真空电弧重熔-西安建筑科技大学
3.真空感应炉熔炼-西安建筑科技大学

3[Ca]+2[P]=Ca 3P2
参与反应的钙可以 是金属钙也可以是 钙的合金(硅钙合 金)或钙的化合物 (CaC2)
31
3.6 新技术在感应炉冶炼中的应用
反应产物Ca3P2不溶于钢液,在炼钢温度下会以液态上浮而进入 渣中,在炼钢条件下不稳定,是一种强的还原剂,当炉内气氛氧 势偏高和渣中存在易还原的氧化物时,会发生如下反应:
镁特定的物化性质决定着,在镁的加入操作中,镁的加入 方式回收率的控制都是难以完善解决的工艺问题,使用镁合金 如:Ni-Mg、Ni-Mg-Me以降低镁的蒸汽压,提高熔点和沸点。 镁处理的操作过程为: 精炼期结束后,若要求添加B、Ce,在B、Ce加入后,调节 熔池温度,使温度低于出钢温度20℃; 真空室内充高纯氩气至13-27kPa; 镁以块状的含镁中间合金加入金属熔池; 镁加入后立即大功率搅拌,时间不宜过长,为减少镁的 损失,加镁后,通常1-5min内出钢;
22
3.3真空感应炉冶炼工艺过程
3.3.4 出钢和浇注
合金化结束后,坩埚中的金属液达到预定的成分 和温度,真空度也符合要求,则可出钢; 采用真空浇注,小型炉用上注,大型炉也可以下 注。
23
3.4元素的挥发与控制
所有金属都存在一个平衡的蒸汽压pi*,它取决于该金属的物 性、气态的存在形式(单原子、双原子还是多原子组成气态分 子)以及温度。i物质的蒸汽压pi*,与温度的关系式为:
40CrNiMo(SAE4340),(C:0.42%;Mn:0.76%;Cr:0.77%;
Ni:1.67%;Mo:0.20%)
14
3.1.3 真空感应炉熔炼的特点
不同熔炼方法生产的钢与合金中夹杂物含量
钢与合金
Cr20 Cr16Ni25W5AlTi2 氧化物夹杂/%
炼钢厂毕业设计-年产200万吨板坯的电炉炼钢分厂工艺设计[管理资料]
![炼钢厂毕业设计-年产200万吨板坯的电炉炼钢分厂工艺设计[管理资料]](https://img.taocdn.com/s3/m/55d03dd70722192e4436f6bd.png)
西安建筑科技大学华清学院毕业设计(论文)任务书题目:年产200万吨板坯的电炉炼钢分厂工艺设计院(系):材料与冶金工程系专业:冶金工程学生姓名:学号:指导教师(签名):主管院长(主任)(签名):时间:年产200万吨板坯的电炉炼钢分厂工艺设计专业:冶金工程姓名:指导老师:摘要本设计主要是为了阐述当今电弧炉的发展概况以及电弧炉未来发展前景,结合本专业所学的理论知识,设计年产200万吨板培坯的电弧炉炼钢车间,根据国内外炼钢技术的发展趋势、钢铁产品的发展方向,选择了先进且有较大发展余地的短流程工艺:原料、废钢→超高功率电弧炉→LF炉精炼→连铸。
通过产品大纲的确定、电弧炉炼钢的物料平衡与热平衡计算、电弧炉的炉型设计、连铸设备选择、车间工艺设计及车间总体布置,确定了以两座120吨超高功率电弧炉、两台LF精炼炉及两台连铸机为主要生产设备。
设计方案以技术新、效益高为原则,充分体现了先进、灵活、多功能的特点,具备可持续发展性。
提交的内容包括设计说明书一份(含专题和冶金专业相关外文文献译文各一篇),电弧炉炉型图、车间平面布置图和剖面图各一张。
关键词:电弧炉发展,超高功率电弧炉(UHP),EBT,LF精炼炉,工艺设计A Design on Electronic Arc Furnace Steel Plant With AnAnnual Productivity of 200 million tons of slabSpeciality:Iron﹠Steel MetallurgyName:Instructor:AbstractThis is designed to this development survey of current electric arc furnace eaf future development prospects and combined with the professional theories knowledge, Electric arc furnace steelmaking workshop designed annual output of 2 million tons of to the domestic and foreign steelmaking technology development trend, steel products, chose the development direction of advanced and have larger development room of short flow process: raw materials, scrap and high power electric arc furnace and furnace refining –LF Refining furnace-. Through products outline ascertained, eaf material balance and the thermal equilibrium calculation, eaf furnace type design, equipment selection, workshop casting process design and workshop layout, identified with two 120 tons of high power electric arc furnace, two LF finer and two caster main production equipment. For Design schemes to technology and new and high efficiency for the principle, fully embodies the advanced, flexible, multi-function characteristics, with sustainable development. The content includes the design specifications submitted a (including project and metallurgy professional translation related foreign documents each an article), eaf furnace type figure, workshop layout and section each one.Key words:development,UHP-EAF,Steelmaking,LF,process desig目录前言 (7)绪论 (8)电弧炉流程发展的背景 (8)炼钢原料:废钢 (8)能源消耗 (8)环境因素 (8)国内外电弧炉技术的发展 (9)超高功率电弧炉技术 (9)电弧炉炼钢合理供电技术 (9)导电横臂技术 (9)电弧炉电极自动控制技术 (9)直流电弧炉技术 (9)泡沫渣技术 (10)电弧炉偏心炉底出钢技术 (10)电弧炉底吹搅拌技术 (10)我国电炉钢发展前景 (10)电炉钢产量 (10)废钢替代品 (11)装备水平和工艺特点 (11)节能减排技术 (11)我国电弧炉炼钢存在的问题 (11)结语 (12)1电弧炉炼钢车间的设计方案 (13)电炉车间生产能力计算 (13)电炉容量和台数的确定 (13)电炉车间生产技术指标 (13)电炉车间设计方案 (14)电炉炼钢车间设计与建设的基础材料 (14)电炉炼钢车间的组成 (15)电炉各车间的布置情况 (15)2 产品性能及冶炼要点 (16)Q235B的物理性能 (16)原料的分类保管要求 (17)配料的原则与方法 (17)装料 (17)送电 (18)熔化期的操作 (18)氧化期的操作 (18)3电弧炉炼钢物料平衡和热平衡 (20) (20)计算所需原始数据 (20)物料平衡基本项目 (22)计算步骤 (22)热平衡计算 (34)计算热收入Qs (35)计算热支出Qz (36)4、超高功率电弧炉炉型设计计算 (40)、电炉容量和座数的确定 (40)、超高功率炉型设计 (41)、熔池的形状和尺寸 (41)、熔化室尺寸 (43)、炉衬及厚度(δ)的确定 (44)、炉壳及厚度δz (44)、炉门尺寸的确定 (45)、偏心炉设计 (45)、水冷挂渣炉壁的设计 (47)、水冷炉盖 (48)5、电弧炉电气设备的计算和选择 (49)、变压器功率和电参数的确定 (50)、变压器功率的确定 (50)、电压级数 (50)、电极直径(d电极) (51)、电极心圆直径(d三极心) (52)、短网的设计 (52)6、炉外精炼技术 (54)、炉外精炼的基本原理 (55)、真空碳脱氧 (55)、真空去气 (57)、氩气的精炼作用 (58)、钢包精炼法 (59)、LF钢包精炼 (59)、真空吹氩脱气法(VD法) (60)7、电炉炼钢车间烟气净化系统的设计 (62)、烟气特征 (63)、烟气成分 (63)、烟气温度 (63)、烟气量 (63)、烟尘性质 (64)、烟气净化方法的选择 (64)、烟气净化系统的设计 (65)、烟气净化系统的主要设备 (66)、烟气收集设备——烟罩 (66)、烟气冷却设备 (66)、除尘设备 (67)、抽气设备(抽烟机) (67)8电弧炉炼钢车间工艺布置 (68)原料跨 (69)原料跨的宽度 (70)原料跨总长度确定 (70) (70)炉子跨工作平台高度 (71) (71)电弧炉出渣和炉渣处理 (71)、跨度、高度 (71) (72)其他布置 (72)连铸跨 (72)总体布置 (72)连铸机操作平台的高度、长度、宽度 (72)连铸机总高和本跨吊车轨面标高 (73)连铸机总长度 (73) (74) (74)备注 (74)9 车间主要设备的选择 (75)电弧炉主要设备选择 (75)校核年产量 (75)电极 (76)精炼炉设备选择 (76)连铸设备选型 (77) (77)拉坯速度 (78)连铸机的流数 (80)弧型半径 (80)连铸机的生产能力的确定 (81)连铸浇注周期的计算 (81)连铸机作业率 (81)连铸坯收得率 (82)连铸机生产能力的计算 (82)中间包及其运载设备 (83)中间包的形状和构造 (84)中间包的主要工艺参数 (84)中间包运载装置 (85)结晶器及其振动装置 (85)结晶器的性能要求及其结构要求 (85)结晶器主要参数选择 (85)结晶器的振动装置 (87)二次冷却装置 (87)二次冷却装置的基本结构 (87)二次冷却水冷喷嘴的布置 (87)二次冷却水量的计算 (87)拉矫装置及引锭装置 (88)拉矫装置 (88)引锭装置 (88)铸坯切割装置 (88)盛钢桶的选择 (88)渣罐及渣罐车的选择 (91)车间所需的渣罐数量为 (91)车间所需渣罐车数量 (91) (91)其它辅助设备的选择 (92)10 车间人员编制及主要经济技术指标 (92)技术经济指标 (92)产量指标 (92)质量指标 (92)作业效率指标 (93)连铸生产技术指标 (93)车间人员编制 (93)11参考文献(正文) (95) (96)毕业设计之歌 (96)电弧炉炼钢综合节能技术研究 (97)前言电弧炉炼钢是靠电极和炉料间放电产生的电弧,使电能在弧光中转变为热能,并借助辐射和电弧的直接作用加热并熔化金属和炉渣,冶炼出各种成分的钢和合金的一种冶炼方法。
真空电弧重熔(VAR

真空电弧重熔(VAR)VAR广泛应用于提高清洁度和细化空气熔炼或真空感应熔炼的钢锭的结构,这些钢锭成为自耗电极。
VAR钢、高温合金、钛锆及其合金用于许多高要求场合,在这些应用中,清洁度、均匀度、抗疲劳和断裂韧性对于最终产品都是必须考虑的因素。
航空、发电、国防、医疗和核工业依靠这些高级重熔材料的性能。
工艺技术和工艺特点VAR通过真空电弧对电极进行持续重熔。
应用直流电源在电极和放于水套中的钢模的底板之间产生电弧。
电弧产生的高热熔化了电极,在水冷模中逐渐形成新的钢锭。
整个重熔过程始终保持高真空。
VAR炉的基本设计多年来进行了持续的改进,尤其是在计算机控制方面取得了长足的进步,全自动重熔工艺日趋成熟。
从而使产品冶金学性能的重复性得到了改进。
1. 12吨VAR炉2. 30吨VAR炉真空电弧重熔工艺冶金学VAR钢锭中给定材料的凝固结构受局部凝固速率和在液体/固体界面处的温度梯度影响。
为了得到直接的树枝状的原始结构,在整个重熔工艺中必须在凝固界面处保持较高的温度梯度。
蜂窝状枝晶的生长方向与温度梯度的方向一致,也就是,凝固时在凝固界面处与热流方向一致。
热流方向总是垂直于凝固界面,一旦为曲线界面,则垂直于相关切线。
因此,在凝固过程中,枝晶的生长方向受金属熔池的影响。
因为熔池深度与重熔速率一起增长,所以枝晶与钢锭轴线所成的生长角度也在增长。
在极端情况下,直接枝晶的生长可能停止。
然后钢锭心部为无方向性的凝固,例如:在等轴晶粒中导致偏析和微缩。
甚至在定向凝固中,微偏析随着枝晶臂间距而增长。
与钢锭轴平行的枝晶凝固结构可产生良好的结构。
但是优良的钢锭表面需要一定程度的能量输入,产生相关的重熔速率。
优良的熔化速率和能量输入取决于钢锭直径和材料等级,这就意味着无法总是保持大直径钢锭所需的低重熔速率,获得与轴平行的结晶。
尽管为定向性凝固,仍可在重熔钢锭上出现缺陷,例如:“年轮”、“斑点”和“白点”等。
这些缺陷将导致钢锭无用,尤其是特殊合金。
VAR熔炼TC2钛合金

VAR熔炼TC2钛合金郑亚波;陈战乾;陈峰;乔璐;毛玲玲【摘要】由于A1、Mn元素在钛合金中的饱和蒸汽压远大于基体元素,因此,TC2钛合金在熔炼中主组元的挥发损失较大,尤其是Mn元素,不利于铸锭化学成分均匀性控制.本文基于活度系数计算模型和控制传质系数计算模型,从热力学角度分析了钛合金熔体中A1、Mn元素的挥发趋势,分析了TC2钛合金中各元素的分布特点,结合生产实际,通过合理控制原材料,选择合适的合金添加剂及熔炼参数等,采用真空自耗电弧炉惰性气体保护熔炼出直径为720mm的TC2钛合金铸锭,结果表明:所熔炼的铸锭径向、轴向化学成分均匀,生产的铸锭经后续加工,所得到的产品均满足标准要求,未出现宏观偏析.【期刊名称】《世界有色金属》【年(卷),期】2016(000)007【总页数】5页(P32-36)【关键词】VAR熔炼;TC2;挥发;成分控制【作者】郑亚波;陈战乾;陈峰;乔璐;毛玲玲【作者单位】西安建筑科技大学,陕西西安710055;宝鸡钛业股份有限公司,陕西宝鸡721014;宝鸡钛业股份有限公司,陕西宝鸡721014;宝鸡钛业股份有限公司,陕西宝鸡721014;宝鸡钛业股份有限公司,陕西宝鸡721014;宝鸡钛业股份有限公司,陕西宝鸡721014【正文语种】中文【中图分类】TG146.2TC2合金名义化学成分为:Ti-4Al-1.5Mn,是一种700MPa等级的中等强度和较好塑性的α+β型钛合金,与TC1、TA21同属于Ti-Al-Mn系合金。
由于其具有较高的强度、良好的成型性和焊接性能,综合力学性能较好,在航空工业、宇航行业、化工工业、造船业等方面日益得到广泛的应用[1-3]。
在TC2铸锭真空自耗熔炼过程中,铝、锰属于易挥发组元,在真空熔炼条件下大量挥发,除相当部分被真空机组抽出外,大部分在铸锭周边和顶部富集,尤其是Mn元素更为严重,铸锭表层的含锰量可高达中心部位的15倍[4],这会造成铸锭化学成分不均匀,产生严重锰偏析,影响产品的力学性能和质量。
真空自耗电弧熔炼制备钛合金技术的研究进展
2019年第48卷第3期Vol.48No .32019INDUSTRIAL HEATINGDOI:10.3969/j.issn.1002-1639.2019.03.018真空自耗电弧熔炼制备钛合金技术的研究进展刘欣欣(商洛学院城乡规划与建筑工程学院,陕西商洛726000)摘要:钛合金作为一种性能优良的合金被广泛应该用于航空航天领域,经过半个世纪的发展,钛合金的制备工艺有了明显提升,其中真空自耗熔炼技术是目前制备钛合金的主要熔炼技术。
论述了真空自耗技术的主要研究现状,较为系统地介绍了改善真空自耗电弧熔炼技术的研究方法及手段,提出了未来真空自耗电弧熔炼控制技术的发展方向。
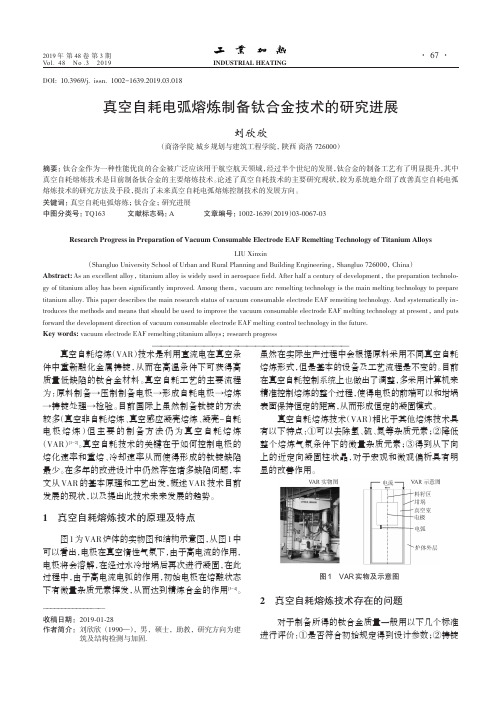
关键词:真空自耗电弧熔炼;钛合金;研究进展中图分类号:TQ163文献标志码:A文章编号:1002⁃1639(2019)03⁃0067⁃03Research Progress in Preparation of Vacuum Consumable Electrode EAF Remelting Technology of Titanium AlloysLIU Xinxin(Shangluo University School of Urban and Rural Planning and Building Engineering ,Shangluo 726000,China )Abstract:As an excellent alloy ,titanium alloy is widely used in aerospace field.After half a century of development ,the preparation technolo⁃gy of titanium alloy has been significantly improved.Among them ,vacuum arc remelting technology is the main melting technology to prepare titanium alloy.This paper describes the main research status of vacuum consumable electrode EAF remeiting technology.And systematically in⁃troduces the methods and means that should be used to improve the vacuum consumable electrode EAF melting technology at present ,and puts forward the development direction of vacuum consumable electrode EAF melting control technology in the future.Key words:vacuum electrode EAF remelting ;titanium alloys ;research progress————————————————————————————————————————收稿日期:2019⁃01⁃28作者简介:刘欣欣(1990—),男,硕士,助教,研究方向为建筑及结构检测与加固.真空自耗熔炼(VAR )技术是利用直流电在真空条件中重新融化金属铸锭,从而在高温条件下可获得高质量低缺陷的钛合金材料。
稀有金属真空熔炼熔速控制的研究

前沿技术eading-edge tE匸hnolciqq 稀有金属真空熔炼熔速控制的研究范晓晶力2,尉龙2(1.西安建筑科技大学机电工程学院,陕西西安710055;2.宝鸡钛业股份有限公司,陕西宝鸡721014)摘要:针对电弧炉的不稳定性和强耦合性问题,提出一种基于模糊控制真空自耗电弧炉熔速控制方法,通过对熔速控制系统模型分析与描述、对真空自耗电弧炉熔速控制策略分析以及对模糊控制理论的研究,实现对电弧炉熔速的稳定控制,从而保证真空自耗电弧炉的稳定性运行。
关键词:模糊控制;电弧炉;熔速中图分类号:TP273文献标识码:A文章编号:1002-5065(2020)02-0141-2Study on the control of melting rate in vacuum melting of rare metalsFAN Xiao-jing1,2,WEI Long2(1.School of M echanical and Electrical Engineering,Xi'an University of A rchitecture and Technology,Xi'an710055,China;2.Baoji Titanium Co.,Ltd,Baoji721014,China)Abstract:In view of the instability of EAF and the strong coupling,a fuzzy control method for the melting rate control of vacuum consumable EAF is proposed.Through the analysis and description of the model of the melting rate control system,the analysis of the melting rate control strategy of vacuum consumable EAF and the study of the fuzzy control theory,the stable control of the melting rate of EAF is realized,so as to ensure the stability of the melting rate of vacuum consumableEAF Stable operation.Keywords:fuzzy control;electric arc furnace;melting rate真空自耗电弧炉是用于冶炼钛、错、铃等稀有金属的重要设备之一,真空自耗电弧炉的熔炼稳定性是直接影响其产品质量及生产效率的基础。
真空电弧重熔(VAR)控制
从表3可以看出,碳的合格率为97%,氮的合格率为92%,安钢炉卷生产线生产的700MPa 低碳高强钢碳氮控制相对较好,特别是氮的控制上,成品标准较高([N]≤0.0060%),在我们对工艺合理的控制后,合格率能够稳定控制在90%以上。
4结束语通过工艺优化,安钢700MPa、800MPa 低碳高强钢在生产过程中,碳氮控制关键点在于:1)碳的控制上主要在于,钢包在上线前,钢包内壁清理干净,渣线寿命控制在5-20次;转炉出钢合金化采用低碳锰铁、硅铁;LF 炉备用侵蚀状况较好的电极,在冶炼低碳高强钢时,若发现电极异常可随时更换。
2)氮的控制上主要有:LF 脱硫氩气流量850N ·L/min,集中脱硫6min,其它环节尽量将氩气流量调小,推荐50N ·L/min;LF 炉进站温度>1550℃,送电加热时要做到埋弧送电;采用VD 真空脱气。
参考文献[1]俞海明,黄星武,徐栋,肖明光.转炉钢水的炉外精炼技术[M].北京:冶金工业出版社,2011:41-54.[2]周德光,罗伯钢,曾立,等.钢中氮的控制及其对质量的影响[J].炼钢.2005,21(1):43—46[3]成国光,萧忠敏,姜周华,等.新编钢水精炼及铁水预处理1500问[M].北京:中国科学技术出版社,2007:89.[4]吴康,郑毅,唐洪乐,等.转炉冶炼低碳冷轧钢终点氮含量的控制[J].梅山科技,2011(2):53.田云生孙拓王佰双:安钢700MPa 低碳高强钢碳氮控制工艺研究第26卷第2期表3700MPa 低碳高强钢冶炼情况Table 3Statistical information on the smelting results项目统计数据冶炼炉数74碳合格炉数72碳合格率97%氮合格炉数68氮合格率92%(上接第40页)倾向。
3)随着浸入式水口吹氩量的增大,液面的波动会增大,但在结晶器不同宽度位置上不尽相同,吹氩量视浇铸钢种而定。
等离子熔炼-西安建筑科技大学
6.3.1 等离子感应炉(PIF)
等离子感应炉是由感应炉和等 离子炉喷枪联合组成的一种新型
熔炼设备。
等离子热源提高了炉子的热效
率和熔化速度,渣池温度高达
1850℃,为降低金属中的硫含量 创造了条件。 高温热源克服了AIM法内熔渣 温度低,反应能力差的不足。
6.3.3 等离子弧重熔(PAR)
在惰性气氛或者可控气氛中,利用等离子弧来熔炼金属的 特种熔炼方法。重熔过程中,被熔化的金属熔滴穿过熔渣层, 在结晶器内凝固。
被重熔的金属可以是棒料,也可以是块料。 重熔过程中可以控制熔炼室的气氛和压力,有利于重熔含 有易挥发元素的钢与合金; 等离子弧的高温,重熔时可采取造渣精炼,有利于脱硫反 应地进行; 与电渣重熔法相比,去气(氢、氮)的能力较强。而且在 重熔含有Ti、Al元素较高的钢与合金时,化学成分容易控制。
密封用石棉绳
铈钨电极 辅助电极 电弧 电磁搅拌线圈 液态金属 水冷阳极
出钢口
密 封 式 等 离 子 电 弧 炉
电熔镁砂炉衬
等离子感应炉
1-等离子枪; 2-窥视孔; 3-出钢口; 4-感应线圈; 5-坩埚 6-炉底电极; 7-炉壳; 8-等离子弧; 9-等离子喷嘴 10-合金加料漏斗
等离子电弧炉
1-等离子枪; 2-炉盖; 3-辅助阳极; 4-出钢口; 5-搅拌线圈; 6-炉衬; 7-水冷阳极; 8-钨阴极; 9-等离子弧; 10-炉门; 11-金属液; 12-渣液;
6.2 等离子熔炼的类型
PAM
结构
等 离子 电弧熔炼 差异
等离子电弧炉
PAR 等离子电弧重熔炉
热源
等离子 熔炼
等离子 PIM 感应炉熔炼
不同 等 离子 PER 电子束熔炼
高温合金的电渣重熔(ESR)和真空电弧重熔(VAR)
从图9-11金相组织可以看出,普通42CrMo 钢样品在J9处的组织由贝氏体+马氏体组成,其中贝氏体的含量较多;当42CrMo 钢中添加微合金元素V 强化以后,相同J9位置处的组织也主要是贝氏体+马氏体组成,但样品中马氏体数量较普通样品明显有所增加,马氏体针细小,分布均匀;同样的随着淬透性的延续,J15处加钒42CrMo 比普通42CrMo 钢马氏体数量明显要多,J20处加钒42CrMo 马氏体量未见减少,普通42CrMo 钢马氏体数量已明显减少,从而无法保证曲轴进一步深层次的淬透。
通过对比发现,添加微合金元素V 强化后,端淬后组织整体良好,达到了设计要求,从而保证了发动机曲轴良好的淬透性。
5结论通过添加微合金钒进行强化,材料淬透性得到提升,通过端淬试验结果可以发现,J1.5、J3点两个样品的硬度值相差很小,约为56.2HRC 和56HRC。
由试验方法可知,该两点距离冷却喷水端最近,水直接喷淋冷却速度较快,比较容易得到马氏体组织,此处的硬度值主要决定因素为基体中的C 含量。
加V 强化对距离水冷端较近位置影响较小。
从J9点开始,两个样品在同一距离处的硬度值差别逐渐变大,J9点其硬度值分别为53.6HRC 和54.7HRC,J11点其硬度值分别为52.6HRC 和54.4HRC,J15点其硬度值分别为48.5HRC 和51.1HRC,通过曲线可以看出,不加V 强化的样品随距离的增加,硬度数值下降明显,而加V 强化后样品在同一距离,硬度值大于普通样品。
通过对比同距离不同工艺的样品硬度值,可以发现:通过加V 强化,可减缓样品的硬度下降的趋势。
从J20点开始,淬透性曲线逐渐趋于平稳,曲线形状两样品基本一致,但是加V 强化样品硬度值一般要高于普通样品3.5-5.5HRC,由此可见,通过加V 强化,提高了样品的淬透性,达到了发动机曲轴的要求。
参考文献[1]王文静,许立伟.42CrMoA 钢曲轴的形变调质[J ].金属热处理.2015(03)第40卷第3期[2]刘光华,张永秀,李瑞.发动机曲轴的强度、材料与工艺[J ].汽车工艺与材料,2001(9):1-8.(2)J20点金相组织图11距离淬火端20mm 处金相组织Fig.11The Micro-structures of the sectionof 20mm from theEnda 普通42CrMo 样品J20组织b 加钒42CrMo 样品J20组织由于真空电弧重熔(VAR )工艺与电渣重熔(ESR )工艺相比容易控制合金锭的结晶,所以能够生产大锭型的偏析敏感合金。
VAR熔炼大规格钛铸锭表面质量与熔炼电压的关系
= =
由上式可看 出, 在气体成分 、 压力和电流密度不变 的情况下 , 熔 炼 电压 ( U ) 除 了与 电弧 炉 固有 的 系统 压 降 ( 一 般 情 况下 , 对 于一 台 电 弧炉 , 其系统压降△u在一定时间周期 内是一个 常数 ) 有关外 , 还与 被 熔 炼 的 电极 材料 和 弧 距有 关 。 文章 通 过 选择 熔 炼 电 压 、 控 制合 理 的弧 距 , 解 决 了表 面 夹 层 、 皮 下气孔、 结疤等表面缺 陷, 铸锭表面质量有了明显改善 。 3结 果 与讨 论
摘 要: 文章主要探讨 了V A R炉熔炼大规格钛及钛合金铸锭表 面质量与熔炼电压的关系, 结合工业化生产 , 通过试验调整影响 铸 锭 表 面 质 量 的主 要 因素 , 优 化 了 大规 格钛 及 钛 合 金 铸 锭 生 产 工 艺参 数 , 生产 出 了表 面 质 量 优 良的钛 及 钛 合 金 铸 锭 , 提 高 了铸
3 . 1铸锭 表 面 结 晶
V A R熔炼是在高温、 低压及无 渣条件下 , 利用电弧放 电产生 的 高温做热源将 自耗 电极熔化 ,形成 的液滴通过 电弧区进入熔池 中, 熔 滴 在 通过 电弧 区发 生 一 系 列 的物 理 化 学 反应 ,使 金 属得 到 精 炼 , 自耗 电极 中 的杂 质 如 M g C 1 : 、 Mg 等将 发生 电离 和 气化 反 应 ,部 分 被 真空系统抽走 , 剩余部分则会冷凝在坩埚壁上与熔炼过程 中的喷溅 物一 起 形成 锭 冠 。铸 锭 表 面 质量 取 决 于 锭冠 的形 成 和 消 除 , 如果 锭 冠形成较低且薄 , 见图 1 , 熔炼过程 中易于被熔化、 消除 , 金属熔液就 会在 坩 埚 壁 结 晶形 成 较 好 的 有 金 属光 泽 的表 面 。如 果 锭 冠 未 被 消 除, 仍 附着在坩埚 内壁 , 金属熔液则会依附在锭冠表面冷却结 晶, 铸 锭表面将形成皮下气孔等表面缺陷 , 见图 2 。实际生产也证明 , 炉内 焊接 时若 坩 埚 附近 喷 溅 物 清 理 不 干净 则会 在 铸 锭 表 面形 成 此 类 缺
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
i或 I
i A/cm
2
d或 D d mm
D mm d mm
适用范围
备注
3800 J 5 d
钢、合金钢铁基或镍基 合金 钢、合金钢 D=145~150 d/D=0.7~0.8
钢\铁基或镍基合金 d=10~300 d/D=0.65~0.85
I=160D
I A I A
i-电流密度 I-熔炼电流 d-自耗电极直 径 D-结晶器直径
西安建筑科技大学
特种冶炼精品课程
真空电弧重熔
冶金工程学院 主讲人:崔雅茹
5.1 概述
真空下利用自耗电极与被熔炼金属之间产生的
高温直流电弧使自耗电极熔化和精炼; 可以创造一种低氧势、高温的熔炼条件;
熔炼铂、钽、钨等难熔的或钛、钛合金、高温
合金和特殊钢的生产;
5.2 真空自耗电弧炉的结构简介及分类
12吨VAR炉
30吨VAR炉
真空电弧重熔原理图
1-金属自耗电极;
2-气相区; 3-弧柱区;
4-金属熔池; 5-金属锭
自耗电极真空电弧炉结构示意图
1-负极; 2-电极供给机构; 3-连杆; 4-真空滑动密封套; 5-炉体; 6-夹头; 7-短棒; 8-自耗电极; 9-铜坩埚;10-铸锭; 11-水套; 12-正极; a-冷却进水; b-冷却出水; c-去真空泵
I=(16~20)D
5.3 钢和合金的重熔工艺
电压
在电流一定的条件下,电弧电压决定了电弧长度目前, 大都将电弧长度控制在22~26mm范围内,相应的电压 为24~26V,这时的δ值应大于25mm。
熔化速率
熔化速率(V)可以用与自耗电极升降相联动的标尺在单位时间 内下降的距离(S,mm/min)来确定。计算公式为:
简述确定真空自耗炉熔炼工艺参数的原则。
大时取上限,反之取下限
经验公式:
d=D-2δ
式中: δ—电极与结晶器之间的距离,mm
5.3 钢和合金的重熔工艺
真空度
为了稳定电弧,真空度就不宜太高,特别是应 该避开会引起辉光放电的压力范围。熔炼室的压力
宜保持在1.3Pa左右
5.3 钢和合金的重熔工艺
熔炼电流
单位 公 式
确定熔炼电流的经验公式
简述真空自耗重熔的相同点和不同点。
简述真空电弧炉中脱气的原理和过程。
根据元素的蒸气压说明真空电弧炉熔炼过程元素挥发现象。
现代真空电弧炉机械设备主要哪几个部分组成? 简述真空自耗炉真空系统的设备组成。
简述真空电弧重熔的基本工艺过程。
对结晶器出水温度的要求为:底结晶器进、
出水温差小于3℃;上结晶器进、出水温差不小 于20℃,出口水温在45℃~50℃范围内。
5.4 真空电弧重熔常见的冶金质量问题
冶 金 质 量 问 题
表面质量不良 裂纹 疏松
钢和合金的宏观缺陷
钢和合金的宏观缺陷
偏析
5.5 真空电弧重熔的特点
低压环境中进行熔炼可提高合金的纯洁度 重熔过程中铝、钛等活泼元素烧损少,化学成分稳定 避免了渣和耐火材料对合金的玷污。 改善夹杂物类型和分布状态。 偏析程度低,致密度高的优质重熔锭。 电弧的高温允许重熔一些高熔点的金属和合金 真空电弧重熔过程中的气氛可以控制 与电渣重熔相比较由于表面质量差,重熔锭要精整。 去除硫和夹杂物不及电渣重熔有利。 对于高温合金而言,真空电弧重熔锭的热加工性能较差。 设备复杂,维护费用高,致使合金的生产成本提高。
5.5 真空电弧炉的品种
(1)难熔活性金属及其合金如:W、Mo、Ta、Nb、 Zr、Hf、Ti和U等。 (2)特殊合金:高温合金和精密合金。 (3)特殊不锈钢和耐热钢。 (4)重要的结构钢,特别是大型铸造用锭。 (5)高级滚珠轴承钢。 (6)大断面高速钢、工具钢。 (7)高纯度有色金属及其合金。
复习思考题
v=K· S
5.3 钢和合金的重熔工艺
漏气率
真空系统的漏气率E是指单位时间内炉体外的空气渗 入真空室内的数量,单位是μmHg.L/s。真空电弧重熔 要求设备漏气率控制在≤6.67Pa.L/s,在熔炼难熔金属及 其合金时,要求E=0.400~0.667Pa.L/s。
5.3 钢和合金的重熔工艺
冷却强度
真空自耗电弧炉的分类
真空自耗电弧炉
按炉体结构
按作业形式
按铸锭形式
固 定 式
旋 转 式
间 歇 式
连 续 式
固 定 铸 锭
抽 锭 式
5.3 钢和合金的重熔工艺
真空电弧熔炼的工艺操作一般包括:
(1)熔炼前的准备; (2)装炉;
(3)试车检查;抽空和开炉熔炼; (4)停炉和卸炉;
(5)善后处理。
5.3 钢和合金的重熔工艺
真空电弧熔炼的分期和各期的任务
真空电弧熔炼全过程分四个阶段: 焊接电极; 引弧熔炼;
正常重熔期;
充填;
5.3 钢和合金的重熔工艺
工艺参数 电极直径 d/D=0.65~0.85
式中: d—自耗电极的直径,mm; D—结晶器的直径,mm; 对于钢或合金,目前d/D一般在0.7~0.8范围内选择。锭型较
真空自耗电弧炉成套设备包括:
电炉本体 电源设备
真空系统
电控系统 观测系统
水冷系统
真空电弧炉
1-铜结晶器; 2-操作台; 3 -光学观察系统; 4-电极升降装置; 5-电极杆; 6-炉体; 7-电极; 8-真空系统; 9-电弧; 10-锭子; 11-电控线圈;
真空电弧 熔炼炉示意图