无损检测收费标准
无损检测收费标准
无损检测收费标准Company Document number:WTUT-WT88Y-W8BBGB-BWYTT-19998无损检测收费标准一、射线检测项目检测费(元/片)X射线 80γ射线 100注:(1)用X射线检测时,若透照厚度大于20mm,每增加5mm,每张片加收10元;(2)γ源全景曝光或X射线周向中心曝光时,每张片减收20%。
二、超声波检测项目检测费钢板(元/米2) 90复合钢板(元/米2) 110锻件(元/米2) 130焊缝(元/米) 70注:(1)探测件厚度小于12mm时,加收20%;(2)双面检测时,双面收费;(3)有色金属工件、奥氏体钢锻件及高压螺栓加收100%;孔槽较多的锻件,加收50%;角焊缝加收30%;(4)不锈钢堆焊层,按复合钢板收费标准加收50%;(5)缺陷自身高度测定,每处缺陷收费300元。
(6)不足1平方米按1平方米计,不足1立方米按1立方米计。
三、磁粉检测项目检测费焊缝(元/米) 60锻件(元/米2) 100钢板(元/米2) 100杆状件(元/根) 30注:(1)用油做悬浮剂或用荧光磁粉时加收50%;用其它非黑色磁粉时,加收20%;(2)管道焊缝加收50%;(3)螺栓检测加收50%。
(4)不足1平方米按1平方米计,不足1立方米按1立方米计。
四、渗透检测项目检测费焊缝(元/米) 80面状检测面(元/米2) 130注:(1)水洗法减收50%;荧光法加收50%;(2)钢管焊缝收费:DN≤100mm的单个焊口,其焊缝长度按0.5m计;DN>100mm以上的焊口,直径每增加100mm,折合焊缝增加1m。
(3)不足1平方米按1平方米计,不足1立方米按1立方米计。
五、电磁检测项目检测费(元/米)收费标准 60注:检测长度不足1米按1米计。
六、声发射检测项目检测费(元/三个探头)收费标准 500注:每增加一对探头,加收50%。
七、热像 / 红外检测项目检测费(元/米)收费标准 500注:检测长度不足1米按1米计。
无损检测项目收费标准
米
10
检测长度不足l米的按1米计收
钢丝绳(直径Φ20~60)
42
其它理化项目
铁素体含量
点
15
缺陷照相
张
50
蠕变测量
点
300
1、需携设备外出进行无损检测的,加收出机台班费:金相分析均为200元/台班,内窥镜检测、光谱分析、声发射检验、应力测试均为800元/台班,磁粉、渗透探伤均为150元/台班,
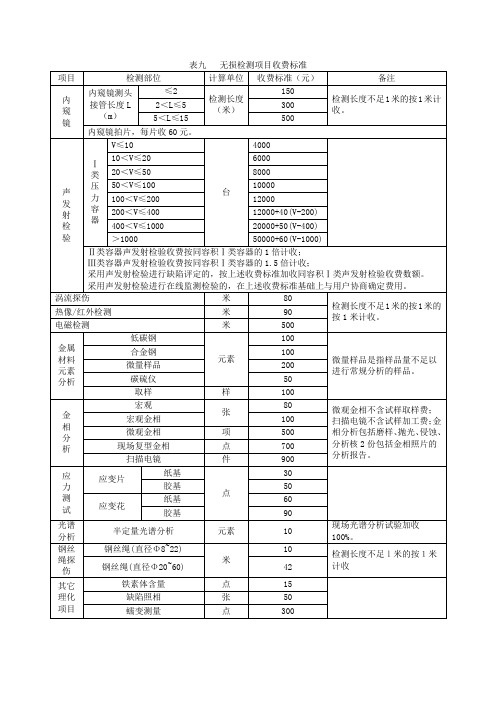
表九 无损检测项目收费标准
项目
检测部位
计算单位
收费标准(元)
备注
内
窥
镜
内窥镜测头接管长度L(m)
≤2
检测长度(米)
150
检测长度不足1米的按1米计收。
2<L≤5
300
5<L≤15
500
内窥镜拍片,每片收60元。
声
发
射
检
验
Ⅰ
类
压
力
容
器
V≤10
台
4000
10<V≤20
6000
20<V≤50
8000
50<V≤100
采用声发射检验进行在线监测检验的,在上述收费标准基础上与用户协商确定费用。
涡流探伤
米
80
检测长度不足1米的按1米的按1米计收。
热像/红外检测
米
90
电磁检测
米
500
金属材料元素分析
低碳钢
元素
100
微量样品是指样品量不足以进行常规分析的样品。
合金钢
100
微量样品
200
碳硫仪
50
取样
样
100
金
相
无损检测项目收费标准
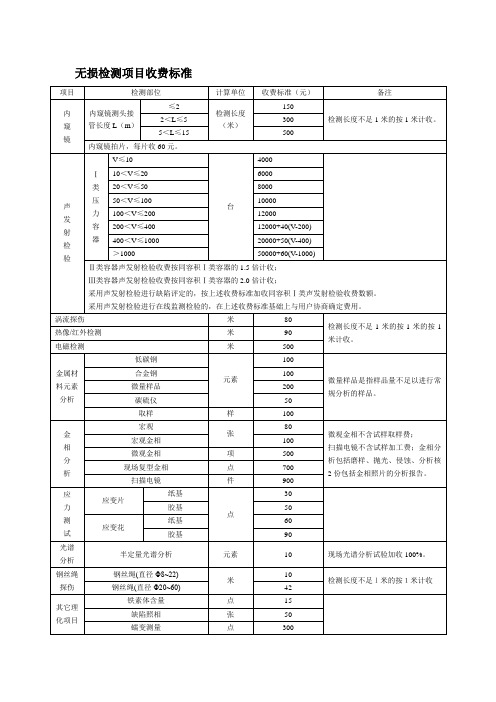
无损检测项目收费标准项目 检测部位计算单位 收费标准(元)备注内 窥 镜内窥镜测头接管长度L (m )≤2 检测长度(米)150 检测长度不足1米的按1米计收。
2<L ≤5 300 5<L ≤15500内窥镜拍片,每片收60元。
声 发 射 检 验Ⅰ 类 压 力 容 器V ≤10 台400010<V ≤20 6000 20<V ≤50 800050<V ≤100 10000 100<V ≤200 12000200<V ≤400 12000+40(V-200) 400<V ≤1000 20000+50(V-400) >100050000+60(V-1000)Ⅱ类容器声发射检验收费按同容积Ⅰ类容器的1.5倍计收; Ⅲ类容器声发射检验收费按同容积Ⅰ类容器的2.0倍计收;采用声发射检验进行缺陷评定的,按上述收费标准加收同容积Ⅰ类声发射检验收费数额。
采用声发射检验进行在线监测检验的,在上述收费标准基础上与用户协商确定费用。
涡流探伤 米 80 检测长度不足1米的按1米的按1米计收。
热像/红外检测 米 90 电磁检测米500 金属材料元素分析低碳钢元素 100 微量样品是指样品量不足以进行常规分析的样品。
合金钢 100 微量样品 200 碳硫仪 50 取样样 100 金 相 分 析 宏观 张 80 微观金相不含试样取样费; 扫描电镜不含试样加工费;金相分析包括磨样、抛光、侵蚀、分析核2份包括金相照片的分析报告。
宏观金相 100 微观金相 项 500 现场复型金相 点 700 扫描电镜件 900 应 力 测 试 应变片纸基 点 30胶基 50 应变花纸基 60 胶基90 光谱 分析 半定量光谱分析 元素 10 现场光谱分析试验加收100%。
钢丝绳探伤 钢丝绳(直径Φ8~22) 米 10 检测长度不足l米的按1米计收钢丝绳(直径Φ20~60)42 其它理化项目铁素体含量 点 15缺陷照相 张 50 蠕变测量点3001、需携设备外出进行无损检测的,加收出机台班费:金相分析均为250元/台班,内窥镜检测、光谱分析、声发射检验、应力测试均为1000元/台班,磁粉、渗透探伤均为150元/台班,2、在有毒、易燃、窒息、助燃介质的环境中检测,在上述标准基础上加收30%。
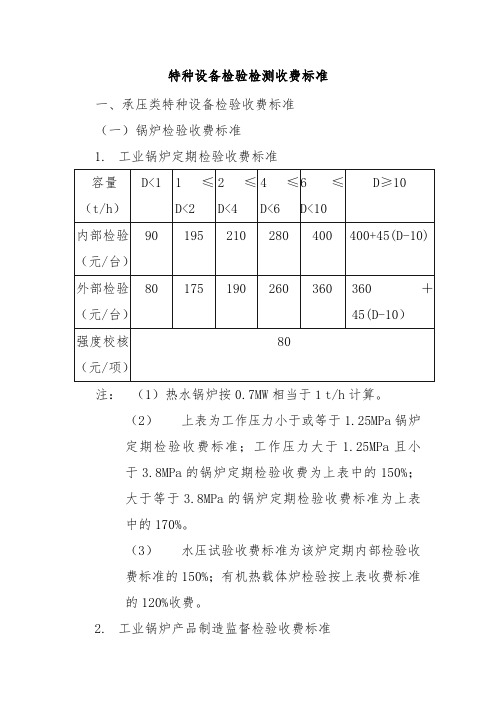
特种设备检验检测收费标准
注:(1)特种设备焊接作业实作考核费不含试件及其他实验项目费用;
(2)表中未涵盖的特种设备作业人员项目,考核费参照锅炉作业项目收费标准执行。
六、说明
(一)需要登高(或地下)检验(不含制造监督检验)工作的业务(电梯检验除外),其工作位置最高点≥ 3米或最低点≤ -3米(以土建基础±0为基准,下同)的,加收20%的检验费;其工作位置最高点≥ 7米或最低点≤-7米的,加收30%的检验费;其工作位置最高点≥ 7米或最低点≤ -7米后每递增4米或递减4米,加收5%的检验费;因工作位置加收的检验费最高不超过60%(电站锅炉不超过40%)。
进入有毒、易燃、易爆介质的设备内检验,或接触粉尘、高温、噪声、有毒有害环境检验的,加收20%的检验费。
(二)检验检测过程中对发现问题的特种设备(电站锅炉、气瓶除外),在处理和整改后,若再进行检验检测时,按不超过收费标准的10%收取复检费。
(三)承压类特种设备检验收费,涉及按百分比收费的,均以产品出厂价格(不
含辅机附属设备)或工程总造价(含设备造价、设备施工费、保温)为计费基价,安装监督检验收费计费基价为非含税价;
耐压试验、气密性试验所需介质费用由受检单位承担;无损检测、理化检测和壁厚测定等项目按本收费标准的相关条款执行;其它检验检测收费标准由双方协商议定。
(四)受检单位对检验报告有异议的,在规定的期限内可提出复检,其检验
费由责任方承担。
山东省物价局关于山东省特种设备检验检测收费标准

关于特种设备检验检测收费标准等有关问题的通知鲁价费发〔2012〕61号省质监局:根据《山东省特种设备安全监察条例》和省财政厅、物价局《关于特种设备检验检测收费有关问题的批复》(鲁财综〔2009〕85号)规定,现将特种设备检验检测收费标准及有关问题通知如下:一、你局所属检验检测机构开展的特种设备法定检验检测收费属行政事业性收费,具体收费标准见附件。
二、依法取得资质的检验检测机构开展用户自愿委托服务收费属经营服务性收费,检验检测机构应与委托单位签订自愿委托协议,按不高于附件的规定收取费用。
三、检验检测机构对特种设备实施定期检验,应严格按照国家规定的安全技术检验规程、范围和周期进行,不得擅自缩短检验周期、增加检验频次,不得重复检验、重复收费。
四、检验检测机构收费作为行政事业性收费管理的,收费单位应到同级物价部门办理《收费许可证》申领或变更手续,实行亮证收费,票据使用和资金管理执行省财政厅的有关规定;作为经营服务性收费管理的,使用税务票据,照章纳税。
检测机构要按规定实行收费公示,自觉接受有关部门和社会的监督。
五、本通知自2012年7月1日起执行,有效期至2014年6月30日。
省物价局、省财政厅、原省劳动和社会保障厅鲁价费发〔2000〕208号同时废止。
附件:山东省特种设备检验检测收费标准二〇一二年六月八日主题词:特种设备检验收费通知抄送:各市物价局、财政局。
附件:山东省特种设备检验检测收费标准注:(1)表中D为锅炉额定蒸发量,t/h为锅炉蒸发量单位,热水锅炉容量按0.7MW相当蒸汽锅炉1t/h换算,余热锅炉按受热面积30m2折算为1t/h换算;(2)锅炉辅机及附件主要是与安全有关的给水设备、汽水管道、水处理设备、电控设备及其附件;(3)内部检验周期一般为2年1次,外部检验及锅炉辅机、附件检验一般为1年1次,水压试验一般为6年1次。
2.安装、改造、维修监督检验整装锅炉(包括组装锅炉)安装质量监督检验费按该产品出厂监督检验收费的50%计费;散装锅炉安装质量监督检验费按该产品出厂监督检验费的85%计费。
无损检测收费标准

90元/件
不含试样加工费
冲击
常温
70元/件
时效
150元/件
低温
120元/件
压扁、扩口
70元/件
金属材料元素分析
常规常量元素
100元/样
微量元素
200元/样
取样
100元/样
金相分析
金相
实验室
500元/点
1、金相分析包括磨样、抛光、侵蚀、两份报告(包括照片)。2、制样包括分割、镶嵌。
现场
700元/点
CNG气瓶
100元/只
杆状件
30元/根
非索道用钢丝绳磁力探伤
2元/米
渗透检测
焊缝
80元/米
(1)水洗法减收50%;荧光法加收50%。(2)不足1平方米按1平方米计,每条焊缝长度不足1米按1米计。
面状检测
130元/平方米
电磁检测
60元/米
检测长度不足1m按1m计。
声发射检测
500元/三个探头
每增加一对探头,加收50%。
无损检测收费标准
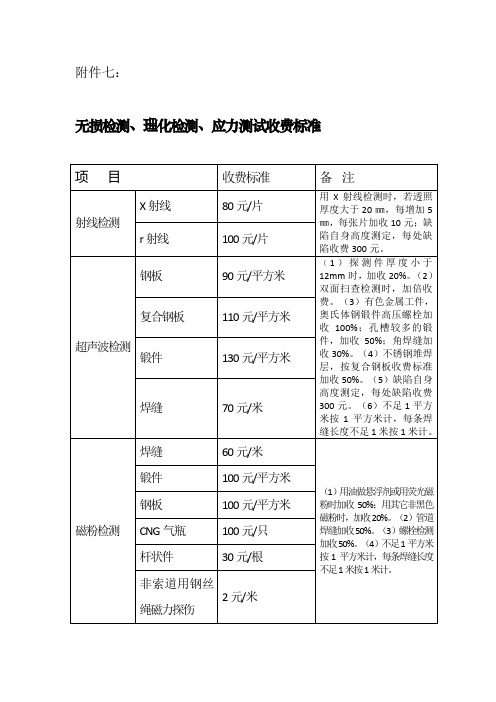
附件七:
无损检测、理化检测、应力测试收费标准
项 目
收费标准
备 注
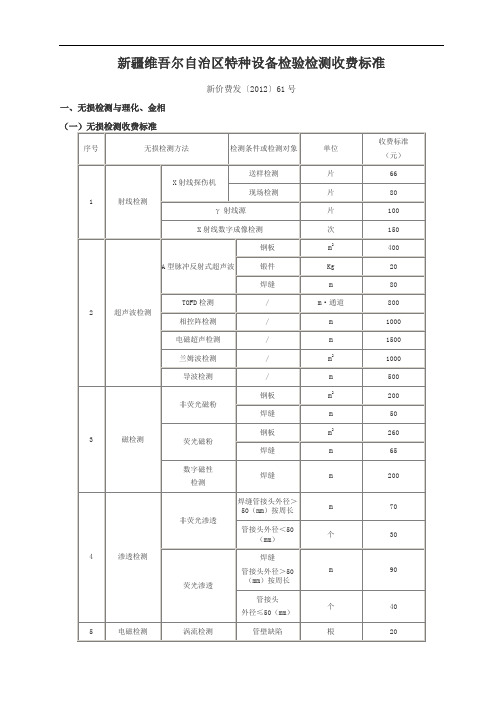
射线检测
X射线
80元/片
用X射线检测时,若透照厚度大于20㎜,每增加5㎜,每张片加收10元;缺陷自身高度测定,每处缺陷收费300元。
r射线
100元/片
超声波检测
钢板
90元/平方米
(1)探测件厚度小于12mm时,加收20%。(2)双面扫查检测时,加倍收费。(3)有色金属工件,奥氏体钢锻件高压螺栓加收100%;孔槽较多的锻件,加收50%;角焊缝加收30%。(4)不锈钢堆焊层,按复合钢板收费标准加收50%。(5)缺陷自身高度测定,每处缺陷收费300元。(6)不足1平方米按1平方米计,每条焊缝长度不足1米按1米计。
新疆维吾尔自治区特种设备检验检测收费标准
注:现场光谱分析加收100%,检测费低于2000元的按2000元收取,其他各项检测费低于500元的按500元收取。
二、附则
(一)上述法定检验检测收费应严格按照本通知及国家相关安全技术规范规定的检验周期进行。
(二)特种设备在安装、修理、改造后经检验不合格及定期检验不合格需进行复检的,收费标准按相应检验费的20%收取。
同年度内或同一次改造、重大维修的仅限收取第一次的复检费用,复检费用由责任方承担。
对新安装、改造或重大维修的特种设备已收取相关监督检验费用的,同年度内不得再收取定检费用。
特种设备的零配件更换、维修费用据实收取。
(三)新安装、改造或重大维修的电梯、游乐设施、客运索道监督检验收费按定期检验标准的1.2倍收取,费用由安装、改造或维修单位缴纳。
(四)检验现场的准备与清理工作费用由受检单位支付,如:除锈、除垢、管道、系统隔离,炉墙、保温层、容器衬垫的拆装,脚手架的搭拆,耐压试验、气密试验所需介质,盛装易燃、有毒或窒息性介质的容器检验前的置换、中和、消毒、清洗等。
(五)检验费中不包括无损检测、理化、金相费用,检测费按照相应标准另行收取。
在高温、粉尘环境中检验,或需接触、进入有毒、易燃、易爆介质设备的,检验费加收20%。
(六)检验人员到达现场后,因受检单位原因不能开展工作的,受检单位应向检验单位支付误工补偿费,具体标准由双方协商确定。
检验机构到驻地以外县(市)检验的,其交通、食宿费用由受检单位承担。
无损检测收费标准
90元/件
不含试样加工费
冲击
常温
70元/件
时效
150元/件
低温
120元/件
压扁、扩口
70元/件
金属材料元素分析
常规常量元素
100元/样
微量元素
200元/样
取样
100元/样
金相分析
金相
实验室
500元/点
1、金相分析包括磨样、抛光、侵蚀、两份报告(包括照片)。2、制样包括分割、镶嵌。
现场
700元/点
附件七:
无损检测、理化检测、应力测试收费标准
项 目
收费标准
备 注
射线检测
X射线
80元/片
用X射线检测时,若透照厚度大于20㎜,每增加5㎜,每张片加收10元;缺陷自身高度测定,每处缺陷收费300元。
r射线
100元/片
超声波检测
钢板
90元/平方米
(1)探测件厚度小于12mm时,加收20%。(2)双面扫查检测时,加倍收费。(3)有色金属工件,奥氏体钢锻件高压螺栓加收100%;孔槽较多的锻件,加收50%;角焊缝加收30%。(4)不锈钢堆焊层,按复合钢板收费标准加收50%。(5)缺陷自身高度测定,每处缺陷收费300元。(6)不足1平方米按1平方米计,每条焊缝长度不足1米按1米计。
复膜
100元/点
制样
100元/样
其它理化
项目
光谱定量分析
20元/元素
铁素体含量
20元/点
缺陷照相
50元/张
应力测试
应变片
纸基
30元/点
胶基
50元/点
应变花
纸基
60元/点
胶基
90元/点
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
90元/件
不含试样加工费
冲击
常温
70元/件
时效
150元/件
低温
120元/件
压扁、扩口
70元/件
金属材料元素分析
常规常量元素
100元/样
微量元素
200元/样
取样
100元/样
金相分析
金相
实验室
500元/点
1、金相分析包括磨样、抛光、侵蚀、两份报告(包括照片)。2、制样包括分割、镶嵌。
现场
700元/点
附件七:
无损检测、理化检测、应力测试收费标准
项 目
收费标准
备 注
射线检测
X射线
80元/片
用X射线检测时,若透照厚度大于20㎜,每增加5㎜,每张片加收10元;缺陷自身高度测定,每处缺陷收费300元。
r射线
100元/片
超声波检测
钢板
90元/平方米
(1)探测件厚度小于12mm时,加收20%。(2)双面扫查检测时,加倍收费。(3)有色金属工件,奥氏体钢锻件高压螺栓加收100%;孔槽较多的锻件,加收50%;角焊缝加收30%。(4)不锈钢堆焊层,按复合钢板收费标准加收50%。(5)缺陷自身高度测定,每处缺陷收费300元。(6)不足1平方米按1平方米计,每条焊缝长度不足1米按1米计。
复合钢板
110元/平方米
锻件
130元/平方米
焊缝
70元/米
磁粉检测
焊缝
60元/米
(1)用油做悬浮剂或用荧光磁粉时加收50%;用其它非黑色磁粉时,加收20%。(2)管道焊缝加收50%。(3)螺栓检测加收50%。(4)不足1平方米按1平方米计,每条焊缝长度不足1米按1米计。
锻件
100元/平方米
钢板
100元/平方米
复膜
100元/点
制样
100元/样
其它理化
项目
光谱定量分析
20元/元素
铁素体含量
20元/点
缺陷照相
50元/张
应力测试
应变片
纸基
30元/点
胶基
50元/点
应变花
纸基
60元/点
胶基
90元/点
注:以上项目是根据《检验规程》规定,需要进行检测时的项目。
CNG气瓶
100元/只
杆状件
30元/根
非索道用钢丝绳磁力探伤
2元/米
渗透检测
焊缝
80元/米
(1)水洗法减收50%;荧光法加收50%。(2)不足1平方米按1平方米计,每条焊缝长度不足1米按1米计。
面状检测
130元/平方米
电磁检测
60元/米
检测长度不足1m按1m计。
声发射检测
500元/三个探头
每增加一对探头,加收50%。
续表:
项 目
收费Hale Waihona Puke 准备 注热像/红外检测
500元/米
检测长度不足1m按1m计。
内窥镜检测
200元/米
(1)若需拍片,每片收50元。(2)检测长度不足1m按1m计。
测厚检测
4元/点
(1)检测DN800mm以下管件时,加收50%。(2)使用高温探头时,检测费加收100%。
硬度检测
10元/点
机械性能试验收费标准