T标准作业票组合票(三期教材)
准标准三票作业指导书详解

作業要領說明(二)
步骤4:求出一个循环的时间。用作业项目最下行的右侧的时间值减去左 侧的时间值,其结果填入右侧时间值下方的一个循环时间栏中。 用红字填入一个循环时间栏。 步骤5:决定C.T(循环时间)。观测10次左右,选择其中最小的值填入 作业项目时间的的最下行。但该时间值应是可能连续作业的时 间,不包括异常值。 步骤6:求出各作业项目的时间,用下行的时间值减去上行的时间值,将 结果填入下行。 步骤7:决定各作业项目时间。作业项目时间的合计,应与C.T(循环时间 )一致。不一致时间调整作业项目时间值,但不能改变C.T值。 步骤8:求出C.T的偏差值,从不含异常值的C.T值中选最高值为偏差值。 步骤9:求出C.T的平均值选出不含异常值的C.T值,,相加后除以C.T值的 个 数得出C.T的平均值。 2.测定设变自动加工的时间: 测定时间按码表的开始钮,将所要测定的设变加工时间,即:从设 备启动至返回原位置(到下一个加工品可以装上或摘下为止)的时间测 定下来。对每一加工作业观测次数2-3次即可。 3.时间观测用纸和填写例 4.进行现场观测的注意事项
设备自动加工时间,一起检视人和设备的组合是否可能。节拍时间(
T.T)是指以每日销售量来计算出每生产一个的生产时间,生产的时间
要以几分几秒为单位来计算生产一个的时间值为每日的必要量。C.T(
循环时间)=作业者一个人进行标准作业时,好不困难的、最快的,一 个循环的实际作业时间(包括步行时间)。
作業順序
作业的顺序号码及作业内容要记入(注意:不一定与工程顺序雷同) 作业内容以「做什么」之表现方法记入。 从工程别能力表转记手作业时间,自动传送时间。步行时间实测后,记入最短时间 。 记入人的工作时间。步行中所做作业时间于该当栏作
⑦时间(秒) 手作业时间 自动传送时间 步行时间
标准作业票(作业要领书)
3
◇ ⑤
④
⑥
①
置
架
4
担当 韩琴花
③② 台车
置 架
2
窗
铆接机
◇
实际操作
循环作业时间
步行
返回步行
1:37
质量 ◇
安全
标准工序间库存 ·
生产节拍
循环作业时间 1:37
生产线名称 工程名称
NO
1 2 3 4 5
原 点装 铆打 胶组 合移 动返
回
ドレイキップ线 内扇铆接
作业员B(仮組作業)
作业名称
标准作业票(改善后)
置 架
4
置 架
2
窗
铆接机
◇
实际操作
循环作业时间
步行
返回步行
5:02
质量 ◇
安全
标准工序间库存 ·
生产节拍
循环作业时间 5:02
铆接机
◇
◇
铆接机
台车
作业台B 作业台A
置
架
部品架
1
置 架
2
AT材 置架
返回步行
2:50
质量 ◇
安全
标准工序间库存 ·
生产节拍
循环作业时间 2:50
生产线名称 工程名称
NO
1 2 3 4 5
原 点装 铆打 胶组 合移 动返
回
平开窗线 内扇铆接 作业员B(仮組作業)
作业名称
标准作业票(改善后)
作成年月
部长
科长
作业 时间 :00 :30 1:29 2:34 2:38 2:40
◇
铆接机
① ③④
◇
作业台B
作成年月
部长
山积表培训
8H (便分割 )
2.2.3 可分辨瓶颈设备 MC/T改善 山积表运用
秒
瓶颈设备
T/T
C/T
A B C D E 工序/设备
2.2.4 工序的削除(C/T的缩短)
60" 1.不均衡
50"
MAX
40"
T/T
30"
MIN
20"
10"
真
因
0
A
B
C
追
求
80"
70"
60"
MAX
50" MIN
40"
3 T/T
改善想法:
‧◎作业项目重新配分 ‧◎作业动作工时改善
1.2 适用同条线一个流生产
‧山积票(不同品番)
(T/T)
动作 a b c
人A
abc
B
abc
C
目的:
◎瓶颈工程的调查...瓶颈在C员工。 ◎加班原因的调查...整条线的Lead Time
受制于C员工。 ◎工程间在库的调查...整条线的工序间在
库也因C员工而产生。
2.2生产线平衡的改善
2.2.1 C/T 周期缩短
差
秒
T/T
OP 1
2
3
4
无法看出改善点
2.2.2 标准作业-山积表 第1类 单一种类
T/T
ABCD
2.2.2 标准作业-山积表
第2类 多种类
T/T
T/T
A
B
C
A
B
C
2.2.2 标准作业-山积表
第3类 直单位(班)
480' 8 7 6 5 4 3 2 1
标准作业三票

1、定义: 标准作业是以人的动作为中心制定的、安全、高效、无浪费地生产高质量产品的生产方式。
2、目的 (a) 明确生产方式的原则通过明确制造方法,保证任何人进行生产操作都能够保证同样的质量、数量、交货期、成本和安全。
如果 每个人都按照各自不同的随意方式进行生产,就无法保证质量、数量、生产、安全和交货期。
(b) · 改善的工具 无标准的现场(没有正常·异常区分的现场)就没有改善标准是进行改善的原点,即“没有标准的地方就无法进行改善。
”管理监督人员就无法尽责地发挥作用。
· 发现浪费、过载、不均的工具 首先确定标准,进行实施,不断进行完善非常重要3、标准作业的前提 ① 以人的活动为中心 ② 是重复作业(同样适用于重复作业不多的现场)4、标准作业的 3 要素 ① 节拍时间(决定人的动作) ② 作业顺序(不是工序的顺序,而是人的作业顺序) ③ 工序内标准在制品库存 ① 节拍时间 节拍时间 =(T.T)标准作业的 3 要素(1天)的劳动时间(定时) (460’×60”=27,600 秒) (1 天)的必要产量(售出的速度„„用几分几秒的时间生产 1 个或者1台的时间为最佳) 循环时间(C.T.)„„1 名工人在按照标准作业顺利操作的情况下,手工操作 1 个循环所需的实际最短 时间〈包括步行时间〉 。
它是(真正〈作业〉时间) ,但是不包含停工待料等待的时间。
・测量手工作业时,所测时间必须工人按照作业标准毫无困难地完成操作的时间。
②作业顺序 不是生产产品时先后的加工工序顺序,而是指工人能够最有效率地生产合格产品的作业顺序 ・必须是多能工 ③工序内标准在制品库存 依照作业顺序进行作业时,能够保证反复以相同的顺序・动作进行作业的工位内最小限度的在制品库存。
5.标准作业与改善 (1)标准作业是改善的工具 (a)安全 (b)品质 (c)容易实行 (d)完善的环境(2)标准作业改善步骤1① 明确改善的需求(目标设定) ② 仔细观察作业的现状。
TPS培训资料-4三点作业组合票

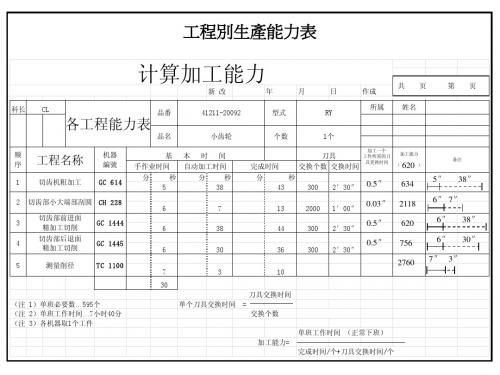
加工能力
備考
123
1007
12〞16〞
手作業 自動加工 圖示時間 分 4567
356
79〞
805 3525 1044 854
16〞 19〞 8〞
8〞 19〞
14〞19〞
276
102〞
276
4700
6〞
102〞
10
11
12
13
14
15
合計
347
步驟(1-3)
1.工作順序…部品旳加工順序、番號 2.工程名稱…部品加工工程旳名稱記入 b)1台機械2個取出旳情形,工程名稱欄
(5) 红线旳拉出……节拍时间旳红线是作业 时间旳时间轴终点由上往下直线拉出(红线 旳位点设定以70%位置为佳.
步驟(6~7)
(6)作業內容 a)機號和手作業旳內容表达。 b)人旳作業進行內容表达。 c)有機號旳機械記入。
註:手作業及步行時間先劃入(記入),再記入 機器作業時間。
步驟(6~7)
(7)作業順序---作業順序記入 (和工程別能力表旳作業順序不一樣)
3 標準手持數 ………= 同樣的作業程序,可以實施重覆作業中, 在工程內等待之最低限度的半成品。
(參考) 循環時間 ? 作業者一個人依標準作業,在合理的作業狀態下之
最快時間,是一個循環作業時間之實績。(包含步 行時間)
3.標準作業旳作成手順
(1)工程別能力表之作成 (2)標準作業組合票之作成 (3)標準作業票之作成
T/T C/T
4 T/T生產成本最低 C/T生產表面效率高, 但成本最高。
5 C/T=T/T 成本最低 無浪費
(3)標準作業票旳作成
1.定義 是用來表达每一作業者,作業範圍旳圖表, 並把標準作業三要素及其他如:品質確認、 安全注意等,記號記入在圖表上,而顯現出 讓誰一看就能很轻易了解生產線旳作業狀態, 並作為監督者改善管理旳道具和指導旳依據, 同時也可表达出管理者對作業措施及作業順序 編排旳基本想法及企圖,是目視管理中很有用 旳道具。
TPS教材(标准三票)
新 改年月日作成科长所属姓名交换个数交换时间分秒分秒分秒538433002′30″671320001′00″638443002′30″630363002′30″731030(注 1)单班必要数…595个单个刀具交换时间 =(注 2)单班工作时间…7小时40分(注 3)各机器取1个工件单班工作时间 (正常下班)完成时间/个+刀具交换时间/个机器編號交换个数刀具交换时间共 页 第 页计算加工能力切齿部后退面精加工切削型式 加工一个工件所需的刀具更换时间测量削径切齿部前进面精加工切削刀具手作业时间备注RY 41211-20092加工能力( )GC 614个数CLGC 1444GC 1445 加工能力=顺序123TC 1100工程名称45基 本 时 间CH 228切齿机粗加工切齿部小大端部刮圆自动加工时间完成时间品番品名1个小齿轮各工程能力表工程別生產能力表0.5″6206″38″27607″3″0.5″6345″38″0.5″7566″30″0.03″21186″7″620作 业 时 间 (单位刻度 1秒)12345合等待计作业顺序作 业 名时间手作业自动步行个手 作 业设备自动运 转步 行工 程所 属节拍时间秒品番·品名标 准 作 业 组 合 票制成年月日单班必要数51020152530354050455560657080758590標準作業組合票切齿机粗加工切齿部小大端部刮圆切齿部前进面精加工切削切齿部后退面精加工切削测量削径566673873830322222C.T T.T 630105954641211-20092小齿轮小齿轮加工表从作成 修订年 月 日年 月 日到共1页第1页标准作业票作业内容品质确认 注意安全 标准手持 标准手持数 节拍时间 循环时间 分解番号標準作業票切齿机粗加工测量削径546″40″1/1表123四工程45动作经济的原则:A 有关身体部位的使用原则:a.两手同时相反或对称方向移动.b.身体的运动部分尽量减少.c.相对较轻便的作业,通过手,前腕的运动比上腕,肩上的运动比较好.d.避免紧急的改变运动方向,需选择没有拘束﹑限制动作的自由运动.e.不自然的姿势,身体的重心上上下下等的动作需避开.f.适应动作的顺序,附带节奏感.g.尽量(尽可能)将注意力减少,可以不费事的进行动作。
标准作业组合票
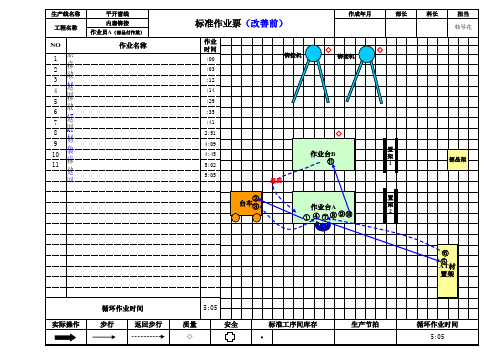
所谓标准三票是指:产能表、作业组合票、标准化作业票。
三者的输入都源自于时间测量表。
产能表是研究每道工序或者设备的最大产能,从而找到工艺循环时间的瓶颈,生产线的产能受制于该设备的能力。
作业组合票是对工序操作的步骤和时间的目视化,通过目视化的直线或曲线来分析人机配合,实线一人多机。
如实线是手动操作(被认为是增值的),虚线是设备自动运转,细线是走动,箭头是等待。
需要注意的是:
1、前提是循环时间要比节拍(Takt time)短;
2、减少人等设备(箭头要短):当设备自动加工的时候,,而应该操作另一台设备;
3、减少走动(细线要短):可以通过合理的布局优化来缩短行走距离,或者使用传送装置
标准化作业票则结合布局图,将操作时间,操作位置,行走路线等展示出来,更加直观的看出物流和操作中的改进机会。
标准作业组合せ票
D310 [4 ,27]
L210 [ 5 , 29 ] [ 3 , 12 ] T420
40
M110 [ 4 , 28 ] [6 ,- ] 検査
50
粗材 [ 2 , - ]
30
[2 , - ] 完成品
〔単位(秒) 〕
2.加工順序と 2.加工順序と加工時間 加工順序
粗材
加工内容
手作業時間 自動送時間
(5)-2 合計
(6) 作業時間
·手作業時間を実線で表示する 手作業時間を実線で表示する ·自働送り時間を破線で表示する 自働送り時間を破線で表示する ·歩行時間を波線で表示する 歩行時間を波線で表示する ·手待ち時間を2重線で表示する 手待ち時間を 重線で表示する
〈
〉
最初の作業を 手作業時間、自働送り時間を · 最初の作業を決め、手作業時間、自働送り時間を作業時間欄 表示する 自働送り時間がタクトタイムを える場合 する。 がタクトタイムを超 場合は に 表示 する 。 自働送 り 時間 がタクトタイムを 超 える 場合 は 、 超 えた分をスタートの位置から表示する。この時 手作業時間と 位置から表示する えた 分 をスタートの 位置 から表示 する 。この時 、手作業時間 と 自働送り時間の がぶつからないこと。 自働送り時間の線がぶつからないこと。 番目の 番目 作業を · 2番目の作業を決める 通常は 作業が 番目となるが、歩行の必要な 番目となるが 通常は下の欄の作業が2番目となるが、歩行の必要な時は波 (~)にて 時間軸に表示する 以下同様にして 番目 番 にて、 する。 にして、 番目、 線(~)にて、時間軸に表示する。以下同様にして、3番目、4番 作業を めていく。 目の作業を決めていく。 予定した作業とタクトタイムとの関係を した作業とタクトタイムとの関係 · 予定した作業とタクトタイムとの関係を見る。 予定した作業を えたら最初 作業の した作業 最初の この時 予定した作業を終えたら最初の作業の欄へ戻す。この時、歩 行時間が必要であれば波線(~)にて表示する。 であれば波線(~)にて表示する 行時間が必要であれば波線(~)にて表示する。 適正作業量かどうか かどうか見 · 適正作業量かどうか見る。 最初の作業へ った点 赤線と合致すれば適当な組合せと すれば適当 最初の作業へ戻った点が、赤線と合致すれば適当な組合せと なる。 手前で作業が われば、作業量が ないので他 なる。赤の手前で作業が終われば、作業量が少ないので他の 作業が出来ないか検討する また赤線からはみ出ている場合 ないか検討する。 赤線からはみ 作業が出来ないか検討する。また赤線からはみ出ている場合 定時で わらないので、はみ出した分だけ短縮 短縮できないか は、定時で終わらないので、はみ出した分だけ短縮できないか 作業を見直す 、個々の作業を見直す。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
是各工程的手作业及步行时间的表示并检讨在节拍时间內,作业 者1个人对其作业范围內的工作是否能夠担当胜任。 同时自动加工时间也要记入,并看看作业者对这样的组合配合可 能性如何。
TPI
2.作成上的注意点
T/T节拍时间= 每班的稼动时间(定时) 每班生产的必要数
Hero Chang
2.标准作业组合票I型
d)步行时间…往后工程的移动、产品、工具类等等的取用记入 e)合计…手作业时间及步行时间的合计记入在下面的合计栏。 (8)组合线图
实线 点线 波线
箭头
Hero Chang
手作业时间。 自动加工时间。 步行时间。
等待
2.标准作业组合票
6. 图示法记入例
C/T T/T
TPI
机械自动加工时间超出〝节拍 时间〞线时,超出部分必须折回 0 点开始。 机械自动加工时间超出〝循环 时间〞线时,超出部分必须折回 0 点开始。
TPI
反映作业过程中各类时间 (手作业、步行、机械加工、 等待等)关系;适用于自动 加工产线;一份/人
Hero Chang
2.标准作业组合票II型
星 期
7:30 ↓ 8:00 8:00 ↓ 8:30 8:30 ↓ 9:00 9:00 ↓
TPI
9:30 10:00 10:30 11:00 11:30 12:00 12:30 13:00 13:30 14:00 14:30 15:00 15:30 16:00 16:30 17:00 17:30 18:00 18:30 19:00 19:30 20:00 20:30 ↓ ↓ ↓ ↓ ↓ ↓ ↓ ↓ ↓ ↓ ↓ ↓ ↓ ↓ ↓ ↓ ↓ ↓ ↓ ↓ ↓ ↓ ↓
Hero Chang
3. 企业为什么要做SOP?
TPI
1)为了提高企业的运行效率
2)为了提高企业的运行效果
Hero Chang
4.SOP的作用
TPI
1. 将企业积累下来的技术﹑经验,记录在标准文件中, 以免因技术人员的流动而使技术流失 2. 使操作人员经过短期培训,快速掌握较为先进合理 的操作技术 3. 根据作业标准,易于追查不良品产生之原因 4. 树立良好的生产形象,取得客户信赖与满意 5. 是贯彻ISO精神核心(说,写,做一致)之具体体现, 实现生产管理规范化、生产流程条理化、标准化、 形象化、简单化 6.是企业最基本﹑最有效的管理工具和技术数据
TPI
Hero Chang
3.标准作业票
2.作成上的留意点
(1)原则上1张/人或1张/线(如组立) (2)现场详细看看再作成 (3)原则上由监督者作成 (4)管理者作确认用 (5)瓶颈工程的明示(红色表示) (6)揭示于现场
TPI
Hero Chang
3.标准作业票I型
TPI
反映产线排布、动线、安全、 品质、检查等信息,建立标 准作业;适用于自动加工产 线;一份/人
2.标准作业组合票
4.作成方法 1)先记录人作业及步行时间 2)机器自动加工时间 3)人、机作业重复时间
C/T = O C/T 人 + M C/T-人机重复时间 机
TPI
Hero Chang
2.标准作业组合票
5. 作成步骤 步骤 (1-5)
(1)对象线的线別名、料号、品名等基本信息。
TPI
(2)分解编号 —— 一条生产线中有几名作业者,而其中这几个人
每班的稼动时间(定时) 每班的生产必要数 作业者的作业顺序
2
3
标准手持数
………=
同样的作业程序,可以实施重复作业中, 在工程內等待之最低限度的半成品。
(参考) 循环时间 ….作业者一个人依标准作业,在合理的作业状态下之 最快时间,是一个循环作业时间之实际。(包含步 行时间)
Hero Chang
2.标准作业组合票
3
C/T>T/T 碰 C/T折返
T/T C/T
4
T/T生产成本最低 C/T生产表面效率高, 但成本最高。
5
C/T=T/T 成本最低 无浪费
Hero Chang
标准作业组合票作成
TPI
T/T C/T
Hero Chang
3.标准作业票
1.定义
是用来表示每一作业者作业范围的图表。同时 把标准作业三要素及其他如:品质确认、安全注 意等记号记入在图表上,而显现出让谁一看就能 很容易了解生产线的作业状态,并作为监督者改 善管理的道具和指导的依据,同时也可表示出管 理者对作业方法及作业顺序编排的基本想法及企 图,是目视管理中很有用的道具。
品质确认 记号图例 安全记号 标准手持 标准手持数 T /T C/T 工站别平衡率 人平衡率 人力 PPH
7 7 11 13 12 14 15 17 18 16 19 20 21 22
TPI
準
作
業
票
開始 完成
新制 修訂 作成:
2009
年
3 月 16 日
反映产线排布、动线、安全、 品质、检查等信息,建立标 准作业;适用于各制程;一 份/线(CELL)
又是做什么工作的(如:1人作业即1/1,2人作业即1/2)。
(3)必要数——每班的必要数。 (4)节拍时间(T/T)= 每班的稼动时间 每班的必要数
(注:节拍时间一般用红色线画出)
Hero Chang
2.标准作业组合票
5.作成步骤
(5)作业內容 a)手作业內容的表示。 注:手作业及步行时间先记入,再记入机器作业时间。 (6)作业顺序---按照实际作业顺序记入表中 (和工程別能力表的作业顺序不一样)
(3点) (2点)
10.连续运转作业
11.没有步行时的 连续作业 (零步行的动作)
A法:在直线上依序写上 或 各要素作业名称 B法:将各要素作业名称依 序写在作业內容栏內
Hero ChaБайду номын сангаасg
2.标准作业组合票
6. 图示法记入例
注: 1 同一工程有2台以上机器
TPI
2
C/T<T/T 碰T/T 折返
C/T T/T
1.标准作业组合票的状态
C/T<T/T
T/T C/T
2.标准作业组合票的状态
C/T>T/T
C/T T/T
3.工程作业时间 <T/T C/T<T/T 4.作业途中的等待
产品加工完成后仍有等待时间发生时 记号
工程途中有等待时间 记号
5.同 时 起 动
2台机械同时起动 SW-ON
6.步 行 起 动
工程间边步行边起动机械 SW-ON 记号
TPI
SOP 标准作业票&组合票
讲师:程德桢 生产改革推进室
Hero Chang
1
TPI
第一节 SOP
Hero Chang
2
1.什么是SOP?
TPI
SOP: Standard Operation Procedure三个单词中首字母 的大写即标准作业程序,就是将某一事件的标准操作步骤和 要求以统一的格式描述出来,用来指导和规范日常的工作. SOP的精髓,就是将细节进行量化,用更通俗的话来 说,SOP就是对某一程序中的关键控制点进行细化和量化.
TPI晨会 (学习班检讨) 可 利 平 准 化 生 产 排 程 研 讨 会
教育训练
全面推展活动 进度研讨会
全天每个时段时间 安排;适用于间接 单位;1份/人
可胜TOP巡检 可利TOP巡检
晚 餐 时 间
教育训练
教育训练
TPI晨会
TPI晨会
可胜-MF2 TPI研讨会
午 餐 时 间
可利-MF1 可利-MF2 可利-MF3 TPI研讨会 TPI研讨会 TPI研讨会 可成-MF2 可成-MF3 TPI研讨会 TPI研讨会 可胜-MF3 TPI研讨会
9:30 10:00 10:30 11:00 11:30 12:00 12:30 13:00 13:30 14:00 14:30 15:00 15:30 16:00 16:30 17:00 17:30 18:00 18:30 19:00 19:30 20:00 20:30 21:00
星 期 一 星 期 二 星 期 三 星 期 四 星 期 五 星 期 六 备 注
1/1 1/1
热 熔 机
I H G
J
K
L
M
8
9
10
F
6
E
5 5
D
4 4
C
3 3 2
B A
2
1
1
1/1
分解编号
Hero Chang
25.2
16.08
82.71%
82.71%
13
17.22
3.标准作业票
4.作业顺序:
3 作业顺序:
TPI
实线表示带工件步 行至下一机台 机械配置图的顺序与标准作业组合票所表示的作业顺序相同
Hero Chang
2.标准作业组合票
6. 图示法记入例
7.步行中作业时间 工程间边步行边组立手中产品 记 号 返回前工程作业 例:螺帽3点熔接(点3个NuT) 夹具2点安裝(用2个 Clamp) 回转式吊架 涂装干燥炉\洗净机
1 2 3 4 5 1 2 3 4 5
TPI
8.返 回 作 业
9.同一产品重复作业
TPI
Hero Chang
2.标准作业组合票
5.作成步骤
(7)时间(秒) a)时间栏分別记入各时间。 b)手作业时间…人的作业时间以秒为单位记入。 c)送作业时间…记入机械自动加工时间。
TPI
*自动加工的按钮启动到加工结束,各装臵回复至原位臵至机械停止的时间。 *没有机器自动加工时间的时候以〞-〞记入。
Hero Chang
5.SOP最终版面
TPI
Title