第6章 刀具磨损与耐用度
刀具磨损、破损和使用寿命(刀具耐用度

•
刀具与切屑、工件间的接触表面经常是新鲜表面;
• 接触压力非常大;
• 接触表面的温度很高;
磨料磨损
冷焊磨损 刀具磨损形式: 扩散磨损 氧化磨损 热电磨损(扩散磨损一种)
§ 6-2刀具磨损过程及磨钝标准
6.2.1刀具磨损过程(后刀面磨损值VB随时间延长而增大)
刀具磨损过程分为三个阶段:
①初期磨损阶段(OA段)
切削时间T
图6-11刀具磨损曲线
3)在双对数坐标上是一直线(在一定速度范围内)
lg vc = - m lg T + lg A
m = tg φ
A为当 T=1s (min)时纵坐标截距
泰勒公式 (6-4)
vc =A /Tm
或:
T= C1 /vcz
(z =1/m)
A— 与工件材料有关的系数 m— 切削速度对刀具使用寿命的影响程度
Cv T 1/ m 1/ n 1/ p vc f a p
※ 当用硬质合金车刀切削碳钢时,切削用 量与刀具的经验公式为
T
Cv v f
5 c 1.75 0.75 p Nhomakorabeaa
式中 C——与工件材料、刀具材料和其他条件 v 有关的常数。
※ 切削用量中切削速度对刀具使用寿命 T 影响最大;其次是进给量;切削深度影 响最小。
6.1.2后刀面磨损 6.1.3前、后刀面同时磨损
a)后刀面磨损
b)前刀面磨损 hd > 0.5mm
c)前、后刀面 同时磨损 0.1mm< hd <0.5mm
hd <0.1mm
图1 – 24 刀具磨损的形式
★刀具磨损原因 刀具磨损经常是机械的、热的、化学的三种作用 的综合结果。 ★刀具磨损特点(状态)
刀具磨损与耐用度

第1章 切削与磨削过程
பைடு நூலகம்
1.5 刀具磨损与耐用度
1
1.5 刀具磨损与耐用度
内容提要
1. 2. 3. 4. 5. 6.
刀具的磨损方式; 刀具的磨损原因; 刀具的磨损过程; 刀具的磨钝标准; 刀具耐用度; 刀具的破损。
重点难点
1. 刀具的磨损原因; 2. 刀具耐用度的概念及影响因素。
18
1.5.4 刀具的磨钝标准
在金属切削的科学研究中多数按后刀面磨损宽度VB来制 定磨钝标准。规定磨钝标准的两点考虑:
①充分利用正常磨损阶段的磨损量,适用于粗加工和半 精加工。 ② 根据加工精度和表面质量要求规定磨钝标准。
国际标准ISO推荐硬质合金外圆车刀的磨钝标准,可以 是以下任何一种: (1) VB=0.3mm; (2)如果主后刀面为无规则磨损,取VB max=0.6mm; (3)前面磨损量KT=0.06+0.3f(f为进给量)
◆ 粘结磨损(冷焊) —— 刀具材料与工件材料亲和力大 —— 刀具材料与工件材料硬度比小 —— 中等偏低切速
粘结磨损加剧
◆ 扩散磨损 —— 高温下发生 ◆ 氧化磨损 —— 高温情况下,在切削刃工作边界发生
15
1.5.3 刀具的磨损过程
刀具磨损过程 3个阶段
后刀面磨损量VB 初期磨损 正常磨损 急剧磨损
在双对数坐标上的T—v曲线
26
1.5.5 刀具耐用度 1)切削用量对刀具耐用度的影响 b. 进给量、背吃刀量与刀具耐用度的关系
f= B / Tn ap= C/Tp
综合以上三式,可以得到切削用量三要素与耐用度的关系:
T CT / vc
ym
f ap
机械制造技术考点汇总
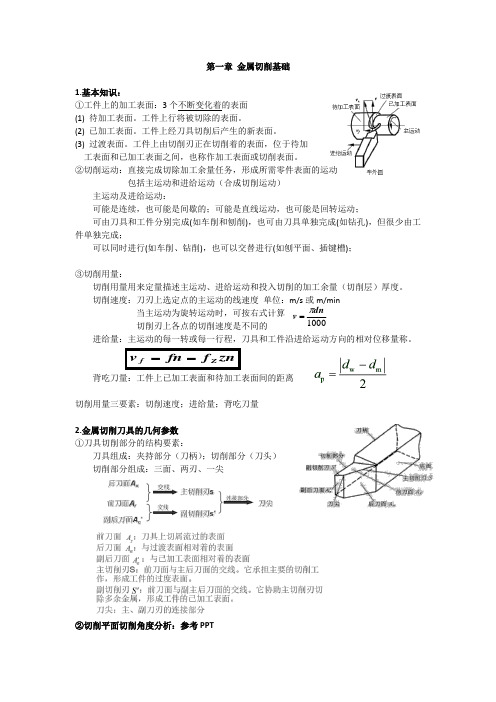
第一章 金属切削基础1.基本知识:①工件上的加工表面:3个不断变化着的表面 (1) 待加工表面。
工件上行将被切除的表面。
(2) 已加工表面。
工件上经刀具切削后产生的新表面。
(3) 过渡表面。
工件上由切削刃正在切削着的表面,位于待加 工表面和已加工表面之间,也称作加工表面或切削表面。
②切削运动:直接完成切除加工余量任务,形成所需零件表面的运动包括主运动和进给运动(合成切削运动)主运动及进给运动:可能是连续,也可能是间歇的;可能是直线运动,也可能是回转运动;可由刀具和工件分别完成(如车削和刨削),也可由刀具单独完成(如钻孔),但很少由工件单独完成;可以同时进行(如车削、钻削),也可以交替进行(如刨平面、插键槽);③切削用量:切削用量用来定量描述主运动、进给运动和投入切削的加工余量(切削层)厚度。
切削速度:刀刃上选定点的主运动的线速度 单位:m/s 或m/min当主运动为旋转运动时,可按右式计算 切削刃上各点的切削速度是不同的进给量:主运动的每一转或每一行程,刀具和工件沿进给运动方向的相对位移量称。
znf fn v Z f ==背吃刀量:工件上已加工表面和待加工表面间的距离切削用量三要素:切削速度;进给量;背吃刀量2.金属切削刀具的几何参数①刀具切削部分的结构要素:刀具组成:夹持部分(刀柄);切削部分(刀头) 切削部分组成:三面、两刃、一尖②切削平面切削角度分析:参考PPT1000dnv π=第二章金属切削的基本规律及其应用1.切屑的种类及其变化①分类:带状切屑;底面光滑,背面呈毛茸状挤裂切屑;底面光滑有裂纹,背面呈锯齿状节状切屑;底面已不光滑,呈粒状金属块的堆砌崩碎切屑:不规则块状颗粒②影响切屑形状的因素:工件材料、切削速度、进给量、刀具角度③切屑形状对加工过程的影响:切削过程平稳性、表面质量④切屑控制:卷曲和折断2.切削层金属的变形①三个变形区②变形程度的表示:变形系数;剪切角;剪应变变形系数PS:能表示变形程度的参数:切屑形态(方便、定性);剪切角(定量);变形系数(纯挤压,易测);剪应变(纯剪切,较合理,忽略挤压)③刀—屑接触区的变形与摩擦第二变形区特征:切屑底层晶粒纤维化,流速减慢,甚至滞留。
刀具磨损与刀具耐用度
(2)粘结磨损
粘结又称为冷焊,是指刀具与工件或切屑接触 到原子间距离时产生结合的现象。粘结磨损是指工 件或切屑的表面与刀具表面之间的粘结点因相对运 动,刀具一方的微粒被对方带走而造成的磨损。
各种刀具材料都会发生粘结磨损。在中、 高速切削下,当形成不稳定积屑瘤时,粘结磨损 最为严重;当刀具和工件材料的硬度比较小时, 由于相互间的亲和力较大,粘结磨损也较为严重; 当刀具表面的刃磨质量较差时,也会加剧粘结磨 损。
3.刀具磨损过程
如右图所示,刀 具的磨损过程可以分 为初期磨损阶段、正 常磨损阶段和急剧磨 损阶段。
(1)初期磨损阶段
初期磨损阶段的磨损特点是:在开始磨损的 极短时间内,后刀面磨损量VB上升很快。初期磨 损阶段的后刀面磨损量VB一般为0.05~0.1mm, 其大小与刀具刃磨质量有关。
Hale Waihona Puke (2)正常磨损阶段(3)扩散磨损
扩散磨损是指由于在高温作用下,刀具与工件 接触面间分子活性较大,造成合金元素相互扩散置换, 使刀具材料的机械性能降低,再经摩擦作用而造成的 磨损。扩散磨损是一种化学性质的磨损。
扩散磨损的速度主要取决于切削速度和切削温 度。切削速度和切削温度愈高,扩散磨损速度愈快。
(4)氧化磨损
氧化磨损是指在高温下,刀具表面发生氧 化反应生成一层脆性氧化物,该氧化物被工件和 切屑带走而造成的磨损。氧化磨损也是一种化学 性质的磨损。在主、副切削刃工作的边界处与空 气接触,最容易发生氧化磨损。
正常磨损阶段的磨损特点是:磨损缓慢、均匀, 后刀面磨损量VB随切削时间延长近似成比例增加。
正常磨损阶段是刀具工作的有效阶段。曲线的 斜率代表了刀具正常工作时的磨损强度。磨损强度 是衡量刀具切削性能的重要指标之一。
第六章刀具磨损和刀具使用寿命
• 6.3.2刀具磨钝标准 刀具磨钝达一定限度就不能继续作用,而应进行重磨,这
个磨损限度成为刀具的磨钝标准。一般以后刀面磨损值 VB达到一定数值作为磨钝标准。磨钝标准的具体数值可 从切削用量手册中查得。 • 规定磨钝标准的两点标准: • ①一般将粗加工的磨钝标准定在正常磨损阶段的后期 临近剧烈磨损阶段以前。随着后刀面磨损值的加大,切 削力将增大,尤以Fx与Fy增大得更为显著,所以当机床、 刀具、工件系统刚度差时,刀具磨钝标准应适当减小。
6.4刀具使用寿命与切削用量的关系
• 6.4.1刀具使用寿命 • 1.刀具的使用寿命:刀具刃磨后,从开始投入切削至达到 磨钝标准的净切削时间称为刀具使用寿命,记为 T。
• 2.刀具总寿命:新刀从开始切削至报废的总切削时间,包括 多次重磨。等于刀具使用寿命与刃磨次数的乘积。
• 刀具寿命可以作为衡量材料的可加工性的标准;衡量刀具 材料切削性能的标准;衡量刀具几何参数合理性的标准。
6.2刀具的磨损原因
刀具的磨损过程和机理非常复杂,有机械负荷和硬质点 造成的机械磨损;切屑粘附造成的粘附磨损;周期性交变 载荷造成的疲劳磨损;化学效应造成的氧化和扩散磨损及 刀尖区高温塑性变形、热应力造成的磨损等。其特点可归 纳为: ⑴摩擦接触表面是活性很高的新鲜表面; ⑵摩擦接触的温度很高,可达800oC~1000oC; ⑶摩擦接触面之间的接触压应力很大,可达2GPa以上; ⑷磨损速度很快。刀具的磨损通常是机械、化学和热效应 综合作用的结果。
• 2.后刀面磨损 • 切削过程中,刀具后刀面与已加工表面之间存在着强烈的摩擦, 在后刀面上毗邻切削刃的地方磨出了沟痕,这种磨损形式称之为 后刀面磨损。 • 在切削脆性及以较低速度及较小进给量切削塑性材料时,均会发 生后刀面磨损。一般以后刀面的磨损量作为衡量刀具磨损的主要 参数。 • 后刀面磨损分为三个区,由刀尖向刀身方向分别为C、B、N,相 应的磨损量为VC、VB、VN。 • VC:磨损较大,因为刀尖强度差,散热条件差;VB:磨损均匀, 与刀尖相比,强度、散热相对较好。VN:磨损大,因其靠近前 一道工序加工后产生的加工硬化层,或毛坯表面的硬层。
模块一 金属切削原理 课题三 刀具磨损和耐用度讲解
四、任务实施
1.磨损原因 (1)刀具正常磨损原因
刀具磨损是切削加工中普遍存在的现象,它是由机械摩擦和 热效应两方面作用造成的,主要原因有:磨粒磨损、粘结磨损、 扩散磨损、相变磨损、氧化磨损。
1.磨粒磨损
在切削过程中,刀具上经常被一些硬质点刻出深浅 不一的沟痕,从而产生的磨损。磨粒磨损对高速钢作用 较明显。
(2)粘结磨损 刀具与工件材料接触到原子间距离时产生的结合现
象,称粘结。粘结磨损就是由于接触面滑动在粘结处产 生剪切破坏造成。低、中速切削时,粘结磨损是硬质合 金刀具的主要磨损原因。
• 1)前角 前角增大,切削温度降低,刀具耐用度增高; 但前角太大,切削刃强度低、散热差,且易于破损,刀 具耐用度T反而下降了。
• 2)主、副偏角 刀尖圆弧半径增大、主偏角减小,刀具强度增加,
散热条件得到改善,故刀具耐用度增高。 适当减小副偏角和增大刀尖圆弧半径都能提高刀具
强度,改善散热条件,使刀具耐用度增高。
(1)切削用量
ap、f、vc增大,刀具耐用度T减小,且vc影响最大,f次 之,ap最小。所以在优选切削用量以提高生产率时,选择 先后顺序为:
首先选择一个尽量大的ap,其次根据加工条件和要求选 取允许的最大的进给量f,最后在刀具耐用度和机床功率允 许的情况下选取最大的切削速度vc 。
(2)刀具几何参数
பைடு நூலகம்
2. 刀具耐用度方程
当用硬质合金车刀切削σb=0.736GPa的碳素钢时, (CT——与工件材料、刀具材料和其他切削条件有关的常 数)。实验公式为
T
vc5 f
金属切削原理
切削时消耗的功率
金属切削原理及其应用
一、切削变形 二、切削力 三、切削热与切削温度 四、刀具磨损与耐用度变化
1.1 金属切削过程的基本规律
一、切削变形 变形Ⅰ,Ⅱ,Ⅲ区, 剪切面间距0.02-0.2mm。
1. 切屑的形成
图为金属切削过程中的滑移线
1.1 金属切削过程的基本规律.
• (1)第一变形区 从OA线开始发生塑性变形,到 OM线金属晶粒的剪切滑移基本完成。OA线和OM 线之间的区域(图中Ⅰ区)称为第一变形区。
碳素钢,合金钢,铜 铝合金; 黄铜,低速切削钢; 铝; 铸鉄,黄铜
图为切屑类型
2. 积屑瘤
图为积屑瘤与切削刃的金 相显微照片
2. 积屑瘤
积屑瘤高度及其实际工作前角
2. 积屑瘤
(1)积屑瘤对切削过程的影响: 1) 积屑瘤包围着切削刃,可以代替前面、后面和切
削刃进行切削,从而保护了刀刃,减少了刀具的磨 损。 2) 积屑瘤使刀具的实际工作前角增大,而且,积屑 瘤越高,实际工作前角越大,刀具越锋利。 3) 积屑瘤前端伸出切削刃外,直接影响加工尺寸精 度。 4) 积屑瘤直接影响工件加工表面的形状精度和表面 粗糙度。
Fx Fxy sin r
3. 影响切削力的因素
3)刀具几何参数对切削力的影响。
c)刃倾角ls 对切削力的影响; ls↑ 背前角gp↑ 侧前角gf↓
Fp↓ Ff↑
3. 影响切削力的因素
3)刀具几何参数对切削力的影响。
d)刀尖圆弧半径r 对切削力的影响;
3. 影响切削力的因素
3)刀具几何参数对切削力的影响。 e)使用切削液 对切削力的影响;
v a 273
f 0.26 0.07
c
0.01
第六节 刀具磨损和刀具寿命讲解

T=CT/V1/m f1/m1 ap1/m2 =CT/Vx f yapz
式中 CT——刀具寿命系数,与工件材料、切削条件有关; x、y、z——指数,分别表示切削用量对刀具寿命T的影响, x>y>z.
切削用量对刀具寿命T影响由大到小的顺序为:V → f → ap
五、刀具破损
刀具破损分为脆性破损和塑性破损。脆性破损又分为早期和后期两种。 早期脆性破损——切削刚开始或短时间切削后即发生破损,前后刀面尚未产生明显的磨损
通常,高速钢刀具主要磨损原因:硬质点磨损、粘接磨损。
三、刀具磨损过程及磨钝标准
1、刀具的磨损过程 随着切削时间的延长,刀具的磨损将增加。根据切削试验,以切削时间和刀具后刀面
磨 损量VB(或前刀面月牙洼磨损深度KT)为横坐标和纵坐标,可得刀具的磨损典型曲线,如 图所示。由图可知:刀具磨损过程可以分三个阶段。
⑴ 初期磨损阶段 这一阶段磨损曲线的斜率较大,说明磨损较快。因为新刃磨的刀具刃口锋利 ,后刀面
与加工表面接触面积较小,压应力较大;且新刃磨刀具的后刀面存在粗糙不平之处及显微裂 纹等缺陷,所以这一阶段磨损速率较大。
这一阶段时间较短,磨损量通常为:0.05~0.1mm,其大小与刃磨质量有关。 ⑵ 正常磨损阶段
1、刀具寿命及刀具总寿命 刀具寿命:一把刀具由刃磨后开始使用,直至达到磨钝标准所经历的实际切削时间称刀具寿 命。
刀具总寿命:一把新刀从第一次投入使用,直至这把刀完全报废为止所经历的实际切削时间 称刀具总寿命。
2、刀具寿命的经验公式(切削用量与刀具寿命的关系)
⑴ 切削速度与刀具寿命的关系
选定磨钝标准,固定其他切削条件,在常用的切削速度范围内,取不同的的速度进行
⑶ 关于磨钝标准的几点说明 ① 手册中的磨钝标准,不是固定不变的,应根据实际加工条件灵活应用。 a) 粗加工时,VB值可取偏大值,VB=0.6mm; 精加工时, VB值应取偏小值,VB=0.1mm; b) 加工工艺系统刚性差时,为避免在磨钝标准内产生振动,VB值应取小值。 c) 加工难加工材料时, VB值应取偏小; d) 加工大型工件,为避免中途换刀, VB值可取偏大值,此时通常采用较低的切削速度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
❖ 习题6 ❖ 6-1 简述刀具各种磨损形态的种类。 ❖ 6-2 刀具的各种磨损形态各有什么特征? ❖ 6-3 刀具磨损原因有哪些?刀具材料不同,其磨损原因是否
相同?
❖ 6-4 刀具磨损过程可分为几个阶段?各阶段有什么特点? ❖ 6-5 何谓刀具磨钝标准?它与刀具耐用度有何关系? ❖ 6-6 刀具磨钝标准制定的原则是什么? ❖ 6-7 什么是刀具耐用度? ❖ 6-8 刀具耐用度与刀具寿命有何关系? ❖ 6-9 切削用量三要素对刀具耐用度的影响有何不同? ❖ 6-10 何谓最高生产率耐用度和最低成本耐用度? ❖ 6-11 制定刀具耐用度时应遵循哪些原则? ❖ 6-12 刀具的脆性破损与刀具的塑性破损有什么区别?
❖ 刀具经过正常磨损阶段后,切削刃变钝,切削力、 切削温度迅速升高,磨损速度急剧增加,以致刀具 损坏而失去切削能力。
❖ 6.3.2 刀具的磨钝标准
❖ 刀具磨损到—定限度就不能继续使用,否则 将降低工件的尺寸精度和表面质量。这个磨 损限度称为磨钝标准。一般刀具的后面上都 有磨损,它对加工质量、切削力和切削温度 的影响比前面磨损显著,同时后面磨损易于 测量,因此,在金属切削的科学研究中多数 按后刀面磨损宽度来制定磨钝标准。国际标 准ISO 3685:1993规定以1/2切削深度处后 面上测定的磨损带宽度作为刀具磨钝标准的 衡量标志。
❖ 切削过程中刀具磨损与一般机械零件的磨损有显著 的不同,它表现在以下几个方面:
❖ (1)刀具与切屑、刀具与工件接触面经常是活性 很高的新鲜表面,不存在氧化膜等的污染。
❖ (2)刀具的前面和后面与工件表面的接触压力非 常大,有时甚至超过被切材料的屈服强度。
❖ (3)刀具与切屑、刀具与工件接触面的温度很高。 硬质合金刀具加工钢料时其接触面的温度可达 800~1 000 ℃;高速钢刀具加工钢料时其接触面的 温度可达300~600 ℃。
❖ 3.剥落
❖ 4.裂纹破损
❖ 6.5.2 刀具的塑性破损
❖ 刀具的塑性破损是指切削时,由于高温和高 压的作用,有时在前、后刀面和切屑、工件 的接触层上,刀具表层材料发生塑性流动而 丧失切削能力。
❖ 刀具的塑性破损直接与刀具材料和工件材料 的硬度比有关。其硬度比越高,越不容易发 生塑性破损。硬质合金、陶瓷刀具的高温硬 度高,一般不容易发生塑性破损,高速钢刀 具因其耐热性较差,所以常发生塑性破损。
❖ 6.2.4 化学磨损
❖ 在一定温度下,刀具材料与某些 周围介质(如空气中的氧,切削 液中的极压添加剂硫、氯等)起 化学作用,在刀具表面形成一层 硬度较低的化合物,被切屑或工 件擦掉而形成磨损,这种磨损称 为化学磨损。
❖ 不同的工件材料、刀具材料和切 削条件下,磨损原因和磨损强度 是不同的。如图6-5所示为硬质合 金刀具加工钢料时,在不同的切 削速度(切削温度)下各类磨损 所占的比重。由图6-5可知,对于 一定的刀具和工件材料,切削温 度对刀具磨损具有决定性的影响
第6章 刀具磨损 与耐用度
❖ 教学重点
❖ 刀具磨损的原因; ❖ 刀具耐用度; ❖ 刀具耐用度的合理选择; ❖ 刀具的破损;
❖ 教学难点
❖ 刀具磨损过程与磨钝标准; ❖ 切削用量与刀具耐用度的关系; ❖ 刀具耐用度的合理选择;
6.1 刀具磨损的形态
❖ 切削时,刀具的前面和 后面与切屑和工件接触, 产生剧烈摩擦,同时在 接触区内有很高的温度 和压力。因此,刀具的 前面和后面都会发生磨 损。此外,刀具的边界 也会发生磨损。如图61所示为刀具的磨损形 态。
图6-7 各种速度下的刀具磨削曲线
图6-8 刀具T-v关系曲线
❖ 可得出以下结论:
❖ (1)如果其他切削条件不变,当切削速度提 高一倍时,刀具耐用度将降低到原来的3%。
❖ (2)如果其他切削条件不变,当进给量提高 一倍时,刀具耐用度将降低到原来的21%。
❖ (3)如果其他切削条件不变,当背吃刀量提 高一倍时,刀具耐用度将降低到原来的59%。
图6-6 典型的刀具磨损曲线
❖ 1.初期磨损阶段
❖ 因为新刃磨的刀具切削刃较锋利,其后刀面与加工 表面接触面很小,压应力较大,加之新刃磨的刀具 的后面存在着微观不平等缺陷,所以,这一阶段的 磨损很快。
❖ 2.正常磨损阶段
❖ 经过初期磨损后。刀具的粗糙不平表面已经被磨平, 刀具进入正常磨损阶段。
❖ 3.急剧磨损阶段
❖ 6.2.2 黏结磨损
❖ 切削时,切屑、工件与刀具前面和后面之间,存在 着很大的压力和强烈的摩擦,因此,形成新鲜表面 接触而发生冷焊黏结。由于摩擦面之间的的相对运 动,冷焊结破裂被一方带走,从而造成冷焊磨损。
❖ 一般说来,工件材料或切屑的硬度低,冷焊结的破 裂往往发生在工件或切屑这一方。但由于交变应力、 疲劳、热应力以及刀具表层结构缺陷等原因,冷焊 结的破裂也可能发生在刀具这一方,刀具表面上的 微粒逐渐被切屑或工件黏走,从而造成刀具的黏结 磨损。黏结磨损一般在中等偏低的切削速度下比较 严重。
❖ 6.4.2 切削用量与刀具耐用度的关系
❖ 切削用量与刀具耐用度有着密切关系,刀具耐用度 直接影响机械加工中的生产效率和加工成本。切削 用量三要素对切削温度有不同影响,因此,在此也 分别讨论这三要素与刀具耐用度的关系。
❖ 1.切削速度与刀具耐用度的关系
❖ 工件材料、刀具材料和刀具几何参数选定后,切削 速度是影响刀具耐用度的最主要因素。提高切削速 度,刀具耐用度就降低,其关系可通过刀具磨损实 验求得。与切削力一样,刀具磨损实验采用单因素 法,其数据处理采用图解法。
❖ (4)当车间内某一工序的生产率限制了整个车间 的生产率提高时,该工序的刀具耐用度要选得低些; 当某工序单位时间内所分担的全厂开支较大时,该 工序的刀具耐用度也应选得低些。
6.5 刀具的破损
❖ 6.5.1 刀具的脆性破损 ❖ 刀具的脆性破损包括崩刃、碎断、剥落和裂纹破损。 ❖ 1.崩刃
❖ 2.碎断
❖ 6.2.1 硬质点磨损
❖ 切削时,切屑、工件材料中含有的一些硬度 极高的微小的硬质点(如碳化物、氮化物和 氧化物等)以及积屑瘤碎片等,可在刀具表 面刻划出沟纹,这就是硬质点磨损,或称为 磨料磨损。高速钢刀具的硬质点磨损比较显 著;硬质合金刀具的硬度高,发生硬质点磨 损的机率较少。
❖ 硬质点磨损在各种切削速度下都存在,但它 是低速刀具(如拉刀、板牙等)磨损的主要 原因。因为此时切削温度较低,其他形式的 磨损还不显著。
工件待加工表面或副切削刃与 工件已加工表面接触处的后面 上,磨出较深的沟纹,这种磨 损沟纹称为边界磨损,如图6-4 所示。 ❖ 在以下情况下可能发生边界磨 损: ❖ (1)上道工序的加工硬化可使 副后面上发生边界磨损。 ❖ (2)加工铸件和锻件等有粗糙 硬皮的工件时,也容易发生边 界磨损。
6.2 刀具磨损的原因
❖ 6.2.3 扩散磨损
❖ 在切削高温下,刀具表面与切出的工件、切 屑新鲜表面接触,刀具与切屑、刀具和工件 双方的化学元素互相扩散到对方去,改变了 原来材料的成分与结构,削弱了刀具材料的 性能,加速了磨损过程。
❖ 扩散磨损主要发生在高速切削时,因为此时 切削温度很高,化学元素扩散速率较高。同 时随切削速度(温度)的提高,扩散磨损程 度加剧。
6.4 刀具耐用度
❖ 6.4.1 刀具耐用度的定义 ❖ 一把新刀从开始切削直到磨损量达到磨钝标准为止总的切削
时间,或者说是刀具两次刃磨之间总的切削时间称为刀具耐 用度,用符号表示,单位为min。 ❖ 刀具耐用度是一个表征刀具材料切削性能优劣的综合指标。 在相同的切削条件下,刀具耐用度越高,表明刀具材料的耐 磨性越好。在比较不同的工件材料的切削加工性时,刀具耐 用度也是一个重要的指标,即刀具耐用度越高,表明工件材 料的切削加工性越好。
Tp
1 m m
Lm Lm
e
td
❖ 一般刀具耐用度的制订可遵循以下原则:
❖ (1)根据刀具的复杂程度、制造和磨刀成本的高 低来选择。
❖ (2)多刀机床上的车刀、组合机床上的钻头、丝 锥、铣刀以及数控加工中心上的刀具,它们的刀具 耐用度应选得高些。
❖ (3)精加工大型工件时为避免切削同一表面时中 途换刀,耐用度应规定得至少能完成一次走刀所需 的时间。
图6-5 切削速度对刀具磨 损强度的影响
1—硬质点磨损; 2—黏结 磨损; 3—扩散磨损; 4—
化学磨损
6.3 刀具磨损过程与磨钝标准
❖ 6.3.1 刀具磨损过程
❖ 随着切削时间的延长, 刀具的后面磨损量 (或前面月牙洼磨损 深度)随之增加。如 图6-6所示为典型的刀 具磨损曲线,其磨损 过程分为初期磨损阶 段、正常磨损阶段和 急剧磨损阶段。
❖ 6.4.3 刀具耐用度的合理选择
❖ 刀具磨损到达磨钝标准后即需换刀。根据生产实际情况的需 要,凡能满足以下三个要求,可称为合理耐用度。
❖ (1)使该工序的加工生产率最高,即零件的加工时间最短。 ❖ (2)使该工序的生产成本最低,即所消耗的生产费用最低。 ❖ (3)使该工序所获利润最高。
❖ 1.最高生产率耐用度 ❖ 最高生产率耐用度的计算公式为 :
图6-1 刀具的磨损形态
❖ 6.1.1 前面磨损 ❖ 前面磨损也称为月牙洼Hale Waihona Puke 损。图6-2 刀具前面的磨损
❖ 6.1.2 后面磨损 ❖ 由于加工表面和刀具后面间存在着强烈的摩
擦,在后面上毗邻切削刃的地方很快被磨出 后角为零的小棱面,这就是后面磨损。
图6-3 刀具后面的磨损
❖ 6.1.3 边界磨损 ❖ 切削钢料时.常在主切削刃与