钢 筋 焊 接 试 验 报 告 汇 总 表
jgj18-《钢筋焊接及验收规程》

钢筋焊接及验收规程JGJ18-2012施行日期:2012年08月01日前言根据住房和城乡建设部建标[2009]88号文的要求,标准修订组认真贯彻国家节材节能,环境保护的政策,调查研究,进行大量钢筋焊接试验,总结实践经验,参考国内外相关标准和资料,并在广泛征求意见的基础上修订、编制了本规程。
本规程主要技术内容是:1总则;2术语和符号;3材料;4钢筋焊接;5质量检验与验收;6焊工考试;7焊接安全。
本规程修订的主要内容:1.增加了术语和符号;2.根据国家现行标准,特别是《钢筋混凝土用钢第2部分:热轧带肋钢筋》中细晶粒钢筋的出现,做了细晶粒钢筋各种焊接方法的试验后,增加了适用于焊接的钢筋牌号和规格;3.对用于钢筋电渣压力焊的钢筋下限直径,从14mm延伸至12mm;4.在焊接工艺方法方面,将箍筋闪光对焊从原来“钢筋闪光对焊”中列出,气体保护电弧焊的内容;6.在钢筋气压增补内容,单独成节;5.在钢筋电弧焊中,增加了CO2焊方面,增加了半自动钢筋固态气压焊和钢筋氧液化石油气熔态气压焊的内容;7.在预埋件T 形接头焊接中增加了钢筋埋弧螺柱焊。
在质量检验与验收的一般规定中,对于焊接接头拉伸试验质量要求作了较大修改,更好地符合生产实际,便于操作;对焊箍筋接头质量要求,独立成节;增加对焊箍筋接头、预埋件钢筋T型接头的连接方式和力学性能检验为主控项目。
新增第7章焊接安全。
本规程中以黑体字标志的条文为强制性条文,即:1.0.4,,,,共五条,必须严格执行。
与JGJ18-2003中条文比较,条文内容有所修改补充。
本规程第1版于1965年批准发布以来,随着钢筋焊接技术的不断发展,经84版、96版、2003版,至此已是第四次修订。
钢筋焊接技术具有很多优越性,是一项节材、节能、少尘、少烟的环保技术,钢筋焊接工作者应正确实施规程,确保质量,降低成本,精益求精,有所创新,为国家经济建设作贡献。
目次1总则·································································2术语和符号···························································3材料·································································4钢筋焊接·····························································一般规定·························································钢筋电阻点焊·····················································钢筋闪光对焊·····················································箍筋闪光对焊·····················································钢筋电弧焊·······················································钢筋电渣压力焊···················································钢筋气压焊·······················································预埋件钢筋埋弧压力焊·············································预埋件钢筋埋弧螺柱焊·············································5质量检验与验收·······················································一般规定·························································钢筋焊接骨架和焊接网·············································钢筋闪光对焊接头·················································箍筋闪光对焊接头·················································钢筋电弧焊接头···················································钢筋电渣压力焊接头···············································钢筋气压焊接头···················································预埋件钢筋T形接头···············································6焊工考试····························································7焊接安全····························································附录A纵向受力钢筋焊接接头检验批质量验收记录···························附录B钢筋焊工考试合格证···············································本规程用词说明··························································引用标准名录····························································条文说明································································1总则1.0.1为了在钢筋焊接施工中采用合理的焊接工艺和统一质量验收标准,做到技术先进,节材节能,经济合理,安全适用,确保质量,制订本规程。
钢筋焊接分项工程质量验收记录表

-2
-4
-3
5
2
1
4
2
5
2
4
骨架的长度
±10
-8
-4
-6
5
7
2
6
3
4
-8
5
受力钢筋
间距
±10
-2
-8
-4
5
3
7
2
5
6
2
排距
±5
-2
-4
-6
-2
4
2
1
5
4
2
6
箍筋、构造筋间距
±10
-3
-4
-2
5
3
-6
-4
8
5
4
7
钢筋弯起点位移
8
焊接预埋件
中心线位移
5
2
4
1
3
5
4
2
4
2
5
水平高差
+3—0
1
3
2
1
1
2
2
钢筋焊接接头、焊接制品的机械性能必须符合焊接规定
符合设计要求及施工质量验收规范的规定
基本项目
项目
质量情况
等级
1
钢筋网和骨架焊接
1
2
3
4
5
6
7
8
9
10
合格
2
钢筋焊接接头
点焊焊点
/
对焊接头
经检验,闪光对焊接头合格,报告编号10010060。
电弧焊接头
经检验,电弧单面搭接焊焊接头合格,报告编号10010059。
实测110点,其中合格105点,合格率95%
建筑工程材料送检复检汇总表
二、钢筋\预应钢筋\钢绞线\钢丝 序号 项目名称 证明文件 送检规定 送检数量 备注
(a)热轧带肋、光圆钢筋、低 碳钢热轧圆盘条及余热钢筋:≤ 60t/批。 (b)冷轧带肋钢 筋:≤50t/批。 (c)钢筋焊 接网应成批验收,每批应由同一 1、产品合格证 同一生产厂、同一炉罐号 厂家生产的、受力主筋为同一直 钢筋\预应 2、出厂抽检报告 、同一规格、级别、同一交 径的焊接网组成,重量不应大于 钢筋\钢绞 3、力学及工艺性能检 货状态及同一进场时间的钢 20t/批 线\钢丝 验报告 筋: 做到先检验后使用,严禁先施工 后检验 拉伸L=200mm+10d(2支/组) 弯曲L=140mm+6.2d(2支/组) 有下列情况之一者,均需 进行钢筋化学成份检验报 1、钢筋的取样要求 告: (1)进口钢筋焊接 钢筋化学 2、产品合格证要求及 前,应进行化学成份分析及 成分检验 检验报告填写要求详 可焊性试验; (2)钢筋 见同上。 在加工过程中,如发现脆断 、焊接性能不良或力学性能 显著不正常现象
第 2 页
四、 飞鹤电线电缆
序号
项目名称
证明文件
送检规定
1、50mm2及以下的 220/380V用电线路的电线, 其余部分由建设、监理、施 工单位和监督机构根据实际 情况决定是否取样或取样的 批量。
送检数量
备注
1
ቤተ መጻሕፍቲ ባይዱ
1、产品合格证
2、按照进场的同一生产厂 家、同一规格型号的材料数 量为基数取样,材料数量 2 2、出厂抽检报告 (长度)在10000m及以下取 样一组,10000m以上按照每 20000m取样一组,取样总数 不少于两组。 五、 联塑阴燃绝缘PVC电线槽、电工套管
1
三、 澳贝涂料、乳胶漆
JGJ∕T27-2014钢筋焊接接头试验方法标准宣贯

•
•
钢筋焊接接头拉伸试验结果判定
4、复验时,应截取6 个焊接接头试件进行试验。试 验结果若有4 个或4 个以上试件断于钢筋母材, 呈延性断裂,其抗拉强度均大于或等于钢筋母材 抗拉强度标准值,另2个或2个以下试件断于焊 缝,呈脆性断裂,其抗拉强度均大于或等于钢筋 母材抗拉强度标准值的1.0倍,应评定该检验批接 头为拉伸试验复验合格,否则评定为不合格。
弯曲试验
• 1、钢筋焊接接头弯曲试样的长度宜为两支辊内侧距
离加150mm,两支辊内侧距离l应按下式确定, 并在试验期间保持不变。 l=(D+3a)±a/2 l——两支辊内侧距离(mm); D——弯曲压头直径(mm); a ——弯曲试样直径(mm);
弯曲试验
2、应将试样受压面的金属毛刺和镦粗变形部分去除 至与母材外表齐平。 3、钢筋焊接接头弯曲试验时,宜采用支辊式弯曲装 置,并应符合现行国家标准《金属材料 弯曲试验 方法》GB/T 232-2010的有关规定。 4、钢筋焊接接头弯曲试验可在压力机或万能材料试 验机上进行,不得使用钢筋弯曲机对钢筋焊接接 头进行弯曲试验。 5、钢筋焊接接头进行弯曲试验时,试样应放在两支 点上,并应使焊缝中心与弯曲压头中心线一致, 应缓慢地对试样施加荷载,以使材料能够自由地 进行塑性变形,当出现争议时,试验速率应为 (1±0.2)mm/S,直至达到规定的弯曲角度或 出现裂纹、破断为止。
主要试验仪器及技术要求
• 1.根据钢筋的级别和直径,应选用适配的拉力试验 •
•
机或万能试验机。试验机应符合现行国家标准《金 属拉伸试验方法》GB228.1-2010中的有关规定。 2.夹紧装置应根据试样规格选用,在拉伸过程中不 得与钢筋产生相对滑移。 3.试验前应采用游标卡尺复核钢筋的直径和钢板厚 度。
《钢筋焊接及验收规程》 JGJ18-2003
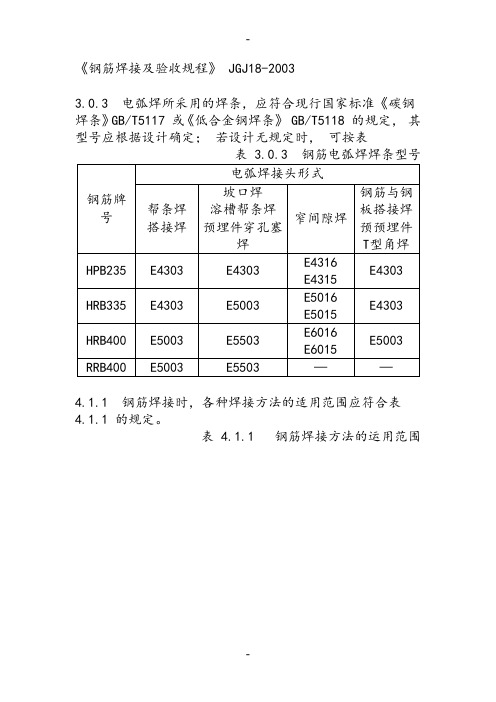
《钢筋焊接及验收规程》 JGJ18-20033.0.3 电弧焊所采用的焊条,应符合现行国家标准《碳钢焊条》GB/T5117 或《低合金钢焊条》 GB/T5118 的规定,其型号应根据设计确定;若设计无规定时,可按表4.1.1 钢筋焊接时,各种焊接方法的适用范围应符合表4.1.1 的规定。
表 4.1.1 钢筋焊接方法的运用范围续表4.1.1 钢筋焊接方法的运用范围直径钢筋交叉叠接中较小的钢筋直径;2 当设计图纸规定对冷拔低碳钢丝焊接网进行电阻点焊,或对原RL540钢筋(Ⅳ级)进行闪光对焊时,可按本规程相关条款的规定实施;3 钢筋闪光对焊含封闭环式箍筋闪光对焊。
4.3.2 连续闪光焊所能焊接的钢筋上限直径,应根据焊机容量、钢筋牌号等具体情况而定,并应符合表 4.3.2 的规定。
表 4.3.2 连续闪光焊钢筋上限直径4.4.2 帮条焊时,宜采用双面焊(图;当不能进行双面焊时,方可采用单面焊(图帮条长度l应符合表 4.4.2 的规定。
当帮条牌号与主筋相同时,帮条直径可与主筋相同或小一个规格;当帮条直径与主筋相同时,帮条牌号可与主筋相同或低一个牌号表4.4.2 钢筋帮条长度钢筋牌号 焊缝型式 帮条长度l HPB235 单面焊 ≥8d 双面焊 ≥4d HRB335 HRB400 RRB400单面焊 ≥10d 双面焊≥5d注: d 为主筋直径(mm)4.4.8 预埋件钢筋电弧焊 T 型接头可分为角焊和穿孔塞焊两种(图和焊接时,应符合下列要求:图4.4.2 钢筋帮条焊接头 (a)双面焊;(b)单面焊 d -钢筋直径;l -帮条长度1 当采用 HPB235 钢筋时,角焊缝焊脚(k)不得小于钢筋直径的 0.5 倍;采用HRB335 和 HRB400 钢筋时,焊脚(k )不得小于钢筋直径的 0.6 倍; 2 施焊中,不得使钢筋咬边和烧伤。
图 4.4.8 预埋件钢筋电弧焊T 型接头(a)角焊;(b)穿孔塞焊k - 焊脚4.4.9 钢筋与钢板搭接焊时,焊接接头(图 1 HPB235 钢筋的搭接长度(l )不得小于 4 倍钢筋直径,HRB335 和HRB400 钢筋搭接长度(l )不得小于 5 倍钢筋直径;2 焊缝宽度不得小于钢筋直径的 0.6 倍,焊缝厚度不得小于钢筋直径的 0.35倍。
钢筋焊接工艺试验总结报告

XXX工程钢筋焊接工艺性试验总结报告批准:审核:编制:XXX项目部二零一三年十二月目录一、工程概况 (3)二、试验目的、适用范围 (3)三、试验依据 (3)四、施工准备 (3)五、试验操作工艺 (4)六、抽样检查 (4)七、钢筋电弧焊质量标准 (6)八、施工注意事项 (7)钢筋电弧焊工艺试验总结报告一、工程概况二、试验目的、适用范围通过本次钢筋焊接工艺性试验,确定钢筋电弧焊的各项参数,确保钢筋焊接质量。
本次试验确定的连接施工工艺及参数适用于本标段内所有混凝土的钢筋焊接连接制作安装施工。
三、试验依据(1)《钢筋焊接及验收规程》JGJ 18-2003;(2)《混凝土工程施工质量验收规范》GB50204-2010。
四、试验准备1、材料(1)钢筋钢筋采用热轧带肋HRB335Φ18、Φ22进行工艺试验,出厂合格证明及检测报告齐全。
(2)焊条焊条采用J422焊条,产品合格证齐全。
2、设备机具砂轮切割机、钢筋弯曲机、交流弧电焊机等。
3、人员配备焊工1名、试验人员2名、电工1名、钢筋工2名。
五、试验操作工艺1、工艺流程:准备工作→选择焊接参数→施焊操作→质量检验 搭接焊接头形式见下图:搭接焊工艺(1) 钢筋搭接长度应符合见下表:HRB335单面焊≥10d双面焊≥5d注:d 为主筋直径(mm)(3)根据《钢筋焊接及验收规程》JGJ18-2003的有关规定,搭接焊只适用于Ⅰ、Ⅱ、Ⅲ级钢筋的焊接,其制作要点除注意对钢筋搭接部位的预弯和安装,应确保两钢筋轴线相重合。
(4)搭接焊接头的焊缝厚度s 不应小于主筋直径的0.25倍;焊缝宽度 b 不应小于主筋直径的0.7倍,见下图:(a ) 双面焊;(b )单面焊:b 一焊缝宽度;s 一焊缝厚度;d 一钢筋直筋;l 一搭接长度 d 一钢筋直径2、操作方法 (1)准备工作检查电源、焊机、试焊钢筋、焊条等设备材料准备齐全,具备施焊条件。
(2)选择焊接参数根据钢筋级别、直径、接头形式和焊接位置,选择适宜的焊条、焊接层数、焊接电流,保证焊缝和钢筋融合良好。
《建筑工程施工质量评价标准》(评分表格)
表4.2.3施工现场质量保证条件评分表
表5.1.3 地基及桩基工程性能检测评分表
表5.2.3 地基及桩基工程质量记录评分表
表5.3.3 地基及桩基工程尺寸偏差及限值实测评分表
表5.4.3 地基及桩基工程观感质量评分表
表6.1.3 结构工程性能检测评分表
表6.2.3 结构工程质量记录评分表
表6.3.3 结构工程尺寸偏差及限值实测评分表
表6.4.3结构工程观感质量评分表
表7.1.3 屋面工程性能检测评分表
表7.2.3 屋面工程质量记录评分表
表7.3.3 屋面工程尺寸偏差及限值实测评分表
表7.4.3 屋面工程观感质量评分表
表8.1.3 装饰装修工程性能检测评分表
表8.2.3 装饰装修工程质量记录评分表
表8.3.3 装饰装修工程尺寸偏差及限值实测评分表
表8.4.3 装饰装修工程观感质量评分表
安装工程实际工作量分配表
表9.1.3 建筑给水排水及采暖工程性能检测评分表
表9.1.6 建筑给排水及采暖工程质量记录评分表
表9.1.9建筑给水排水及采暖工程尺寸偏差及限值实测评分表
表9.1.12 建筑给水排水及采暖工程观感质量评分表
表9.2.3 建筑电气安装工程性能检测评分表
表9.2.6 建筑电气安装工程质量记录评分表
表9.2.9 建筑电气安装工程尺寸偏差及限值实测评分表
表9.2.12 建筑电气安装工程观感质量评分表
表9.3.3 通风及空调工程性能检测评分表
表9.3.6 通风及空调工程质量记录评分表
表9.3.9 通风及空调工程尺寸偏差及限值实测评分表。
钢筋报验申请表
钢筋工程报验申请表工程名称:鲁能康保屯垦100MW风电场工程编号:致:达华集团北京中达联咨询有限公司康保风电监理项目部:我单位已经完成了1#风机基础钢筋加工、安装工作,现报上该工程报验申请表,请予以审查和验收。
附件:钢筋原材料及加工检验批质量验收记录钢筋安装检验批质量验收记录钢筋隐蔽验收记录钢筋机械连接质量验收记录施工单位:项目经理:日期:审查意见:总包单位:专业工程师:日期:批复意见:项目监理机构:总/专业监理工程师:日期:钢筋原材料及加工检验批质量验收记录表3.6.5 编号:01-001-01-01-03-03-01单位工程名称风力发电机组分部(子分部)工程名称基础工程分项工程名称钢筋工程总承包单位深圳山东核电工程有限责任公司验收部位1号风机基础项目经理张子德施工执行标准名称及编号风力发电场项目建设工程验收规程DL/T5191-2004专业工长(施工员)殷建诺施工单位河北省安装工程公司项目经理王韶彬施工班组长刘义海施工质量验收规范的规定施工单位自检记录监理(建设)单位验收记录主控项目1原材料抽检钢筋进场时,应按现行国家标准的规定抽取试件作力学性能试验,其质量必须符合有关标准的规定。
GJ09-01463GJ09-01264GJ09-012632有抗震要求框架结构纵向受力钢筋的强度应满足设计要求和有关现行规范的规定3化学成分专项检验当发现钢筋脆断、焊接性能不良或力学性能显著不正常等现象时,应对该批钢筋进行化学成分检验或其他专项检验。
4受力钢筋弯钩和弯折应符合设计要求和有关现行规范的规定。
受力钢筋弯钩和弯折90度或130度5箍筋末端弯钩应符合设计要求和有关现行规范的规定。
一般项目1钢筋表观质量钢筋应平直、无损伤,表面不得有裂纹、油污、颗粒状或片状老锈。
钢筋平直、无损伤,表面没有裂纹、油污、颗粒状或片状老锈2钢筋调直应符合设计要求和有关现行规范的规定。
全部调直3钢筋加工偏差(mm)受力钢筋顺长度方向全长的净尺寸±10+3-5+2-3+2-7+2-6+3-4 弯起钢筋的弯折位置±20+2-3+6-4+1-2+3-1+2-5 箍筋内净尺寸±5施工操作依据规范要求质量检查记录完整施工单位检查评定结果项目专业项目专业质量检查员: 技术负责人: 年月日总承包单位评定结果专业技术负责人:年月日监理(建设)单位验收结论专业监理工程师:(建设单位项目专业技术负责人) 年月日钢筋安装检验批质量验收记录表3.6.6 编号:01-001-01-01-03-03-02单位工程名称风力发电机组分部(子分部)工程名称基础工程分项工程名称钢筋工程总承包单位深圳山东核电工程有限责任公司验收部位1号风机基础项目经理张子德施工执行标准名称及编号风力发电场项目建设工程验收规程DL/T5191-2004专业工长(施工员)殷建诺施工单位河北省安装工程公司项目经理王韶彬施工班组长刘义海施工质量验收规范的规定施工单位自检记录监理(建设)单位验收记录主控项目1受力钢筋的品种、级别、规格和数量必须符合设计要求。
钢筋(连接及安装)检验批质量验收记录表(II)
+10
-5
+7
+4
-5
+
-3
35>c>25
+5
-2
/
/
/
/
/
c≤35
+3
-1
/
/
/
/
/
施工单位检查
评定结果
专职质量检查员年月日
分项工程技术负责人年月日
分项工程负责人年月日
监理单位
验收结论
监理工程师年月日
钢筋(连接及安装)检验批质量验收记录表( )
03020202□□□
单位工程名称
DK…+…~DK…+…涵洞工程
分部工程名称
装配式涵洞涵身
分项工程名称
钢筋
验收部位
DK…+…涵洞××号管节
施 工 单 位
项目负责人
施工质量验收标准名称及编号
[A]:《铁路混凝土工程施工质量验收标准》TB10424-2010
[B]:《铁路桥涵工程施工质量验收标准》TB10415-2003
本表适用于圆涵涵节预制
2
钢
筋
安
装
及
保
护
层
厚
度
允
许
偏
差
(mm)
受力钢筋排距
±5
-4
+3
-3
+3
+2
同排中受力钢筋间距
±20
-12
+8
-5
+15
+5
分布钢筋间距
±20
+9
-8
+5
+10
独立基础、条形基础钢筋安装报验
检验批报验表工程名称:国投新集电力利辛板集电厂一期2×1000MW机组工程编号:GB11-CAPC0605-CM27K3-T0005致:中咨工程建设监理企业:我方已达成网络继电通信楼独立基础与条形基础钢筋安装(检验批)工作,现报上该工程报验申请表,请予以审察查收。
附件: 1、钢筋安装工程检验批质量查收记录2、隐蔽工程查收记录施工单位(章)项目负责人:年月日总承包单位审察建议:总承包单位(章)专业工程师:项目负责人:年月日项目监理机构审察建议:项目监理机构(章)专业监理工程师:年月日注:本表一式 6 份,由施工单位填报,建设单位 / 项目监理机构、总承包单位各保存 1 份,施工单位保存 4 份。
钢筋安装工程检验批质量查收记录表编号: T-01-06-05-00-0单位(子单分部(子位)网络继电通信楼分部)工地基与基础(混凝土构造)工程名称程名称分项工程名钢筋查收部位独立基础与条形基础称施工单位中国能源建设企业安徽电力建设第二工程有项目经限企业杨荣光理施工履行标专业工电力建设备工质量查收及评论规程第1部分长准名称及编土建工程 DL/T5210.1-2012徐佳佳号(施工员)分包单位/分包项目/施工班经理陈超组长监 理 类序检查 单 单 位别名项目质量标准施工单位检查评定记录收 位验记录钢筋的品种、1 级别、 一定切合设计要求规格、 数目焊接(机械 应切合本部分附录 2 连结)C 的规定接头的质量主纵向受应切合设计要乞降力钢筋 控 3 现行有关标准的规连结方 项 定 式目调 不该有划伤、锤直 痕4钢筋表 冷不该有裂纹面质量 拉冷 不该有裂纹、斑拔 痕钢 筋 不该有变形5网、骨缺扣、松扣数目≤架的绑 5%扎 ,且不该集中宜设在受力较小处。
同一纵向受力接头位 钢筋不宜设置两个1或两个以上接头; 置接头尾端至钢筋弯起点距离不该小于钢筋直径的 10倍切合设计要求,详见钢筋隐蔽工/ 程记录GB11-T0605-HW04-001/切合本部分附录 C 的规定切合设计要乞降现行有关标准 / 的规定经查无划伤、锤痕// ///// 经查无变形/缺扣、松扣数目≤ 5%,且不集中在受力较小处。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2010.4.8
2010.4.9
钢焊2010300145
架空层柱
符合焊接标准
2
电渣压力焊
HRB335Ф14
徐樟全
2010.4.24
2010.4.25
钢焊2010300189
一层柱
符合焊接标准
3
电渣压力焊
HRB335Ф16
徐樟全
2010.5.7
2010.5.8
钢焊2010300221
二层柱
符合焊接标准
2010.6.23
2010.6.24
钢焊2010300344
五层柱
符合焊接标准
单位:新悦·润居5#楼制表:黄文燕
钢筋焊接试验报告汇总表
序号
焊接方式
规格
焊工姓名
焊接日期
试验日期
试验单号码
工程结构部位
备注
1
电渣压力焊
HRB335Ф18
徐樟全
2010.4.21
2010.4.22
钢焊2010300177
-0.03以下柱
钢焊2010300288
四层柱
符合焊接标准
6
电渣压力焊
HRB335Ф14
徐樟全
2010.6.14
2010.6.15
钢焊2010300324
五层柱
符合焊接标准
单位:新悦·润居1#楼制表:黄文燕
钢筋焊接试验报告汇总表
序号
焊接方式
规格
焊工姓名
焊接日期
试验日期
试验单号码
工程结构部位
备注
1
电渣压力焊
HRB335Ф14
五层柱
符合焊接标准
单位:新悦·润居6#楼制表:黄文燕
符合焊接标准
3
电渣压力焊
HRB335Ф14
徐樟全
2010.5.3
2010.5.4
钢焊2010300212
二层柱
符合焊接标准
4
电渣压力焊
HRB335Ф14
徐樟全
2010.5.14
2010.5.15
钢焊2010300232
三层柱
符合焊接标准
5
电渣压力焊
HRB335Ф14
徐樟全
2010.5.31
2010.6.1
五层柱
符合焊接标准
单位:新悦·润居2#楼制表:黄文燕
钢筋焊接试验报告汇总表
序号
焊接方式
规格
焊工姓名
焊接日期
试验日期
试验单号码
工程结构部位
备注
1
电渣压力焊
HRB335Ф18
徐樟全
2010.4.14
2010.4.15
钢焊2010300159
架空层柱
符合焊接标准
2
电渣压力焊
HRB335Ф14
徐樟全
2010.4.14
2010.4.29
钢焊2010300197
一层柱
符合焊接标准
5
电渣压力焊
HRB335Ф18
徐樟全
2010.4.29
2010.4.29
钢焊2010300198
一层柱
符合焊接标准
6
电渣压力焊
HRB335Ф16
徐樟全
2010.5.12
2010.5.13
钢焊2010300226
二层柱
符合焊接标准
7
电渣压力焊
徐樟全
2010.5.19
2010.5.20
钢焊2010300245
三层柱
符合焊接标准
6
电渣压力焊
HRB335Ф14
徐樟全
2010.6.4
2010.6.5
钢焊2010300295
四层柱
符合焊接标准
7
电渣压力焊
HRB335Ф14
徐樟全
2010.6.19
2010.6.20
钢焊2010300332
五层柱
符合焊接标准
钢焊2010300223
二层柱
符合焊接标准
4
电渣压力焊
HRB335Ф14
徐樟全
2010.5.24
2010.5.26
钢焊2010300265
三层柱
符合焊接标准
5
电渣压力焊
HRB335Ф14
徐樟全
2010.6.9
2010.6.10
钢焊2010300312
四层柱
符合焊接标准
6
电渣压力焊
HRB335Ф14
徐樟全
钢筋焊接试验报告汇总表
序号
焊接方式
规格
焊工姓名
焊接日期
试验日期
试验单号码
工程结构部位
备注
1
电渣压力焊
HRB335Ф14
王巍
2010.4.7
2010.4.8
钢焊2010300144
架空层柱
符合焊接标准
2
电渣压力焊
HRB335Ф14
徐樟全
2010.4.24
2010.4.25
钢焊2010300190
一层柱
HRB335Ф14
徐樟全
2010.5.24
2010.5.26
钢焊2010300264
三层柱
符合焊接标准
8
电渣压力焊
HRB335Ф14
徐樟全
2010.6.11
2010.6.12
钢焊2010300313
四层柱
符合焊接标准
9
电渣压力焊
HRB335Ф14
徐樟全
2010.6.28
2010.6.29
钢焊2010300350
4
电渣压力焊
HRB335Ф14
徐樟全
2010.5.19
2010.5.20
钢焊2010300244
三层柱
符合焊接标准
5
电渣压力焊
HRB335Ф14
徐樟全
2010.6.3
2010.6.4
钢焊2010300294
四层柱
符合焊接标准
6
电渣压力焊
HRB335Ф14
徐樟全
2010.6.19
2010.6.20
钢焊2010300333
符合焊接标准
2
电渣压力焊
HRB335Ф14
徐樟全
2010.4.21
2010.4.22
钢焊2010300179
-0.03以下柱
符合焊接标准
3
电渣压力焊
HRB335Ф16
徐樟全
2010.4.21
2010.4.22
钢焊2010300180
-0.03以下柱
符合焊接标准
4
电渣压力焊
HRB335Ф14
徐樟全
2010.4.29
备注
1
电渣压力焊
HRB335Ф14
徐樟全
2010.4.21
2010.4.22
钢焊2010300178
-0.03以下GZ
符合焊接标准
2
电渣压力焊
HRB335Ф14
徐樟全
2010.4.28
2010.4.28
钢焊2010300196
一层柱
符合焊接标准
3
电渣压力焊
HRB335Ф14
徐樟全
2010.5.9
2010.5.10
2010.4.15
钢焊2010300160
架空层柱
符合焊接标准
3
电渣压力焊
HRB335Ф14
徐樟全
2010.4.24
2010.4.25
钢焊2010300188
一层柱
符合焊接标准
4
电渣压力焊
HRB335Ф14
徐樟全
2010.5.8
2010.5.9
钢焊2010300222
二层柱
符合焊接标准
5
电渣压力焊
HRB335Ф14
2010.6.1
2010.6.2
钢焊2010300291
四层柱
符合焊接标准
6
电渣压力焊
HRB335Ф14
徐樟全
2010.6.15
2010.6.16
钢焊2010300325
五层柱
符合焊接标准
单位:新悦·润居4#楼制表:黄文燕
钢筋焊接试验报告汇总表
序号
焊接方式
规格
焊工姓名
焊接日期
试验日期
试验单号码
工程结构部位
钢焊2010300191
一层柱
符合焊接标准
3
电渣压力焊ห้องสมุดไป่ตู้
HRB335Ф16
徐樟全
2010.5.4
2010.5.5
钢焊2010300213
二层柱
符合焊接标准
4
电渣压力焊
HRB335Ф14
徐樟全
2010.5.15
2010.5.16
钢焊2010300233
三层柱
符合焊接标准
5
电渣压力焊
HRB335Ф14
徐樟全
单位:新悦·润居3#楼制表:黄文燕
钢筋焊接试验报告汇总表
序号
焊接方式
规格
焊工姓名
焊接日期
试验日期
试验单号码
工程结构部位
备注
1
电渣压力焊
HRB335Ф14
王巍
2010.4.8
2010.4.9
钢焊2010300146
架空层柱
符合焊接标准
2
电渣压力焊
HRB335Ф14
徐樟全
2010.4.24
2010.4.25