电子枪介绍
电子枪工作原理
电子枪工作原理
电子枪是一种常见的电子器件,广泛应用于电子显像管、激光设备和电子束器件中。
它的工作原理基于电子的发射和聚焦。
电子枪内部由一个热阴极和若干个电子透镜组成。
热阴极通常使用钨材料,通过加热使其发射电子。
这是由于当钨材料受到加热时,会激发其内部电子的能量,使一部分电子克服钨表面的能垒,从而被发射出来。
当电子从热阴极发射出来后,经过电子透镜的聚焦作用,使其形成一个紧密的电子束。
电子透镜通常由一系列电磁透镜组成,通过控制透镜的电流,可以调整电子束的聚焦程度和偏转方向。
在电子枪中,还需要使用束流控制系统来调整电子束的强度和位置。
这通常通过调节热阴极的加热电流、电子透镜的电流以及束流偏转磁场的强度来实现。
总之,电子枪通过热阴极的热释电子、电子透镜的聚焦作用和束流控制系统的调节,实现了对电子束的产生、聚焦和控制,从而可以广泛应用于各种电子器件中。
电子枪介绍汇总.

电子枪束流引出
灯丝电源
引出电源
+
加速电源
+
测束法拉第筒
A
电子枪试验台架
电子枪寿命
灯丝质量:与材料本身和加工工艺有关。 运行参数: 2400~2500K,发射率:150mA/cm2, 阴极效率:0.5mA/W 真空度: 要求足够高的真空度,10-6Pa。真空差,灯丝表面 易氧化,逸出功增大,必须提高工作温度,从而影响寿 命,提前老化。当阴极的直径变细10%,一般视为寿命 终止。 正离子轰击,阴极材料溅射。
电子枪工作原理—电子引出和成形
在工作温度下,阴极不断发射电子,电子在阴极附近 堆积起来,形成电子云。当引出电极加正电压时,电场对 电子云中的电子产生拉力,部分电子从电子云中被拉出, 并被栅极和引出电极间电场加速成形,随引出电压增加, 越来越多的电子脱离电子云层被加速,当引出电压足够大, 电子云层完全消散,这时,再增加吸极电压,电子流也不 再增大。此时,达到了该温度下的饱和电流,只有增加阴 极温度才能增大引出电流。 当阴极温度一定时,随吸极电压增加,引出电流并不 完全饱和,而是随吸极电压增加缓慢上升,此时,达到了 该温度下的饱和电流,只有增加阴极温度才能增大引出电 流。
je 发射电流密度(或称发射率),单位:A/cm2 a 常数(与材料有关), 对钨丝:当工作温度为2500K时 a=0.5A/cm2 T 绝对温度(K) eφ 逸出功,单位:电子伏(eV), 就是使电子逸出阴极所需的最少能量 对于钨:为4.55eV k 波尔兹曼常数,等于8.62×10-5 eV/K 它表明热电子发射与发射体的温度和电子逸出功有密切关系。因此 我们可以通过调节阴极温度,也就是调节灯丝加热电流大小,来控制加 速器束流的大小。
流的大小,达到调节束流强度的目的。
5第一节 电子枪和静电聚焦原理
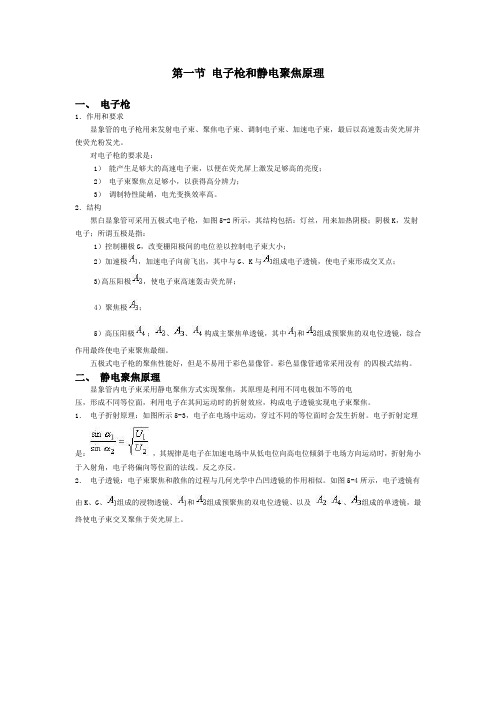
第一节电子枪和静电聚焦原理一、电子枪1.作用和要求显象管的电子枪用来发射电子束、聚焦电子束、调制电子束、加速电子束,最后以高速轰击荧光屏并使荧光粉发光。
对电子枪的要求是:1)能产生足够大的高速电子束,以便在荧光屏上激发足够高的亮度;2)电子束聚焦点足够小,以获得高分辨力;3)调制特性陡峭,电光变换效率高。
2.结构黑白显象管可采用五极式电子枪,如图5-2所示,其结构包括:灯丝,用来加热阴极;阴极K,发射电子;所谓五极是指:1)控制栅极G,改变栅阳极间的电位差以控制电子束大小;2)加速极,加速电子向前飞出,其中与G、K与组成电子透镜,使电子束形成交叉点;3)高压阳极,使电子束高速轰击荧光屏;4)聚焦极;5)高压阳极;、、构成主聚焦单透镜,其中和组成预聚焦的双电位透镜,综合作用最终使电子束聚焦最细。
五极式电子枪的聚焦性能好,但是不易用于彩色显像管。
彩色显像管通常采用没有的四极式结构。
二、静电聚焦原理显象管内电子束采用静电聚焦方式实现聚焦,其原理是利用不同电极加不等的电压,形成不同等位面,利用电子在其间运动时的折射效应,构成电子透镜实现电子束聚焦。
1.电子折射原理:如图所示5-3,电子在电场中运动,穿过不同的等位面时会发生折射。
电子折射定理是:,其规律是电子在加速电场中从低电位向高电位倾斜于电场方向运动时,折射角小于入射角,电子将偏向等位面的法线。
反之亦反。
2.电子透镜:电子束聚焦和散焦的过程与几何光学中凸凹透镜的作用相似。
如图5-4所示,电子透镜有由K、G、组成的浸物透镜、和组成预聚焦的双电位透镜、以及、组成的单透镜,最终使电子束交叉聚焦于荧光屏上。
电子枪 说明
目录ELECRTRON BEAM1.概要----------------------------------------------------------------------------------------------------4 2.结构---------------------------------------------------------------------------------------------------6 3.入口---------------------------------------------------------------------------------------------------7 4.操作---------------------------------------------------------------------------------------------------9 5.维修--------------------------------------------------------------------------------------------------10 6.其他--------------------------------------------------------------------------------------------------12ELECTRON BEAM POWER SUPPLY1.概要--------------------------------------------------------------------------------------------------15 2.仕樣--------------------------------------------------------------------------------------------------18 3.结构--------------------------------------------------------------------------------------------------26 4.电路动作说明--------------------------------------------------------------------------------------27 5.操作--------------------------------------------------------------------------------------------------34 6.维修检查 / 故障对策----------------------------------------------------------------------------38 7.外型图-----------------------------------------------------------------------------------------------42-HANIL VACUUM MACHINE Co., Ltd.由于本设备使用高电压发生电路,应充分注意. 尤其交换电子枪的灯丝,电源内部的维修/检查时一定要把电源(NFB)断绝(OFF)一下。
大功率电子枪的应用
真空电子焊接分部是巴顿电焊所主要的骨干部 门之一,为前苏联、中国、东欧、日本、美国、 德国、英国、韩国的航空航天、机械及汽车制 造、仪器仪表等行业总共生产了800台以上真 空电子束焊接系统和整套装备,领先开发了合 金钢、铝合金、钛合金、铜合金等多种材料焊 深从0.1到400mm直线及空间曲线焊缝的真空 电子束焊接工艺。
BS-EBM Series
技术指标
电子束焊接
国外在大功率、精密焊接电子枪上应用的轰击 式阴极方面已做了大量工作。乌克兰、俄罗斯、 日本 等国家现已成功地应用于实际生产,其 中以乌克兰的巴顿电焊研究所最为突出
巴顿焊接研究所是隶属于乌克兰国家科学院的 一个综合性应用技术研究所,成立于1934年 。该所自成立以来一直重视焊接基础理论研究 和研究成果的实际应用, 已形成了非常完善 且具有自己独特风格的科研体制,并取得了大 量的具有世界先进水平的技术成果。
巴顿真空电子束焊接设备业已形成完整系列, 分外置枪(定枪)与内置枪(动枪);分高压 (120KV,150KV)及中压(60KV),常用 电子枪如下表:
PATON真空电子束焊机技术 2000年,巴顿电焊所推出了第十代真空电子 束焊接设备,得到美国及德国市场的认可及高 度评价。
国内现状
素有“点铁成金”美誉的北京长城钛金公司再 添“金手指”。一种最新型的冷阴极高压辉光 放电型大功率电子枪,在该公司研制成功。这 种新型电子枪采用冷阴极,取消了传统的钨丝 结构,枪体本身不需要抽真空,结构简单,操 作方便,使用寿命长,成本仅为进口同类电子 枪的30%。该项目的研究成功,不但填补了国 内该技术领域的空白,也标志着我国电子束真 空熔炼技术取得重大突破,达到国际先进水平。 目前,该技术已经被北京市科委认定为高技术 重点扶持项目。
电子枪特性教材

电子枪电气特性 课程大纲
一、电子枪结构简介 二、基本电子光学理论 三、电子枪的基本原理 四、电子枪各极功能
五、电子枪主要电气特性
一、电子枪结构简介
一、电子枪结构简介
枪座
热丝 阴极
G1
G2 G3 G4 G5 G6 收敛极杯 定型弹片
热 丝
阴 极
二、基本电子光学理论 1.电场强度与电位:
(2)、COEK变化取决於阴极结构、阴极/G1热膨胀系数。(热丝ON时,
热传导方向:阴极G1G2)
五、电子枪主要特性
调白平衡:x:283,y:297,ΔY:30FL ;如左下图所示Thermal离异, R枪爬高,就会造成白平衡无法调到 : x:283,y:297, ΔY:30FL
五、电子枪主要特性
於成形、抗水性抗碳化、机械张力强、抗下线扭曲与震动寿命长等优
点,其属正常温度系数,即温度愈高,电阻俞高。 4、测试条件: 加额定电压6.3V,至少1分钟,判定标准:305±10mA.
五、电子枪主要特性
5、影响因素: (1)、热丝冷电阻(30℃)偏上下限。 (2)、热丝绝缘Coating 不佳或重量不符,一二三层分别为AL2O3-W-AL2O3, 第二层重量愈重,IF愈高,第三层重量愈重,IF愈低。 (3)、热丝氧化,If愈高,应注意封合温度、抽气真空度。 (4)、热丝脚高度,焊接至Heater TAT位置。
图 一:屏幕 亮斑
图 二:G5-G6管项蓝光
五、电子枪主要特性
(二). EWT(EMISSION WARM UP TIME)阴极受热电流上升的时间 A.定义: 阴极受到热丝间接加热后,会因热离子发射电子原理而发射电流,在既 定条件下,到达某一时间,规定最小的电流。 B.目的: (1).热丝与阴极组合是否最适化。 (2).判定阴极处理是否良好的最基本简易方式。 (3).与画面显现快慢有极大的关系。 C.测试的条件: (1).EF:6.3V/EKG1 BIASED=0V/EC2=250V=EC3。 (2).测试前冷却2~3HRS效果更好。 (3).EF/EC2/EC3/EB与IK的关系。 (4).TK与IK的关系。 D.影响因素: (1).阴极温度偏(设计/EF/IF)。 (2).阴极时效不足。 (3).阴极气毒(或受潮)。 (4).热丝插入度不足。 (5).H/K设计不佳。 (6).阴极COATING密度/厚度/纯度。
电子枪原理

电子枪原理引言电子枪是一种利用电子流进行发射的装置,常用于电子显微镜、电子束刻蚀机等科学研究和工业制造领域。
本文将介绍电子枪的基本原理和工作方式。
电子枪的构成一个典型的电子枪由以下几个主要部分组成: 1. 阴极:产生电子流的地方,通常由热阴极或冷阴极构成。
2. 阴极加热器:用于加热热阴极,使其释放电子。
3. 加速电极:加速电子的速度以及控制电子流的方向。
4. 火花间隙:帮助阴极电子形成弧光并获得一定的能量。
5. 聚焦电极:聚焦电子束,控制其直径和聚焦度。
工作原理热阴极电子枪1.加热:热阴极加热器通过加热阴极使其达到适当的温度。
热阴极高温下会发射电子。
2.电子释放:热阴极释放的电子被引入火花间隙,通过自然或外部电场加速进入加速电极。
3.加速:加速电极产生的电场会加速电子。
具体的加速方式可以通过调整加速电极的电位来实现。
4.聚焦:聚焦电极通过控制电场的分布来聚焦电子流,使其形成较为稳定的束流。
冷阴极电子枪冷阴极电子枪通过高压电场和极小电极间隙的组合来实现电子的发射。
这种电子枪通常使用场发射器或冷发射二次电子发射器。
应用领域电子枪的应用非常广泛,包括但不限于以下几个领域: - 电子显微镜:使用电子束来观察样品的细节结构,比光学显微镜分辨率更高。
- 电子束刻蚀机:利用电子束对电子器件表面进行刻蚀,制作各种微小结构。
- 粒子加速器:用于研究粒子物理学和核物理学的装置。
结论电子枪是一种利用电子流进行发射的装置,通过阴极、加速电极、火花间隙和聚焦电极等部分的协同作用实现电子束的发射和聚焦。
电子枪的应用领域广泛,在科学研究和工业制造中发挥着重要作用。
电子枪

电子枪目录[隐藏]一、电子枪的概述二、电子枪的基本参量三、电子枪的结构四、电子枪的阴极五、电子枪的工作原理电子枪结构示意图[编辑本段]一、电子枪的概述电子枪是加速器的电子注入器,它发射出具有一定能量、一定流强、一定束流直径和发射角的电子束流[1](该电子束的方向和强度可以控制,通常由热阴极、控制电极和若干加速阳极等组成)注入到加速管,用来为电子加速器提供电子束的电子枪一般分为热发射和场致发射两种;电子枪的功能在于给出满足要求的电子束,而电子枪的材料和工艺结构又必须考虑到加工和维修使用的方便。
对于电子枪的设计一般应有以下几个方面的考虑:1. 注入电子具有一定的能量,枪的结构要有足够的耐压强度,能承受一定的加速电压。
2. 要有足够的发射能力,能给出足够的脉冲电流。
3. 电子束的束流直径和发射角要求在给定范围内。
4. 结构简单,易于加工、安装和检修。
5. 枪的使用寿命长。
[编辑本段]二、电子枪的基本参量在进行电子枪的讨论中,人们常常会用到一些专用术语,在此我们先对它们作一简单介绍:1、导流系数当阳极电流受空间电荷限制时,电子枪的阳极电流(发射电流)与阴阳极间电压有关,在非相对论情况下,它们之间的关系是3/2次方的比例关系,也称二分之三次方定律。
在空间电荷限制下,不论电极系统的形状如何,二分之三次方定律是普遍适用的,电极形状不同,只影响前面的比例系数。
当电极形状一定时,在一般情况下,导流系数是一个常数,与温度无关,导流系数的大小表示电子枪发射电子的能力强弱。
也就是说,导流系数是一个对电子注强度度量的量,它表征了电子注空间电荷的大小。
2、注腰在轴对称收敛型电子枪中,电子从阴极发出,在枪内各电极及电子自身空间电荷形成的静电场的作用下,形成一定的电子注形状,人们将电子注中截面半径最小的地方称为注腰。
3、面积压缩比面积压缩比指的是阴极面积和注腰截面面积之比,也是注腰的平均电流密度与阴极发射平均电流密度之比。
为了方便,一般用阴极截面积代替阴极球面积。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电子枪供电原理
电子枪供电功率由加速管高压最上第三个电晕环和 高频电极耦合产生。频率为120KHz的正弦波经过圆筒电
容降压,由于串联稳压管的限幅作用,当稳压管处于导
通状态时,这时提供给灯丝变压器供电的电压不随高压 的变化而变化,从而保证灯丝电流在一个恒定的状态下
工作,随之束流也保持恒定。调节R1、R2可改变灯丝电
金属内存在大量自由电子,在金属的正离子间作杂乱无章运动,金 属中自由电子有很大动能,但在常温下自由电子并不能逸出金属表面, 只有动能大于逸出功的电子才能逸出,随阴极温度升高,金属内自由电 子动能大于逸出功的电子数愈多,发射电流愈大。热电子发射电流密度 与温度的关系式为:
je = aT2 e-eφ /kT
感谢您的关心和支持! 敬请多提宝贵意见!
je 发射电流密度(或称发射率),单位:A/cm2 a 常数(与材料有关), 对钨丝:当工作温度为2500K时 a=0.5A/cm2 T 绝对温度(K) eφ 逸出功,单位:电子伏(eV), 就是使电子逸出阴极所需的最少能量 对于钨:为4.55eV k 波尔兹曼常数,等于8.62×10-5 eV/K 它表明热电子发射与发射体的温度和电子逸出功有密切关系。因此 我们可以通过调节阴极温度,也就是调节灯丝加热电流大小,来控制加 速器束流的大小。
微机或手动控制
束流调节系统
R1、R2通过绝缘杆由处于地端的两个步进马 达控制。当R1、R2均旋到阻值最大时,细调电位 器上的凸轮撞块触动并联在灯丝变压器初级两端 的开关,使其闭合,变压器初级处于短路状态,
这样灯丝电流为零,束流也为零。
电子枪供电板
电子枪灯丝变压器及散热片
电子枪供电系统部件介绍
地那米加速器电子枪介绍
中国科学院上海应用物理研究所
• 电子枪部分 • 电子枪供电部分 • 电子枪维修
电子枪是加速器的电子源,位于加速 管高压端,要求电子枪能发射足够的电子, 被引出电源引出,与加速管匹配,从而获 得一定能量、足够流强、聚焦性能良好的 电子束。
电子枪结构
枪体: 不锈钢陶瓷可伐组件,承受120KHz,35A高频灯丝加热电流, 并保证在6个大气压下加速管内静态真空达6×10-6Pa。 采用直热式阴极: W—Re丝绕制成无感盘香状,在2500K可发射90mA电子流。 不锈钢平板栅极: 屏蔽了引出电极对灯丝的干扰,减少来自灯丝外缘电子形 成的晕。建立一个稳定的电子发射面。
① 放掉全部SF6气体,吊起钢筒。 ② 加速管和扫描盒内放入干燥N2气至1个大气压。
③ 拆掉高压半球电极和顶板,暴露电子枪部位。
④ 拆灯丝变压器和电子枪灯丝杆连线及散热片。 ⑤ 按顺序(1、5、2、6、3、7、4、8)逐步扭松8只压板 螺钉,取下枪体及垫块。 ⑥ 盖好加速管,以免异物进入加速管。
电子枪维修—更换灯丝
1、圆筒电容 2、稳压管 3、线绕电位器 4、灯丝变压器 5、零位开关
6、放电球隙:吸收浪涌,保护元器件作用 用在稳压管、灯丝变压器初次级
电容器组件
1、在交变电源中,电容有一定的容抗,但不消耗能量,只有介质损耗 在此电路中主要起到限流作用,限制稳压管的功耗。 2、由两个圆筒构成,通过绝缘材料支撑。 ① ─┤├─ C=100pf f=120KHz
电子枪维修
电子枪由枪体、灯丝、栅极组成。引出电极安装在 加速管最上一节,为了保证栅极和吸极间的距离,电子 枪与加速管上法兰之间装有一匹配垫块,用一压紧法兰, 被8只M10螺钉装到加速管上法兰,用φ 1Ag圈作为真空 密封圈。当灯丝发射小到不能引出足够的电子束流时,
则应更换电子枪灯丝。
电子枪维修—拆电子枪
XC
1 13 K 2fC
稳压管组件
+
限流电阻 Iz 200mA Vz 120v 反向漏电流 Vz 动态电阻越小稳压效果越好 Iz 200mA
型号 2DW202
C 120V 0.7V
正半周 P-P 负半周
反向击穿电压IZ约180V左右,正 向导通电压0.7~1V,功率50W
每对管子通 过一个小电 感串联
稳压管主件检测
• 一 检测设备: 数字万用表、 500V摇表 检测之前先检查稳压管与散热片是否扭紧,电感连线是否在圆孔中 间,焊点是否虚焊。 • 二 检测方法: 把摇表的线夹夹住相邻两片散热片 ,然后摇动摇表。 把万用表量 程放在1000V直流电压挡测量 散热片两端电压 ,应为180V左右。然后 交换摇表线夹,再次测量电压也应为180V左右,依次按顺序测完全部稳 压管,做好记录。
电子枪工作原理—电子引出和成形
在工作温度下,阴极不断发射电子,电子在阴极附近 堆积起来,形成电子云。当引出电极加正电压时,电场对 电子云中的电子产生拉力,部分电子从电子云中被拉出, 并被栅极和引出电极间电场加速成形,随引出电压增加, 越来越多的电子脱离电子云层被加速,当引出电压足够大, 电子云层完全消散,这时,再增加吸极电压,电子流也不 再增大。此时,达到了该温度下的饱和电流,只有增加阴 极温度才能增大引出电流。 当阴极温度一定时,随吸极电压增加,引出电流并不 完全饱和,而是随吸极电压增加缓慢上升,此时,达到了 该温度下的饱和电流,只有增加阴极温度才能增大引出电 流。
电位器组件
4.5KΩ ,0.182A,150W
灯丝变压器
1 2 3 4 5 6 7
8 9
14
15
16
10
18
17
11
12 13
铁氧体铁芯 高频丝包线Βιβλιοθήκη 160:1~240:1 3V
56A截面20X20 窗宽14 高23.5
零位开关
型号 RZ-15GW2S-B
作用:降束流时在能量不关断的情况下,关闭残余束流
流的大小,达到调节束流强度的目的。
电子枪供电原理图
直接上板 灯丝 ~0.3mm
0.3mm
扼流圈 0.35mm 稳压管组件 设置电位器R1 控制电位器R2 Sk.150W Sk.150W 圆筒电容CB 低电流闭合 ~0.3mm
灯丝变压器 160:1~240:1
0.25mm
整流堆
提高电流
减小电流
手动预置
吸极(引出极): 能和均匀场加速管很好的匹配,该电极安装在加速管第一 节电极,引出电压Vex由加速管分压电流IBTD及第一段分压电 阻R1决定: Vex=IBTD ×R1=12~15KV。
电子枪结构图
灯丝杆 绝缘子 8-M10螺钉
灯丝
栅极
加速管上法兰
吸极
灯丝实物
电子枪结构照片
电子枪工作原理—金属阴极的热电子发射
电子枪束流引出
灯丝电源
引出电源
+
加速电源
+
测束法拉第筒
A
电子枪试验台架
电子枪寿命
灯丝质量:与材料本身和加工工艺有关。 运行参数: 2400~2500K,发射率:150mA/cm2, 阴极效率:0.5mA/W 真空度: 要求足够高的真空度,10-6Pa。真空差,灯丝表面 易氧化,逸出功增大,必须提高工作温度,从而影响寿 命,提前老化。当阴极的直径变细10%,一般视为寿命 终止。 正离子轰击,阴极材料溅射。
• • • •
• • • • • 用具为镊子、螺丝刀、定位块、绸布等,各用具均用丙酮或酒精 清洗,热风吹干,操作时应戴细纱手套。 观察栅极,若有损坏应同时更换,扭下栅极固定螺钉,拆除栅极。 扭松灯丝压板螺钉,取下旧灯丝。 安装新灯丝 灯丝已经退火处理,可直接安装,若弄脏了应用丙酮或酒精清洗,热 风吹干。 灯丝两脚嵌入灯丝杆槽中,用压板轻压,用定位块调整栅丝距离为 0.65mm,并校准发射面,保证平行度,然后压紧压板。注意安装过程 中应避免压力。 装栅极,用定位环保证其同心度,调整平面平行度R为0.02mm。 更换新的密封银圈,装好匹配垫块、枪体及压板,用8只螺钉按顺序 逐步扭紧,银圈压缩量~0.5mm。 抽真空,达到高真空后进行检漏,经检漏不漏后再进行下一步工作。 装灯丝变压器和灯丝杆连线及散热片,注意使其接触良好,否则灯丝 杆易发热损坏,调节球隙至0.35mm。 在加速器正式投入运行前,应使灯丝逐步加热排气,直至真空能 维持在正常运行水平。
电位器检测 1、用万用表20KΩ档测量电位器两端,慢慢转动转棒,观测电阻值 变化是否均匀,应没有跳变现象。 2、 检测细调电位器时电刷在接近低位时观测零位开关是否闭合,这 时电刷离开电位器末端应还有12mm左右。
其它检测
1、所有连接线没有错误,铜管焊片没有虚焊 2、球隙接地端接触可靠。稳压管球隙为0.3mm,其余球隙为 0.25mm.
在我们选用的灯丝工作温度下(If≤30A,23002400°K),仅从蒸发考虑的灯丝寿命可以很长 (数万小时),单离子溅射对灯丝寿命的影响,因 素比较复杂。运行中间真空度的好坏,打火现象的 出现,均可能产生离子溅射,而且溅射离子的种类, 它的能量,离子流强度等均是不确定因素,因此离 子溅射对灯丝寿命的影响难以估计。一般按目前用 户使用情况来看至少2-3年