ipqc制程异常处理流程
IPQC不合格处理流程

有限公司IPQC 不合格处理作业流程文件编号MY-WI-PZ-04 版本/次 A0生效日期2013-04-01页 码1 of 2制定:审核:核准:序号 流程图责任人表单作业内容1品质部IPQC 《IPQC 巡检记录表》《品质异常报告》《停线通知单》 IPQC 将判定为不合格品的物料放置于相应的区域。
并将不合格信息反馈给生产部,达到一定程度的不良需停止生产 2品质部IPQC标识卡IPQC 根据不合格情况,负责将不合格品隔离及做好标识。
3 品质主管《品质异常报告》 品质部主管对不合格情况进行审核,并视品质异常紧急情况做出处理回复,相关人员按照处理意见执行。
4 生产主管 《品质异常报告》生产主管对接到的品质异常文件进行审核,并签署回复意见。
5生产主管《品质异常报告》《特采申请放行书》 生产部主管接到不合格判定后,根据该物料不合格程度、是否为生产急需,决定是否对不合格品提出特采申请。
6生产主管 品质主管《特采申清放行书》若需特采,生产主管根据不合格品实际情况提出特采申请,特采申请经品质部、生产部、营业部召开评审会议,并签署初步处理意见,并交经理/总经理最终裁决后执行。
7 相关人员《特采申请放行书》经理/总经理综合各部门意见,做出最终处理决定,并将特采申请单返还生产部。
8相关人员《特采申请放行书》《返工/返修单》相关部门人员依最终判定的处理方式执行不合格品处理。
9生产部 品质部《IPQC 巡检记录表》《抽检履历表》《品质异常报告》品质部对制程不合格品处理方式追踪确认,不断实施质量改进,发现现实及潜在不合格品时,必须及时组织制定纠正预防措施。
返修工序不合格品信息反馈不合格品标识/隔离判定结果执行不合格处理意见特采申请审批生产主管确认特采NONOYESYES惠州明裕注塑实业有限公司IPQC不合格处理作业流程文件编号MY-WI-PZ-04 版本/次A0生效日期2013-04-01 页码 2 of 2制定:审核:核准:变更履历NO 版本变更日期变更事由编制审核核准1234。
制程处理异常流程图 Process Abnormal Flow

- 品保 - 生產 - 工程
- 工程 - 品保 - 生產
- 品保
1,發現異常單位開出《品質異常處理單》 2,環境(GP)異常,需提交環境管理者代表。 3,異常品可能流至客戶端,須通知客戶。必要時召回處理。
原因分析及改善
效果確認
NG
OK
結案
- 《品質異常處理單》需7個 工作日完成 - 《外部聯絡單》
- 《品質異常處理單》
- 追蹤1個月
責任單位
制程处理異常流程圖
使,當IPQC抽檢發現線上原材料、半成品、成品、維修品、重工 品有不良時。 2,當制程工藝中發現已經通過進料檢驗之原材料、半成品品質 出現異常(超過IQC AQL允收水準)。 3,生產線班組長或製造主管、IPQC等發現製程中品質異常包含 (不限于)以下情況時: - 制程不良率超出各段制程不良管制目標的2倍或以上 - 各段制程因單一不良項目(如電氣測試耐壓不良、短路、開路等) 超出正常制程不良率2倍或以上 - 同一故障現象連續發生(3次或以上) - 依據SPC管制圖、CPK製程能力分析等相關品質管制工具及統計 數據,經判定連續超出目標上限及目標下限異常值 - 制程檢測GP 異常 - 不同產品混料、不同批號混料、不良品混入良品 - 數量異常、材料錯誤(包括包材) - 工站跳過、操作與SOP不符 - 生產環境異常(溫濕度超出控制范圍) - 超出使用期限或超出各種管理項目 - 治具使用錯誤、防護失效 - 設備設定錯誤、測試條件錯誤 - 設備校驗、保養、點檢失效 - 設備發生多次的錯誤、故障 - 可能涉及到人體安全
IPQC(制程控制)巡检流程

IPQC(制程控制)巡检流程一、IPQC及其工作特点1.什么是IPQCIPQC就是制造过程品质控制。
IPQC一般指制程巡回检查,指在是在产品制造过程中,使用巡回的方式定时检查和确认过程参数,作业变更内容,使用的标准等是否符合要求,并记录检测状态,加以必要的控制和督促。
巡回检查:指定时的按指定的项目实施轮流检查。
制程:专指产品的制造过程。
2.IPQC工作特点当机立断处理制程异常实事求是反馈不符合事项IPQC应站在独立公正的立场上,客观的通报不符合事项:独立:即在工作过程中不受外界因素的干扰,独立开展工作。
公正:就是以制度为准绳,不偏不倚,实事求是。
客观:就是眼见为实,论事必须有证据。
彻底追踪不良事项对发生的问题要穷追不舍,直到满意解决为止。
3.IPQC作业要求一看二动三检:“一看”为勤看。
“二动”为动手检,动嘴说。
“三检”为检来料,检工艺作业,检产品。
二、首检及其注意点1.什么叫做首检?首检是指在生产前针对首件(通常是3-5 pcs)进行的检验,其目的是防止系统性风险产生批量的不良(如工艺不良,设备或工装不良,来料不良,及作业不良)。
2.首检的实施要点生产前进行的针对首件的检验。
特别针对依赖设备及工装等易产生系统性风险的工序,如涂布、激光焊等。
可能产生批量不良的工序,如制浆、涂布、激光焊、注液等。
3.首检容易出现的问题只重视产品,不重视来料及工装,工艺,结构及性能测试问题。
作首检合格却未完成首检程序,无首检报告,导致出现问题时无法追溯和分析原因。
首检不合格未立即报告。
4.首检的风险控制在首检后首批下拉的50-100pcs产品进行跟踪和复检。
对首检异常和有关部门不配合要立即逐级上报,直到问题得以解决。
在巡检中发现问题首先查首检相关记录和必要时及时进行复检。
三、巡检及其注意点1.什么是巡检巡检是指在产品首检合格后进行定时的按指定的项目实施轮流检查。
2.巡检实施要点首检必须合格,且程序完整。
巡检的重点是:新的产品,新的设备及工装,新的来料和有异常的来料(如经评审的物料),新的员工,及不稳定的过程中的变更,如生产中途修机,更换材料,变更工艺,换人,调试设备等。
制程检验不合格品处理流程图
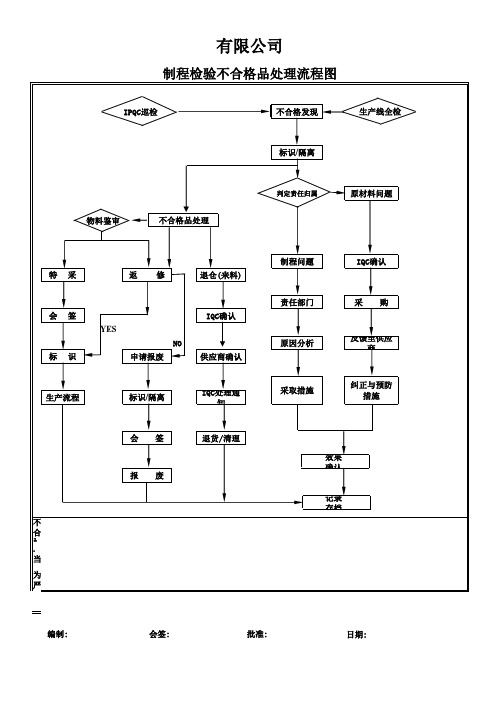
制程检验不合格品处理流程图
IPQC巡检 不合格发现 生产线全检
标识/隔离
判定责任归属
原材料问题
物料鉴审
不合格品处理
制程问题 特 采 返 修 退仓(来料) 责任部门 会 签 YES NO 标 识 申请报废 供应商确认 原因分析 IQC确认
IQC确认
采
购
反馈至供应商
生产流程
标识/隔离
IQC处理通知
采取措施
纠正与预防 措施
会
签
ቤተ መጻሕፍቲ ባይዱ
退货/清理 效果确认
报
废 记录存档
不合格品处理说明: 1.当某项不合格品数量超过“停机整改要求”的条件时,则必须要求生产进行停机调试,当异常较 为严重或必要时须以<品质异常通知单>形通知生产单位停机整改。
编制:
会签:
批准:
日期:
IPQC制程检验流程(流程版)

生产部
品检组
业务
首五件产品量测记录表
异常联络单
IPQC巡回检验记录
作业流程
流程说明
权责
单位
产出
表单
6.5主管不定时地巡回检查,发现问题,要让检验人员清楚问题所在,查找原因,提出改善对策,同时要求IPQC记录于《IPQC巡回检验记录》,并指定跟催确认人回馈最终改善结果,必要时再到现场亲自查实。
5.5 确认成品首件时必须对打好钉的成品进行轮子检验:
5.5.1检验轮子三只脚/外八字:把装好轮子的成品放在一玻璃平面上,转动箱体(需正方向和反方向),观察四个轮子是否完全接触玻璃板,如有轮子未完全接触玻璃板(轮子与玻璃板有空隙或四脚未落地),则视为三只脚. 用手分别转动每个轮子,观察轮子转动是否顺畅,不卡顿,再把箱子放在玻璃板上,观察前后轮子是否在一直线上,观察方法:前左轮对后左轮,前右轮对后右轮,前左轮对前右轮,后左轮对后右轮,如有任意一个轮子不在一直线上,则视为八字脚。
3. 检验标准:
3.1顾客订单资料
3.2业务员(含)以上干部签名确认的样包或顾客提供的样包、原物料确认卡、订单通知与反馈单、顾客原始订单、工艺单,资料单。
3.3《QC工程表》。
4.标准核对步骤:
4.1IPQC根据业务所提供的工艺单逐步核对两者的物料名称、规格、颜色、配色是否正确,如两者无误时,以工艺单做为标准核对大货及样包。
一 范围:
产品试做、过程品质控制,成品首件检验、关注新产品上线成品品质,跟催确认品质改善。
二 参考文件:
2.1 QC工程总表PB-G-001
三术语和定义:
3.1检验标准:业务员(含)以上干部签名确认的样包或顾客提供的样包、原物料确认卡、订单通知与反馈单、顾客原始订单、工艺单,资料单。
IPQC巡查及异常处理
IPQC巡查及异常处理
工作方法与技巧
• 6、沟通方式——四个步骤
发现
反馈
指正 要求改善
要有问题意 识,不可忽 视任何细节 问题。当发 现问题时需
细心、耐心 的与员工讲 解错误在哪 。
反馈要具 体,客观 描述。
要记住指正 的目的是指 错在哪里, 具体告诉员 工什么地方
错了,一定 要表示出自 己的着急与 诚恳,要对 事不对人。
产品监控计划
工程标准 指导书、操作规程
选定检查 项目
制定查核表
上级指定的项目 容易出问题的项目
报上级审 批
PPT文档演模板
IPQC巡查及异常处理
工作方法与技巧
• (2)检查表的格式:
PPT文档演模板
IPQC巡查及异常处理
工作方法与技巧
• 2、IPQA的工作特点
• (1)当机立断处理制程异常
IPQA
发生CAR: 对于前面3种情 况要发出异常单
监督追踪: 于暴露问题后适当 时间确认问题场所 的反应与变化
验证确认: 验证责任部门采取 措施的状况,并确 认措施的效果
IPQC巡查及异常处理
工作方法与技巧
1、IPQA常用的工具 (1)检查表 • 检查表是IPQA工作时使用的基本工具之一,其性质就像
作业指导书一样,制作方式如下:
①、制程 过程巡查
人员作业方 式是否与文 件要求一致
拉线/机架/仪器/ 设备等的设置、 保养及记录是否 与文件要求一致
PPT文档演模板
IPQC巡查及异常处理
工作方法与技巧
• 3、IPQA巡查内容
②、产品品质巡查,2小时/次
③、 5S、ESD的巡查等
PPT文档演模板
ipqc制程品质异常品处理流程
ipqc制程品质异常品处理流程下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!本店铺为大家提供各种类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor. I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you! In addition, this shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts, other materials and so on, want to know different data formats and writing methods, please pay attention!IPQC制程品质异常品处理流程在制造过程中,IPQC(InProcess Quality Control)制程品质异常品处理流程是确保产品品质的关键环节。
IPQC制程异常处理流程优化
IPQC制程异常处理流程优化IPQC制程异常处理流程优化1. 概述IPQC(入线前检验)是一种质量控制工具,它在产品制造过程中起着至关重要的作用。
在现代制造业中,为了确保产品质量和生产效率,制程异常处理是不可或缺的环节。
本文将讨论如何优化IPQC制程异常处理流程,以提高制造业的生产效率和质量。
2. IPQC制程异常处理流程概述IPQC制程异常处理流程是指发现制造过程中的异常情况,并采取相应的纠正措施以确保产品质量达到预期标准的一系列步骤。
通常,该过程包括以下几个关键步骤:2.1 异常发现和记录异常发现是IPQC制程异常处理的第一步。
在生产过程中,通过监控设备、工序员工的观察和自检等方式,可以及时发现异常情况。
一旦异常情况被确认,必须立即记录该异常,以便后续分析和处理。
2.2 异常分析和原因追溯异常分析是确定异常原因的关键步骤。
通过对异常情况的深入分析和原因追溯,可以找出制程中的根本原因。
这需要与相关的生产人员和质量工程师进行充分的沟通和合作。
2.3 确定纠正措施在确定了异常的原因后,下一步是制定相应的纠正措施。
这些纠正措施可能包括调整设备设置、重新培训操作员、更换材料或工具等。
这些措施必须能够有效地解决异常问题,并防止其再次发生。
2.4 实施纠正措施一旦纠正措施确定,就需要对其进行有效的实施。
这可能需要与设备维护人员和操作员进行协调,并确保他们正确理解和执行所需的改变。
2.5 监控和追踪在纠正措施实施后,需要对其效果进行监控和追踪。
这可以通过监测制程参数、进行抽样检验和定期审核来实现。
监控和追踪能够帮助确保纠正措施的有效性,并及时发现任何新的异常情况。
3. IPQC制程异常处理流程优化建议3.1 制程异常信息管理系统的引入为了更好地管理制程异常处理流程,建议引入一个制程异常信息管理系统。
该系统可以帮助监控和追踪异常情况,并提供实时的异常报告和分析。
通过自动化和数字化的方式,可以提高处理流程的效率和准确性。
IPQC品质控制之首件确认与异常处理流程
责任单
PROD IPQC
核对首件、受控样品、MI文 件、三者产品P/N码是否一致
1.依订单号查合同评审记录,确认客户代码、产品 P/N码。 2.合同评审特殊工艺栏是否对产品有特殊要求,如有 是否有相关ECN文件支持。 3.查MI号并找到对应文件。
IPQC
首件半成品与可拆受控 结构与外观 功能检测
1.电芯P/N码、容量、来料日期、前段QA工序章。 2.保护板型号、来料日期、供应商、IQC检验章。 3.保护板IC型号(精工/理工)、MOS型号、电量计; 电阻等元器件贴片位置、等数量等。 1.绝缘胶纸规格、包边、盖帽、外围、整体胶纸等型 号规格(颜色)核对。 2.导线直径、出线方向、长度、端子线排序。 3.电池长宽厚、不允许有尺寸超出公差。 4.脱壳型号、贴标内容核对。 5.喷码内容核对与MI/ECN文件一致。
IPQC
文件与记录
首三件检验记录 表
首三件检验记录 表
首三件检验记录 表
合同评审记录表 MI或ECN文件
首三件检验记录 表
首三件检验记录 表
首三件检验记录 表
首三件检验记录 表
PROD主管、PE工程、QA主管 确认会签
送PROD主管、PE工程、QA主管确认,三部门确认 合格后,产线方可批量生产。
PROD、PE 首三件检验记录
、QA
表
批量生产、巡检
1.必须确认保首件已经PROD主管、PE工程、QA主管或组长 确认OK。 2.开始批量生产时需量测30sets或以上成品尺寸,以确保 成品尺寸符合要求。 3.其余依QAI-030 QA巡检工作指示对各工序人员、设备、 作业工艺、产品品质进行来回抽查。
IPQC IPQC巡检日报表
、QA、 PROJ
产线异常处理流程
产线异常处理流程一、制程异常处理流程:1、IPQC发现异常,必须在30分钟内通知部门责任主管;进行品质分析确认;品质责任主管与生产责任主管进行处理;2、30分钟后,仍然没有解决,相关责任部门必须通知部门经理,同时由品质部牵头,召集相关部门主管对实际问题进行分析处理;同时开品质异常单,即CAR。
3、品质异常2H内没有解决的,由生产部相关课长通知企划相关负责人;在4H内没有解决的,由企划通知相关副总,并组织讨论、制定相关的改善对策;4、任何改善对策,品质部必须及时通知IPQC对改善的效果进行跟进确认,以便及时结案;二、来料异常处理流程:1、常规来料,按照正常的检验流程进行作业,必须在12H内验收,并做好入库;来料异常的,必须做好《来料异常报告》,并由品质部IQC通知部门主管,然后由部门主管联系供应商或者采购,对不良来料进行分析处理,要求供应商提供《改善报告》。
2、紧急物料,品质部必须在2H内,做好入库验收及品质异常处理工作;(在2H内必须及时上报,以便及时联系供应商补货或者到现场处理。
三、工程设计异常初六流程:1、客户图纸要求变更的,工程部必须以邮件和书面的形式通知各部门经理;涉及到检验要求或者工艺变更,并可能对制程效率造成影响的,必须在4H内,召集各部门经理进行会议讨论;2、由于工程设计,而影响本公司作业效率和良率的,由发现部门课长提出,经理审核,副总审批;同时由提出更改部门牵头,召集品质、工艺、工程和生产等部门的经理进行现场讨论;并制定相关记录。
四、外协异常处理流程:1、外协厂商因我司提供物料出现异常时,PMC必须要求外协厂商立即(30分钟内)向本司PMC负责人反映,PMC负责人必须在30分钟内作出具体的处理措施;30分钟内不能处理的,必须向部门经理反映;2H后仍然没有处理的,必须向分管副总反映;并制定处理措施;记录异常问题。
跟踪改善效果。
2、外协厂商本身的问题导致外协物料不能正常完成的,外协厂商必须在30分钟内向本公司PMC反映,PMC必须立即(30分钟内)向本公司采购说明外协厂商的异常原因,同时与采购共同商讨处理对策;2H内没有处理完成,必须向分管副总放映,并由采购制定最终处理措施,记录异常问题,由PMC跟进改善效果;3、外协产品在我司检验不良时,根据我司制定的相关标准,由品质部IQC记录相关不良数据,并在12H内必须将不良数据统计完成交给采购;便于采购对供应商进行处罚或者要求供应商赔偿提供证据;同时同时要求供应商提供改善报告,有IQC对改善报告的具内容进行跟进。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
ipqc制程异常处理流程
IPQC制程异常处理流程
一、前言
在生产过程中,制程异常是不可避免的。
为了保证产品质量,需要及时有效地处理制程异常。
本文将介绍IPQC制程异常处理流程。
二、IPQC制程异常分类
1.外观不良
2.尺寸不良
3.功能不良
4.其他异常
三、IPQC制程异常处理流程
1.发现异常
当生产人员发现任何一个制程出现异常时,应立即停止该工序,并及时通知质量部门。
2.记录信息
生产人员应详细记录以下信息:
(1)发现时间和地点;
(2)具体问题描述;
(3)影响范围;
(4)相关人员。
3.分析原因
质量部门应尽快组织相关人员进行分析,并确定问题的根本原因。
4.采取措施
根据分析结果,采取相应的措施:
(1)修正工艺参数;
(2)更换设备或工具;
(3)培训操作人员等。
5.验证效果
经过采取措施后,需要进行验证,确保问题得到解决。
6.记录跟踪
质量部门应对每一个制程异常进行跟踪记录,并定期进行汇总和分析,以便于持续改进。
四、IPQC制程异常处理的注意事项
1.及时处理
发现异常后应立即停止该工序,并通知相关人员进行处理,以避免问
题扩大。
2.记录详细信息
生产人员应详细记录异常信息,以便于后续分析和跟踪。
3.分析原因
在采取措施之前,需要对问题进行深入分析,确定根本原因。
4.采取有效措施
根据分析结果采取相应的措施,并确保其有效性。
5.验证效果
经过采取措施后需要进行验证,确保问题得到解决。
6.持续改进
对每一个制程异常进行跟踪记录,并定期进行汇总和分析,以便于持续改进。
五、总结
IPQC制程异常处理流程是一个不断完善的过程。
在实际操作中,需要根据具体情况灵活运用,并不断总结经验,提高处理效率和质量。