机械加工质量控制计划
机械加工过程中的质量控制
机械加工过程中的质量控制机械加工过程中的质量控制一、引言机械加工过程中的质量控制是确保产品性能和可靠性的关键步骤。
本文档旨在提供一个详细的机械加工质量控制模板,以供参考和使用。
二、质量控制流程1. 设定质量标准:明确产品质量标准和要求。
2. 设计控制计划:制定质量控制计划,包括检测方法和频率。
3. 采购原材料:选择符合规范要求的原材料供应商,并要求提供质量证明。
4. 检查原材料:对采购的原材料进行检查,确保其符合质量标准。
5. 进行加工:按照工艺流程进行加工。
6. 进行首检:对首件进行全面检测,确保产品质量达到要求。
7. 进行过程控制:在加工过程中进行定期检查,确保加工质量稳定。
8. 进行末检:对加工完成的产品进行全面检测,确保产品质量符合标准。
9. 进行性能检测:对产品进行性能测试,确保其满足设计要求。
10. 进行最终检验:对产品进行最终检验,确保产品质量合格。
11. 进行包装和出货:对合格的产品进行包装,并按照客户要求进行出货。
三、质量控制措施1. 使用先进设备:确保加工设备的稳定性和精确性。
2. 培训员工:提供培训,确保操作人员熟悉工艺和质量要求。
3. 保持工作环境清洁:减少杂质对产品质量的影响。
4. 实施防错措施:采取措施防止错误发生,确保产品质量。
5. 实施纪律和奖惩制度:强调质量意识,对质量问题进行追责和奖惩。
四、质量记录1. 原材料检验记录:记录原材料检验结果和质量证明。
2. 首检记录:记录首件检验结果和问题处理情况。
3. 过程控制记录:记录加工过程中的检验结果和问题处理情况。
4. 末检记录:记录产品最终检验结果和问题处理情况。
5. 性能测试记录:记录产品性能测试结果和问题处理情况。
6. 最终检验记录:记录产品最终检验结果和问题处理情况。
五、附件1. 质量标准文件:包括产品质量标准和要求。
2. 检验工具清单:列出用于质量控制的检验工具和仪器设备清单。
3. 工艺流程图:清晰展示产品加工流程的流程图。
机械加工质量年度工作计划

机械加工质量年度工作计划一、年度目标1. 提高机械加工质量,降低不合格品率;2. 加强设备维护维修,提高设备稳定性和可靠性;3. 强化员工培训,提高技能和责任意识;4. 完善质量管理体系,提高工作效率和产品质量。
二、工作内容1. 提高机械加工质量(1)加强产品设计评审,确保设计合理,以提高产品质量和生产效率;(2)严格执行机械加工工艺流程,按要求进行设备操作和产品加工;(3)加强对机械加工过程的检测与监控,及时发现和纠正问题;(4)对不合格品进行分析,找出造成不良质量的原因,并制定改进措施。
2. 提高设备稳定性和可靠性(1)加强设备日常维护,做好设备保养和润滑;(2)定期对设备进行检修和更换易损件,确保设备的正常运转;(3)加强设备运行监控,及时排除设备故障,保证生产的连续性和稳定性。
3. 加强员工培训(1)制定年度培训计划,包括设备操作、安全生产和质量管理等方面;(2)定期对员工进行技能培训和知识普及,提高员工的技术水平和责任心;(3)加强员工的职业道德教育,提高员工的团队合作意识和质量意识。
4. 完善质量管理体系(1)建立健全的质量管理体系,确保生产流程的全面覆盖;(2)加强对生产过程的监控,及时发现和处理质量问题;(3)建立完善的质量档案,做到质量可追溯和控制。
三、保障措施1. 完善质量管理体系,建立全员参与的质量管理机制,确保每个环节和每个人都能够严格按照规定执行;2. 加强对设备的维护管理,确保设备的正常运转,提高设备的稳定性和可靠性;3. 制定严格的产品质量检测标准,确保每一项产品都符合质量要求;4. 对不合格品进行追溯和整改,找出原因并采取有效措施,防止同类问题再次发生;5. 加强员工培训,提高员工的技能水平和责任意识,确保生产过程的质量控制。
四、工作计划1. 制定年度培训计划,对员工进行技能培训和知识普及,提高员工的技术水平和责任心;2. 安排专人负责设备维护和维修工作,做好设备的保养和润滑,提高设备的稳定性和可靠性;3. 加强产品质量检测和监控,及时发现和处理质量问题,确保产品的质量符合要求;4. 完成质量管理体系的建立和完善,确保整个生产过程的质量控制;5. 加强对员工的职业道德教育,提高员工的团队合作意识和质量意识。
机械加工过程中的质量控制简版
机械加工过程中的质量控制机械加工过程中的质量控制引言在机械加工过程中,质量控制是一个至关重要的环节。
准确控制加工质量不仅能够提高加工效率,还能够保证产品的质量和性能。
本文将介绍机械加工过程中常用的质量控制方法和技术。
I. 机械加工过程中的质量控制方法1. 技术规范的制定在机械加工过程中,首先需要制定详细的技术规范,包括各种参数的控制要求、加工工艺和质量标准等。
技术规范能够明确加工过程中的操作规程和质量要求,为后续的质量控制提供指导。
2. 设备的校准和维护机械加工过程中使用的各类设备,如数控机床、切削工具等都需要进行定期的校准和维护。
校准能够确保设备的精度和稳定性,而维护保养能够延长设备的使用寿命,并减少由于设备故障引起的加工质量问题。
3. 加工参数的监测和调整机械加工过程中的加工参数包括切削速度、进给速度、切削深度等。
通过实时监测和调整这些加工参数,可以保证加工过程中的稳定性和一致性,并避免加工中出现质量问题。
4. 质量检测和控制质量检测和控制是机械加工过程中最基础的质量控制环节。
通过使用各种检测设备和方法,如测量仪器、显微镜等,对加工过程中的尺寸、形状、表面质量等进行检测和判定。
对于不符合要求的产品,需要及时采取纠正措施,以保证产品达到质量标准。
II. 常用的质量控制技术1. 先进的数控技术随着科技的进步,先进的数控技术在机械加工过程中得到了广泛应用。
数控技术通过预先设定的程序来控制加工过程,实现高精度、高效率的加工作业。
同时,数控技术还能够监测加工过程中的各种参数,并根据实际情况进行自动调整,保证加工质量的稳定性。
2. 光学成像技术光学成像技术通过显微镜或相机等设备,对制件表面的质量进行实时观测和检测。
这种技术可以快速获得制件的表面形状、表面光滑度等质量指标,从而实现对加工质量的实时监控和控制。
3. 技术技术在机械加工过程中的质量控制中正发挥着越来越重要的作用。
通过对大量的数据进行分析和学习,技术能够自动识别和判断加工过程中的质量问题,并作出相应的调整和反馈。
机械加工企业年质量计划
机械加工企业年质量计划
一、质量管理目标
1. 提高产品合格率,确保产品质量稳定达到行业先进水平。
全年产品合格率目标为98%以上。
2. 降低客户质量投诉率。
全年质量投诉率目标控制在0.5%以内。
3. 加强质量管理,提高客户满意度。
计划在年底开展客户满意度调查,满意率目标为95%以上。
二、质量管理措施
1. 加强新产品设计质量控制,严格执行新产品质量立项和设计评审制度,确保产品设计质量。
2. 严格落实进料检验制度,对原材料和零部件实行全面进货检验。
3. 优化生产工艺,制定操作规程,加强过程质量控制。
建立不合格品处理制度,避免不合格品流入后道工序。
4. 完善质量考核机制,质量指标完成情况与员工奖金挂钩。
5. 加强质量培训,提高全员质量意识。
计划对所有生产和质量人员进行至少一次质量管理知识培训。
6. 定期开展质量大检查,及时发现和解决质量问题。
三、保障措施
1. 总经理作为第一责任人,负总责。
各部门负责人作为第一责任人,负直接责任。
2. 配备质量管理人员,确保质量计划得以有效执行。
3. 保证质量管理经费投入,用于质量改进和员工培训等方面。
4. 建立质量责任考核制度,质量责任落实到个人。
5. 建立质量改进提案制度,鼓励员工提出质量改进措施。
通过以上质量管理目标、措施和保障措施,全面提高产品和服务质量,争取达到行业先进水平。
机械加工行业中的质量控制方法
机械加工行业中的质量控制方法机械加工行业质量控制是保证产品质量的重要环节,也是企业竞争力的体现。
本文旨在介绍几种机械加工行业常用的质量控制方法,以帮助企业提升产品质量和市场竞争力。
一、质量管理体系质量管理体系是一个系统,它包括质量规划、质量控制和质量改进三个主要环节。
企业可以通过建立并实施ISO 9001质量管理体系,确保机械加工过程的每个环节都符合国际标准要求。
这个体系可以帮助企业规范生产流程,减少质量问题的出现,提高产品的一致性和稳定性。
二、统计过程控制(SPC)统计过程控制是一种通过统计方法监控过程中质量变异的方法。
通过采集和分析加工过程中的数据,企业可以了解生产中存在的问题,并及时采取措施进行纠正。
SPC方法可以帮助企业实现实时监控,提高加工过程中的一致性和稳定性,减少次品率。
三、六西格玛(Six Sigma)六西格玛是一种通过减少质量问题的方法来提高产品质量的管理工具。
它的目标是将产品质量提升到每百万个产品中只有几个缺陷的水平。
通过六西格玛的实施,企业可以分析生产过程中存在的不确定性和变异性,找出主要的问题点,采取相应的改进措施,从而提高质量水平。
四、故障模式与影响分析(FMEA)故障模式与影响分析是一种通过分析潜在故障引发的影响来预防和控制质量问题的方法。
通过对加工过程中可能出现的故障模式进行识别、评估和控制,企业可以采取相应的措施,降低质量风险,提高加工过程中的可靠性和稳定性。
五、品质功能展开(QFD)品质功能展开是一种通过转化顾客需求为产品设计要求的方法,以确保产品质量的客户满意度。
通过分析客户需求,将其转化为清晰的设计指标,企业可以针对客户需求进行加工和设计,从而提高产品的质量,并满足市场需求。
六、持续改进持续改进是质量控制的核心,也是实现质量卓越的关键。
企业应该建立和执行一个持续改进计划,不断分析和改进加工过程中存在的问题,寻求优化和提升的机会。
定期组织质量会议和培训,提升员工的质量意识和能力,推动质量文化在企业内部深入落地。
机械加工质量控制方案
机械加工质量控制方案一、引言机械加工质量控制是指在机械加工过程中,通过一系列的控制措施和方法,确保产品加工过程中的质量稳定和合格。
机械加工是制造业中非常重要的环节,其质量直接关系到产品的性能和可靠性。
因此,制定一套科学有效的机械加工质量控制方案对于企业提高产品质量、降低成本、提高竞争力具有重要意义。
二、机械加工质量控制方案的目标1. 确保加工过程中的尺寸精度和表面质量符合产品要求;2. 预防和控制加工过程中的质量问题,避免不良品的产生;3. 提高加工效率和稳定性,降低生产成本;4. 优化生产过程,提高产品的竞争力。
三、机械加工质量控制方案的内容1. 设定合理的工艺参数在机械加工过程中,工艺参数的设定对于产品的质量至关重要。
合理的切削速度、进给速度、切削深度等参数可以保证加工过程的稳定性和质量。
因此,制定机械加工质量控制方案时,需要根据产品的材料、尺寸和要求等因素,确定适当的工艺参数,并进行严格的执行和监控。
2. 选择合适的工装夹具和刀具工装夹具和刀具的选择对于机械加工质量有着重要影响。
合适的工装夹具能够保证工件的稳定固定,避免因夹具松动而导致加工误差。
而刀具的选择则关系到切削力、切削效率和切削质量。
因此,在机械加工质量控制方案中,应该根据产品的加工要求,选择适合的工装夹具和刀具,并定期进行检测和维护。
3. 加强测量和检验在机械加工过程中,测量和检验是确保产品质量的重要手段。
通过对加工过程中的关键尺寸进行测量和检验,可以及时发现和纠正加工误差,保证产品的尺寸精度。
因此,在机械加工质量控制方案中,应该明确测量和检验的方法、设备和标准,并制定相应的操作规程和流程。
4. 强化过程监控和统计分析过程监控和统计分析是机械加工质量控制的重要手段。
通过对加工过程中的关键参数进行实时监控和分析,可以及时发现加工异常和质量问题,并采取相应的措施进行调整和改进。
同时,通过统计分析加工数据,可以对加工过程进行全面评估和优化,提高加工质量和效率。
机械加工质量控制

机械加工质量控制一、引言机械加工是制造业中一项重要的工艺,它涉及到各种材料的切削、成型、打磨等加工过程。
为了确保机械加工产品的质量,需要进行严格的质量控制。
本文将介绍机械加工质量控制的标准格式,包括质量控制目标、质量控制方法、质量控制指标等内容。
二、质量控制目标1. 提高产品质量机械加工质量控制的首要目标是提高产品的质量。
通过控制加工过程中的各个环节,确保产品的尺寸精度、表面光洁度、装配精度等指标符合设计要求,从而提高产品的质量水平。
2. 减少不良品率不良品率是衡量机械加工质量的重要指标之一。
通过引入合理的质量控制方法和工艺流程,以及严格的质量检测标准,可以有效地减少不良品的产生,降低不良品率,提高生产效率和经济效益。
3. 提高生产效率机械加工质量控制的另一个重要目标是提高生产效率。
通过合理的工艺优化和工艺改进,减少加工时间、提高加工精度,降低生产成本,提高生产效率。
三、质量控制方法1. 设计合理的工艺流程在机械加工过程中,设计合理的工艺流程是确保产品质量的基础。
工艺流程应包括材料选择、工艺路线、工艺参数等内容,确保每个工序的加工顺序和方法都合理可行,并能满足产品的质量要求。
2. 严格执行质量检测标准质量检测是机械加工质量控制中不可或缺的环节。
根据产品的设计要求和相关标准,制定相应的质量检测标准,包括尺寸、表面质量、硬度等指标的检测方法和要求。
在每个工序结束后,进行相应的质量检测,确保产品符合标准要求。
3. 引入自动化设备和技术自动化设备和技术的应用可以提高机械加工的质量和效率。
例如,数控机床可以实现精确的加工控制,提高加工精度和稳定性;机器视觉技术可以实现对产品表面缺陷的自动检测,提高检测效率和准确性。
四、质量控制指标1. 尺寸精度尺寸精度是机械加工产品质量的重要指标之一。
它包括线性尺寸、角度、平行度、垂直度等方面的精度要求。
通过控制加工过程中的刀具选择、切削速度、进给量等参数,以及合理的夹持和定位方式,可以实现产品尺寸精度的控制。
机械加工过程中的质量控制精简版范文

机械加工过程中的质量控制精简版范文在机械加工行业中,质量控制是工厂能否获得成功和留住客户的关键因素。
质量控制的目的是确保产品的符合设计要求,减少产品制造过程中的资源浪费和损失,提高产品的可靠性和性能。
本文将介绍机械加工过程中的质量控制精简版范文。
第一部分:质量目标和指标1.质量目标:我们的质量目标是提供高质量的机械加工产品,满足客户的需求和期望。
我们致力于零缺陷的生产,并通过提高工艺流程、提高产品设计和制造的一致性来降低产品的无效和返工率。
2.质量指标:我们将采用以下几项关键质量指标来衡量我们的质量绩效:-产品合格率:对于每批次产品,合格品的比例不能低于98%。
-产品缺陷率:对于每批次产品,缺陷品的比例不能超过2%。
-产品交付准时率:确保按照客户的要求准时交付产品,不推迟交货。
第二部分:质量控制措施1.原材料采购控制:在采购原材料时,我们将与供应商建立合作关系,并要求供应商提供质量保证和检测报告。
我们将对原材料进行入库检验,确保其符合设计要求和质量标准。
2.工艺流程控制:我们将制定详细的工艺流程和作业指导书,确保每个工序的操作规范和标准化。
所有员工必须经过培训和考核,确保他们熟悉工艺流程和要求,并能够正确操作设备。
3.设备维护和校准:我们将定期维护和校准机械设备,确保其正常运行和准确度。
我们将建立设备维护记录和校准记录,以跟踪设备的运行情况和性能。
4.在线检测和抽样检验:我们将在生产过程中进行在线检测,及时发现问题和缺陷,并采取纠正措施。
我们还将进行抽样检验,以验证产品的质量和符合性。
5.过程改进和缺陷分析:我们将建立过程改进和缺陷分析机制,不断优化工艺流程和产品设计,提高产品质量和生产效率。
我们将收集和分析不合格品的数据,并采取措施防止类似问题再次发生。
第三部分:质量管理体系和认证1.质量管理体系:我们将建立质量管理体系,包括质量手册、程序文件和记录表,以规范和记录质量控制活动。
我们将制定质量管理指导方针和目标,并进行定期评审和持续改进。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
具、工装
7.Turning
Turning tool 车
Outside
刀
Diameter车外圆
8.Cutting Groove 割槽
Cutting tool 切断 刀
9.Cutting off 切 断
10.Drilling hole 钻孔
Cutting tool 切断 刀
Drilling tool 钻头
Ф28 -0.03 Striagtness than 0.5mm/1000mm 弯 No曲S程cr度atch, Rust... 无拉伤、无锈斑 Color mark 颜色标识 Make program 编程A01-002 No disentangle 要求夹紧无松开 动
Φ5.0
Part/Process No.
Rev 转速 2500rad/min FR进ev刀转量速 3000rad/min F进刀量
Product
/Process
Characteristic Product/Process
Class
/Spec./Toleranc
产品/过程特性分 类
e 产品/过程/规格/
公差
Φ5.6 +0.2
20°
Φ5.9±0.1 17.5 +0.02/-0.03 14.5+0.2
★
20°
★
Φ5.5 +0.02/-0.005
Φ10
★
Φ12.2+0.04/0
★
Part/Process No.
零件/过程 编号
Process Name Machine,
/Operation
Device, Jig,
Description Tools For Mfg.
过程名称/操作描 机器、装置、夹
述
Hole diameter 孔径 Radius 圆角
Process 过程
Rev 转速 3000rad/min F进刀量
Angle 角度
Angle 角度
Hole diameter 孔径 Hole diameter 孔径 Hole diameter 孔径 Jumpness全跳 动
Rev 转速 1000rad/min F进刀量
No. 编号
4
5 1 25 2 38 11 8 41 26 17 22 36 40
Characteristics特性
Product 产品
Process 过程
Outside diameter 外径
Chamfer 倒角
Outside diameter 外径 Outside diameter 外径
Rev 转速 2500rad/min F进刀量 =0.03mm/r
/Operation
Device, Jig,
Description Tools For Mfg.
过程名称/操作描 机器、装置、夹
述
具、工装
1 Incoming Inspection 进料检验
Send out
material
2
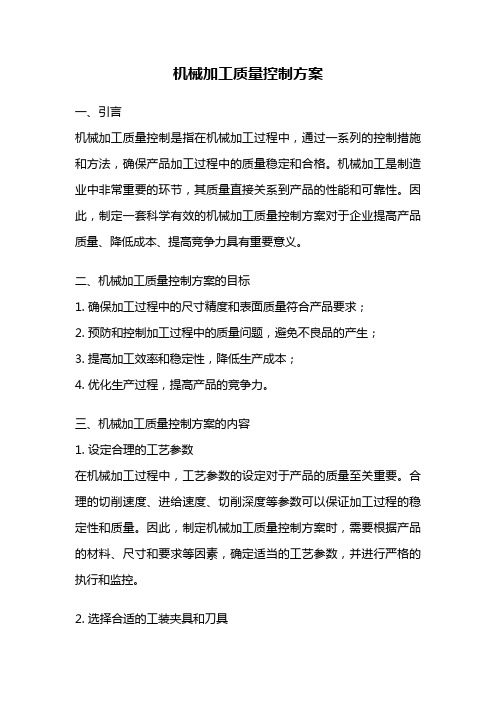
发料 Turning
车削加
L-35
工
1.Turning Facing 光2.D平ri面lling hole 钻孔
零件/过程 编号
Process Name Machine,
/Operation
Device, Jig,
Description Tools For Mfg.
过程名称/操作描 机器、装置、夹
述
具、工装
3.Brilling Hole Boring tool 镗刀 镗孔
4 .Reamering
hole 铰孔
Angle 角度
Outside
Rev 转速
diameter 外径 2500rad/min
Roughness 粗糙 F进刀量
度
=0.03mm/r
Width宽度
Length 长度 Angle 角度
Radius圆弧
Length 长度
Inside diameter 外径
Rev 转速 2500rad/min FR进ev刀转量速 2500rad/min
Characteristics特性
Product 产品
Material type 材质
Process 过程
Product
/Process
Characteristic Product/Process
Class
/Spec./Toleranc
产品/过程特性分 类
e 产品/过程/规格/
公差
American
code:AISI 1215
Reamering tool 铰刀
5.Dilling hole 钻孔
Drilling tool 钻头
6.Boring hole 镗 孔
Boring tool 镗刀
No. 编号
20 42 19 16 15 32 21
18 37
Characteristics特性
Product 产品
Hole diameter 孔径 Angle 角度
Turning tool 车 刀 Drilling tool 钻头
Control Plan 控 制 计 划
No. 编号
Key window/Phone : 主要联系人/电话:
Core Team: 核心小组 key window/Phone : Other Approval/Date (If Required) 其它批准(如需要)
Sample 样件
Trial Run 试生产
Production 生产
Customer Part No./ Rev. 客户零件编号/版本:
Part Name/Description 零件名称/描述 :
Supplier: 供应商:
Part/Process No.
零件/过程 编号
Process Name Machine,
Outer diameter 外径
Striagtness 直线度
Surface defects
表面缺陷
Send wrong
material 发错料
Revolution 转数
Clamp tooling刀
Turning Facing 光平面
Center hole 中心孔
具 Re夹v转头速紧固 3000rad/min FR进ev刀转量速 2500rad/min F进刀量
45.6°±5°
★
Ф 14+0.05
Ra1.6
2.2 +0.2/0 11.8±0.2 3°±1°
Concentricity 同 轴度
Roughnesmm/r
Product
/Process
Characteristic Product/Process
Class
/Spec./Toleranc
产品/过程特性分 类
e 产品/过程/规格/
公差
Φ14.03
1.4±0.015 Φ12.6±0.03 Φ16.18 0/-0.04