锅炉本体焊口检测一览表无损检测
锅炉安装检验资料目录及表格
表 1.3
06
现场设备、工业管道焊接工艺及验收规范
07
低压锅炉用无缝钢管
08
焊条质量管理规程
09
质量管理和质量保证
10
焊接名词术语
GBJ236-82 GB3087-82 JB3223-83 GB/T1030 GB3375-82
11
锅炉压力容器焊工考试规则
劳动人事部
12
锅炉压力容器安全监察条例》实施细则
实测横向 (mm)
002 基础平面标高偏差
+0
+100
-20
003 外形 基础上平面外形尺寸 ±20
+20
尺寸 凸台上平面外形尺寸 -20
-18
凹坑外形尺寸 004 基础平面的不水平度
005 竖向偏差
006 预 埋 地 脚 标高 螺栓 中心距
+20 5/每米:全高 ≤20 5/每米:全高 ≤20 +20 -0 ±2
五、 本资料由安装单位填写,至少三份分别送建设单位和锅炉检验单位 各一份,其余由安装单位自留存档。各表签证必须齐全否则无效。 填写时应正楷字录入,登入资料的数据应准确可靠,诉述简明扼要。 施工过程中用表可参照本资料另行复制。
安装检验资料
编号 1.0 1.1 1.2 1.3
1.4 1.5 1.6 1.7 1.8 1.9 1.10
20gb3087焊接部位锅炉本体对流管束牌号名称规格烘干温e430332100150e430325100150按gb5023597焊接方法焊接设备电源极性坡口加工焊接层次焊接材料气体流量lmin焊接电流电弧电压焊接速度mm分喷嘴直径mm种类规格射线探伤数量smawbx315交流手工机械底层3210011024265080超声波探伤数量smawbx315交流手工机械填充层3211012524265080工艺评定报告编号hp200409smawbx315交流手工机械表层2511012524265080编制批准山东xx工程有限公司卡编号本卡一式三联一编制存根二技术资料存档三焊工水冷壁焊接检验记录焊接工艺卡建设单位山东xx化工有限公锅炉型号shl35157aii制造单位无锡xx锅炉有限公司出厂编号yl029513结构简图技术要求20gb3087焊接部位锅炉本体对流管束牌号名称规格烘干温保温时间he430332100150e430325100150检验按gb5023597焊接方法焊接设备电源极性加工焊接层次焊接材料气体流量lmin焊接电流电弧电压焊接速度mm分喷嘴直径mm种类规格射线探伤数量25smawbx315交流手工机械底层329010024265080超声波探伤数量smawbx315交流手工机械填充层3210011024265080工艺评定报告编号hp200403smawbx315交流手工机械表层2511012524265080编制批准山东xx工程有限公司卡编号本卡一式三联一编制存根二技术资料存档三焊工水冷壁焊接检验记录焊接工艺卡建设单位山东xx化工有限公司锅炉型号shl35157aii制造单位无锡xx锅炉有限公司出厂编号yl029513结构简图技术要求20gb3087焊接部位锅炉本体对流管束牌号名称规格烘干温e430332100150e430325100150按gb5023597焊接方法焊接设备电源极性坡口加工焊接层次焊接材料气体流量lmin焊接电流电弧电压焊接速度mm分喷嘴直径mm规格射线探伤数量smawbx315直流手工机械底层329010024265080超声波探伤数量smawbx315直流手工机械填充层3210011024265080工艺评定报告编号hp200404smawbx315直流手工机械表层2511012524265080编制审批山东xx工程有限公司卡编号本卡一式三联一编制存根二技术资料存档水冷壁焊
《锅炉安全技术监察规程》TSGG0001-2012简称新锅规.

缝熔敷金属及热影响区夏比V 型缺口室温冲击试验;(3)焊接试件的材料为合金钢时,A 级锅炉锅筒的对接焊缝,工作压力大于或者等于9.8MPa 或者壁温大于450℃的集箱类部件、管道的对接焊缝,A 级锅炉锅筒、集箱类部件上的管接头的角焊缝,在焊接工艺评定时应当进行金相检验4.3.2.3 试验结果评定附加要求(1)全焊缝金属拉力试样的试验结果应当满足母材规定的抗拉强度R m 或者屈服强度R p0.2;(2)金相检验发现有裂缝、疏松、过烧和超标的异常组织之一者,即为不合格;仅因有超标的异常组织而不合格者,允许检查试件再热处理一次,然后取双倍试样复验(合格后仍须复验力学性能),全部试样复验合格后才为合格4.3.2.3 焊接工艺评定文件(1)施焊单位应当按照产品焊接要求和焊接工艺评定标准编制用于评定的焊接工艺指导书(PWPS),经过焊接工艺评定试验合格,形成焊接工艺评定报告(PQR),制订焊接工艺规程(WPS)后才能进行焊接;(2)焊接工艺评定完成后,焊接工艺评定报告和焊接工艺规程应当经过制造单位焊接责任工程师审核,技术负责人批准后存入技术档案,保存至该工艺评定失效为止,焊接工艺评定试样至少应当保存5年4.3.3 焊接作业 4.3.3.1 基本要求(1)受压元件焊接作业应当在不受风、雨、雪等影响的场所进行,采用气体保护焊施焊时应当避免外界气流干扰,当环境温度低于0℃时应当有预热措施;(2)焊件装配时不得强力对正,焊件装配和定位焊的质量符合工艺文件的要求后才能进行焊接。
4.3.3.2 氩弧焊打底 下列部位应当采用氩弧焊打底:(1)立式锅壳锅炉下脚圈与锅壳的连接焊缝; (2)有机热载体锅炉管子、管道的对接焊缝; (3)油田注汽(水、油)锅炉管子的对接焊缝。
(4)A 级高压以上锅炉,锅筒和集箱、管道上管接头的组合焊缝,受热面管子的对接焊缝、管子和管件的对接焊缝,结构允许时应当采用氩弧焊打底4.3.3.3 受压元件对接(1)锅筒(锅壳)纵、环缝两边的钢板中心线应当对齐,锅筒(锅壳)环缝两侧的钢板不等厚时,一般应当采用中心线对齐,也允许一侧的边缘对齐;(2)名义壁厚不同的两元件或者钢板对接时,两侧中任何一侧的名义边缘厚度差值若超过本规程4.3.4.4规定的边缘偏差值,则厚板的边缘应当削至与薄板边缘平齐,削出的斜面应当平滑,并且斜率不大于1:3,必要时,焊缝的宽度可以计算在斜面内,参见图4-1;图4-1 不同厚度钢板(元件的对接)4.3.3.4 焊缝边缘偏差锅筒(锅壳)纵、环向焊缝以及封头 (管板)拼接焊缝或者两元件的组装焊缝的装配应当符合以下规定:(1)纵缝或者封头(管板)拼接焊缝两边钢板的实际边缘偏差值不大于名义板厚的10%,且不超过3mm ;当板厚大于100mm 时,不超过6mm ;(2)环缝两边钢板的实际边缘偏差值 (包括板厚差在内)不大于名义板厚的15%加1mm ,且不超过6mm ;当板厚大于100mm 时,不超过(a)纵缝(b)环缝δ—名义边缘偏差;t 1—薄板厚度;t 2—厚板厚度;L —削薄的长度。
TSG_G7001-2004锅炉安装监督检验规则

锅炉安装监督检验规则Boiler Installation Supervision Inspection Regulation中华人民共和国国家质量监督检验检疫总局颁布2004年6月23日目录第一章总则 (1)第二章安装监督检验的程序、项目和要求 (1)第三章附则 (3)附件 1 锅炉安装监督检验大纲 (4)附件 2 整装锅炉安装监督检验项目表 (11)附件 3 散装锅炉安装监督检验项目表 (13)附件 4 特种设备监督检验工作联络单 (19)附件 5 特种设备监督检验工作意见通知书 (20)附件 6 锅炉安装监督检验证书 (21)锅炉安装监督检验规则第一章总则第一条为了加强锅炉安装过程的监督管理,规范锅炉安装监督检验工作,保证锅炉的安全性能,根据《特种设备安全监察条例》(以下简称《条例》)的有关规定,制定本规则。
第二条凡是在中华人民共和国境内安装《条例》规定范围内的锅炉,其安装过程应当按照本规则的规定进行监督检验。
第三条本规则规定的安装监督检验,是指锅炉安装过程中,在安装单位自检合格的基础上,由国家质量监督检验检疫总局(以下简称国家质检总局)核准的检验检测机构(以下简称监检机构)对安装过程进行的强制性、验证性的法定检验。
第四条锅炉安装监督检验工作的依据是《蒸汽锅炉安全技术监察规程》、《热水锅炉安全技术监察规程》、《有机热载体炉安全技术监察规程》、《工业锅炉安装工程施工及验收规范》、《电力建设施工及验收技术规范(锅炉机组篇)》、《机械设备安装工程施工及验收规范》以及其他相关安全技术规范、国家标准和行业标准。
第五条各级质量技术监督部门负责监督本规则的实施。
第二章安装监督检验的程序、项目和要求第六条安装单位在从事安装施工前,应当按照《条例》和相关安全技术规范的规定,在向锅炉使用地的直辖市或者设区的市级质量技术监督部门书面告知后,向当地承担相应范围的监检机构申请监督检验,并附以下资料(或者复印件)各一份:(一)特种设备安装改造维修告知书;(二)施工合同;(三)施工计划。
各类型焊缝的可用无损检测方法汇总表
各类型焊缝的可用无损检测方法汇总表
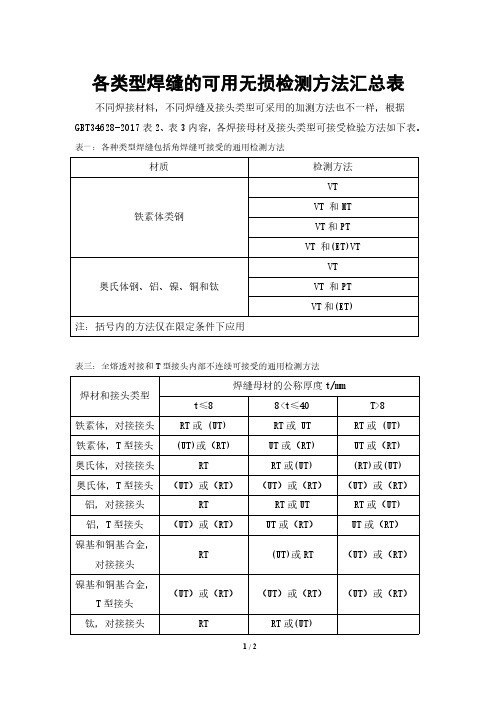
不同焊接材料,不同焊缝及接头类型可采用的加测方法也不一样,根据GBT34628-2017表2、表3内容,各焊接母材及接头类型可接受检验方法如下表。
表一:各种类型焊缝包括角焊缝可接受的通用检测方法
材质检测方法
铁素体类钢
VT
VT和MT
VT和PT VT和(ET)VT
奥氏体钢、铝、镍、铜和钛
VT
VT和PT VT和(ET)
注:括号内的方法仅在限定条件下应用
表三:全熔透对接和T型接头内部不连续可接受的通用检测方法
焊材和接头类型
焊缝母材的公称厚度t/mm
t≤88<t≤40T>8
铁素体,对接接头RT或(UT)RT或UT RT或(UT)
铁素体,T型接头(UT)或(RT)UT或(RT)UT或(RT)
奥氏体,对接接头RT RT或(UT)(RT)或(UT)奥氏体,T型接头(UT)或(RT)(UT)或(RT)(UT)或(RT)铝,对接接头RT RT或UT RT或(UT)铝,T型接头(UT)或(RT)UT或(RT)UT或(RT)镍基和铜基合金,
对接接头
RT(UT)或RT(UT)或(RT)镍基和铜基合金,
T型接头
(UT)或(RT)(UT)或(RT)(UT)或(RT)钛,对接接头RT RT或(UT)
钛,T型接头(UT)或(RT)UT或(RT)注:括号内的方法仅在限定条件下应用。
华能威海电厂三期660MW机组锅炉安装中的无损检测
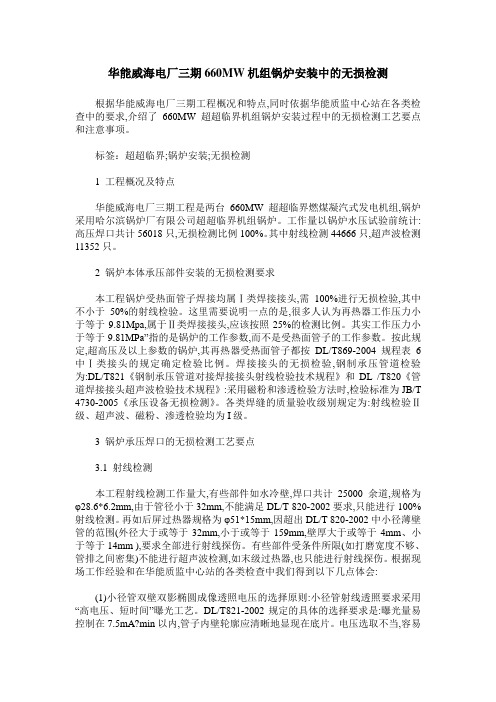
华能威海电厂三期660MW机组锅炉安装中的无损检测根据华能威海电厂三期工程概况和特点,同时依据华能质监中心站在各类检查中的要求,介绍了660MW超超临界机组锅炉安装过程中的无损检测工艺要点和注意事项。
标签:超超临界;锅炉安装;无损检测1 工程概况及特点华能威海电厂三期工程是两台660MW超超临界燃煤凝汽式发电机组,锅炉采用哈尔滨锅炉厂有限公司超超临界机组锅炉。
工作量以锅炉水压试验前统计:高压焊口共计56018只,无损检测比例100%。
其中射线检测44666只,超声波检测11352只。
2 锅炉本体承压部件安装的无损检测要求本工程锅炉受热面管子焊接均属Ⅰ类焊接接头,需100%进行无损检验,其中不小于50%的射线检验。
这里需要说明一点的是,很多人认为再热器工作压力小于等于9.81Mpa,属于Ⅱ类焊接接头,应该按照25%的检测比例。
其实工作压力小于等于9.81MPa”指的是锅炉的工作参数,而不是受热面管子的工作参数。
按此规定,超高压及以上参数的锅炉,其再热器受热面管子都按DL/T869-2004规程表6中Ⅰ类接头的规定确定检验比例。
焊接接头的无损检验,钢制承压管道检验为:DL/T821《钢制承压管道对接焊接接头射线检验技术规程》和DL /T820《管道焊接接头超声波检验技术规程》:采用磁粉和渗透检验方法时,检验标准为JB/T 4730-2005《承压设备无损检测》。
各类焊缝的质量验收级别规定为:射线检验Ⅱ级、超声波、磁粉、渗透检验均为I级。
3 锅炉承压焊口的无损检测工艺要点3.1 射线检测本工程射线检测工作量大,有些部件如水冷壁,焊口共计25000余道,规格为φ28.6*6.2mm,由于管径小于32mm,不能满足DL/T 820-2002要求,只能进行100%射线检测。
再如后屏过热器规格为φ51*15mm,因超出DL/T 820-2002中小径薄壁管的范围(外径大于或等于32mm,小于或等于159mm,壁厚大于或等于4mm、小于等于14mm ),要求全部进行射线探伤。
锅炉检查项目表
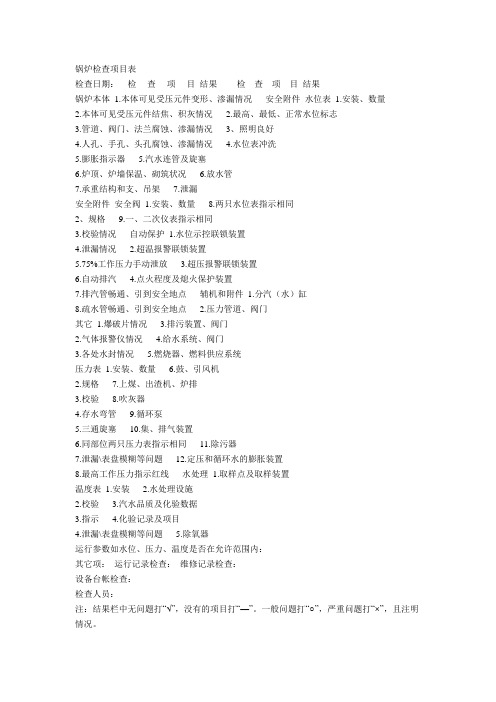
锅炉检查项目表检查日期:检查项目结果检查项目结果锅炉本体 1.本体可见受压元件变形、渗漏情况安全附件水位表 1.安装、数量2.本体可见受压元件结焦、积灰情况 2.最高、最低、正常水位标志3.管道、阀门、法兰腐蚀、渗漏情况3、照明良好4.人孔、手孔、头孔腐蚀、渗漏情况 4.水位表冲洗5.膨胀指示器 5.汽水连管及旋塞6.炉顶、炉墙保温、砌筑状况 6.放水管7.承重结构和支、吊架7.泄漏安全附件安全阀 1.安装、数量8.两只水位表指示相同2、规格9.一、二次仪表指示相同3.校验情况自动保护1.水位示控联锁装置4.泄漏情况 2.超温报警联锁装置5.75%工作压力手动泄放 3.超压报警联锁装置6.自动排汽 4.点火程度及熄火保护装置7.排汽管畅通、引到安全地点辅机和附件1.分汽(水)缸8.疏水管畅通、引到安全地点 2.压力管道、阀门其它 1.爆破片情况 3.排污装置、阀门2.气体报警仪情况 4.给水系统、阀门3.各处水封情况 5.燃烧器、燃料供应系统压力表 1.安装、数量 6.鼓、引风机2.规格7.上煤、出渣机、炉排3.校验8.吹灰器4.存水弯管9.循环泵5.三通旋塞10.集、排气装置6.同部位两只压力表指示相同11.除污器7.泄漏\表盘模糊等问题12.定压和循环水的膨胀装置8.最高工作压力指示红线水处理1.取样点及取样装置温度表 1.安装 2.水处理设施2.校验3.汽水品质及化验数据3.指示4.化验记录及项目4.泄漏\表盘模糊等问题5.除氧器运行参数如水位、压力、温度是否在允许范围内:其它项:运行记录检查:维修记录检查:设备台帐检查:检查人员:注:结果栏中无问题打“√”,没有的项目打“—”。
一般问题打“○”,严重问题打“×”,且注明情况。
火力建设工程锅炉水压试验前监督检查
火力建设工程锅炉水压试验前监督检查1总则1.0.1锅炉水压试验前监督检查范围为锅炉本体水压试验范围的全部承重结构、承压部件、支吊系统以及参加水压试验的临时系统等。
2监督检查前应具备的条件2.0.1锅炉钢结构、承压部件、受热面、连接管、附属管道及其附件、水压试验系统隔离的临时管道及封堵已安装并验收签证。
2.0.2受监焊口全部检验合格。
2.0.3试验用水水质满足要求。
2.0.4水压试验范围内的楼梯、平台、栏杆、沟道盖板等齐全,通道畅通,照明充足。
2.0.5水压临时系统和设备已安装完,并经检验合格。
临时上水和升压系统冲洗完,并办理验收签证。
3责任主体质量行为的监督检查2.1建设单位2.1.1工程采用的专业标准清单已审批。
2.1.2按规定组织施工图会检,按合同约定组织设备制造商进行技术交底并指导安装、处理设备缺陷。
2.1.3对锅炉设备组织了设备监造,并提供了设备监造报告。
2.1.4以下主要技术文件、资料已收集齐全:(1)锅炉产品出厂质量证明文件;(2)锅炉安装和使用说明书;(3)锅炉热力计算书、承压部件强度计算书;(4)承压部件设计修改技术资料;(5)锅炉基础沉降观测资料。
2.1.5组织进行本阶段工程建设有关质量强制性标准(强制性条文)实施情况的检查。
2.2设计单位3.2.1设计更改文件完整,手续齐全。
3.2.2设计图纸交付进度能保证连续施工。
3.2.3按规定进行设计技术交底并参加施工图会检。
3.2.4设计代表到位,处理问题及时。
3.2.5进行了本阶段工程实体质量与设计的符合性确认。
3.2.6本阶段工程建设有关质量强制性标准(强制性条文)已执行。
3.3监理单位3.3.1监理人员专业配备及数量符合合同约定,资格满足要求;人员变更手续符合相关规定。
4.3.2检测设备、计量工器具配置满足需要,经检定(校准)合格且在有效期内。
5.3.3按照施工质量验收范围划分表完成规定的验收工作。
6.3.4按规定对设定的工程质量控制点进行巡视、平行检验或旁站。
电站锅炉安装中无损检测抽查及光谱分析抽查要求

电站锅炉安装中无损检测抽查及光谱分析抽查要求
1、锅炉部件、外购材料
核查合金钢材料及焊口光谱分析记录,并对合金钢管材进行不少于5%的光谱分析抽查;
2、锅筒、集箱(包括减温器)安装焊接质量
核查焊接接头热处理后的硬度检查记录,必要时进行实际抽查(现场对焊接接头进行热处理时);
对合金钢材料的焊接接头,核查光谱分析记录或报告,并进行光谱分析抽查,对于额定蒸发量小于670t/h的锅炉,抽查比例不少于5%;
3、受热面部件(包括水冷壁、过热器、再热器、省煤器等)安装焊接质量
对照射线布片图,对每种有合金钢焊接接头的部件进行无损检测抽查,现场随机抽查不少于1%的合金钢焊接接头;
必要时,对热处理后的焊接接头及热影响区进行硬度抽查;
对合金钢材料的焊接接头,核查光谱分析记录,并进行光谱分析抽查,对于额定蒸发量小于670t/h的锅炉,抽查比例不少于5%;
4、压力管道(包括主蒸汽管道、再热热段管道、再热冷段管道、给水管道以及锅炉本体主要管道(包括给水分配管、饱和蒸汽连接管、过热蒸汽连接管、再热蒸汽连接管、减温水管等))的安装焊接质量
核查合金材料部件的光谱分析报告,并对不少于1%的焊接接头进行光谱分析抽查;
对照射线布片图或超声波检测位置图,进行无损检测的抽查(每种管道抽查不少于1%的焊接接头);
必要时,对热处理后的焊接接头及热影响区进行硬度抽查。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊口总数射线超声锅炉顶棚
DBA 1021020φ57×7mm SA-213T12100%102490896%锅炉顶棚
DBB 1021020φ57×7mm SA-213T12100%102295598%锅炉顶棚
DBC 1021020φ57×7mm SA-213T12100%102198399%锅炉顶棚
DBD 1021020φ57×7mm SA-213T12100%102399097%锅炉低过
DGA 306204102φ51×8mm SA-213T12100%204821752196%锅炉低过
DGB 3063060φ51×6.5mm 15CrMoG 100%91871907499.20%锅炉低过
DGC 3063060φ51×6.5mm SA-210C/SA-213T12100%9187908399.20%锅炉低过
DGD 318106212φ51×6.5mm SA-210C/SA-213T13100%10601015100%锅炉顶棚
DP 3683680φ60×6.5mm SA-210C 100%390143631396.40%锅炉低再
DZ-1306204102φ70×5mm SA-213T22100%20471732496.50%锅炉低再
DZ-23063060φ70×5mm SA-213T22100%3062302299.30%锅炉低再
DZ-33063060φ70×5mm SA-213T12100%3066294698%锅炉低再
DZ-43063060φ70×5mm SA-213T12100%30652851698.60%锅炉分离器
FBC 2402400φ38×6mm SA-210C 100%2405230597.90%锅炉分离器
FBD 1201200φ38×6mm SA-210C 100%1203114397.50%锅炉分离器
FBE 2422420φ38×6mm SA-210C 100%2424233598.30%锅炉分离器
FBF 2402400φ38×6mm SA-210C 100%2401235499.80%锅炉分离器
FBG 1201200φ44.5×6mm SA-210C 100%12001200100%锅炉分离器
FBH 1201200φ44.5×6mm SA-210C 100%1201116399.10%锅炉分离器
FBI 1201200φ44.5×6mm SA-210C 100%1202115398.30%锅炉分离器
FBJ 1201200φ44.5×6mm SA-210C 100%12001200100%锅炉分离器
FRA 1291290φ63.5×8mm SA-210C 100%1294122396.80%锅炉分离器
FRB 1291290φ63.5×8mm SA-210C 100%1295120496.10%锅炉高过
GD 24240φ60×7mm 12CrlMoVG 100%240222100%锅炉高过
GE 12120φ51×7mm 12CrlMoVG 100%12093100%锅炉高过
GF 2342340φ51×8.5mm 12CrlMoVG 100%23452082197.80%锅炉高过
GH 24240φ51×10mm 12CrlMoVG 100%240240100%锅炉高再
GZC 12120φ60×7mm 12CrlMoVG 100%120111100%锅炉后包墙
HBA 1021020φ57×7mm SA-213T12100%102294698%锅炉后包墙
HBB 1021020φ57×7mm SA-213T12100%102295598%锅炉后包墙
HBC 1021020φ57×7mm SA-213T12100%102199299%锅炉后水
HSA 2282280φ60×6.5mm SA-210C 100%228812081296.40%锅炉后水
HSB 2282280φ60×6.5mm SA-210C 100%22821221599.10%锅炉后水
HSC 2282280φ60×6.5mm SA-210C 100%22852121197.80%锅炉后水
HSD 2282280φ60×6.5mm SA-210C 100%22831933298.60%锅炉后水
HSF 1521520φ60×6.5mm SA-210C 100%152********%锅炉前包墙
QBA 1021020φ57×7mm SA-213T12/12Cr1MoVG 100%1020984100%锅炉前包墙
QBB 1021020φ57×7mm SA-213T12/12Cr1MoVG 100%102195699%锅炉前包墙
QBC 1021020φ57×7mm SA-213T12100%1020993100%锅炉汽水引出管
QC 13440134φ159×18mm SA-106C 100%24002400100%锅炉前水
QHL 1141140φ51×10mm SA-210C 100%34203393100%锅炉前水
QS-12362360φ60×6.5mm SA-210C 100%2363227698.70%锅炉前水
QSB 2282280φ60×6.5mm SA-210C 100%22831
221498.60%锅炉前水QSC 3083080φ60×6.5mm SA-210C 100%30822921499.30%二次返修片数I级片数II片数一次合格率规格材质检测比例一次拍片总数一次返修片数锅炉本体焊口检测一览表
焊口检测分布检件名称
管线号。