汽车覆盖件冲压模具有限元分析通用范本
汽车大地板左右外侧梁汽车覆盖件冲压模具毕业设计说明书
汽车大地板左右外侧梁汽车覆盖件冲压模具毕业设计说明书一、设计背景及意义随着汽车行业的快速发展,汽车覆盖件的需求量不断增加。
作为汽车大地板左右外侧梁的汽车覆盖件,其具有承载车身负荷、保护车身结构和燃油箱的作用,对汽车的性能和安全具有重要的影响。
本文旨在设计一套汽车大地板左右外侧梁汽车覆盖件冲压模具,以满足汽车制造业对高质量、高效率、低成本的生产要求。
通过设计和制作模具,可以有效降低生产成本和提高零部件的生产速度和质量,推动汽车产业的发展。
二、设计要求1.模具应满足汽车行业的标准和规范要求,具有稳定性、耐用性和高精度。
2.模具结构设计应合理,易于加工和维护,并具有良好的插入和挤压性能。
3.模具设计应考虑多种加工工艺,能够适应不同材料和厚度的汽车覆盖件生产。
4.模具应具有保护机构和安全装置,防止因操作不当或机械故障而导致的人身伤害。
三、设计思路为满足设计要求,本文采用以下设计思路:1.根据汽车大地板左右外侧梁汽车覆盖件的形状和尺寸,确定模具的形式和结构。
2.运用CAD软件,设计三维模型,并进行模拟分析,以确保模具的几何形状和力学性能的合理性。
3.根据模具的设计要求,制定加工流程和加工方案,并使用数控机床进行加工。
4.在模具的加工过程中,进行多次检测和调试,以保证模具的精度和性能。
5.进行模具的安装和测试,以检测模具的使用效果和稳定性。
四、模具设计1.模具结构设计模具结构主要包括模具底座、模具板、上模、下模、侧导柱、定位销、弹性元件等组成。
模具的结构图如下图所示:(图1:模具结构图)2.模具零件设计(1)上模设计上模分为定位板和模头,定位板上设有定位销和冲压针孔。
模头为叠加形式,下端采用圆形切角设计,可减小排气量,提高压出件的成形性能。
(2)下模设计下模为双层结构,包括下模底板和下模作用板。
底板用于安置定位柱和侧导柱,作用板上设有压板、侧压辊和压头。
下模底板和作用板之间采用轴承固定,使其具有较好的刚性和精度。
汽车板件冲压连接技术的有限元分析
・
材料 ・ 艺 ・ 备 ・ 工 设
汽车板件 冲压连 接技术 的有 限元分 析 木
杨 小 宁 佟 铮 代 雄 杰 张 复 懿
( 内蒙古 工 业大学 )
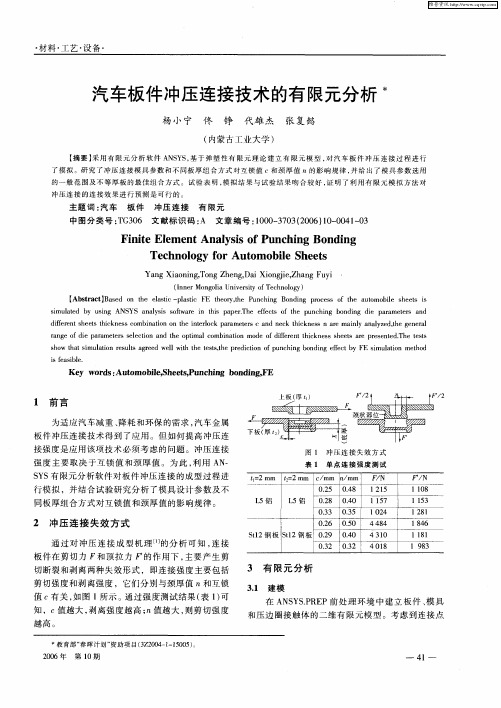
【 要】 摘 采用有 限元分析 软件 A S S 基 于弹塑性有 限元理论 建立有限 元模 型 , NY , 对汽车板 件 冲压 连接过程进行
了 模拟 。研 究 了 冲压 连 接模 具 参数 和 不 同板 厚 组 合 方式 对 互 锁 值 c和 颈厚 值 n的影 响规 律 , 给 出 了模 具 参 数 选 用 并 的 一般 范 围及 不 等 厚 板 的 最 佳 组 合 方 式 。试 验 表 明 , 拟 结 果 与试 验结 果 吻 合 较 好 , 明 了 利 用 有 限 元 模 拟 方 法 对 模 证 冲 压连 接 的连 接 效 果 进 行 预 测 是 可 行 的 。
t 2mm t 2mm C mm / l = 2 = / n mm
0. 25 0. 48
S S有 限元分 析 软件对 板 件 冲压 连接 的成 型 过程 进 Y 行模 拟 ,并结 合试 验研 究 分析 了模 具设 计参 数及 不
同板 厚组 合方 式对 互锁 值 和颈 厚值 的影 响规 律 。
smu ae b s g ANS a a y i ot a e i t i a e . h f c s f t e p n h n o d n d e a a tr a d i ltd y u i n YS n l s s f r n h s s w p p r e ef t T e o h u c i g b n i g i p r mee s n dfe e ts e t h c n s o i ain o h n e l c a a tr n e k t i k e s n a e ma n y a ay e , e g n r l i r n h est i k e s c mb n t n t e i tr k p r mee s c a d n c hc n s r i l n l z dt e e a f o o h r n e o i a a tr ee t n a d t e o t lc mb n t n mo e o i ee tt i k e s s e t ae p e e td T e t s a g fd e p r mee s s lc i n h p i o ia i d fdf r n hc n s h es r r s n e . h e t o ma o f s
冲压模具仿真分析报告范文

冲压模具仿真分析报告范文一、引言冲压模具在现代工业生产中起着至关重要的作用,它们被广泛应用于汽车、电子、家电等行业。
为了提高冲压模具的设计和加工质量,缩减生产成本和周期,仿真分析成为一种重要的手段。
本报告旨在通过冲压模具仿真分析,评估模具在冲压过程中的性能和效果。
二、仿真模型建立本次仿真分析选择了一款汽车车门内板的冲压模具作为探究对象。
起首,依据实际工程图纸,利用CAD软件建立了模具的三维几何模型。
然后,依据冲压工艺要求,确定了冲压过程中的材料参数、模具间隙等关键参数,并将其应用于仿真模型中。
三、仿真分析结果通过有限元分析软件,对建立的冲压模具进行了仿真分析。
起首,对模具进行了应力和变形分析。
结果显示,在冲压过程中,模具的应力集中区域主要集中在凸模和凹模的接触面,而变形主要发生在模具的弯曲部位。
进一步分析表明,模具的应力和变形状况均满足设计要求,不存在严峻的变形或破坏现象。
其次,对模具进行了冲压过程的仿真模拟。
通过动力学仿真分析,得到了冲压过程中模具的运动轨迹和变形状况。
结果显示,模具的运动与冲压工艺要求基本一致,冲压件的成型效果良好。
同时,仿真结果还表明,模具的运动过程中存在一定的震动,需要进一步优化模具结构以缩减震动影响。
四、结论与建议通过冲压模具仿真分析,得到了以下结论:1. 冲压模具的应力和变形状况满足设计要求,不存在严峻的变形或破坏现象。
2. 冲压过程中模具的运动与冲压工艺要求基本一致,冲压件的成型效果良好。
3. 模具的运动过程中存在一定的震动,需要进一步优化模具结构以缩减震动影响。
基于以上结论,我们提出以下建议:1. 在模具设计阶段,应重视优化模具结构,缩减震动影响,提高冲压过程的稳定性。
2. 针对模具的应力集中区域,可以思量增加材料的强度或改变接触面的外形,以提高模具的寿命和耐用性。
3. 进一步探究冲压模具的动力学特性,以优化运动轨迹,提高冲压件的成型精度和一致性。
五、总结本次冲压模具仿真分析报告对一款汽车车门内板的模具进行了全面的性能和效果评估。
试析基于有限元分析的汽车覆盖件模具设计方法

试析基于有限元分析的汽车覆盖件模具设计方法摘要:计算机硬件性能和软件设计能力的提高,信息技术的发展特别是弹塑性有限元模拟技术的进步,让CAE技术(计算机辅助工程技术)在汽车工业中获得了广泛地应用,该技术主要以数值模拟技术为核心,它在促进产品设计的不断改进中发挥中了非常重要的作用。
基于有限元分析的汽车覆盖件模具设计不仅具有非常好的设计可靠性,还具有很好的模具设计效率。
关键词:有限元汽车覆盖件模具设计1 有限元有限元有效融合了计算方法、力学理论以及计算机技术等三门学科的理论知识,但是它不是三者的简单相加,而是具有自己理论基础与解题方法的新学科。
有限元特别适合用于解决工程技术问题,因为相对于其他方法具有高效、快速、灵活等优点,因而获得了非常快的发展。
最开始,有限元主要的目的是分析飞机结构中的应力问题,但是随着它逐渐被其他领域所认可,其应用范围已经囊括了生物力学、流体场、固体力学、电磁场、声场以及温度场等诸多领域的数理方程;同时,它的计算机程序基本上可以对数理方程中的所有问题进行求解。
目前,有限元已经成为一种非常通用的解数理方程的数值计算方法。
在进行实际工程技术问题求解的过程中,构建基本方程和确定边界条件不是很苦难,但是因为材料特点、外部荷载以及不规则的几何形状,求解的过程则比较麻烦。
所以,选择求近似解则是比较恰当合理的。
其中有限元方法便是一种应用非常广泛的近似算法。
有限元法将求解区域视为由众多在节点部位连接的较小单元(子域),数学模型会提供基本方程的单元(子域)近似解。
同时,每一个单元(子域)均能够被划分为形状各异、大小不同的区域,因而有限元法对复杂材料特性、边界条件以及几何形状等均有着非常好的适应能力。
更为重要的是,有限元方法背后有着成熟稳定的大型的软件系统作为平台,使其具有高效、快速、灵活等优点,因而获得了非常快的发展。
2 汽车覆盖件成形的模拟及其模具设计汽车覆盖件成形的模拟及其模具设计的大体流程如下:①利用CAD软件对覆盖件进行造型设计→②将vda、iges、stl、fs等格式的文件传入到软件中,利用CAE技术(计算机辅助工程技术)进行如下操作,第一,对修改圆角补充孔、网格、缝隙等进行划分;第二,确定汽车覆盖件的冲压方向,并对模具、设计工艺补充面以及设计压料面等进行确定;第三,布置拉伸筋、明确工艺切口;第四,对拉伸工步以及有关工艺参数进行分析确定;第五,进行有限元模拟,如果成形有缺陷,则再返回第一步重新进行操作,如果成形没有缺陷则进行第③步→③将模具的几何信息以数据文件的形式传入CAM软件当中,同时编制出NC代码用来制造模具。
汽车厚板料件冲压成形的有限元模拟

汽车厚板料件冲压成形的有限元模拟摘要:本文对汽车厚板料件冲压成形进行了有限元模拟。
关键词:厚板料,冲压,有限元目前,我国汽车板料零件设计、制造水平不断提高,薄板料零件冲压成形CAE技术的应用已日趋成熟,但厚板料(厚度大于5mm)冲压成形、失效判定和回弹计算方面还没有一个明确的计算方法和分析思路,厚板料零件冲压成形CAE技术应用也远不如薄板成熟,本文对某汽车厚板料零件冲压成形进行了有限元模拟。
1三维模型的建立本文对某汽车厚板料U形件进行冲压成形分析,其三维模型见图1.1。
图1.1 三维模型2有限元分析2.1分析过程材料为钢板,弹性模量为207000MPa,泊松比为0.31,密度为7.85E-009,材料定义为塑性材料,凸模和凹模定义为刚体。
在成形过程中,施加的是位移,让板料变形。
有限元分析时采用的是壳单元,因为板料厚度小于9mm。
具体过程如下:图2.1 网格划分图2.2 接触的定义2.2应力应变分析图2.3 应力图2.4 应变由应力应变分析知,板料最大应力和最大应变部位都在U形件弯曲部位,这与实际相符。
3 结束语本文对某汽车厚板料U形件的冲压成形进行了有限元模拟,为汽车厚板件CAE提供一定的理论指导。
但本文研究深度不够,有待进一步完善。
参考文献:[1]张宝坤.冲压成型回弹模拟的影响因素[J].汽车工程师.2009(09)[2]富壮.汽车厚板料零件冲压成形分析及回弹计算.汽车工艺与材料.2011(11)[3]李奇涵,张亮等. 汽车后门外板件冲压成形CAE研究[J].长春工业大学学报(自然科学版). 2014(03)[4]徐思寿. 铸造模具中CAE技术的应用与研究[J]. 建材与装饰. 2017(22)[5]蒙敏.模具设计过程中CAE软件的应用[J]. 中国设备工程. 2017(18)赵生莲,攀枝花学院讲师邮编:617000通讯地址:四川省攀枝花学院交通与汽车工程学院联系电话:151****9861基金项目:2014年校级一般项目(2014YB20)。
汽车覆盖件成形的有限元模拟及模具设计

板料成形的有限元模拟主要有三种算法, 即 动 力 显 式( Dy- namic Explicit) 、静 态 隐 式( Static Implicit) 以 及 静 态 显 式( Static Explicit) 算法, 目前应用较多的是前两种算法。有限元分析采用 改进的静态隐式算法, 解决了收敛性差的问题, 使计算时间大大 缩短。
图1 汽车 B 柱
量控制非常困难。因此 B 柱的设计和生产成为汽车车身设计和
制造的一大难点。
综后分析后, 确定 B 柱成形的工艺方案分三道工序, 其中第
一道工序为拉延, 在此工序中通过增加变形区域而获得制件形
状; 第二道工序为修边, 此工序保持和拉延冲压方向一致; 第三道
工序为激光切割, 在制件侧壁及底部有较多的用于安装固定的小
- 194 -
机械设计与制造 Machinery Design & Manufacture
第4期 2008 年 4 月
文章编号: 1001- 3997( 2008) 04- 0194- 02
汽车覆盖件成形的有限元模拟及模具设计
邢忠文 1 方华松 1 徐伟力 2 ( 1 哈尔滨工业大学 机电工程学院, 哈尔滨 150001) ( 2 宝山钢铁股份有限公司, 上海 201900)
深筋的布置, 获得了覆盖件拉深凹模, 如图 3 所示。
图 3 凹模 凹模设计完毕后, 通过偏移就可以分别获得凸模及压边圈, 最终得到整个模具。至此就可以设定工艺参数, 主要包括冲压方 式( 单动还是 双 动) 、模 具 在 各 个 工 步 的 运 动 关 系 、压 边 力 、摩 擦 系数、板料形状等, 进行成形过程的数值模拟。
3.4.1 创建一条拉深筋线
首先根据凹模入口形状, 取其边界轮廓并生成一条轮廓线, 然后把生成的曲线朝外偏置 25mm, 得到一条偏置线。
有限元数值模拟在汽车覆盖件及其模具中的应用
有限元数值模拟在汽车覆盖件及其模具中的应用汽车覆盖件与模具有效利用有限元数值模拟1、有限元模拟理论有限元法是一种基于有限元技术的有效工程模拟方法,它可以把工程中的任何确定系统表达为一个有限元网,对整体系统力学进行模拟分析。
当计算的网的大小是很大的时候,有限元技术可以把采用的解运算时间和所需要的内存资源减少了非常多,可以大大提高解算机的性能和可靠性。
2、汽车覆盖件与模具有限元应用汽车覆盖件是承载力和装入效率的重要要素,而模具是汽车覆盖件工业化制造的重要部件。
汽车覆盖件与模具的有限元模拟,可以模拟出它们的力学性能、热传导性能及流体传质等特性,及时发现新的问题、优化设计、提高安全性和可靠性,减少实验成本。
3、汽车覆盖件有限元应用的优势(1)首先,有限元模拟技术可以明确汽车覆盖件形状及特征尺寸,有助于提高鲁棒性。
(2)其次,有限元模拟可以进行项目仿真分析,改善项目的复杂性、提高安全性和可靠性,明确加工参数,提高加工质量。
(3)再次,有限元模拟可以优化模具设计,改善汽车覆盖件加工工序,降低生产成本。
4、汽车覆盖件有限元技术的不足(1)由于不同系统模型复杂,模型建立会比较困难,且受到有限元理论技术发展水平、模拟计算机软硬件能力及工程师经验等方面的影响,计算结果不一定比传统数学方法更佳。
(2)此外,尽管可以对多体系统进行模拟,但较易模拟大型动力系统的受力平衡问题,而较难模拟小型动力系统的位移运动问题。
总之,汽车覆盖件与模具有限元数字模拟工艺在模具设计和制造中得到了广泛的应用,形成了一个高效的汽车覆盖件制造和加工流程。
未来,这种模拟技术将进一步拓展,并将继续改善汽车覆盖件与模具制造、优化设计及提高加工质量,为国内外汽车覆盖件行业发展做出重要贡献。
毕业设计(论文)-汽车覆盖件的冲压模设计说明书
摘要本文介绍了汽车中地板后横梁中段加强件冲压模的设计过程。
分析了汽车覆盖件及其冲压模的特点及要求。
对零件的UG数学模型进行了分析,该零件数学模型为由片体构成的非参数化特征(umparameteied)。
由于零件数学模型是以整个汽车为基准设计的,为了得到合格的零件产品,必须先进行拉深方向的确定,然后进行了拉深件的设计。
拉深件的设计包括工艺补充、压料面,拉延筋的设计。
以拉深件为基础进行了两套冲压模具的三维设计并进行了装配。
由三维模具再进行模具的二维设计。
最后还介绍了两种汽车覆盖件模具制造先进制造技术:实型制造与刃口堆焊技术。
关键词:汽车覆盖件,数学模型,工艺补充,冲压模,UG.This article introduced the process of stamping die design of in front of the automobile the host column strengthens . Has analyzed the the characteristic and the request of automobile cover and its stamping die. Has carried on the analysis to the components UG mathematical model, this components mathematical model for the non-parameter characteristic which constitutes by the piece body (umparameteied). Because the components mathematical model is take the entire automobile as the datum design, in order to obtain the qualified components product, must first carry on stamping the direction determination, then has carried on stretch component a design. Stretch component a design supplemented including the craft that, presses the material surface, strecth muscle design. Has carried on for the foundation two sets of stamping die molds three dimensional designs and has carried on the assembly ,has entered the good mold two-dimensional design again by the three dimensional mold. Finally also introduced two kind of automobiles covers mold makes the advanced manufacture technology: Solid manufacture and piles weld technology.Key word: The automobile cover, the mathematical model, the craft supplemented ,stamping die, UG.目录前言 (3)第一章零件的分析与方案的论证 (5)一汽车覆盖件的特点和要求 (5)二冲压件的工艺分析 (6)三设计方案 (7)第二章拉延模的设计 (9)一覆盖件拉深工艺设计 (9)二拉延模结构与零件设计 (17)三拉延模的结构与原理说明 (26)第四章修边模的设计 (31)一修边模结构的选择 (31)二修边模结构与零件的设计 (31)三修边模调整 (35)第四章覆盖件模具制造新技术 (36)一实型铸造技术 (37)二刃口堆焊技术 (37)参考文献 (40)总结 (41)前言随着我国改革开放的不断深入,人民生活水平的提高,和我国加入WTO,我国的汽车的销售和生产得到了很大的提高。
汽车覆盖件冲压模具有限元分析
汽车覆盖件冲压模具有限元分析汽车覆盖件冲压模具是汽车制造业中的主要设备之一,在汽车制造业中冲压模具的设计具有十分重要的作用。
本文主要对汽车覆盖件冲压模具的结构进行了分析并且在此基础上提出了自己的见解。
在经济不断发展的今天,汽车行业具有广阔的发展前景,同时也面临着严峻的考验。
一方面,现在的人们对汽车的要求越来越高,不仅要求汽车的质量和性能不断提高,同时对汽车的外观、安全以及环保等方面也有要求;另一方面,随着越来越多的汽车制造业的出现,市场竞争变的越来越激烈,各个国家的政府也对汽车尾气排放量等汽车污染物进行了严格的规定。
现在,对于汽车的改进,大部分都体现在汽车车身上的变化,所以说要对汽车覆盖件模具进行设计,汽车覆盖件模具的制造大约占据整个汽车制造周期的70%左右,而且生产成本也占据汽车制造总成本的70%以上。
汽车覆盖件冲压模具的设计特点和制造特点汽车覆盖件冲压模具的设计特点一般包括四个方面,首先,对于冲压模具的结构尺寸方面,结构尺寸大。
汽车模具覆盖件本身的尺寸就要求比较大,另外,覆盖件冲模的制件定位、上下模的导向、模具的安装结构、模具的起吊和旋转以及运输装置等都需要加大冲模的结构尺寸。
其次,基础件为框架结构。
为了减轻模具的重量并且提高模具的制造工艺,目前大多数的模具一般设计成中间是立筋连接上下两层是由两块板状物构成的水平的框架的结构。
再次,关于汽车覆盖件冲压模具的标准化程度方面,标准化程度要求比较低。
大多数的冲模设计的标准化程度和标准件的选用量会比覆盖件冲模大,像一般的冲孔模可以全部选用标准件装配而成。
最后,关于汽车覆盖件冲压模具的材料质量要求方面,模具的材料质量要求相对来说要求比较低。
像凹模、压边圈等寿命为40万次以下的覆盖件拉延模的工作零件来说,使用强度高一点的铸铁就可以,一般冲模的工作零件为工具钢。
汽车覆盖件冲压模具的制造特点包括五个方面,第一,汽车覆盖件冲压模具生产准备的重点是冲模基础零件和工作零件的毛坯,一般它们都是单间生产并且是铸件的,毛坯准备的关键就是铸造模型的制造。
基于有限元分析的汽车覆盖件模具设计及优化
基于有限元分析的汽车覆盖件模具设计及优化摘要:介绍了基于有限元模拟的汽车罩盖模具设计。
商业压机软件AutoForm用于实现模压机表面的模拟,工艺互补表面和抗拉筋设计以及覆盖成型过程,从而改变了传统的有限元。
仿真后,依靠CAD软件进行频繁的模具改进方法,模具的参数化设计可以在有限元工具软件的内部结构中实现,不仅缩短了工具独特设计的时间,而且提高了工具详细设计的可靠性和稳定性。
关键词:覆盖件;模具设计;有限元引言实际上,其他汽车上盖部件是指异型车身部件的表面以及构成驾驶室或驾驶室后部,底盘悬架和发射器的内部和外部部件。
一些冲压部件具有较大的外形,非常复杂的圆形,较高的外表面整体质量,较大的弯曲表面以及较薄的主体材料。
由于汽车车身的很大一部分是由汽车覆盖件组成的,因此汽车覆盖件模具的设计与制造是非常重要的。
几乎60%以上的整车研发工作,因此良好的模具设计方法有利于减少整车的研发工作量,缩短整车的研发周期,使汽车厂商能够有效地面对全球竞争。
1有限元有限元法将计算方法、静力学理论体系和计算机技术等三个学科的理论知识不断有效地结合在一起,但它不是对这三个基本学科的简单补充,也不是一个有自己理论基础的新学科领域,概念基础和核心问题解决方法。
有限元也非常适合于解决工程问题,因为它们比其他常用方法更高效、快速和灵活,所以实现了快速的发展数学方程在许多领域中的应用;同时,它的计算机程序基本上可以解决数学方程中的所有问题。
目前,有限元已成为求解数学方程的一种非常普遍的数值计算方法。
在解决实际工程技术问题的过程中,建立基本方程和确定边界条件不是很困难,但是,除了其他材料的功能特性外,最大的内部和外部载荷以及不规则的简单几何整体形状,解决过程更加困难,因此解决的难度更大。
而数学物理相关性模型为大多数一元二次方程(子域)提供了近似解。
有限元法作为一个成熟的、稳定的大规模软件系统作为平台,使其具有高效、快速、灵活等优点,因此得到了很快的发展。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
内部编号:AN-QP-HT464
版本/ 修改状态:01 / 00
The Production Process Includes Determining The Object Of The Problem And The Scope Of Influence, Analyzing The Problem, Proposing Solutions And Suggestions, Cost Planning And Feasibility Analysis,
Implementation, Follow-Up And Interactive Correction, Summary, Etc.
编辑:__________________
审核:__________________
单位:__________________
汽车覆盖件冲压模具有限元分析通用
范本
汽车覆盖件冲压模具有限元分析通用范
本
使用指引:本解决方案文件可用于对工作想法的进一步提升,对工作的正常进行起指导性作用,产生流程包括确定问题对象和影响范围,分析问题提出解决问题的办法和建议,成本规划和可行性分析,执行,后期跟进和交互修正,总结等。
资料下载后可以进行自定义修改,可按照所需进行删减和使用。
汽车覆盖件冲压模具是汽车制造业中的主要设备之一,在汽车制造业中冲压模具的设计具有十分重要的作用。
本文主要对汽车覆盖件冲压模具的结构进行了分析并且在此基础上提出了自己的见解。
在经济不断发展的今天,汽车行业具有广阔的发展前景,同时也面临着严峻的考验。
一方面,现在的人们对汽车的要求越来越高,不仅要求汽车的质量和性能不断提高,同时对汽车的外观、安全以及环保等方面也有要求;另一方面,随着越来越多的汽车制造业的出现,
市场竞争变的越来越激烈,各个国家的政府也对汽车尾气排放量等汽车污染物进行了严格的规定。
现在,对于汽车的改进,大部分都体现在汽车车身上的变化,所以说要对汽车覆盖件模具进行设计,汽车覆盖件模具的制造大约占据整个汽车制造周期的70%左右,而且生产成本也占据汽车制造总成本的70%以上。
汽车覆盖件冲压模具的设计特点和制造特点
汽车覆盖件冲压模具的设计特点一般包括四个方面,首先,对于冲压模具的结构尺寸方面,结构尺寸大。
汽车模具覆盖件本身的尺寸就要求比较大,另外,覆盖件冲模的制件定位、上下模的导向、模具的安装结构、模具的起吊和旋转以及运输装置等都需要加大冲模的
结构尺寸。
其次,基础件为框架结构。
为了减轻模具的重量并且提高模具的制造工艺,目前大多数的模具一般设计成中间是立筋连接上下两层是由两块板状物构成的水平的框架的结构。
再次,关于汽车覆盖件冲压模具的标准化程度方面,标准化程度要求比较低。
大多数的冲模设计的标准化程度和标准件的选用量会比覆盖件冲模大,像一般的冲孔模可以全部选用标准件装配而成。
最后,关于汽车覆盖件冲压模具的材料质量要求方面,模具的材料质量要求相对来说要求比较低。
像凹模、压边圈等寿命为40万次以下的覆盖件拉延模的工作零件来说,使用强度高一点的铸铁就可以,一般冲模的工作零件为工具钢。
汽车覆盖件冲压模具的制造特点包括五个
方面,第一,汽车覆盖件冲压模具生产准备的重点是冲模基础零件和工作零件的毛坯,一般它们都是单间生产并且是铸件的,毛坯准备的关键就是铸造模型的制造。
第二,因为汽车覆盖件冲压模具的轮廓尺寸比较大,一般会需要大型的机械加工设备,比较常见的有龙门刨床、龙门铣床、龙门数控铣床、多轴数控铣床等,为了模具的调试还会需要大型的试模压力机。
第三,工作零件型面的加工是汽车覆盖件冲模制造工艺的重点,这些零件主要是由三维曲面组成的组合面,所以加工会比较空难,并且不容易保证零件的精度,因此提高模具精度和缩短制造周期的关键就是提高数控加工的精度。
第四,覆盖件冲模的装配和试压调整是极为重要的制造工序过程。
试压调整所占整个设
计制造工时的比例很大。
随着技术进步和机械加工精度的提高,调试周期将逐渐缩短。
第五,一个覆盖件一般需要两套以上的冲模,而各套冲模的制造顺序是受到工艺验证需要制约的。
常规的制造顺序是首先制造拉延模,然后依次是各类成形模,修冲模。
模具的结构分析
在新技术新材料的应用下,我们要时刻关注覆盖件冲压模具的受力和变形问题,一般早板料的形成过程中应该保持冲头的速度为0.1-1m/s,一般板料的形成过程主要包括以下几个部分:第一,提取模具的几何信息,主要包括模具的型面和三维立体结构数据的采取;第二,冲压的模拟和有限元的预处理分析,这一过程主要是对网络进行划分处理,冲压模拟程
序接受划分好的网格,并且再次基础上再次对网格进行体网格的划分,便于以后的结构分析使用;第三,对冲压过程进行模拟,通过PAM STAMP 2G模拟冲压过程获取整个冲压过程中关键时刻板料对于模具的作用力,获取节力点的数据文件;第四。
对接力点载荷的施加;第五,对冲压模具的有限元分析和求解,我们通过节点位移和节点力荷载的模型可以对每一时刻的模型进行分析求解。
通过冲压模拟过程,我们可以得到冲压过程中模具的受力情况和变形情况,并从中得到模具在冲压过程中的受力和变形规律,在拉延的开始阶段,一般都是首先和板料相互接触的部件的节点位移的应力比较大,在拉延的整个过程中,随着拉延的继续进行,模面的外圆角部位和交接处的节点的位
移等处的效应力在逐渐的增加,直到拉延结束,才会停止。
对于新车型的开发研究成本非常的高,会消耗上亿元的资金,因此,对于汽车制造业来说,如何降低覆盖件冲压模具的价格是至关重要的,关系到企业的未来发展。
企业在制造汽车覆盖件冲压模具的过程中,最重要的一步就是利用冲压模拟软件模拟冲压过程得到板料对模具所施加的作用力,把模拟所得到的作用力在施加到冲压模具有限元模型上进行分析和优化。
汽车制造业只有牢牢把握先进的冲压模具的设计制造才能在如此激烈的竞争中占据一席之地,取得利益。
可在此位置输入公司或组织名字
You Can Enter The Name Of The Organization Here。