全自动端子操作指导书
全自动端子压着机操作说明书

全自动端子压着机操作说明书版本/次A/1核准: 审核: 制定:梁恩超2014.2.251、目的:为正确指导员工操作,提高工作效率,加强产品品质,规范现场管理。
2、范围:生产车间的全体管理干部及操作员。
3、定义: 3.1 无4、职责:4.1课长:对设备的日常维护监督。
4.2组长:对设备的日常点检确认。
4.3 技术员/作业员:对设备的日常操作/维护和点检。
5、操作技方法:5.1检测电源是否连接正常。
5.2启动电源开关,按下【F1】键,进入下一页的画面,选择参数设定项,按【F2】键,然就根据各产品的SOP 蓝图上要求来设定参数,先按面板上的【SET 】键找出光标,再按数字键输入你要操作的参数与规格,最后按【ENT 】键确定输入。
5.3待参数设定后,【F1】键,此时机器会自动启动作,机器在自动运行时会跳至计数状态,如果清除总计数或单计数可直接按【F2】或【F3】键,即可归零,重新计数。
5.4按【F6】进入下页画面,按【F3】键后,后面显示蓝色,则有扭线功能(即线材外脱皮后,线芯会扭紧),反之则没有扭线功能,按【F4】键后,后面显示蓝色,则有预拔功能(即线材外脱一节PVC ),反之没有预拔功能;按【F5】键后,后面显示蓝色,则有端子检测功能(即当设备工作时,端子机上面的检测器会自动检测端子机上是否有端子;反之则没有此功能。
5.5按【F6】进入下页画面,可以设置扭线移位(指外脱PVC 前后位置),扭线距离(指扭线夹移动的距离),半剥长度(剥PVC 时裸露在外部的芯线长度),压紧延时(指摆臂与送线部位贴位合)的参数。
5.6按【F6】再次进入下页画面, 可以设置停机时间(指打完预定数量后停机时间),吹气全自动端子压着机操作说明书版本/次A/1 时间(指吹一次气的持继时间),送线速度(指送线轮旋转线的速度),时间(指控制送线速度的时间等参数.5.7如果生产达到总数时,不需要继续工作,先停止机器运作,最后关闭电源开关。
全自动端子压着机使用说明书
实用文档全自动单头扭线端子机(通用型 )使用说明书安全声明感谢您购买我们的产品全自动单头扭线端子机。
请您务必仔细阅读本说明书,并在完全理解其内容的基础上使用本设备。
为操作人员的安全着想,设备在设计阶段就充分考虑了安全方面的问题。
但是为了确保安全,下面所列的条款均为当进行安装、操作、检查、调整时,务必要遵守的事项,请加以注意:1. 接入电源必须进行可靠接地。
否则,万一发生因电气故障,可避免触电等对操作人员的伤害,将损失控制在最小限度。
2. 机箱罩是为了安全而安装的,所以在机箱罩没有可靠锁紧或移开的情况下不得开动设备。
因维修等原因需要取下机箱罩时,必须先断开电源、气源后,才能进行维修等作业。
3. 机械正在自动运转时,请勿将手等放到活动的部位或端子机模具之间。
有必要时,应先停止设备运转,断开电源、或拔下电源插头后才可进行。
不遵守以上原则而接触机械,有可能会引起意外的事故。
4. 由两个以上的人进行维修、保养时一定要一边互相招呼确认安全,一边进行操做。
5. 为了更换(电线、端子、端子机模具等)或清扫等,需要把手进入主机机体作业时,必须断开电源、气源后方可进行。
6. 发生了打掉端子的情况时,必须断开端子机的电源,用小镊子等工具作业。
绝对不能把手直接伸插入端子机内拿取。
7. 可编程控制器、传感器、驱动器等电气组件不要随意触动,否则可能会导致设备失去控制从而引起事故。
如有其它要求,请按本说明书封面所示联系方式与我们尽快取得联系。
概要介绍我司是国内专业从事电线末端加工设备的研发、生产、销售于一体的高科技企业。
本机吸收和借鉴了德国同行在电线末端加工设备方面的前沿技术,采用进口可编程控制系统及高精密步进电机、模块化的软件设计,保证了各个工作模块的有机联接,集进线、裁线、剥皮、端子压着、扭线(可选件)为一体,整套工序一次完成。
特点说明:4500PCS/H。
采用静音电子离合端子机.5.7英寸触摸屏,更加直观.数字化,图形化控制介面.送线机构改善,超低噪音.减少电磁阀的使用采用目前最先进的欧式端子机,机体结构精巧,市场上通用的OTP/2000 型等横、直送料模具均可适用,不改变现有的端子机操作方式,方便易用。
全自动端子机操作说明书
全自动端子机操作说明书全自动端子机操作说明书,全自动端子机操作教程,全自动端子机操作范例一、作业步骤1、打开端子机电源开关,电源指示灯亮的时候才开始使用。
2、留意机器内外部有无明显异响,若有暂停作业千万要停机,请机修人员判定是否需要维修。
3、认真选刀装刀:由指定人员操作,装刀之前必须进行手工比对所选刀片是否配套,对比无误后方可装刀, 装刀完成后,必须使用手摇测试,首先关闭端子机电源,按下调摸钮,使用专用板手摇动主从动轮,使端子机冲压行程至最大,如手摇不动,则考虑是否压力过大或其他问题,检查调试至0K作业前需对各锁紧螺丝做相应检查并确认无松动。
4、注意装料:装上需要打的端子,使用内六角板手调节进料压板,使端子可以轻松通过,目测送料位置是否适宜,若不行,进行调节,使用内六角板手松开送料器锁紧螺丝,拧动调节缧杆进行调节,直至最佳状态,然后锁紧送料器锁紧螺丝,开始作业。
5、测试拉力:调机0K后,取废料线材试打,进行拉力测试,主要参照值见《拉力测试对照表》具体操作方法如下,按下拉力测试归零键调至归零,将需测的端子线材夹好,进行测试,若所测拉力不在标准范围内,请机修人员重新调节,直到达到标准值为止。
6、试产10PCS送IPQC进行首件确认,检验0K方可进行批量生产,生产过程中操作员必须自检所打端子是否有包胶,吊颈等不良,并每隔 1 小时进行一次端子拉力测试。
7、生产完成后整理好良品、废次品,并清理干净机台周边的环境卫生。
二、保养与维护1、日常保养:①端子机冲压导向轨必须1 小时加一次机油润滑加油孔在端子机顶部,每次加油以2-3 滴为宜不要过多。
②作业人员每天必须清洁机器,除去机器表面的灰尘和杂物以及多余的油污③端子机主速轴承必须每周加黄油,具体操作方法如下:打开端子机后盖T拆掉从动皮带轮卡簧T拆掉皮带轮T打黄油(均匀涂于高速轴承表面复原(注:拆卸皮带轮过程中,应注意轴承滚珠遗失)2、二级保养:端子机使用3-6 个月后,需检查各部件(耗损件)是否需要更换如皮带,各部件弹簧是否弹性减弱需要更换。
全自动裁线打端子作业指导书
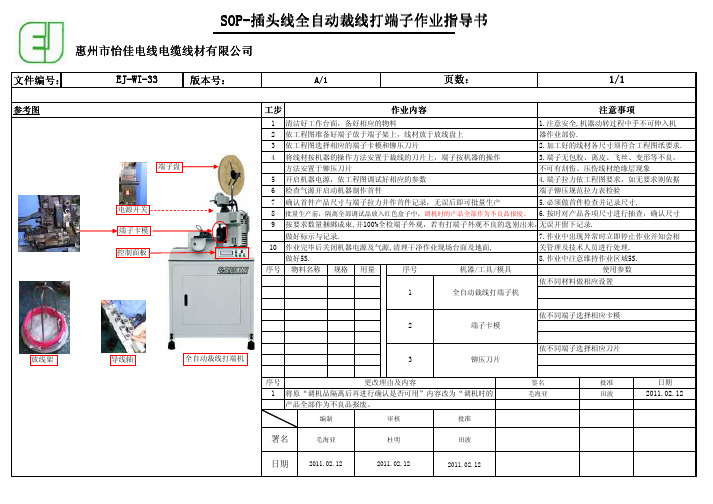
放线架
导线轴
全自动裁线打端机
3
铆压刀片
签名 毛海亚 批准 田波
更改理由及内容 序号 将原“调机品隔离后再进行确认是否可用”内容改为“调机时的 1 产品全部作为不良品报废。
编制 审核 杜明 批准 田波
日期 2011.02.12
署名 日期
毛海亚
2011.02.12
2011.02.12
2011.02.12
电源开关 端子卡模 控制面板
8 9 10 序号
按要求数量捆綁成束,并100%全检端子外观,若有打端子外观不良的选别出来, 无误并留下记录. 做好标示与记录. 作业完毕后关闭机器电源及气源,清理干净作业现场台面及地面, 做好5S. 物料名称 规格 用量 序号 1 机器/工具/模具 全自动裁线打端子机 依不同端子选择相应卡模 2 端子卡模 依不同端子选择相应刀片
SOPSOP-插头线全自动裁线打端子作业指导书
惠州市怡佳电线电缆线材有限公司
文件编号: 文件编号:
参考图
EJ-WI-33
版本号: 版本号:
工步
1 2 3 4 端子盘 5 6 7
A/1 作业内容
清洁好工作台面,备好相应的物料
页数: 页数:
1/1
注意事项
1.注意安全,机器动转过程中手不可伸入机 器作业部份. 2.加工好的线材各尺寸须符合工程图纸要求. 3.端子无包胶、离皮、飞丝、变形等不良, 不可有刮伤、压伤线材绝缘层现象 4.端子拉力依工程图要求,如无要求则依据 端子铆压规范拉力表检验 5.必须做首件检查并记录尺寸. 6.按时对产品各项尺寸进行抽查,确认尺寸 7.作业中出现异常时立即停止作业并知会相 关管理及技术人员进行处理. 8.作业中注意维持作业区域5S. 使用参数 依不同材料做相应设置
【最新】端子机操作指导书-word范文模板 (2页)
本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!
== 本文为word格式,下载后可方便编辑和修改! ==
端子机操作指导书
篇一:端子机操作规程
篇二:端子机机操作规程
端子机操作规程编号:KP-JS09010-04
篇三:端子机操作规程
端子机安全操作规程
一、操作者必须经过培训考核合格方能上岗。
二、开机前检查机台是否稳固平放,模具是否安装固定。
踏板插座、
电源插座是否牢固,固定端子卷及端子路线是否处于正常位置,紧固件是否有松动,调试扳手是否拿掉。
三、调整压着高度,并以手动方式按回转方向,测试压着力。
调整模
具和刀座时必须切断电源进行调试。
四、开启电源前,先试脚踏开关,必须确保正常动作。
五、端子打包时手要离开上、下铆刀活动范围,以免造成伤害。
六、刀片影响端子松紧时,可在刀片处加油。
七、端子机工作时,机器前方严禁站人,防止飞刀伤人。
八、设备突发故障必须迅速切断电源,要请专业维修人员维修,不得
私自拆卸。
九、更换刀片等易损坏物件时必须关掉电源。
十、刀片降入刀槽深度不得超过2mm,且刀片与刀槽不得接触。
十一、停机后要关闭电源开关、收好调节工具。
篇四:端子机安全操作规程。
全自动端子压着机使用说明
全自动单头扭线端子机(通用型)使用说明书安全声明感谢您购买我们的产品全自动单头扭线端子机。
请您务必仔细阅读本说明书,并在完全理解其内容的基础上使用本设备。
为操作人员的安全着想,设备在设计阶段就充分考虑了安全方面的问题。
但是为了确保安全,下面所列的条款均为当进行安装、操作、检查、调整时,务必要遵守的事项,请加以注意:1. 接入电源必须进行可靠接地。
否则,万一发生因电气故障,可避免触电等对操作人员的伤害,将损失控制在最小限度。
2. 机箱罩是为了安全而安装的,所以在机箱罩没有可靠锁紧或移开的情况下不得开动设备。
因维修等原因需要取下机箱罩时,必须先断开电源、气源后,才能进行维修等作业。
3. 机械正在自动运转时,请勿将手等放到活动的部位或端子机模具之间。
有必要时,应先停止设备运转,断开电源、或拔下电源插头后才可进行。
不遵守以上原则而接触机械,有可能会引起意外的事故。
4. 由两个以上的人进行维修、保养时一定要一边互相招呼确认安全,一边进行操做。
5. 为了更换(电线、端子、端子机模具等)或清扫等,需要把手进入主机机体作业时,必须断开电源、气源后方可进行。
6. 发生了打掉端子的情况时,必须断开端子机的电源,用小镊子等工具作业。
绝对不能把手直接伸插入端子机内拿取。
7. 可编程控制器、传感器、驱动器等电气组件不要随意触动,否则可能会导致设备失去控制从而引起事故。
如有其它要求,请按本说明书封面所示联系方式与我们尽快取得联系。
概要介绍我司是国内专业从事电线末端加工设备的研发、生产、销售于一体的高科技企业。
本机吸收和借鉴了德国同行在电线末端加工设备方面的前沿技术,采用进口可编程控制系统及高精密步进电机、模块化的软件设计,保证了各个工作模块的有机联接,集进线、裁线、剥皮、端子压着、扭线(可选件)为一体,整套工序一次完成。
特点说明:4500PCS/H。
采用静音电子离合端子机.5.7英寸触摸屏,更加直观.数字化,图形化控制介面.送线机构改善,超低噪音.减少电磁阀的使用采用目前最先进的欧式端子机,机体结构精巧,市场上通用的OTP/2000 型等横、直送料模具均可适用,不改变现有的端子机操作方式,方便易用。
全自动端子机操作规程
全自动端子机操作规程
《全自动端子机操作规程》
一、安全操作
1. 操作人员必须戴好安全帽和护目镜,并确保穿戴合适的工作服和手套。
2. 在操作过程中,禁止随意触摸机器的运转部件,以免发生意外伤害。
3. 操作人员必须了解机器的紧急停止装置位置,并在紧急情况下迅速按下停止按钮。
4. 操作前需检查设备是否完好,确保机器工作正常。
5. 操作人员应注意避免机器运转时的人为干扰,确保周围环境安全。
二、操作流程
1. 打开机器的电源开关,待机器初始化完成后,确认系统工作正常。
2. 将待加工的端子放入机器的送料装置中,并按照规定的规格进行设置。
3. 设置好加工参数,如切割长度、折弯角度等。
4. 启动机器,注意观察机器运转是否正常,并及时调整参数以达到理想的加工效果。
5. 在加工完成后,停止机器的运转,并将加工好的端子取出。
同时清理机器的残渣和废料。
三、注意事项
1. 避免在机器运转过程中进行调整参数,以免发生意外。
2. 禁止在机器运转时距离操作部位过近,以避免受伤。
3. 当机器出现异常情况时,及时停止操作并通知维修人员进行检修。
4. 操作人员必须定期参加相关的培训,了解并掌握机器的操作要领和维护知识。
以上即是关于全自动端子机的操作规程,操作人员务必严格遵守,确保操作安全,同时保证机器的正常运行和加工质量。
全自动端子机说明书

1超静音端子机使用前注意事项NOTED BEFORE USE1:要设置在平稳没有振动的地面或机面,要有充分的散热空间。
To set the ground without vibration, there should be sufficient heat dissipation space.2:基本电源为220V交流电,要使用和机器一起提供的专用电源插座。
并且使用合格和符合用电要求的插座板。
The power supply is 220V AC, and use the special power socket provided with the machine. And use qualified and meet the electrical requirements of the socket board.3:要使用专用安全合格的插座板,请确认适当的作业温度(0~~40摄氏度)。
安全温度的电压。
To use a special safe socket plate, please confirm the appropriate operating temperature (0~~ 40℃). The voltage of the safe temperature.4:长时间不用机器,一定要拔掉电源线的插头,并用防护用具将机器盖好保养等等。
Do not use the machine for a long time. Be sure to unplug the power cord and cover the machine with protective equipment. 5:不要把机器放在温度较高的地方,或者光线直射的地方。
Do not make the machine in a place with high temperature or direct light.6:请勿改造机械,改造控制电路等,会引起滑块落下两次误动作!Do not modify the machine, the control circuit, and so on, will cause the slider to fall two missteps.7:请勿拆下安全装置或者及改变安装位置。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
全自动端子机-剥线打端机操作指导书双击自动滚屏发布者:admin 发布时间:2012-2-16 15:26:21 阅读:103 次【字体:大中小】
、全自动端子机(剥线打端机)作业标准
1. 功能: 电线定长短切断、两端剥皮、两端压着;
2. 作业效率: 最高8000 条/小时(最短设定);
3. 电线规格:AWG#32~#18 ;
4. 剥皮长度:1.0~25mm ;
5. 切入深度: 手动换刀片定义之;
6. 压着机:1.5T ;
7. 电子控制及各种制程不良状况检出;
8. 电源220V 单相3A 及2 个马力空压机【请装干燥机】
二、全自动端子机作业顺序
1.确认线卡指示;端子/ 模具确认
2 •找专用模具:① 模具保管盒保管确认
② 找专用模具
3 •模具取部:①将模具装在压力机上
②用杠杆将模具固定在压力机上
4 •找专用端子:①确认端子保管箱
② 找专用端子
5.端子轮固定在压力机上
6.将端子安装到模具
7.电源开关ON
8 •显示器操作:按照线卡输入作业要求-线径,长度,脱皮…
9.打端位置/高度调整:① 打端位置及高度调整
② 高度值调整
10 •样品外观检查:① 样品外观检查(长度,线色,线径,端子相异)
② 检查芯线漏出,I/BR 不良,端子扭等
11 •打端高度/引张力检查:①使用测定器
② 测定方法: 参考附加内容
12 .记录/试料保管:① 打端高度/拉力值输入
② 试料粘贴/试料保管
13 •开线打端作业实施:按照线票实施正常开线打端作业
14 .外观自主检查:① 全数自主检查实施
② 检查芯线漏出,I/BR 不良,端子扭等
15 .包装端子保护杯:① 确认保护杯的大小(大/小)
② 保护杯包装固定
16 .记录管理:①作业完毕填写数值管理
② LOT , 数量等
仃•作业完毕:作业完成品挂在挂线台
18 •电源开关OFF
三、作业时注意事项
1、机器开动时禁止把手放在刀片或压轮上。
2、调整高度时把导线盘(W/D),绝缘线盘(I/D)先稍微用力,然后再加大力度
四、打端时重点管理项目
确认部份:
V确认作业指示书或是作业管理表上的电线线种,线经,线色是否同一。
V调整刀片后确认是否有芯线切断,线皮伤痕及脱皮长度
V切断面外观参考上记“电线脱皮不良类型”.
五、打端高度测定顺序。
首先确认要测定的电线线径”和允许固定力”.
Q打端部位(WH)不要固定.
Q拉力允许固定力”异常时测定已完了,及时停止测定.
Q绝对不能把微调回转(可把粗调回转).
Q高度测试器一定要在固定的状态下使用•
1. 测定前要确认“ 0”点
①扁顶头和尖顶头终端接触之前把粗调慢慢地回转
②扁顶头和尖顶头终端接触后,粗调慢慢地回转粗调声音响3 声(嘟,嘟,嘟)发生时
“0”点确认后再“0”点调整.
2. 测定①测定前打端部为点检压着痕和打端形象确认后测定.
=> 形象不良及压着痕过多产品是依赖QC 测定. ②要测定的端子打端部与扁顶头调整平行.
=> 测定端子的时候有点倾斜的情况测定的值偏高.
③扁顶头和端子调整平行的状态下把粗调回转尖顶头接触到端子后,
粗调的声音发生 3 回时读数.
3. 测定后措施
测定后把粗调反转移动后, 把端子取出来
拉力测定顺序
1. 测定前“0”点确认
①测定器的“ 0”没调整重置按钮按住后针恢复测定器的标度把
“0”调整到针的位置. (数字是按重置后确认“0”点)
②P-P TESTER 的测定器标度(数据-文字板)里针和数字是否在“ 0 ”的位置要确认
还有重置按钮是否在“ON的位置要确认•
2. 测定
①端子的打端部位避开后(终端部分固定)端子固定台(HOLDER) 里固定后, 把电线
放在电线固定台里面把杠杆回转再把电线固定台(HOLDER) 里固定.
② “0”点位置确认和端子固定, 电线固定好之后, 按住开关2 秒钟
③电线固定台前进时测定器的标度测定比端子电线的允许固定力测定的高瞬间
异常时S/W 按钮按住后恢复原位置.那瞬间的最高值用测定器采取测定已完了
(EX.电线0.5sq的情况允许固定力比8.0 kg”高的情况时“OK” )
3. 测定后措施
①测定的端子和把WIRE 在P-P TESTER 里解除后制定的场所里废掉.
②测定器的重新设置开关按住后在“0的位置把针的位置调整.
六、注意事项:
清除机器上之皮屑或端子屑,请用不锈钢摄子摄取,勿用空气枪清除
以免皮屑与端子屑吹入机器活动零件内造成零件磨损或机器故障。