷化膜薄,微观膜结构呈非晶相的平面分布状,仅应用于涂漆前打底。
2.2 按磷化膜的厚度分类按磷化膜厚度(磷化膜重)分,可分为次轻量级、轻量级、次重量级、重量级四种。
次轻量级膜重仅0.1〜1.0g/m2, —般是非晶相铁系磷化膜,仅用于漆前打底,特别是变形大工件的涂漆前打底效果很好。
轻量级膜重1.1〜4.5g/m2,广泛应用于漆前打底,在防腐蚀和冷加工行业应用较少。
次重量级磷化膜厚4.6〜7.5g/m2, 由于膜重较大,膜较厚(一般>3卩m),较少作为漆前打底(仅作为基本不变形的钢铁件漆前打底),可用于防腐蚀及冷加工减摩滑润。
重量级膜重大于7.5g/m2, 不作为漆前打底用,广泛用于防腐蚀及冷加工。
2.3 按磷化处理温度划分按处理温度可分为常温、低温、中温、高温四类。
常温磷化就是不加温磷化。
低温磷化一般处理温度30〜45 C。
中温磷化一般60〜70 C。
高温磷化一般大于80 °C。
温度划分法本身并不严格,有时还有亚中温、亚高温之法,随各人的意愿而定,但一般还是遵循上述划分法。
2.4 按促进剂类型分类由于磷化促进剂主要只有那么几种,按促进剂的类型分有利于槽液的了解。
根据促进剂类型大体可决定磷化处理温度,如NO3 -促进剂主要就是中温磷化。
促进剂主要分为:硝酸盐型、亚硝酸盐型、氯酸盐型、有机氮化物型、钼酸盐型等主要类型。
每一个促进剂类型又可与其它促进剂配套使用,有不少的分支系列。
硝酸盐型包括:NO3 -型,NO3 -/NO2 -(自生型)。
氯酸盐型包括:ClO3 -,ClO3 -/NO3 -,ClO3 -/NO2 -。
亚硝酸盐包括:硝基胍R-NO2 -/ClO3 -。
钼酸盐型包括:MoO4 -,MoO4 -/ClO3 -,MoO4 -/NO3 -。
磷化分类方法还有很多,如按材质可分为钢铁件、铝件、锌件以及混合件磷化等。
磷化(U)——磷化前的预处理一般情况下,磷化处理要求工件表面应是洁净的金属表面(二合一、三合一、四合一例外)。
工件在磷化前必须进行除油脂、锈蚀物、氧化皮以及表面调整等预处理。
特别是涂漆前打底用磷化还要求作表面调整,使金属表面具备一定的“活性”,才能获得均匀、细致、密实的磷化膜,达到提高漆膜附着力和耐腐蚀性的要求。
因此,磷化前处理是获得高质量磷化膜的基础。
1 除油脂除油脂的目的在于清除掉工件表面的油脂、油污。
包括机械法、化学法两类。
机械法主要是:手工擦刷、喷砂抛丸、火焰灼烧等。
化学法主要:溶剂清洗、酸性清洗剂清洗、强碱液清洗,低碱性清洗剂清洗。
以下介绍化学法除油脂工艺。
1.1 溶剂清洗溶剂法除油脂,一般是用非易燃的卤代烃蒸气法或乳化法。
最常见的是采用三氯乙烷、三氯乙烯、全氯乙烯蒸汽除油脂。
蒸汽脱脂速度快,效率高,脱脂干净彻底,对各类油及脂的去除效果都非常好。
在氯代烃中加入一定的乳化液,不管是浸泡还是喷淋效果都很好。
由于氯代卤都有一定的毒性,汽化温度也较高,再者由于新型水基低碱性清洗剂的出现,溶剂蒸汽和乳液除油脂方法现在已经很少使用了。
1.2 酸性清洗剂清洗酸性清洗剂除油脂是一种应用非常广泛的方法。
它利用表面活性剂的乳化、润湿、渗透原理,并借助于酸腐蚀金属产生氢气的机械剥离作用,达到除油脂的目的。
酸性清洗剂可在低温和中温下使用。
低温一般只能除掉液态油,中温就可除掉油和脂,一般只适合于浸泡处理方式。
酸性清洗剂主要由表面活性剂(如OP 类非离子型活性剂、阴离子磺酸钠型)、普通无机酸、缓蚀剂三大部分组成。
由于它兼备有除锈与除油脂双重功能,人们习惯称之为“二合一”处理液。
盐酸、硫酸酸基的清洗剂应用最为广泛,成本低,效率较高。
但酸洗残留的Cl- 、SO42- 对工件的后腐蚀危害很大。
而磷酸酸基没有腐蚀物残留的隐患,但磷酸成本较高,清洗效率低些。
对于锌件,铝件一般不采用酸性清洗剂清洗,特别锌件在酸中的腐蚀极快。
1.3 强碱液清洗强碱液除油脂是一种传统的有效方法。
它是利用强碱对植物油的皂化反应,形成溶于水的皂化物达到除油脂的目的。
纯粹的强碱液只能皂化除掉植物油脂而不能除掉矿物油脂。
因此人们通过在强碱液中加入表面活性剂,一般是磺酸类阴离子活性剂,利用表面活性剂的乳化作用达到除矿物油的目的。
强碱液除油脂的使用温度都较高,通常〉80 C。
常用强碱液清洗配方与工艺如下:氢氧化钠5%〜10%硅酸钠2%〜8%磷酸钠(或碳酸钠)1%〜10%表面活性剂(磺酸类)2%〜5%处理温度>80 C处理时间5〜20min处理方式浸泡、喷淋均可强碱液除油脂需要较高温度,能耗大,对设备腐蚀性也大,并且材料成本并不算低,因此这种方法的应用正逐步减少。
1.4 低碱性清洗液清洗低碱性清洗液是当前应用最为广泛的一类除油脂剂。
它的碱性低,一般pH 值为9〜12。