刀柄自动夹紧装置
一种自动旋转夹紧装置[发明专利]
![一种自动旋转夹紧装置[发明专利]](https://img.taocdn.com/s3/m/672d224d178884868762caaedd3383c4bb4cb439.png)
(19)中华人民共和国国家知识产权局(12)发明专利申请(10)申请公布号 (43)申请公布日 (21)申请号 202110092974.7(22)申请日 2021.01.25(71)申请人 太原思宸机械设备有限公司地址 030001 山西省太原市迎泽区劲松路3号中泰广场22楼2213号(72)发明人 翟亚斌 张志强 翟思宸 (74)专利代理机构 太原智慧管家知识产权代理事务所(特殊普通合伙)14114代理人 张洋(51)Int.Cl.B23B 31/16(2006.01)B23B 31/169(2006.01)(54)发明名称一种自动旋转夹紧装置(57)摘要本发明公开了一种自动旋转夹紧装置,包括:一夹紧机构,具有一三爪卡盘和一夹紧驱动机构,所述三爪卡盘与所述夹紧驱动机构连接,所述夹紧驱动机构用于驱动所述三爪卡盘的三个活动卡爪向中心靠近或退出;一旋转机构,与所述三爪卡盘连接,用于驱动所述三爪卡盘转动。
本发明能够在对工件夹紧的同时进行旋转,实现加工过程中的自动化操作,可以满足大工件旋转切割和其他的加工应用场合的连续生产任务并提高加工效率。
权利要求书1页 说明书3页 附图3页CN 112775453 A 2021.05.11C N 112775453A1.一种自动旋转夹紧装置,其特征在于,包括:一夹紧机构,具有一三爪卡盘和一夹紧驱动机构,所述三爪卡盘与所述夹紧驱动机构连接,所述夹紧驱动机构用于驱动所述三爪卡盘的三个活动卡爪向中心靠近或退出;一旋转机构,与所述三爪卡盘连接,用于驱动所述三爪卡盘转动。
2.根据权利要求1所述的一种自动旋转夹紧装置,其特征在于,所述三爪卡盘包括盘体和三个均布的活动卡爪,三个均布的活动卡爪导向部分的下面有螺纹且与盘体上的螺纹相啮合。
3.根据权利要求1所述的一种自动旋转夹紧装置,其特征在于,所述夹紧驱动机构包括连接轴、正转棘轮、反转棘轮、第一齿轮和第一电机、气缸和拔叉,所述连接轴的一端与三爪卡盘固定连接,另一端上固定设有正转棘轮和反转棘轮,所述第一电机的输出轴上设置有与正转棘轮/反转棘轮相啮合的第一齿轮,所述气缸的活塞端设置有拔叉,且所述第一齿轮的一端位于所述拔叉的开口内。
数控机床常用的主传动的机械结构
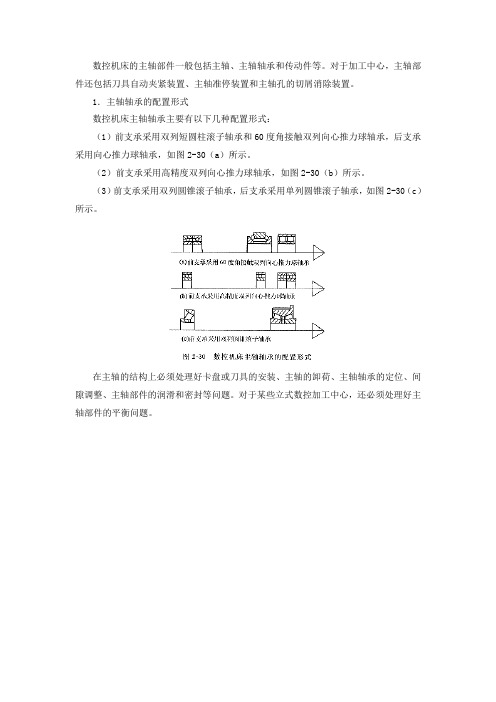
数控机床的主轴部件一般包括主轴、主轴轴承和传动件等。
对于加工中心,主轴部件还包括刀具自动夹紧装置、主轴准停装置和主轴孔的切屑消除装置。
1.主轴轴承的配置形式数控机床主轴轴承主要有以下几种配置形式:(1)前支承采用双列短圆柱滚子轴承和60度角接触双列向心推力球轴承,后支承采用向心推力球轴承,如图2-30(a)所示。
(2)前支承采用高精度双列向心推力球轴承,如图2-30(b)所示。
(3)前支承采用双列圆锥滚子轴承,后支承采用单列圆锥滚子轴承,如图2-30(c)所示。
在主轴的结构上必须处理好卡盘或刀具的安装、主轴的卸荷、主轴轴承的定位、间隙调整、主轴部件的润滑和密封等问题。
对于某些立式数控加工中心,还必须处理好主轴部件的平衡问题。
2.主轴的自动装夹和切屑消除装置在加工中心上,为了实现刀具在主轴上的自动装卸,其主轴必须设计有自动夹紧机构。
例如自动换刀数控立式镗铣床(JCS-018)的主轴部件如图2-31所示。
3.主轴准停装置加工中心的主轴部件上设有准停装置,其作用是使主轴每次都准确地停在固定不变的周向位置上,以保证自动换刀时主轴上的端面键能对准刀柄上的键槽,同时使每次装刀时刀柄与主轴的相对位置不变,提高刀具的重复安装精度,从而可提高孔加工时孔径的一致性。
另外,一些特殊工艺要求,如在通过前壁小孔镗内壁的同轴大孔,或进行反倒角等加工时,也要求主轴实现准停,使刀尖停在一个固定的方位上,以便主轴偏移一定尺寸后,使大刀刃能通过前壁小孔进入箱体内对大孔进行镗削。
目前,主轴准停装置很多,主要分为机械式和电气式两种。
JCS-018加工中心采用电气准停装置,其原理见图2-32。
在带动主轴旋转的多楔带轮1的端面上装有一个厚垫片4,垫片上装有一个体积很小的永久磁铁3,在主轴箱箱体的对应于主轴准停的位置上,装有磁传感器2。
当机床需要停车换刀时,数控装置发出主轴停转的指令,主轴电动机立即降速,在主轴以最低转速慢转几圈、永久磁铁3对准磁传感器2时,磁传感器发出准停信号,该信号经放大后,由定向电路控制主轴电动机停在规定的周向位置上。
夹紧装置的组成和要求

夹紧装置的组成和要求1. 夹紧装置的基本概念说到夹紧装置,咱们不妨先聊聊这个家伙到底是什么。
夹紧装置,顾名思义,就是用来夹紧东西的工具,像是把零件牢牢固定住,让它们不至于“左顾右盼”。
这在各种机械、工业、甚至是日常生活中都挺常见的。
想象一下,如果你在车间里忙活,结果一件零件因为没夹紧而掉了下来,那可真是得不偿失啊!夹紧装置就像是一位忠实的守护者,帮助我们确保每个部件都能乖乖待在该待的地方。
2. 夹紧装置的组成2.1 夹紧元件首先,夹紧装置的核心就是夹紧元件。
这玩意儿可以是螺钉、夹具、甚至是气动装置,真是五花八门。
比如说,螺钉就像个“小老头”,只要你一拧,它就能把零件紧紧抓住,让它动也动不了。
夹具则更像个“铁臂阿童木”,可以灵活调整,适应不同形状的工件。
而气动装置就更牛了,像是一位有超能力的助手,轻松解决各种难题。
2.2 传动装置接下来要提的是传动装置,这可是夹紧装置中不可或缺的一环。
它的作用就是将力传递给夹紧元件,确保夹紧的力量足够。
想象一下,如果你在用力夹东西,但那个“夹子”偏偏不听话,那可就尴尬了!传动装置可以是电动的、手动的,甚至是液压的,像是给夹紧装置加了个“助推器”,让它的力量倍增,稳稳地把零件锁住。
3. 夹紧装置的要求3.1 稳定性说到夹紧装置的要求,首先要提的就是稳定性。
夹紧装置得有足够的稳定性,才能确保工件在加工过程中不发生位移。
要知道,一旦发生位移,后果可就不堪设想了,简直是“雪上加霜”。
稳定性不仅仅是技术上的要求,更是对生产效率的保证,毕竟,谁也不想花了大把时间精力,最后却得到了个“歪瓜裂枣”的结果。
3.2 可操作性除了稳定性,夹紧装置的可操作性也得跟上。
想想看,如果这个夹紧装置使用起来繁琐得像个古董,那可真是让人头疼。
可操作性就是要简单明了,用户一看就懂,轻松上手。
这就像是一个好朋友,不需要你费劲心思去理解,轻轻松松就能搞定。
设计得合理的夹紧装置,不仅能节省时间,还能提高工作效率,真是一举两得。
JCS018加工中心研究特选
行业实操
17
五、典型部件结构(3)
自动换刀装置(ATC)(2)
刀套下转90° 本机床的刀库位于立柱左侧,刀具在 刀库中的安装方向与主轴垂直,如图7-24所示。换刀 之前,刀库2转动将待换刀具5送到换刀位置,之后把 带有刀具5的刀套4向下翻转90°,使得刀具轴线与主 轴轴线平行。
具有自动装卸刀具的机械手 在加工中心机床上 刀具的自动更换,多数借助机械手来进行。
具有主轴准停机构、刀杆自动夹紧松开机构和 刀柄切屑自动清除装置 这是加工中心机床主轴 部件中三个主要组成部分,也是加工中心机床 能够顺利地实现自动换刀所需具备的结构保证。
具有自动排屑、自动润滑和自动报警的系统等。
行业实操
28
五、典型部件结构(9)
机械手结构 (3)
抓刀动作结束时,齿条17上的挡环12压下位置开关14, 发出拔刀信号,于是液压缸15的上腔通压力油,活塞 杆推动机械手臂轴16下降拔刀。在轴16下降时,传动 盘10随之下降,其下端的销子8插入连接盘5的销孔中, 连接盘5和其下面的齿轮4也是用螺钉联接的,它们空 套在轴16上。当拔刀动作完成后,轴16上的挡环2压 下位置开关1,发出换刀信号。这时液压缸20的右腔 通压力油,活塞杆推着齿条19向左移动,使齿轮4和 连接盘5转动,通过销子8,由传动盘带动机械手转 180°,交换主轴上和刀库上的刀具位置。
轨迹控制方式
直线/圆弧方式或空间直线/螺旋方式
纸带代码
EIA/ISO
程序格式
写地址式可变程序段
脉冲当量
0.001㎜/脉冲
JCS018A加工中心结构
加工中心结构及附件2.1.1 主传动系统1.对加工中心主轴系统的要求加工中心主轴系统主要由主轴动力、主轴传动、主轴组件等部分组成。
由于加工中心相对一般的数控铣床来说必须具有更高的加工效率,更宽的使用范围,更高的加工精度,因此,它的主轴系统必须满足如下要求:(1)具有更大的调速范围并实现无级变速(2)具有较高的精度与刚度,传动平稳,噪声低(3)良好的抗振性和热稳定性(4)具有刀具的自动夹紧功能2.主轴电动机与传动1)主轴电动机加工中心常用的主轴电动机有交流调速和交流伺服电动机两种。
交流调速电动机通过改变电动机的供电频率可以调整电动机的转速,这种电动机成本较低,但不能实现电动机轴的径向准确定位。
交流伺服主轴电动机是一种高效能的主轴驱动电动机,这种电动机轴不但能实现任意径向的定位,还能以大转矩实现微小角度的转动。
2)主轴传动系统低速主轴常采用齿轮变速机构或同步带构成主轴的传动系统,从而可增强主轴的驱动力矩,适应主轴传动系统性能与结构。
图2-1为VPl050加工中心的主轴传动结构。
主轴转速范围为10 r/min~4000r/min。
当滑移齿轮3处于下位时,主轴在10~1200r/min间可实现无级变速。
当数控加工程序要求较高的主轴转速时,PLC根据数控系统的指令,主轴电动机自动实现快速降速,在主轴转速低于10r/min时,滑移齿轮3向上滑移,当达到上位时,主轴电动机开始升速,使主轴转速达到程序要求的转速。
高速主轴要求在极短时间内实现升降速,在指定位置快速准停,这就要求主轴具有很高的角加速度。
通过齿轮或传动带这些中间环节,常常会引起较大振动和较大噪声,而且增加了转动惯量。
为此将主轴电动机与主轴合二为一,制成电主轴,实现无中间环节的直接传动,是主轴高速单元的理想结构。
目前电主轴的转速可达到120000r/min~80000r/min;有的电主轴的最高主轴转速甚至能达到120000r/min。
图2-1 VP1050加工中心的主轴传动机构1-主轴驱动电动机 2、5-主轴齿轮 3-滑移齿轮 4、6-从动齿轮3.加工中心主轴组件加工中心主轴组件包括主轴、主轴轴承、传动件、密封件、自动夹紧装置、主轴定向装置和主轴锥孔清理装置等结构。
加工中心刀柄结构说明

在主轴+刀柄+刀具这样的一个系统中, 刀柄是影响同心度和动平衡一个关键 环节,千万不能将它当成一般的部件 来看待。随着主轴转速的增加,刀柄 的选择对于加工的影响将显得越来越 重要。
Two Face Contact & HSK holders/两面接触HSK刀柄
•Centrifugal force from fast spindle speeds can cause the tool holder to retract when the spindle and holder touch only along the taper. •Two-face contact at the spindle interface can solve this problem. HSK is a widely used tool holder design that features two-face contact
•对于仅仅是锥度连接的刀夹系统来说, 当主轴在高速旋转的情况下,因为主轴 本身锥孔的膨胀,而主轴和刀柄的连接 又仅仅是通过锥度面连接,此时刀柄受 到拉力的影响会有一个回缩。 •两面接触的连接方式有助于解决该问 题。HSK即是被广泛使用的一种两面 接触的刀夹系统。
Two Face Contact Holders/两面接触刀柄
•同心度测量如右图,通 过调整刀夹的中心轴线 与主轴的中心轴线重合 来调整痛心度。 •好的同心度控制可以确 保所有切削刃在各个方 向上有均匀的加工量
Balance/动平衡
Balance measures the distribution of weight of the tool and tool holder together. A perfectly balanced tool / tool holder combination would not generate any centrifugal force as it spins. But in reality, some part of this combined weight will be unbalanced. The unbalance will produce a vibration at a frequency equal to the spindle RPM. If the unbalance amount is small, this vibration will also be small.
强力刀柄锁紧原理
强力刀柄锁紧原理
刀柄锁紧是指在使用刀具时,将刀柄与刀身紧密地固定在一起,以保证切削的稳定性和安全性。
强力刀柄锁紧原理是一种常见的锁紧方式,其原理如下:
首先,在刀柄和刀身之间设置一个锁紧装置,通常是一个螺纹套筒,它可以将刀柄固定在刀身上。
然后,通过内部的锁紧机构,使螺纹套筒紧密地压缩在一起,从而使刀柄和刀身之间产生足够的摩擦力,以防止切削力的影响导致刀柄松动。
强力刀柄锁紧原理的优点是:可以提供稳定的切削效果,防止刀柄松动,并且可以适应多种切削条件。
当然,它也有一些缺点,比如需要特殊的工具来进行安装和拆卸,一些操作也需要较高的技能水平。
总之,强力刀柄锁紧原理是一种非常实用和常见的锁紧方式,它可以有效地提高工作效率和安全性。
- 1 -。
数控机床原理、结构与维修资源
图3-21 THK6380型自动换刀数控铣镗床的主传动系统
5.主轴部件的润滑与密封
良好的润滑效果可以降低轴承的工作温度和延长使用寿命。密封不仅要 防止灰尘屑末和切削液进人,还要防止润滑油的泄漏。
(1) 主轴轴承润滑方式 1) 油脂润滑方式 目前在数控机床的前支承 轴承上上最常用的润滑方式。 2) 油液循环润滑 有G A MET轴承的主轴, 后支承上采用这种润滑方式。图3-23 恒温冷却 主轴箱。
图3-28 液压驱动动力自定心夹盘
图3-29 编码器
图3-30 常用弹性联轴器
【 实例3-4 】TND360数控车床主轴部件
如图3-32所示为TND360数控车床主轴部件,其主轴为空心主轴,内 孔用于通过长的棒料,直径可达60mm, 也可用于通过气动、液压夹紧 装置(动力夹盘)。主轴前端的短圆锥面及其端面用于安装卡盘或拨盘。 主轴前后支承都采用角接触球轴承。
图3-8
(2)电主轴的基本参数与结构特点
1)电主轴的基本参数 电主轴的基本参数和主要规格包括: 套简直径、最高转速、输出功率、计算转速、计算转速转矩 和刀具接口等。 2)电主轴的结构特点 ①机械结构最为简单,转动惯量小,因而快速响应性好, 能实现极高的速度、加(减)速度和定角度的快速准停(C轴控 制)。 ②通过采用交流变频调速或磁场矢量控制的交流主轴驱动 装置,输出功率大,调速范围宽,并有比较理想的转矩一功 率特性。 ③可以实现电主轴部件的模块化、标准化和系列化生产。
[学习导引示例]
VMC-15加工中心的主传动系统及典型结构
图3-1VMC-15加工中心,工作台行程X/Y/Z:20/16/20;主轴转速: 150~7500r/ min;定位精度:+ 0.0002;主电动机功率 11.2 kW。
数控机床技术中的刀柄夹紧力分析与调整
数控机床技术中的刀柄夹紧力分析与调整在数控机床技术中,刀柄夹紧力的正确分析和调整对于保证加工质量和提高加工效率至关重要。
刀柄夹紧力是指将刀具固定在数控机床主轴上的力,它直接影响了加工过程中切削力的传递和工件表面的质量。
本文将从数控机床技术的角度,对刀柄夹紧力的分析与调整进行探讨。
首先,我们来分析刀柄夹紧力的作用。
刀柄夹紧力通过夹紧装置将刀具与主轴连接,以确保切削过程中刀具的稳定使用。
刀柄夹紧力的大小应能够保证刀具不发生位移和振动,从而保证加工过程中的精度和表面质量。
如果刀柄夹紧力过大,会导致刀具变形、损坏甚至主轴过载;如果刀柄夹紧力过小,会影响切削过程的稳定性和加工效果。
因此,正确分析和调整刀柄夹紧力对于提高加工质量和效率非常重要。
其次,我们来详细分析刀柄夹紧力的影响因素。
刀柄夹紧力的大小受到多种因素的影响,主要包括刀具的材料和形状、夹紧装置的结构和刚度、工件的材料和形状、切削条件等。
刀具的材料和形状对刀柄夹紧力有显著影响,一般来说,刀具的刚性越高,需要的夹紧力就越大。
夹紧装置的结构和刚度也是决定刀柄夹紧力的重要因素,要选择合适的夹紧方式和装置,并保证其刚度和稳定性。
工件的材料和形状对刀柄夹紧力也有一定影响,不同材料和形状的工件需要适当调整刀柄夹紧力。
切削条件,例如进给速度、切削深度和切削速度等,也会对刀柄夹紧力产生影响,需要根据具体情况进行调整。
接下来,我们来讨论刀柄夹紧力的调整方法。
首先是正确选择夹紧装置。
不同的加工要求需要不同类型的夹紧装置,如弹簧夹紧装置、油压夹紧装置等。
选择合适的夹紧装置可以确保刀具在加工过程中的稳定性和精度。
其次是根据加工要求和刀具特性调整刀柄夹紧力。
一般情况下,夹紧力应适中,既要保证刀具的稳定性,又要避免过大的夹紧力对主轴和刀具造成不利影响。
可以通过试切、实验和经验总结等方法来确定合适的刀柄夹紧力。
另外,刀柄夹紧力还可以通过改变夹紧装置的结构参数和调整夹紧装置的刚度来进行调整。
刀柄夹紧刀具的工作原理
刀柄夹紧刀具的工作原理
刀柄夹紧刀具是一种常用的装配方式,用于固定刀具在刀柄上的位置,以便进行切削加工。
其主要工作原理可以概括为以下几个步骤:
1. 刀具加工:首先,刀具需要经过刀具加工工艺,将刀具的切削部分加工出来。
2. 刀柄设计:根据刀具形状和加工要求,设计刀柄的形状和尺寸。
刀柄的设计要考虑到刀具的稳定性、刀柄和刀具的连接方式以及切削力的传递等因素。
3. 刀柄夹紧机构:刀柄夹紧机构是用于夹紧刀具的装置,通常由夹紧螺母、夹紧套、弹簧等组成。
通过旋紧螺母,夹紧套可以固定在刀柄上,并将刀具紧固在刀柄上。
4. 刀具安装:将刀具插入刀柄套孔中,并调整刀具位置,使刀具的切削部分与工件接触。
5. 螺母旋紧:通过旋紧螺母,使夹紧套夹紧住刀具。
在旋紧过程中,螺母会产生压力,夹紧套会向刀具施加力,将刀具固定在刀柄上。
6. 加工操作:在刀具安装完成后,可以进行切削加工。
由于刀具被夹紧在刀柄上,所以切削力可以直接传递给刀柄,提高了切削的稳定性和精度。
7. 刀具更换:当需要更换刀具时,只需要松开螺母,取下夹紧套,即可拆卸刀具。
然后可以安装新的刀具,重复上述步骤进行夹紧。
综上所述,刀柄夹紧刀具的工作原理是通过夹紧机构将刀具固定在刀柄上,以便进行切削加工。
这种装配方式具有简单、可靠、易于操作的特点,被广泛应用于各种切削加工中。