贴片机结构图
贴片机结构图
贴装头 供料器
贴片头是贴片机的关键部件,他拾起原件后能在校正系统的控
制下自动校正位置,并将元件准确的贴在指定的位置。贴装头
的发展是贴片机进步的标志;
供料器(FEEDER)的作用是将片式元件SMD/SMC按照一定的规律和顺序
提供给贴片以便准确方便的拾取,它在贴片中占有较多的数量和位置,
它也是选择贴片机和安排贴片工艺的重要组成部分。根据SMD/SMC的包装
贴片机结构图
机架
PCB传送机构及支撑台
X Y Z 伺服
定位系统
光学识别系统
贴片头
供料器
传感器
计算机操作软件
机架 PCB传送机构 X Y 伺服定位系统 Z轴(HEAD)伺服 光学识别系统
整体铸造式 焊接式
整体式 活动式
静式导轨
动式导轨
圆光栅编码器式 AC∕DC马达伺服系统 原筒凸轮控制系统
CCD识别系统
位以致飞片现象。
贴片头压力传感器
是通过霍尔压力传感器及伺服电机的负载性来实现 的。当元件放置到PCB上的瞬间回受到震动,其震 动力能及时传送到控制系统,通过控制系统的调控 再反馈到贴装头上,从而实现Z轴软着陆功能。有 该功能的贴片头在工作时,给人的感觉是平稳轻 巧,若进一步观察,则元件两端浸在焊膏中的深度 大体相同,不带压力传感器的贴片头,则会出现错
机架
机架是机器的基础是所有的传动、定位、传送机构均固定在上 面。大部分型号的贴片机及其各种送料器安装在上面。因此机
架应有足够的机械强度和刚性。
传送机构 传送机构的作用是将需要贴片的PCB送到预定位置,
贴装完成后再将SMA送至另一道工序
X Y定位 系统及支
撑台
1.支撑贴片头,贴片头安装在X导轨上,X导轨沿Y方向运动从 而实现XY方向贴片的全过程2.是支撑PCB承载平台并实现 PCB在XY方向运动,这类结构常见与塔式旋转头类的贴片机中
第三讲 悬臂式贴片机 CP45FV结构介绍

第三讲悬臂式贴片机CP45FV结构介绍一、综述1、一般特点在同类产品中最高性能- 速度:0.19 sec/chip- 精度:Chips: ±0.08mm @ 3σ,QFP: ±0.04mm @ 3σ先进的飞行视觉对中头- 高速贴装微间距元件可识别的元件范围- 0201 ~32 * 32 mm QFP [ 0201~42 * 42 mm QFP 可选] 各类功能不同的软件易于操作- 实现高效率及高可靠性增强型的向上视觉系统- 最佳设计的光学装置2、系统结构X-Y轴主机结构吸嘴更换装置视觉系统喂料器传送系统软件系统贴装头控制系统3、整机结构➢运用FEM(有限元法)及实验的方法获取的高精度及高刚性结构➢通过分析并运用专用的塑料减振器使其传送到地面的振动最小BodyX–Y 轴系统➢高刚性高稳定性的运动结构▪宽的元件处理范围(0201 to QFP256)利用同样的参数▪对于贴装任一IC 都确保其高效率➢无偏差的运动系统▪X-Beam传送力较小▪快速准确的定位(20 m在30msec 内处理)▪4、X–Y 轴框架➢高速高精度的运动控制•简单坚固的设计•最优化的伺服系统•X-Y 轴结构•采用AC 伺服马达驱动•重复精度:0.02mm二、贴装与影像1、贴装头➢高性能贴装头介绍•飞行对中图像系统•先进的视觉处理•理想的结构设计•平稳快速的运行动作•增加吸嘴的孔位•特殊吸嘴2、图像处理系统⏹为CP45FV 最佳设计➢快速识别及处理校准➢可靠性高3、飞行视觉系统➢六头六视觉系统(SHSV)- 6 轴/ 6摄像头➢高速的全视觉系统- 元件在X-Y运动过程中被识别- 无须运动到其它位置识别-0.19sec/chip, 0.75sec/IC➢高精度& 较宽元件识别范围的视觉系统- 高科技的光学系统- 0201 (0603) ~ 22*22mm IC5、Z 轴结构➢超轻的Z 轴设计- Z轴以高加速度快速到达拾取贴装位置(Max. 9G)➢高刚性& 低振动性- 消减吸嘴取料处的振动- 提高了运行的重复精度及贴装精度6、图像系统➢最佳的光学识别系统➢高性能的图像运算法则➢3-D 数字照明❖容易操作的标准元件数据库7、光学设计➢直轴系统- 可排除图像的变形或失真➢Reflective Diffusion Plate- 元件识别错误减少到最小➢固定的图像系统- 无须重新调校- 高可靠性8、视觉对中系统可贴装IC直观轮廓对中识别9、视觉处理➢ 快速识别- 贴装时间:小于 1.6sec/QFP ➢ 高分辨率-256 级灰阶图像处理- 可识别0.3mm Pitch 的QFP,μBGA 等10、3-D 数字照明系统普通照明三星照明三星照明普通照明➢ 为各种不同元件提供不同的照明方式 ➢ Ø 可程控发光源的亮度: 16 级照明 多种照明系统: 普通照明, 通过边上的发光源来进行最优化的调整, 为细间距QFP, μBGA , CSP 及Connector 专门设计11、快速稳定的运动➢高速且稳定运动的Z-axis- 伺服马达系统保证其高速稳定的运动- 轻巧的Z-axis 机械装置(重量: 11g)➢高分辨率的旋转装置- 0.005 degrees➢每一贴装头Z 轴升降及θ轴旋转速度模式可调12、自动换嘴装置➢适用于各种不同元件的吸嘴- 共37 个吸嘴孔位(含1 个调校工具)- 10 种吸嘴13、吸嘴支架➢强有力的接合装置-利用表面为锥型的稳定夹紧装置-较安全地放在吸嘴孔内➢低压力-最小压力的贴装防止精细元件损坏14、吸嘴➢使用寿命长- 利用专用材料和独特的外形设计使其具有较长的寿命➢较宽的元件识别范围- 每个吸嘴均可处理:1005 ~ 3216Chips三、传送与定位系统➢具高稳定性的传送系统•3-段传送系统•PCB 板边定位系统•自动宽度调整系统1、3-段传送系统独立运动⏹ 前后缓冲⏹ 在工作区域内采用1个微型的步进马达来控制PCB 传送时的加速或减速> 彻底地排除了传统的定位方式造成元件移位的现象> 最佳传送速度2、PCB 定位系统➢ PCB 翘曲度为零 ➢ 自动调整夹紧的高度- 最佳的PCB 夹紧状态进板段贴装工作区 出板段3、自动宽度调整系统➢高可靠性及高精度的自动宽度调整- 使用伺服马达和丝杆➢容易操作- 可编程调整- PCB贴装数据编程简易四、控制系统➢双CPU 系统•工业PC•VME (虚拟计算机环境)CPU> 设置运行高稳定性> 设备在运行时可进行其它操作五、喂料器⏹8,12,16,32,44 和56mm带式喂料器⏹标准及客户订做的喂料器⏹最大可装104 站带式喂料器(8mm 带式喂料器)20盘喂料器单盘喂料器带式喂料器结构利用机器内部气压驱动进行送料,保证供料的平稳性六、软件与界面 1、软件系统➢ 在友好用户操作界面下的各种不同编程软件 ➢ 有效的软件为客户提高了生产效率 ➢ 增强型人机界面(MMI ) ➢ Easy OLP (离线编程) ➢ Gerb Mounter ➢ 远程服务系统保护盖料带压紧装置带盘转动方向手动手柄汽缸2、人机界面(1)•使用友好的操作界面- Windows 98- 图解界面- 多功能处理- 容易使用的数据库- 具有网络和打印功能- 实时操作监控显示>简化且值得信赖的菜单树形结构多窗口环境Windows 98 软件- 韩文,英文语言选择- 条列式侦错画面, 将各种错误提示显示在屏幕上,减少停机时间元件数据库-丰富的贴装元件数据库-可在线进行元件编辑2、人机界面(2)•准确的故障维修向导(GUI)- 大的维修信息数据库- 为不同的故障提供不同的维修信息- 直观容易被理解- 容易诊断和维修•生产控制- 具有储存生产管理数据的能力- 对不同的数据具实时监控能力3、人机界面(3)•优化功能- 元器件的分配最优化- 喂料器编排的最优化- 贴装路径的最优化缩短计算时间> 提高生产效率4、程序编写数据来源主机机器1.2.3...CAD 系统⏹Gerber文件⏹ASCII 文件⏹CAD 文件其它公司机器文件⏹贴装数据Gerb Mounter生成贴装数据EasyOLP- 生产线平衡- CAD 文件转换- A SCII 文件转换- 其它公司机器数据转换数字化仪生成贴装数据优化系统喂料器排列贴装顺序吸嘴排列M#1M#2。
MSF 介绍

高速多功能贴片机
JOHN97
MSF 的结构
后料架台
吸嘴更换 单元
PCB
2D 3D(选) 贴装头
托盘供料器 (选)
贴装头 2D
穿梭式取料 暂存区
A
托盘供料器
(选)
前
双臂驱动
后
PCB
B 类型
吸嘴更换 单元
穿梭式取料 暂存区
前料架台
1720 mm
2660 mm
JOHN97
JOHN97
NO.1元件范围对应能力
覆盖几乎所有生产用元器件种类 •插入型连接器
10 吸嘴贴装头上5,6号吸嘴位置,4VCM贴装头 均可控制压力50N(5Kg) JOHN97
NO.1元件范围对应能力
覆盖几乎所有生产用元器件种类
基于对扭矩电流特性全闭环方式的压力控制贴装
专用剪刀剪断
胶带黏接
完成接带
JOHN97
部品照合 BCS
部品の掛け間違いを防止
掛け間違いが発生した時、 ハンディターミナルに表示し、 ブザーにて警告
JOHN97
高效率实用性
生产品种快速切换
事前段取りによる一括交換機能
サポートプレート一括交換機能
パーツカセット一括交換カート ノズルチェンジプレート一括交換機能
NO.1元件范围对应能力
覆盖几乎所有生产用元器件种类
JOHN97
NO.1元件范围对应能力
覆盖几乎所有生产用元器件种类
JOHN97
NO.1元件范围对应能力
覆盖几乎所有生产用元器件种类
您拥有的是一台能贴装各类元器件的设备
JOHN97
元件耗尽检测
JOHN97
CP742 贴片机机构图解
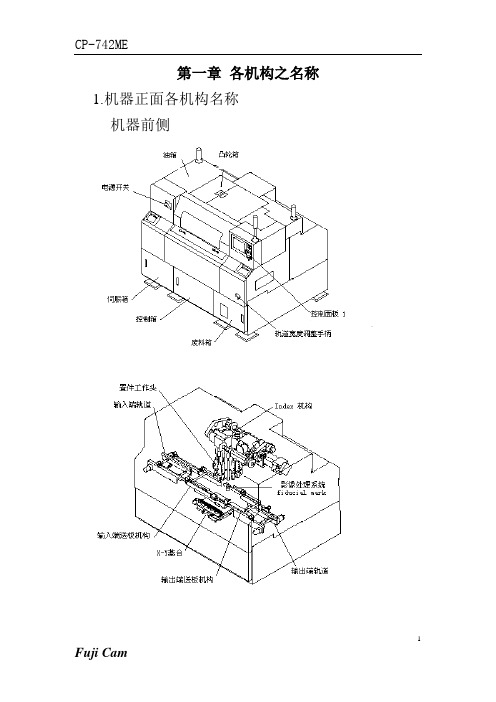
第一章各机构之名称1.机器正面各机构名称机器前侧机器后侧伺服控制轴各工作站置件头PCU( Pallet change unit)2.机器各机构功能说明置件相关机构凸轮箱主驱动装置置件工作头1~16工作头影像处理系统供料系统料枪CP7 切刀机构供料台PCU基板传输系统XY基台电气控制系统控制面板控制箱气路控制系统机器本体置件相关机构凸轮箱凸轮箱是由凸轮轴马达,主驱动装置,凸轮轴,驱动连杆,气压缸等机构组成。
主驱动装置凸轮箱中主驱动装置是由2部分组成,一个带动置件工作头上的角度驱动离合器,用来驱动齿轮盘动作,一个是带动吸嘴头动作的装置。
置件工作头旋转主轴上有16组工作头,每一组置件工作头是由吸嘴,吸嘴头及吸嘴头支座组成。
每一工作头上均可配有6种不同的吸嘴。
可依零件之大小做不同的选择。
置件工作头从料枪上吸取零件,通过影像处理系统,而后将零件置在生产基板上。
1~16工作站16个置件工作头所在位置称为工作站,各工作站所执行工作均不同,以下将针对各工作站逐一进行说明。
第一站执行供料器送料,吸取零件及零件用尽检知等。
第二站进行大零件取件成败检知,及角度预转。
角度预转为减少第八站将零件转到最终角度时间,同时减少旋转惯性引起的角度误差,进行±90度预转。
第三站执行置件工作头误差角度修正。
第五站使用大,小视野两相机进行零件位置、角度偏差、零件外行,有无零件等检知。
第六站测量吸嘴头所吸零件厚度(可选)第八站执行最终置件角度旋转。
根据第五站影像处理结果在第八站用伺服马达进行最终角度旋转。
第九站执行将零件置放在生产基板上,但在第五站影像处理不良零件将不做置件。
第十站执行角度旋转还原,同时进行吸嘴原始位置检知第十一站确认置件头下降后是否升起,及为了计算生产情报执行置件工作头A检知。
第十三站执行将第五站影像处理不良之零件从吸嘴头上清除。
同时执行吸嘴头切换前,吸嘴头上6个吸嘴所在位置检知。
第十四站使用伺服马达,执行吸嘴位置切换。
贴片机结构和分类-图文

1.1 贴片机的结构与特点
1.1.3 X、Y与Z/θ 伺服及定位系统
贴片机结构和分类_图文.ppt
表面贴装技术(SMT) Sruface Mount Technology
电子产品
电子元器件
电子线路板
SMT生产工艺流程
1. 焊锡膏——再流焊工艺流程
2. 贴片胶——波峰焊工艺流程
SMT生产工艺流程 3. 混合安装工艺流程
SMT生产中的贴片技术与贴片机
印刷机-Printer
3: Z axis Placement head Component picking and placing ;RZ Rotating the component。
贴装头的Z为吸嘴上下做吸取贴装的动作; Rz指吸嘴旋转角度。
贴装模块-- Pick and Place Module
AX-3最多可以安装12个贴装 模块,每个对应一个吸嘴。该 吸嘴有X,Y,R,Rz四个运动方向 。
1. 功能 第二种功能:支撑PCB承载平台并实现PCB在X-Y方向移动
这种结构常见见于塔式旋转类 贴片机中,在这种高速贴片机 中,其贴片头仅做旋转运动, 而依靠送料器的水平移动和 PCB承载平面的运动完成贴 片过程。
X、Y与Z/θ 伺服系统动画
1.1 贴片机的结构与特点
1.1.3 X、Y与Z/θ 伺服及定位系统
双AC伺服电机
1.1 贴片机的结构与特点
1.1.4 光学对中系统
贴片机结构及原理分析课件
1
贴片机结构及原理分析课件
此外,现代的贴片机在传动结构(Y轴方向由单 丝械向双丝杠发展);元件的对中方式(由机械 向激光向全视觉发展);图像识别(采用高分辨 CCD);BGA和CSP的贴装(采用反射加直射 镜技术);采用铸铁机架以减少振动,提高精度, 减少磨损;以及增强计算机功能等方面都采用了 许多新技术,使操作更加简便、迅速、直观和易 掌握。
14
贴片机结构及原理分析课件
空间分辨率是指CCD分辨精度的能力,通常用像元素来 表示,即规定覆盖原始图像的栅网的大小,栅网越细, 网点和像元素越高,说明CCD的分辨精度越高。采用高 分辨率CCD的贴片机其贴装精度也较高。
但通常在分辨率高的场合下,CCD能见到的视野小 (Frame),而大视野的情况下则分辨率较低,故在高 速/高精度贴片机中装有两种不同视野的CCD。在处理高 分辨率的情况下采用小视野CCD,在处理大器件时则使 用大视野CCD。
15
贴片机结构及原理分析课件
4.CCD的光源
为了配合贴片机贴好BGA和CSP之类的新型器 件,在以往的元件照明(周围、同轴)基础上增 加了新型的BGA照明。所谓的BGA照明是LED 比以往更加水平,早期的照明装置能同时照亮焊 球与元件底部,故难以将它们区别开来,改进后 的照明系统,当LED点亮时,仅使BGA元件的 焊球发出反光,从而能够识别球删的排列,增加 可信度
3.CCD的分辨率
光学系统采用两种分辨率——灰度值分辨率和空间分 辨率。
灰度值分辨率是利用图像多级亮度来表示分辨率的方 法,机器能分辨给定点的测量光强度,所需光强度越小, 则灰度值分辨率就越高,一般采用256级灰度值,它具 有很强的精密区别目标特征的能力。而人眼处理的灰度 值仅在50~60左右,因此机器的处理能力远高于人眼的 处理能力。
贴片机结构

贴片机结构报告(论文)题目: 贴片机结构作者所在系部: 电子工程系作者所在专业: 电子工艺与管理作者所在班级: 09252 作者姓名 : 田云海作者学号 : 20093025222 指导教师姓名: 赵鹏完成时间 : 2011年10月25 日北华航天工业学院教务处制1摘要本文综述了在SMT生产中,F209等系列贴片机应用、保养及维护和所应该注意的一些生产上的问题。
通过一些实例,讲述一些故障的引发原因、解决措施及预防措施。
旨在使贴片机在生产过程中更好的运行,延长设备使用期限,使机器保质保量的完成工作任务并达到节省物料、降低成本的要求。
介绍了贴片机的基本构造及原理。
阐述了使用过程中减少抛料提高产品品质的措施。
列举了常见的故障及排除措施。
说明了贴片机的一般性保养。
关键词:SMT; 贴片机;。
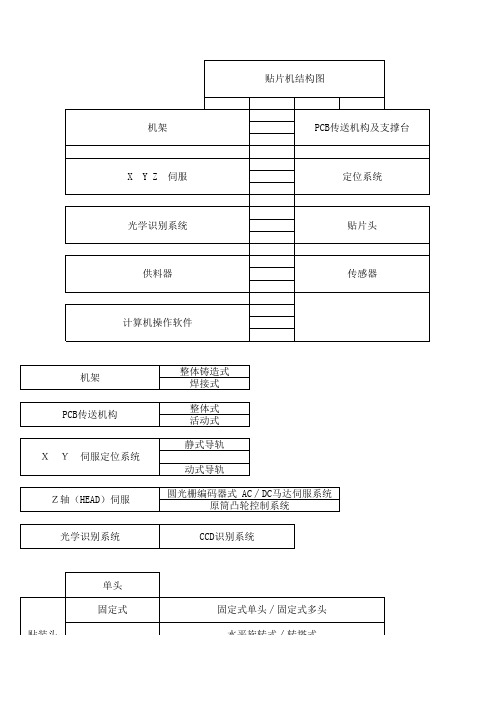
2目录1.1 机架...................................................................... .. (4)1.2 .传送机构与支撑台 (4)1.3 X,Y与Z/θ伺服定位系统 (5)1.4光学系统 ..................................................................... . (5)1.5 .贴片头...................................................................... . (6)1.6供料器...................................................................... .. (8)1.7传感器...................................................................... . (11)3贴片机结构贴片机的结构可分为:机架,基板(PCB或载有PCB的载具)传送机构及支撑台,X、Y与Z/θ伺服,定位系统,光学识别系统,贴片头,供料器,传感器和计算机操作软件系统。
SMT-贴片机简解

国外品牌国内市场占比前三甲: 日本:Panasonic松下 德国:Siemens西门子 日本:FUJI富士
国产品牌市场口碑占比前三甲: 广州煌牌 广东木几 深圳汉城通
LOGO
三、贴片机的种类
我们将努力改善
中速贴片机
理论贴装速度: 30000<pcs/h(片式元件)
可搭载元件类型: 可贴装大型器件和异型元件
五、贴片机的开、关机流程图
▶开机
开机前检查
开机前检查电源、气压是否正常;机器内是否有异物。
打开电源 主开关
检查各紧急按钮是否松开,安全盖是否盖好。
原点复归 核对物料 开始生产
通过菜单中原点复归单元让机器自动回归原点。
通过菜单中供料器配置单元核对每个站位的物料是否与机 器数据一致。
LOGO
我们将努力改善
机器结构特征: 大多数采用拱架型结构,相 对来说结构较为简单,精度 较低。
高速贴片机
超高速贴片机
理论贴装速度: 30000~60000pcs/h
可搭载元件类型: 主要以贴片式元件和小型集 成元件。
机器结构特征: 一般采用转塔型结构或复合 式结构。
理论贴装速度: 60000>pcs/h(片式元件)
可搭载元件类型: 主要以贴片式元件为主体, 贴片器件品种不多。
3、元件参数设定不当
通常是元件换料时外形大小不一致造成,也有识别范围以及角度设置错误等,都重新检 测并设定元件参数。
4、镜头有污渍导致。 5、光圈光源的亮度影响。
当光源强度增强或削弱至无法识别元件时,需及时调整光源的亮度;当无法调节时应更 换光源。处理方法
三、元件贴装飞件
都会引起系统的不正常启动。 5、正常运行时,应盖好防护罩操作机器。并且,对于每次接、换料后
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
片头的运动区域设有传感器,运用光电原理来监控
区域传感器
运行空间以防外来物体带来的伤害。
元器件检查
元器件是的检查,包括供料器,以及元件的型号和 精度的检查。它可以有效的预防元件的误贴,错贴
或工作不正常。
贴片头压力传感器
是通过霍尔压力传感器及伺服电机的负载性来实现 的。当元件放置到PCB上的瞬间回受到震动,其震 动力能及时传送到控制系统,通过控制系统的调控 再反馈到贴装头上,从而实现Z轴软着陆功能。有 该功能的贴片头在工作时,给人的感觉是平稳轻 巧,若进一步观察,则元件两端浸在焊膏中的深度 大体相同,不带压力传感器的贴片头,则会出现错
贴装头
单头 固定式
多头
固定式单头∕固定式多头 水平旋转式∕转塔式
贴装头 供料器
多头
编带式 管装式 盘装式 散装式
水平旋转式∕转塔式
旋转式
垂直旋转式 转盘式
机械式 电动式 气压式
振动式
托盘式
塑料盒式 分装式
传感器
压力传感器 负压传感器 位置传感器 图像传感器 激光传感器 区域传感器 元件检查传感器 贴片头压力传感器
贴装工作。
辅助判断器件引脚的共面性。当被测器件运行发到
传
激光传感器的监测位置时,激光发出光束照射到IC
感
引脚上并反射到激光读取器上,若反射Fra bibliotek来的光束器
长度同发射光束相同,则器件共面性和格,当不同
时,则由于引脚上翘,使反射光光束变长,激光传
激光传感器
感器从而识别出该器件引脚有缺陷。
贴片机在工作时,为了贴片头安全运行,通常在贴
位以致飞片现象。
贴装头 供料器
贴片头是贴片机的关键部件,他拾起原件后能在校正系统的控
制下自动校正位置,并将元件准确的贴在指定的位置。贴装头
的发展是贴片机进步的标志;
供料器(FEEDER)的作用是将片式元件SMD/SMC按照一定的规律和顺序
提供给贴片以便准确方便的拾取,它在贴片中占有较多的数量和位置,
它也是选择贴片机和安排贴片工艺的重要组成部分。根据SMD/SMC的包装
。
指贴片机子在吸取元件时保证吸嘴吸在元件中心与贴片头主轴
光学对中 系统
的中心保持一致。原理吸头吸取元件后,CCD摄像机对元件成 像。转化成数字图像型号。经计算机分析出元件的几何中心并 与控制中心进行比较。计算出元件中心与吸嘴中心进行比较的
XYZ值的误差,并及时反馈至控制系统进行修正,保证元件引
脚与PCB焊盘重合。
位以致飞片现象。
贴片头压力传感器
是通过霍尔压力传感器及伺服电机的负载性来实现 的。当元件放置到PCB上的瞬间回受到震动,其震 动力能及时传送到控制系统,通过控制系统的调控 再反馈到贴装头上,从而实现Z轴软着陆功能。有 该功能的贴片头在工作时,给人的感觉是平稳轻 巧,若进一步观察,则元件两端浸在焊膏中的深度 大体相同,不带压力传感器的贴片头,则会出现错
机架
机架是机器的基础是所有的传动、定位、传送机构均固定在上 面。大部分型号的贴片机及其各种送料器安装在上面。因此机
架应有足够的机械强度和刚性。
传送机构 传送机构的作用是将需要贴片的PCB送到预定位置,
贴装完成后再将SMA送至另一道工序
X Y定位 系统及支
撑台
1.支撑贴片头,贴片头安装在X导轨上,X导轨沿Y方向运动从 而实现XY方向贴片的全过程2.是支撑PCB承载平台并实现 PCB在XY方向运动,这类结构常见与塔式旋转头类的贴片机中
的不同。供料器通常有带状、管状、盘状和散料
对各种气缸和真空发生器,均对空气压力有一定的
要求,低于设备的要求的气压。机器就不能正常运
压力传感器
作了。压力传感器始终监视着压力变化。
负压传感器 位置传感器 图像传感器
贴片机的吸嘴靠负压吸取元器件,它由负压发生器 (射流真空发生器)和真空发生器组成。负压传感 器始终监视负压变化,出现吸不到,或吸不住元器 件的情况时,他能及时报警或检查吸嘴负压系统是
否堵塞。
PCB板的传输定位,包括PCB的计数,贴片头和工作 台的实时检测,辅助机构的运动等,都对位置有严 格的要求,这些位置需要各种形式的位置传感器来
实现。 贴片机工作状态的实时显示,主要靠CCD图像传感 器,它能采集各种所需的图像信号。包括MARK 器 件尺寸,并经计算机分析,使贴片头完成对调整和
贴片机结构图
机架
PCB传送机构及支撑台
X Y Z 伺服
定位系统
光学识别系统
贴片头
供料器
传感器
计算机操作软件
机架 PCB传送机构 X Y 伺服定位系统 Z轴(HEAD)伺服 光学识别系统
整体铸造式 焊接式
整体式 活动式
静式导轨
动式导轨
圆光栅编码器式 AC∕DC马达伺服系统 原筒凸轮控制系统
CCD识别系统