冲压工艺卡片
冲压 工艺卡212
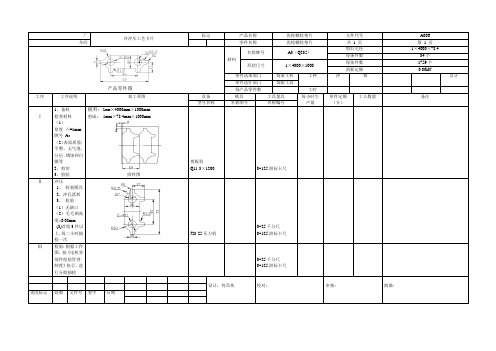
冷冲压工艺卡片
标记
产品名称
齿轮螺栓垫片
文件代号
A006
车间
零件名称
齿轮螺栓垫片
共1页
第1页
产品零件图
材料
名称牌号
A3(Q235)
剪后毛坯
1×4000×78.4
每条件数
34个
形状尺寸
1×4000×1000
每张件数
1759个
消耗定额
0.06kN
零件送来部门
每条工料
工种
冲
钳
总计
零件送往部门
装配工段
每产品零件数
Q11-3×1200
0~125游标卡尺
Ⅱ
冲压
1、校装模具
2、冲孔落料
3、检验
(1)无缺口
(2)毛毛刺高度<0.08mm
(3)首检3件以上,每二小时抽检一次
J23-25压力机
0~25千分尺
0~125游标卡尺
Ⅲ
检验:根据工件图,按《电机零部件检验管理制度》执行,进行分批抽检
0~25千分尺
0~125游标卡尺
设计:何昌传
校对:
审核:
批准:
更改标记
处数
文件号
签字
日期
工时
工序
工序说明
加工草图
设备
模具
工具量具
每小时生产量
单件定额(分)
工人数量
备注
型号名称ห้องสมุดไป่ตู้
名称图号
名称编号
Ⅰ
1、备料
检查材料
(1)
厚度δ=1mm
牌号A3
(2)表面质量:
平整、无气泡、分层、锈蚀和白膜等
2、剪切
冲压工艺卡片
冲压工艺卡片
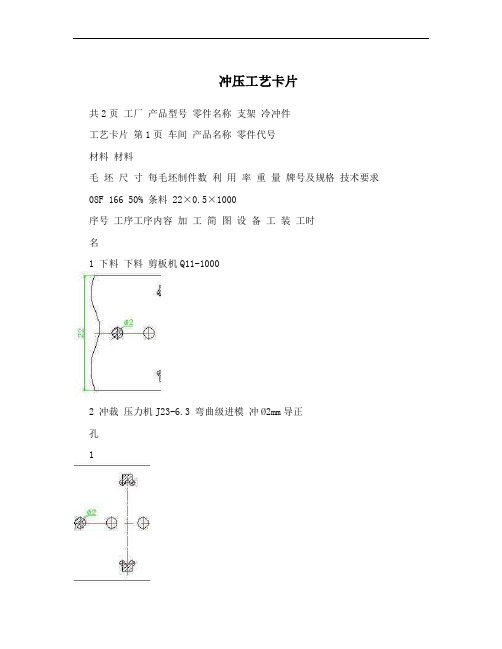
共2页工厂产品型号零件名称支架冷冲件
工艺卡片第1页车间产品名称零件代号
材料材料
毛坯尺寸每毛坯制件数利用率重量牌号及规格技术要求08F 166 50% 条料22×0.5×1000
序号工序工序内容加工简图设备工装工时
名
1 下料下料剪板机Q11-1000
2 冲裁压力机J23-6.
3 弯曲级进模冲Ø2mm导正
孔
1
3 冲裁冲异型孔压力机J23-6.3 弯曲级进模
4 切边冲出弯曲件压力机J23-6.3 弯曲级进模外形
5 弯曲校正弯曲压力机J23-6.3 弯曲级进模2
6 切断落料压力机J23-6.3 弯曲级进模
7 尺寸根据零件图检
检验验冲压件尺寸
3。
垫圈冲压成型工艺及模具设计机械加工工艺过程卡
垫圈冲压成型工艺及模具设计机械加工工艺过程卡一、垫圈冲压成型工艺1.材料准备:选择合适的材料,一般为弹簧钢或不锈钢带材,根据产品要求将原材料切割成适当的长度。
2.模具设计:根据产品的形状和尺寸要求,设计出合适的模具。
模具一般分为上模和下模,上模和下模之间通过导向柱连接,确保模具的准确对位。
3.冲压加工:将切割好的带材放入模具中,利用冲床进行冲压加工。
冲床通过上模和下模的上下运动,使模具对材料进行冲击力的施加,将材料压制成所需的形状和尺寸。
4.热处理:对冲压成型的垫圈进行热处理,以提高其硬度和强度。
常用的热处理方法有回火、淬火等。
5.表面处理:根据产品要求,对冲压成型的垫圈进行表面处理,如镀锌、镀铜等,以提高其耐腐蚀性和外观质量。
6.检验和包装:对冲压成型的垫圈进行检验,检查其尺寸和质量是否符合要求。
合格的产品进行包装,以便储运和销售。
模具设计是模具制造的重要环节,合理的模具设计可以提高生产效率和产品质量。
下面是一个模具设计机械加工工艺过程卡的范例:1.零件名称:垫圈冲压成型模具2.零件材质:优质合金工具钢3.工艺要求:尺寸精度高、表面质量好、使用寿命长4.工艺步骤:4.1设计模具结构:根据垫圈的形状和尺寸要求,设计模具的上模、下模、导向柱和定位装置等部件。
4.2绘制模具图纸:根据模具结构设计,绘制模具图纸,包括三视图、剖视图、局部放大图等。
4.3材料准备:选择合适的优质合金工具钢作为模具材料,根据模具图纸将材料切割成适当的尺寸。
4.4粗加工:对材料进行粗加工,包括铣削、车削、钻孔等工艺。
通过粗加工,将材料修整成接近最终形状的毛坯。
4.5精加工:对粗加工后的毛坯进行精加工,包括镗削、磨削、线切割等工艺。
通过精加工,使模具达到精度要求。
4.6热处理:对加工完成的模具进行热处理,以提高其硬度和耐磨性。
常用的热处理方法有淬火、回火等。
4.7组装调试:将经过热处理的零部件进行组装,确保模具的准确配合和正常工作。
【最新文档题库】冲压工艺过程卡
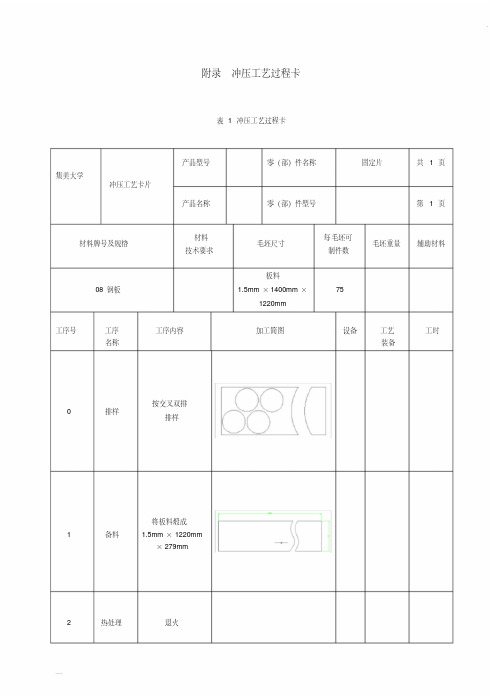
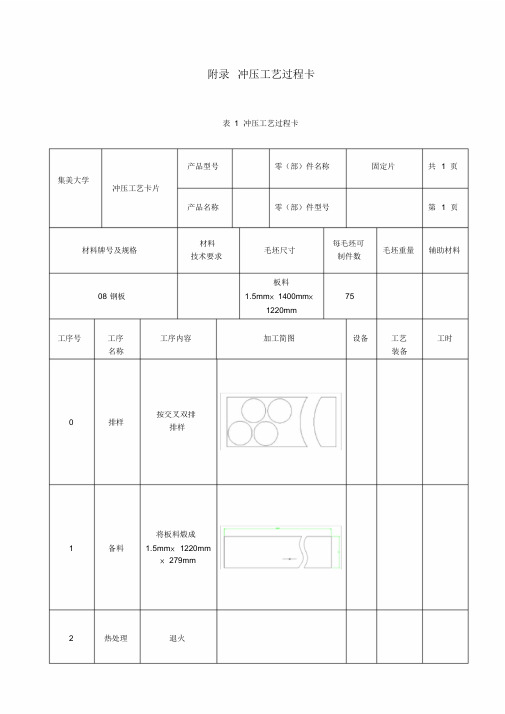
附录冲压工艺过程卡
表 1 冲压工艺过程卡
产品型号零(部)件名称固定片共 1 页集美大学
冲压工艺卡片
产品名称零(部)件型号第 1 页
材料牌号及规格
材料
技术要求
毛坯尺寸
每毛坯可
制件数
毛坯重量辅助材料
板料
08 钢板 1.5mm×1400mm×75
1220mm
工序号工序工序内容加工简图设备工艺工时名称装备
0 排样按交叉双排
排样将板料煅成
1 备料 1.5mm×1220mm
×279mm
2 热处理退火
冲φ148mm的圆
3 落料拉深
复合
并拉深φ80外
圆、R1.5mm、
R5mm、
R3.5mm
倒角
4 热处理调质
5 胀形胀形
6 冲孔冲中间孔
7 翻边翻中间孔边
8 冲孔冲凸缘孔
9 冲孔冲边孔
10 切边整形切边整形
11 检验按零件图检验
会签
日期
编制日期审核日期
更改更改
签日标记处数文件签字日期标记处数文件
字期号号。
齿轮螺栓垫片冲压模具工艺卡片要点

机械设计与制造专业机械加工工序卡片工序名称粗车 40外圆、B面和C面工序号10零件名称模柄零件号零件重量同时加工零件数 1材料毛坯牌号硬度型号重量45 46HRC 锻件设备夹具名称辅助工具名称型号车床CA6140 三爪卡盘游标卡尺安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时1 2 3 车外圆车端面车端面90o车刀游标卡尺72mm20mm20mm2115mm7mm7mm0.5mm/r400r/min59m/min设计者曹兵权指导教师冯跃霞共8 页第 1 页机械设计与制造专业机械加工工序卡片工序名称粗车 85外圆、A面工序号20零件名称模柄零件号零件重量同时加工零件数 1材料毛坯牌号硬度型号重量45 46HRC 锻件设备夹具名称辅助工具名称型号车床CA6140 三爪卡盘游标卡尺安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时1 2 车外圆车端面90o车刀游标卡尺20㎜43mm337mm0。
5mm/r400r/min121.8m/min设计者曹兵权指导教师冯跃霞共8 页第 2 页机械设计与制造专业机械加工工序卡片工序名称钻 11的通孔工序号30零件名称模柄零件号零件重量同时加工零件数 1材料毛坯牌号硬度型号重量45 46HRC 锻件设备夹具名称辅助工具名称型号钻床XQ209 专用夹具安装工步安装及工步说明刀具量具走刀长度走到次数切削深度进给量主轴转速切削速度工时1 钻通孔麻花钻塞规95mm 15。
4mm0。
4mm/r 500r/min 17。
3 m/min设计者曹兵权指导教师冯跃霞共8 页第 3 页机械设计与制造专业机械加工工序卡片工序名称钻 9的孔工序号40零件名称模柄零件号零件重量同时加工零件数 1材料毛坯牌号硬度型号重量45 46HRC 锻件设备夹具名称辅助工具名称型号钻床床Z3025 专用夹具塞规安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时1 钻孔麻花钻塞规24mm 1 4.4mm0。
冲压工艺过程卡
附录冲压工艺过程卡
表1 冲压工艺过程卡
产品型号零(部)件名称固定片共 1 页集美大学
冲压工艺卡片
产品名称零(部)件型号第 1 页
材料牌号及规格
材料
技术要求
毛坯尺寸
每毛坯可
制件数
毛坯重量辅助材料
板料
08 钢板 1.5mm×1400mm×75
1220mm
工序号工序工序内容加工简图设备工艺工时名称装备
0 排样按交叉双排
排样
将板料煅成
1 备料 1.5mm×1220mm
×279mm
2 热处理退火
冲φ148mm的圆
3 落料拉深
复合
并拉深φ80外
圆、R1.5mm、
R5mm、
R3.5mm
倒角
4 热处理调质
5 胀形胀形
6 冲孔冲中间孔
7 翻边翻中间孔边
8 冲孔冲凸缘孔
9 冲孔冲边孔
10 切边整形切边整形
11 检验按零件图检验
会签
日期
编制日期审核日期
更改更改
签日标记处数文件签字日期标记处数文件
字期号号。
冲压工艺卡通则(最新修改)
通则1 目的为指导生产,规X操作,保证产品一致性、稳定性。
2 通则要求2.1 模具安装使用维护说明2.1.1 将液压机工作台开出,按照模具铭牌或工艺卡上注明的顶杆位置将顶杆放入工作台顶杆孔内。
2.1.2将模具按照对中标识吊放在工作台面上,且使模具“F ”面正对送料操作者。
2.1.3 将工作台复位,用点动和微调方式使滑块逐渐接触模具上底板,用压板螺栓将模具上底板紧固,下底板压板螺栓暂不拧紧。
2.1.4 滑块回程至上死点,取下存放器,取出模腔内上批次留的压模件,仔细检查模具的导向面、凸凹模型面与压料芯型面是否清洁,如有污物必须清理干净。
将各种导向面涂抹适量润滑油。
滑块上下运动三次导正模具后,下行至工作状态,将模具下底板压板螺栓紧固。
2.1.5 按工艺要求设置工艺参数,然后按规定送料方向将板料或工序件放置于模腔内。
并采用“手动”方式试压,确定模具状态、工艺参数等是否符合要求。
2.1.6 在确定模具状态良好、参数正确的前提下,将机床工作方式选择为“半自动”,进行零件试压并检查首件质量状态。
若无异常,首件三检合格后即可批量生产。
2.1.7 检查废料滑出畅通无阻并定时清理废料盒中废料,避免过多废料堆积在模具中涨坏模具。
2.1.8 定时检查模具螺钉和销钉是否松动。
2.1.9定时在导柱、导板表面加注润滑油或润滑脂。
2.1.10冲压作业完毕,进行末件检验,并将末件与首件对比,确认合格后将模具型面、压料面、刃口、导滑面揩拭干净,清除工作台面上、模具内部以与废料盒内的废料,将末件放于模腔内。
2.1.11将滑块压力设置为无压状态,放置好模具存放器,滑块下行至模具闭合。
卸掉上、下模固定螺栓,滑块上行,将模具调运至模具存放区。
注意事项:依照规定的工位地址安装模具并进行生产作业,因特殊情况需要临时变更生产工位时,其机床压力、滑块行程等参数应做相应合理调整。
2.1.12冲压时注意安全,模具上的红色区域为工作时的危险区域,在冲压时避免身体与之接触,以免发生事故。
冲压工艺流程卡
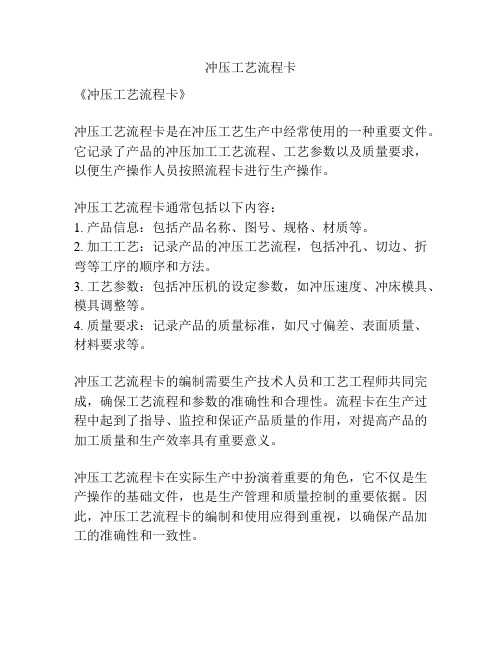
冲压工艺流程卡
《冲压工艺流程卡》
冲压工艺流程卡是在冲压工艺生产中经常使用的一种重要文件。
它记录了产品的冲压加工工艺流程、工艺参数以及质量要求,以便生产操作人员按照流程卡进行生产操作。
冲压工艺流程卡通常包括以下内容:
1. 产品信息:包括产品名称、图号、规格、材质等。
2. 加工工艺:记录产品的冲压工艺流程,包括冲孔、切边、折弯等工序的顺序和方法。
3. 工艺参数:包括冲压机的设定参数,如冲压速度、冲床模具、模具调整等。
4. 质量要求:记录产品的质量标准,如尺寸偏差、表面质量、材料要求等。
冲压工艺流程卡的编制需要生产技术人员和工艺工程师共同完成,确保工艺流程和参数的准确性和合理性。
流程卡在生产过程中起到了指导、监控和保证产品质量的作用,对提高产品的加工质量和生产效率具有重要意义。
冲压工艺流程卡在实际生产中扮演着重要的角色,它不仅是生产操作的基础文件,也是生产管理和质量控制的重要依据。
因此,冲压工艺流程卡的编制和使用应得到重视,以确保产品加工的准确性和一致性。