高速开关阀控制的可变夹紧力夹具
门五金件孔槽数控加工的夹具设计方法研究
门五 金 件 孔槽 数 控 加 工 的夹 具设 计 方 法 研究
马 晓君 ,马 岩
( 东北林 业 大 学林业 与木 工机 械 工程技 术 中心 ,黑龙 江哈 尔滨 104 ) 500
摘要 :针对门五金件孔槽数控加工 时多次装 夹 、多工序 、多工位 以及加 工精度差 、效率低等 问题 ,从 门五金件 孔槽 的
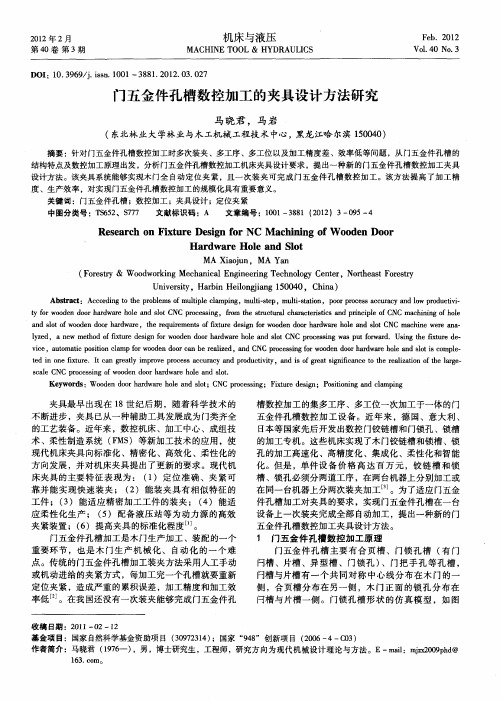
图 I 门五金件孔槽形状 的仿真模 型
门五金件孔槽采用数控加工时 ,机 床工作 台走 向 为 轴方向 ,水平垂直工作 台走 向为 Y方 向,在立柱 上有一垂直方 向垂直于工作 台面的刀具机构 ,进给方 向为 z 轴方 向。合页槽刀具机构垂直方 向垂 直于工作 台面 的进给方 向为 方 向。由于 门五金件 孔槽数 控 加工机床要实现木 门锁具孑 槽 、合页槽在木 门两边 同 L 时进行数控加工 ,至少要有 6 个数控轴 ,实现两个位 置 同时进行三维加工 。为了减少 机床轴数 ,简化机床 主机结构 ,降低编程难度 ,提高机床工业化推广 的性 价 比,采用 门锁孔槽 Y 轴与合页槽 轴共用 ,实现一 轴双控 。通过离合装置智能控制实现两个位置 的数控 加工进 给 。合页槽 、锁槽 、锁孔 3 个刀具机构通过 数控装置控制 同时完成合页槽 、锁槽 、锁孑 及异型槽 L 的开制 。门五金件孔槽数控加工机床如图 2所示 。
结构 特点 及数控加工原理 出发 ,分析 门五金件孔槽 数控加工机床夹具设计要 求 ,提 出一种 新的 门五金 件孔槽数控加 工夹具
设计方法 。该 夹具 系统能够实现木 门全 自动定位 夹 紧 ,且 一 次装夹 可完 成 门五金件 孔槽 数控加 工 。该方 法提 高了加 工精 度 、生产 效率 ,对实现 门五金件孔槽数控加 工的规模 化具有重要意义 。 关键 词 :门五金件孔槽 ;数控加工 ;夹具设计 ;定位 夹紧 中图分类号 :T 6 2 7 7 S5 、¥ 7 文献标 识码 :A 文章编号 :10 3 8 2 1 )3— 9 4 0 1— 8 1( 0 2 0 5—
课程设计--基于PLC通信方式的变频器闭环定位控制系统
课程设计--基于PLC通信方式的变频器闭环定位控制系统闽南师范大学课程设计课题名称:基于PLC通信方式的变频器闭环定位控制系统目录关键词:三菱PLC,变频器,定位控制,编码器 (4)一;控制要求 (5)二;硬件部分 (5)2.1;系统接线原理图 (5)2.2;电机转数曲线 (5)三;软件部分 (6)3.1变频器通讯协议 (6)3.2梯形图 (7)四;软件调试 (10)4.1实验步骤 (10)4.2调试中的问题; (11)五;系统应用 (11)5.1,基于PLC的凿岩钻车控制系统 (11)5.2,基于PLC控制的三轴钻专用机床设计 (12)六;参考文献 (12)摘要;PLC通信方式的变频器闭环定位控制系统是以三菱PLC为核心,通过RS-485BD模块与变频器进行串行通信,变频器按照设定值工作,同时,电机带动编码器旋转,以编码器的脉冲输出作为反馈信号,作为PLC高数计数器的数器信号,可以准确计算出电机转数,从而实现电机准确闭环定位控制。
PLC作为控制的核心,主要用来接收编码器的反馈信号实现对当前位置的检测,通过和设定值的比较用通讯功能来控制变频器关键词:三菱PLC,变频器,定位控制,编码器一;控制要求电机上同轴连旋转编码器,变频器控制电机。
变频器按照设定值工作,带动电机运行,同时电机带动编码盘旋转,电机每旋转一圈,从编码盘脉冲端输出500个脉冲信号到PLC的高速计数器端X0,这样就可以根据计数器所计脉冲数计算出电机转数,当计数器到设定阀值后执行减速段程序段,控制电机减速至停止,完成定位控制。
二;硬件部分2.1;系统接线原理图2.2;电机转数曲线三;软件部分3.1变频器通讯协议*1.如果发现数据错误并且进行再试从用户程序执行再试操作如果连续再试次数超过参数设定值变频器进入到报警停止状态*2.发生接收一个错误数据时变频器给计算机返回再试数据, 如果连续数据错误次数达到或超过参数设定值变频器进入到报警停止状态PLC 到变频器通信请求数据格式如下:运行指令 FAH02 正转 H00 停止 频率写入ED H0000~ H2EE0 修改变频器频率 图3 通信协图3 通信数据格3.2梯形图四;软件调试4.1实验步骤1、按下表对变频器进行参数设置:Pr. 8 Pr.3Pr.79n1 n2 n3 N 4 n 5 n 6 n 7 n 8 n 9 n10 n110 1 0 1 48 10 0 ... ……0 0 1 0 在改其他参数时,要首先把n10改成0,然后掉电,再开电把变频器打开,再按PU键使PU指示灯,然后改其他参数,然后掉电。
快速夹具的夹紧原理介绍
快速夹具是常见的五金件,快速夹具可以调节距离。
下面一起来看看快速夹具的夹紧原理介
绍吧!
此类快速夹具搭扣是根据平面四杆机构中双摇杆机构的机械原理来设计,其基本结构是由连杆、机架及两连架杆等四构件组成。
当连杆与连架杆的两铰接点和其中一连架杆与机架的铰接点,三点同在一直线时,机构处于
死点位置。
这时,被压紧的工件,无论有多大的反力(除破坏性反力),也无法使压头松开,这就是机械力学中的死点夹紧原理。
夹紧力是指夹具在锁定位置,不产生机械变形的情况下,压头对工件的最大压紧力,此压紧力产生于压头在力臂上调至距离安装座最近的位置。
压头对工件的压力不常数,它随压头在力臂上的不同位置而变,当远离安装座时,夹紧力减小。
以上就是快速夹具的介绍。
快夹调压管子钳的结构设计

快夹调压管子钳的结构设计
一、总体设计
1.机械结构:全框架结构包括机械结构构成部分,其中钳口即实施本发明的重要部分,它由多个槽形弯曲嵌入在框架中,形成钳口;还有拉杆和夹钳形式的手柄,可在调节螺纹头的张力的同时,保持螺纹头不转动,从而使调压过程更加准确、安全、方便。
2.控制系统:其控制系统采用液压控制,包括安全阀组成的液压控制系统,用于控制夹钳的张紧力度,并在必要时防止过度高的压力而导致扭损等危险情况。
二、技术要求
1.结构设计要求:快夹调压管子钳采用优质无缝钢管,以及可以调节夹紧力度的拉杆和夹钳形式的手柄,拉杆紧固件用不锈钢材料制作而成,结构紧凑,重量轻,能够在一定空间内的范围内保持螺纹头不转动,同时可以调节夹紧力度。
2.安全设计要求:快夹调压管子钳的安全设计采液压控制,包括安全阀组成的液压控制系统。
阀杆12d11偏方铣削夹具
阀杆12d11偏方铣削夹具工艺分析姓名冷建霞班级机07高技4班专业模具设计与制造时间 2012年3月16日指导教师冯高头镇江技师学院一、摘要此次设计是在学完机械制造工艺学及机床夹具设计课程,并进行了生产实习的基础上完成的。
本设计主要编制该零件的机械加工工艺规程,并设计其中一道工序的阀杆铣削夹具,并撰写设计说明书。
此次设计培养了我熟悉并运用有关手册、规范、图表等技术资料的能力。
进一步锻炼了我识图、制图、运算、编写技术文件和操作CAD 基本能力。
关键字:铣削夹具阀杆定位夹紧目录一、引言……………………………………………………………………………二、零件的分析……………………………………………………………………2.1零件的作用………………………………………………………………………2.2零件的加工工艺性分析…………………………………………………………三、选择毛坯,确定毛坯尺寸,设计毛坯图………………………………………四、选择加工方法,制定工艺路线…………………………………………………4.1机械加工工艺设计………………………………………………………………4.1.1 基面的选择……………………………………………………………………4.1.2 粗基面的选择…………………………………………………………………4.1.3 精基准的选择…………………………………………………………………4.2 制定机械加工工艺路线…………………………………………………………4.2.1 工艺路线方案一………………………………………………………………4.2.2 工艺路线方案二………………………………………………………………4.3 工艺方案的比较与分析…………………………………………………………4.4机械加工余量、工序尺寸及毛坯尺寸的确定…………………………………4.5确定切削用量及基本工时………………………………………………………五、选择加工设备及刀具、夹具、量具…………………………………………5.1 加工设备的选择…………………………………………………………………5.2刀具的选择………………………………………………………………………5.3夹具的选择………………………………………………………………………5.4量具的选择………………………………………………………………………六、专用夹具设计………………………………………………………………(一)、设计主旨…………………………………………………………………(二)、夹具设计…………………………………………………………………1、拟定定位方案和夹紧方案……………………………………………………2、拟定切削力和夹紧力的计算…………………………………………………3、定位误差的分析………………………………………………………………4、确定对刀装置…………………………………………………………………5、设计支座和夹具体,完成总体结构设计……………………………………6、各部件的加工工艺分析………………………………………………………7、绘制总装配图…………………………………………………………………七、总结……………………………………………………………八、致谢…………………………………………………………………………九、参考文献一引言毕业设计是机械设计与制造的一个十分重要的学习环节,是在学完了机械设计与制造专业所有课程后,并通过进行了生产实习和课程设计的基础上进行的最后一个教学环节。
名称精密平口虎钳功能特点平口虎钳是带有两个平行夹持面的机床

名称精密平口虎钳功能特点平口虎钳是带有两个平行夹持面的机床X J名称:精密平口虎钳功能特点:平口虎钳是带有两个平行夹持面的机床夹具,靠两个工作面来保持工件的平行度、垂直度等形位公差,从而在快速装夹的过程中保证零件的加工精度。
适宜于装夹规则零件。
MlCHW-2V名称:直立MC超精密倍力式虎钳(CHW-2V)功能特点:五段式夹持力切换;双螺纹结构,进退快速,效率高;本体长度短, 开口大、虎口变化多;虎口合金刚,刚性强,力量大;两侧滑轨经硬化热处理及高精度研磨,精度高;倍力式机械增压系统,瞬间增压,操作省力,无失压问题;本体机械结构采用强力箔型弹簧,夹持上浮公差极小。
适用各式铣床、加工中心及高速加工机床。
等高设计(? 0.01mm),可多台并列加工,提高生产效率。
名称:MC机械式精密虎钳功能特点:精密机械虎钳,适用于立、卧式综合切削机床上作精密切削加工。
名称:MC角固式/倍力式空压快速精密虎钳功能特点:1.适合在铣床、钻床、专用机等大量生产加工中作快速夹具。
2.倍力机构采用空压,达到快速和大夹持力功能,且只需接上空压源即可免用油推送,以防漏油。
3.设计有安全止逆装置,当空压源突然停止供应时,夹持力永不松脱,安全性高。
4.操作简单,只用手动开关控制虎钳关闭。
5.设计有0~4m/m安全关闭距离,以免手指伸入关闭范围,伤及手指。
6.关闭时间只需要1.5秒,夹持范围可从0,200mm自由调整(工件长度再加2mn为最佳夹持状况)。
7.本虎钳可搭配多台并列使用,且只需一个空压源即可,简单方便。
力变化范围:0~4000KGF可用空压调节阀自由调整。
名称:双夹紧虎钳功能特点:1.可以有多种功能变化使用方式。
2.在CNC机器上使用,可以同时夹持两个工件物。
3.角固型设计夹持工件时,虎口自然向下锁紧。
4.可以多台并列使用。
5.夹持工件厚度在70mm以内。
6.取下中心固定爪,再锁上后固定板可变为大开口虎钳使用。
名称:平面式油压虎钳功能特点:通过油压夹紧,容易控制夹紧力,操作简便,减轻劳动强度。
夹紧装置的原理和作用

夹紧装置的原理和作用夹紧装置是一种可以将两个物体夹紧在一起的装置,其主要作用是为了确保夹紧物体的安全性和牢固性。
夹紧装置广泛应用于各个领域,如机械、汽车、电子等行业。
下面将详细介绍夹紧装置的原理和作用。
夹紧装置的原理可以分为以下几个方面:1. 摩擦原理:夹紧装置的主要工作原理是通过增加两个物体之间的摩擦力,使其相对运动受到阻力,从而夹紧在一起。
夹紧装置利用了物体间的接触面积和材料间的粗糙程度,在两个物体之间形成一个良好的摩擦力。
2. 弹性变形原理:夹紧装置通常使用金属材料制作,这些材料具有一定的弹性变形性能。
当夹紧装置施加力或扭矩时,弹性材料会发生一定的变形,从而产生一个反向的力或扭矩,使两个物体夹紧在一起。
3. 液压原理:一些夹紧装置采用液压原理工作。
液压夹紧装置通过液体的压力,使活塞移动并施加力或扭矩,从而实现夹紧作用。
液压夹紧装置具有较大的力量和精确的控制能力,广泛应用于高精度和高负载的夹紧操作。
夹紧装置的作用主要有以下几个方面:1. 固定作用:夹紧装置可以将两个物体夹紧在一起,从而固定它们的位置和相对运动。
在机械制造和装配过程中,夹紧装置可以确保零件的准确位置和稳定连接,从而提高产品的精度和可靠性。
2. 连接作用:夹紧装置可以将两个物体连接在一起,形成一个整体结构。
在机械工程中,夹紧装置通常用于连接和固定机械零部件,如螺母、螺栓等。
夹紧装置还可以用于连接管道、电线和电缆等。
3. 阻尼作用:夹紧装置可以提供一定的阻尼效果,阻尼装置可以减少由于振动和冲击引起的机械零件的损坏和故障。
在高速运动和高负载条件下,夹紧装置可以减少机械零件的摩擦和振动,延长其使用寿命。
4. 调整作用:夹紧装置还可以用于调整和控制两个物体之间的相对位置和间隙。
在机械装配、校正和调试过程中,夹紧装置可以微调和控制夹紧力,使得两个物体之间达到最佳的连接状态。
总之,夹紧装置是一种可以将两个物体夹紧在一起的装置,它的工作原理主要涉及摩擦、弹性变形和液压原理。
快速夹具工作原理【图解】
面对生产任务的逐年增加,在现有生产条件下,提高生产效率是技术部门不断努力的方向。
机械加工过程要降低成本、提高生产效率,就要从最重要的环节工艺设计及工装准备入手。
机械加工现有生产模式主要体现在工装应用落后,效率低下,工人加工零件时装夹及找正时间长,特别是单件或小批生产频繁更换工装时,大多数时间都是在安装夹具及找正。
实现这一目标的必要措施,就是对现有的夹具进行改造,替换。
在机床上应用组合夹具,快换夹具实现加工的同时,减少了频繁更换夹具及找正时间,对整体的生产效率提高起到非常重要的作用。
一、快换工装设计思路快装夹具的应用比我们常用的电动(或液压)卡盘要方便快捷,夹紧也可靠,而且加工不同的工件,生产准备相对简单并且周期短,只需更换不同的弹簧夹头和定位销轴,重新编制加工程序即可方便快捷地加工出各种所需的工件,从而可以低成本地实现较大规模的自动化生产,为企业节省资金。
图1 快换夹具系统下面本文将介绍经济型数控车床快速安装夹具的设计原理与思路:1、夹紧机构在数控车床的床头箱前端增加快装夹紧机构(见图2),其工作原理:拨叉13在齿条轴的推动下由右向左移动,通过瓦6带动活动套8向左移动,钢球12在活动套8的作用下沿夹具体5的斜面向中心移动,同时钢球12向左挤压夹紧套7,使夹紧套7和锁紧挡圈11向左移动,从而使弹簧夹头10向左移动锁紧工件,工件的轴向定位由定位销9来实现。
当工件加工完后,拨叉13在齿条轴的推动下向右移动,通过瓦6带动活动套8向右移动,从而使弹簧夹头10松开工件,这样工件的加工就完成了。
用户可根据所加工工件的不同来更换不同的弹簧夹头和定位销就可以实现不同工件的加工。
图2 夹紧机构图1-锥套2-定位套3-主轴4-过渡盘5-夹具体6-瓦7-夹紧套8-活动套9-定位销10-弹簧夹头11-锁紧档圈12-钢球13-拨叉14-传动链15-插销螺栓16-带肩螺母2、夹具动力部分夹具动力部分机构见图3:由固定块7和支架3将传动轴2、齿条轴6和回转气缸4等零件固定在车床床头箱前端,与夹紧机构通过拨叉8相连接。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
高速开关阀控制的可变夹紧力夹具袁光明1,2 孙厚芳1 陈光明3摘要 针对恒定夹紧力夹具对零件加工精度的影响,提出一种变夹紧力夹具方案。
该夹具根据切削力的大小,优化分析工件最佳的夹紧点位置及各点的夹紧力,能够自动调整夹紧力的大小,以适应切削力,减少加工系统的切削变形。
采用同工步数字控制技术,实现自适应夹紧功能,采用高速开关阀作为液压系统的动态控制元件控制夹紧力的大小。
关键词:自适应夹具 高速开关阀 变夹紧力中图分类号:T H16 文献标识码:A 文章编号:1671—3133(2005)06—0070—03A a lterable cl am p i n g force f i xture con troll able by h i gh speed on2off va lveY uan Guangm i n g,Sun Houfang,Chen Guangm i n gAbstract Presents a concep tual fra me work of alterable clamp ing f orce fixture considering the effects of an invariable cla mp ing f orce t o the defor mati on accuracy of workp ieces in multi p le2stati on nu merical contr olled manufacturing.A alterable cla mp ing force fixture can aut omatically adjust its cla mp ing force t o adap t t o the cutting f orce t o reduce the cutting def or mati on of machining sys2 te m.Self adap ting cla mp ing was achieved by nu merical contr olled technol ogy according t o different p r ocess step.I n order t o obtain the cla mp ing f orce,high s peed on2off valves are adap ted t o contr ol the hydraulic p ressure syste m.The p r ogress and policy of con2 tr ol of the fixture system are briefly intr oduced.Key words:Self adapti n g f i xture H i gh speed on2off va lve A lterable cl am p i n g force 在夹具的常规设计中,对静态的定位误差和夹紧误差进行较多研究。
然而,对加工过程中因切削力等因素变化而引起的动态误差及其消除方法研究较少。
随着数控技术的普及,经数控加工的零件数量越来越多。
在加工中心上加工零件,其加工特点是一次安装完成多个粗、精工序切削加工。
为了保证零件在不同切削力状态下稳定加工,夹具的夹紧力必须按照最大切削用量确定,这往往造成低刚度、精密零件的夹紧变形。
本文研制的变夹紧力夹具,可以在加工过程中根据切削力的大小相应调整夹紧力的大小,夹紧力与切削力相适应,使夹紧力产生的工件变形达到最小,并采用数字控制技术,实现自适应夹紧的功能。
1 变夹紧力夹具如图1所示为采用高速开关阀控制的夹具变夹紧力控制部分框图,其主要组成有机械装置、液压系统、电气控制系统及控制软件等。
按功能划分,主要由夹紧力优化系统、夹紧力自适应控制系统和夹紧力执行系统等组成。
工件加工前,首先进行计算机三维建模,利用有限元软件对工件三维实体模型进行刚度分析,确定工件刚度的薄弱环节,优化分析其最佳的夹紧点位置及各点的夹紧力。
刚度分析计算的力参数来自工件的NC 加工程序。
切削参数提取模块从NC程序中提取加工用量,由式(1)计算切削力的数值:图1 夹具系统组成F z=a p h m C ssinγ0(1)…………………………………式中,ap为切削深度;hm为切屑厚度;γ为刀具前角;C s为单位横截面上的切削力(N/mm2),由试验求得。
夹紧力自适应控制系统接收夹紧力优化系统输入的夹紧力数据,由夹紧力控制计算机进行数据处理,并输出控制用脉宽调制(Pulse W idth Modulati on,P WM)信号。
压力检测反馈系统检测油缸的实际压力,由计算机对P WM信号进行修正。
夹紧力执行系统完成对工件的夹紧功能。
设计时,采用了液压系统的控制方案,根据控制系统提供的夹紧力大小信息,配用高速开关阀完成压力的实施与控制。
如图2所示为夹具的液压系统原理图。
本夹具系 工艺与工艺装备 统可以控制5路独立的油缸。
图中画出2路。
油缸的油压力由高速开关阀VH 分别独立控制。
为提高压力稳定性,设置蓄能器X 。
油源回路采用定量泵的开式回路,压力控制油路采用卸荷式溢流阀控制回路。
表1所示为液压系统的主要元件列表。
图2 液压系统组成Y 1液压缸 X 1蓄能器 P 1压力变送器 K 1手动开关VH 1高速开关阀 V 13位4通电磁换向阀 YV 1电磁溢流阀表1 液压系统主要元件序号名称型号主要参数生产商1油泵R215B /13TK D-V115流量215L /m in 额定压力45MPaHAW E2三位四通阀NBVP16G -24G 通径6HAW E3高速开关阀HS V 23202C7200Hz贵州红林4压力变送器DT2222MS D -T7输出信号4220mAHAW E5油缸S LLD 292缸径32mm 杆径25mm ENER P AC6蓄能器ACL 2202126c m 3ENER P AC 7溢流阀BF0/250流量12L /m inHAW E 夹具设计时,为方便使用,设置手动和自动两种操作方式。
手动方式主要用于调整和确定系统参数。
当参数确定后,在自动方式下工作,其动作循环是:前进ϖ夹紧ϖ退回ϖ停止。
其电磁铁动作状态如表2所示。
表2 自动方式电磁铁动作状态电磁铁液压缸动作状态前进夹紧退回停止D 0+++-D 1--+-D 2++--D 3--+-D 4++--DH 1P WM P WM P WM -DH 2P WMP WMP WM-2 基于高速开关阀的夹具动态控制高速开关阀是一种快速响应开关式数字电磁阀,是电子与液压器件之间理想的接口元件。
高速开关阀最显著的特点是,能够直接接受数字信号对流体系统的压力或流量进行P WM 脉宽调制。
与液压伺服和比例控制系统相比,高速开关阀控制系统的快速响应及抗污染能力强,体现出更突出的工程适应性。
鉴于高速开关阀的特点,本夹具系统选用HS V 23202C7常开式高速开关阀作为动态控制元件,其动态响应时间开放小于215m s,关闭小于315m s,最大工作频率大于200Hz,其设计寿命不小于109次。
结合夹具工作条件,将其控制流量限制在9L /m in 以下。
211 夹紧的响应及速度控制本系统利用高速开关阀的脉宽调制P WM 方法进行动态响应控制,其响应过程如图3所示。
在一个控图3 系统的动态响应过程制周期t f 内,t dn 是阀打开时的滞后时间,t on 是开启时间,t on -t dn 则为阀芯从开始运动到全部打开的运动时间,即启动信号响应时间。
t df 为关闭滞后时间,t off 为关闭时间,t off -t df 则为阀芯从开始关闭到全闭时的时间,即结束信号响应时间。
滞后时间是决定响应速度的关键因素,滞后时间t on 和t off 越小,则系统的动态响应特性越好。
滞后时间主要是由于阀芯的惯性和摩擦等因素产生的。
另外,由于阀控制线圈是一个感性负载,其电流增加有一个过程,只有当电流值达到一定数值时,作用在阀芯上的力才能推动阀芯产生运动,阀芯从开始运动到运动结束也需要一定的时间,因而滞后现象无法避免。
滞后现象导致阀工作时,产生零位死区和饱和现象。
为了消除或减少阀的时间滞后,系统对滞后时间进行补偿。
首先测定液压系统中阀的实际滞后时间,在决定占空比τ时,对滞后时间加以考虑,预先给调制中的脉冲幅值以某种程度的加宽来抵消滞后时间的影响。
本夹具系统中,设计液压油缸的内径为D,活塞杆直径为d,则系统工作时活塞杆的移动速度为:v =4Qπ(D 2-d 2)(2)………………………………式中,Q 为输入油缸的流量。
流过高速开关阀的平均 工艺与工艺装备 流量Q 为:Q =τCA2Δp ρ(3)……………………………式中,τ为脉冲信号占空比,τ=t p /t f ;t f 为脉冲信号周期;t p 为脉冲宽度;C 为流量系数;A 为阀的流通截面积;Δp 为阀的进油口与控制口压力差;ρ为流体密度。
如果忽略泄漏等因素影响,则Q =Q 。
由式(3)可见,高速开关阀输出的流量与占空比τ成线性关系。
因此本系统在夹紧过程中,只要控制P WM 的占空比,就能调节夹紧的速度。
系统选用西门子P LC 进行控制。
由CP U226模块、E M222继电器输出模块以及E M231模拟量输入模块三个模块组成。
CP U226的Q010和Q011两个输出端能产生最高频率为20kHz 的脉冲,以包络形成P WM 波;E M222模块的各继电器输出端分别接电动机继电器、电磁溢流阀及三位四通阀的各电磁铁;E M231模块接收来自传感器模拟信号,将其反馈到CP U 中处理。
高速开关电磁阀的频率一般在200Hz (周期为01005s )。
在此通过P LC 的高速脉冲输出端口,向高速开关电磁阀输入周期为01005s 而占空比τ不同的P WM 信号,在脉冲宽度调制信号作用时,高速开关阀处于P WM 工作方式。
控制占空比τ在15%~85%之间,则高速开关阀的流量控制范围是1135~7165L /m in,同时使用5个油缸,则能够控制夹紧速度在1411~8013mm /s 。
212 夹紧力控制在夹具的工作过程中,当夹紧元件与工件接触后,需要将控制方式由速度控制改为压力控制方式,即当图4 夹紧控制过程接触工件后,液压系统压力逐渐上升,直到达到设定值。
如图4所示为自适应夹紧力数控夹具控制过程:在开始启动的一段时间t s 内,夹紧机构没有与工件接触,夹紧元件以速度控制方式快速接近工件,当快要接触工件时,转为力控制方式。
为防止突然加压造成工件受到撞击,慢速接近工件进行夹紧,达到设定的大小值。
在进行压力控制时,高速开关电磁阀的控制口可交替地与进油口及回油口相通,相通的时间长短不同,从而达到控制压力高低的目的。