AE-活性酯
AE活性酯
从 发酵液中提取 普鲁兰的技术和工艺
简介 :普 鲁 兰 分离提 取 的技术 和工 艺 ,发 酵 液 经 加热处 理 后 加入 助滤 吸 附剂 ,再 进行 絮 凝 ,低 速离 心液 一 固得 到含 普 鲁 兰 的溶 液 ,经 精 密 过 滤 后 ,超 滤 进 行分离 、分 子量 分 割 和浓 缩 ,得 浓 溶液 喷雾 干燥 可得 不 同分 子量 的工业
A 活性酯 E
简介 : E活性酯是生产第三代头孢抗生素 A
维普资讯
头孢 噻 肟 、头孢 曲松钠 、头孢 他美 等 重要 原料 ,
制 备方 法 ,属 于 无机 非金 属 材料 领 域 。本 发 明
原工艺 A E是通过无水氨噻肟 乙酸 , 促进剂 D M ( 巯基苯骈噻唑 ) 二 和三苯基磷在三乙胺催
维普资讯
能 优 良的 阴 离 子 表 面活性 剂 ,在强 酸 、强碱 、
温 度梯 度型精馏塔
摘要 温度梯度型精馏塔包括提馏段 、精 馏段 、加料 口。精馏段内部设置若干纵向平行 排列的精馏列管 ,精馏列管上下两端分别穿过
强 电解 质 中有 良好 的溶 解性 、稳定 性 、偶 然 性
和表面活性 。广泛用作印染匀浆剂 、农药润湿 剂 、展着剂 、渗透剂和流动剂 ,亦用于高分子 材料 的乳化聚合 ,以及采矿 、石油等工业。 目
前 国内无 厂 家生 产 , 全部 依靠进 口。 S P 19 ) ( U 64 1
且 固定在封头板上 ,封头板固定在精馏段壳体
上 ,精 馏列 管 中 间段设 有若 干 分隔挡 板 ,精 馏 列 管 外部 设 有 辅 助 装 置 。提馏段 内部 设 置若 干 纵 向平 行排 列 的提 馏 列管 ,提 馏列 管上 下两 端 分 别穿 过 且 固定 在 封 头板 上 ,封头 板 固定在 提
第十六章 AE-活性酯
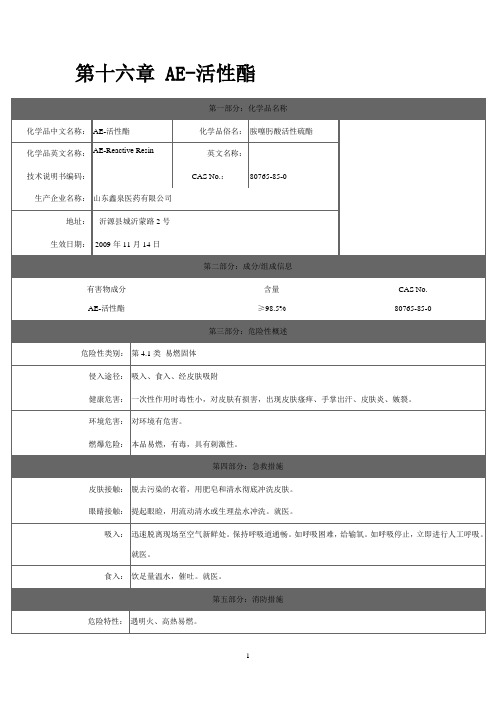
熔点(℃):
126-135
相对密度(水=1):
0.9
沸点(℃):
无意义
相对蒸气密度(空气=1):
无资料
分子式:
C13H10N4O2S3
分子量:
350.4391
主要成分:
饱和蒸气压(kPa):
无资料
燃烧热(kJ/mol):
无资料
临界温度(℃):
无资料
临界压力(MPa):
无资料
辛醇/水分配系数的对数值:
有害物成分
含量
CAS No.
AE-活性酯
≥98.5%
80765-85-0
第三部分:危险性概述
危险性类别:
第4.1类易燃固体
侵入途径:
吸入、食入、经皮肤吸附
健康危害:
一次性作用时毒性小,对皮肤有损害,出现皮肤瘙痒、手掌出汗、皮肤炎、皴裂。
环境危害:
对环境有危害。
燃爆危险:
本品易燃,有毒,具有刺激性。
第四部分:急救措施
其它有害作用:
该物质对环境有危害,由于热分解而形成的硫化物和氮氧化物,对大气会造成污染。
第十三部分:废弃处置
废弃物性质:
危险废物
废弃处置方法:
出之前应参阅国家和地方有关法规。建议用焚烧法处置。焚烧炉排出的气体要通过洗涤器除去。
废弃注意事项:
不得用焚烧方法处理垃圾,要专门送到危险废物处理企业。
第十四部分:运输信息
无数据
闪点(℃):
无意义
爆炸上限%(V/V):
无资料
引燃温度(℃):
无资料
爆炸下限%(V/V):
无资料
溶解性:
溶于甲醇,四氢呋喃等。
主要用途:
一种AE活性酯生产过程产生的含磷残液中磷的分离方法[发明专利]
![一种AE活性酯生产过程产生的含磷残液中磷的分离方法[发明专利]](https://img.taocdn.com/s3/m/488aa4d1534de518964bcf84b9d528ea81c72fd5.png)
(19)中华人民共和国国家知识产权局(12)发明专利申请(10)申请公布号 (43)申请公布日 (21)申请号 201810902795.3(22)申请日 2018.08.09(71)申请人 上海应用技术大学地址 200235 上海市徐汇区漕宝路120-121号(72)发明人 王朝阳 毛海舫 朱枳雄 江海波 刘培培 姚跃良 王浩 陈红 (74)专利代理机构 上海精晟知识产权代理有限公司 31253代理人 杨军(51)Int.Cl.C01B 25/32(2006.01)C07F 9/11(2006.01)(54)发明名称一种AE活性酯生产过程产生的含磷残液中磷的分离方法(57)摘要本发明属于环境保护领域,具体地说是一种AE活性酯生产过程产生的含磷残液中磷的分离方法,包括以下步骤:1)取AE活性酯生产过程中回收完溶剂的含磷残液,回收磷酸三乙酯;2)再将回收磷酸三乙酯后的剩余残液水洗,用磷谱检测水洗后的废水中磷的含量以及有机残液中磷的含量,直至残液中不含磷后,停止洗涤,得到含磷的废水;3)将步骤2)所得的废水在碱性条件下,高温、氧化水解,钙法沉淀,除去反应中的有机磷,即得合格排放含磷废水;本发明能有效除去AE活性酯生产过程产生中高浓度的有机磷,达到清洁环保的目的,是一种绿色环保、有效的可工业化的生产路线,解决了现有技术中高浓度的有机含磷残液环保处理及利用的技术问题。
权利要求书1页 说明书4页 附图3页CN 109052356 A 2018.12.21C N 109052356A1.一种AE活性酯生产过程产生的含磷残液中磷的分离方法,其特征在于,包括以下步骤:1)取AE活性酯生产过程中回收完溶剂的含磷残液,回收磷酸三乙酯;2)再将回收磷酸三乙酯后的剩余残液水洗,用磷谱检测水洗后的废水中磷的含量以及有机残液中磷的含量,直至残液中不含磷后,停止洗涤,得到含磷的废水;3)将步骤2)所得的废水在碱性条件下,高温、氧化水解,钙法沉淀,除去反应中的有机磷,即得合格排放含磷废水。
2024年AE活性酯市场调查报告

2024年AE活性酯市场调查报告背景介绍AE活性酯是一种重要的表面活性剂,广泛应用于化妆品、洗涤剂和医药等领域。
随着人们对环境友好产品的需求增加,AE活性酯市场也呈现出快速增长的趋势。
本报告旨在对AE活性酯市场进行深入调查和分析,为相关厂商和投资者提供市场状况的全面了解。
市场规模分析根据市场调研数据,近几年AE活性酯市场持续增长。
预计到2025年,全球AE活性酯市场规模将达到XX亿美元,年复合增长率约为X%。
亚太地区是最大的AE活性酯市场,占据全球市场份额的XX%。
其次是欧洲和北美地区,市场份额分别为XX%和XX%。
市场驱动因素分析1.不断增长的生活消费支出:随着人们生活水平的提高和消费观念的转变,对高品质化妆品和洗涤剂的需求持续增长,推动了AE活性酯市场的发展。
2.环境意识的增强:消费者对环境友好产品的偏好增加,促使厂商研发出更环保的AE活性酯产品。
3.化妆品行业的发展:随着化妆品市场的不断扩大,对AE活性酯的需求也随之增加。
市场挑战因素分析1.竞争激烈:AE活性酯市场存在许多竞争对手,厂商需面临激烈的竞争压力,如价格竞争、品牌竞争等。
2.安全性和规范性问题:AE活性酯在某些情况下可能存在一定的安全隐患,对厂商而言需要严格遵守相关的安全规范,以确保产品质量和安全性。
市场机会分析1.新兴市场的增长:亚洲和其他新兴市场对AE活性酯的需求正快速增长,这为厂商提供了进一步拓展市场的机会。
2.创新产品的开发:厂商可以通过研发创新型的AE活性酯产品,满足不同行业和消费者的需求,获取更大的市场份额。
市场前景展望AE活性酯市场具有良好的发展前景,尤其是在环保和化妆品行业的需求增加的推动下。
未来,市场竞争将会更加激烈,厂商需要注重产品质量和创新,持续提升市场竞争力。
同时,政府的监管和规范力度也将逐渐加大,厂商需要积极响应和遵守相关政策,确保产品的质量和安全性。
结论本报告通过对AE活性酯市场的调查和分析,得出了市场规模增长、市场驱动因素、市场挑战因素、市场机会和市场前景等结论。
AE活性酯市场分析报告
AE活性酯市场分析报告1.引言1.1 概述AE活性酯是一种广泛应用于日常化工和个人护理产品制造中的化学物质。
它具有良好的表面活性性能和乳化性能,被广泛用于洗涤剂、清洁剂、洗发水、沐浴露等产品中。
本报告旨在对AE活性酯市场进行全面的分析和研究,探讨市场的需求和供给情况,为企业制定合理的生产和销售策略提供有力的依据。
通过对市场的概况、需求分析、供给分析以及主要发现和未来趋势展望的研究,本报告将为读者提供市场动态的全面把握,为相关企业的发展提供理论支持和实践指导。
1.2 文章结构文章结构:本报告将分为引言、正文和结论三部分。
在引言部分,将介绍本报告的概述,文中的结构安排,以及本报告的目的。
在正文部分中,将分析AE活性酯市场的概况,市场需求和供给情况。
最后,在结论部分,将总结本报告的主要发现,展望市场的趋势,并提出相关建议和展望。
整个报告将全面、系统地分析AE活性酯市场的现状和未来发展。
json"1.3 目的":{"本报告旨在对AE活性酯市场进行全面分析,包括市场概况、需求分析、供给分析等方面。
通过对市场的深入研究,旨在找到市场的主要发现,并展望未来的市场趋势。
最终目的是为相关企业和投资者提供有价值的市场分析数据,为其业务决策和投资决策提供参考依据。
"}1.4 总结总结部分应概括全文的主要内容和结论,也可以指出未来发展的前景和建议。
可能的内容包括:1. 通过对AE活性酯市场的概况、需求分析和供给分析的深入研究,我们对该市场有了更清晰的了解。
2. 我们发现AE活性酯市场需求持续增长,尤其是在化妆品、清洁剂和医药等领域的需求增加明显,这为市场未来的发展提供了良好的机遇。
3. 从供给方面来看,AE活性酯市场存在一定程度的竞争,但也有很大的发展空间,尤其是在技术创新和产品质量上的提升。
4. 市场趋势展望:随着环保意识的增强和消费者对高品质产品需求的提升,AE活性酯市场将继续保持持续增长的势头,并有望逐步向更高端、更创新的方向发展。
电位滴定法测试AE活性酯的含量

全自动电位滴定仪;PH 复合电极;电子天平;量筒;移液 管等。 2 AE 活性酯含量的测定方法建立 2.1 0.1 mol/L 高氯酸标准溶液的配制 量取 8.7mL 高氯酸,在搅拌下注入 500ml 冰乙酸中,混匀。滴加 20mL 乙 酸酐,搅拌至溶液均匀。冷却后用冰乙酸稀释至 1000mL。 2.2 0.1mol/L 高氯酸标准溶液的标定 称取 0.20g 于 105℃-110℃的电烘箱中干燥至恒重的工作基准试剂邻苯二甲 酸氢钾,至于干燥的玻璃杯中,加入 100mL 乙酸,温热溶解。用配制好的高氯 酸溶液滴定。 2.3 AE 活性酯的测定
放在搅拌台上。 3)设置滴定参数,开始滴定。 4. 结果讨论
表 1 为 AE 活性脂的含量测定结果,两次平行测定结果的差值不大于 0.2%,,
平行性较好,符合客户的要求。
表 1 AE 活性脂的含量测定结果
样品编号
样品质量 (g)
消耗高氯 酸的体积 (mL)
空白体积 (mL)
高氯酸浓 AE 活性酯 度(mol/L) 的含量(%)
平均值 (%)
2 号样品
0.27463
7.873
0.080
0.10042
99.85
99.81
0.27038
7.752
99.84
0.27096
7.760
99.73
-2-
3 号样品
0.27721 0.27485 0.27791
7.895 7.833 7.927
0.080
0.10042
99.20 99.27 99.35
-1-
精确称取 AE 活性酯 0.25-0.30g 样品于干燥的滴定杯中,溶解后,用高氯酸 标准溶液滴定至电位突跃,确定滴定终点。记下体积,根据公式计算其纯度:
AE活性酯行业市场现状分析及未来三到五年发展趋势报告
AE活性酯行业市场现状分析及未来三到五年发展趋势报告Analysis of the Current Situation of AE Ester Industry Market and Future Development Trends in the Next Three to Five YearsAbstract:The AE ester industry has witnessed significant growth in recent years due to its wide range of applications in various industries, such as cosmetics, pharmaceuticals, and textiles. This article aims to provide a comprehensive analysis of the current market situation of the AE ester industry and forecast its development trends for the next three to five years.Introduction:The AE ester industry refers to the production and utilization of AE esters, which are organic compounds derived from the reaction of fatty acids with alcohols. These esters are widely used as emollients, solvents, and surfactants in various industries. The global market for AE esters has experienced steady growth in recent years, driven by theincreasing demand for personal care and cosmetic products.Current Market Situation:1. Market Size and Growth:The AE ester industry has witnessed significant growth in recent years, with a market size of approximately X billion in 2020. This growth can be attributed to the rising demand for natural and organic personal care products, as AE esters are known for their moisturizing and skin-conditioning properties.2. Key Players:The market is highly fragmented, with several key players dominating the industry. Some of the major players in the AE ester industry include Company A, Company B, and Company C. These companies are actively engaged in product development, strategic collaborations, and mergers and acquisitions to gain a competitive edge in the market.3. Application Areas:The AE ester industry finds its applications in various sectors, including cosmetics, pharmaceuticals, textiles, and others. In the cosmetics industry, AE esters are widely usedin the formulation of skincare products, hair care products, and makeup. The pharmaceutical industry utilizes AE esters in drug delivery systems and as excipients in oral and topical formulations.Future Development Trends:1. Growing Demand for Natural and Sustainable Products:With increasing consumer awareness about the harmful effects of synthetic chemicals, there is a growing demand for natural and sustainable personal care products. This trend is expected to drive the demand for AE esters derived from natural sources, such as plant-based oils and renewable feedstocks.2. Technological Advancements in Production:The AE ester industry is witnessing technological advancements in production processes, leading to improved efficiency and cost-effectiveness. Innovations such as enzymatic esterification and green solvents are being explored to enhance the production of AE esters, thereby reducing the environmental impact.3. Expansion in Emerging Markets:The AE ester industry is expected to witness significant growth in emerging markets, such as China, India, and Brazil. These countries have a large population base and increasing disposable income, which is driving the demand for personal care and cosmetic products. Market players are focusing on expanding their presence in these regions to tap into the growing market potential.Conclusion:The AE ester industry is poised for significant growth in the next three to five years, driven by factors such as the increasing demand for natural and sustainable products, technological advancements in production processes, and expansion in emerging markets. Market players need to stay abreast of these trends and invest in research and development to capitalize on the lucrative opportunities in the AE ester industry.中文回答:摘要:由于在化妆品、制药和纺织等各个行业的广泛应用,AE活性酯行业近年来取得了显著增长。
中国AE活性酯行业市场环境分析
中国AE活性酯行业市场环境分析
1. 引言
本文旨在对AE活性酯市场环境进行分析。
首先介绍AE活性酯的定义和应用领域,然后分析市场规模、竞争态势、供需状况以及相关政策法规对市场的影响,最后总结市场前景和发展趋势。
2. AE活性酯的定义和应用
AE活性酯是一类在化学反应中起催化剂作用的有机化合物。
其具有良好的稳定性和活性,广泛应用于化学工业、农药制造、医药领域、食品添加剂等。
3. 市场规模
据市场调研数据显示,AE活性酯市场在最近几年呈现稳定增长态势。
预计到
2025年,市场规模将达到XX亿美元。
4. 竞争态势
AE活性酯市场竞争激烈,主要有国内外多家生产厂商参与。
国内市场主要由几家大型企业垄断,外国企业则通过技术优势和品牌影响力占据较大份额。
5. 供需状况
目前,国内AE活性酯市场供不应求。
随着相关行业的快速发展,需求不断增加,部分规格的AE活性酯出现供给短缺,价格上涨明显。
6. 政策法规
政府加大环境保护力度,对AE活性酯等有害物质的排放和使用进行限制。
相关
法规的出台和执行加剧了市场竞争,推动了行业转型升级。
7. 市场前景和发展趋势
随着环境意识的增强和绿色化工趋势的兴起,AE活性酯市场将面临更多机遇和挑战。
未来发展趋势包括技术创新、产品升级、市场细分以及与其他产业的结合等。
8. 结论
综上所述,AE活性酯市场具有较大的发展潜力,但也存在竞争激烈和政策限制等因素。
行业企业应加强技术创新和市场营销,提高产品质量和服务水平,以适应市场发展的新要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
AE-活性酯
一种催化合成AE-活性酯新工艺,由氨噻肟酸与二硫化二苯并噻唑,在亚磷酸三乙酯与三乙胺存在下于溶剂中进行缩合反应而制得,其主要技术特点是在原有工艺基础上,引入了具有高吸水性的吡啶作为催化剂,促进反应向正方向进行,并且改变了反应溶剂体系(由体积比为乙腈∶二氯甲烷=(0.9~1.0)∶1组成混合溶剂),而且克服了使用新溶剂所引入水份的弊端,将正常反应温度由原来的10℃以下提高到25~ 28℃,减少了操作难度,降低了操作强度,产品收率可高达92%以上。
本发明还可以通过蒸馏的方式,实现了溶剂的循环利用。
CAS NO:80765-85-0
结构式:
化学名称:2-甲氧亚氨基-2-(2-氨基-4-噻唑基)-(z)-硫代乙酸苯胼噻唑酯
分子式:C13H10S3N4O2分子量:350
质量标准:
∙外观:白色或浅黄色结晶粉末
∙含量:≥98.50%
∙纯度:≥99.00%
∙熔点:≥128°C
∙干燥失重:≤0.30%
∙游离氨噻肟酸:≤0.10%
用途:生产头孢三嗪,头孢噻肟钠等药品的主要原料。
包装:20kg纸板桶包装,也可按用户要求包装。